
Tesis Hoy Viernes
109
INSTITUTO TECNOLÓGICO SUPERIOR “CARLOS CISNEROS” CARRERA DE MAQUINAS Y HERRAMIENTAS PROYECTO DE GRADO PREVIO A LA OBTENCIÓN DEL TITULO DE: TECNÓLOGO EN MAQUINAS Y HERRAMIENTAS T EMA RECONSTRUCCIÓN, MANTENIMIENTO E INSTALACIÓN DE LAS MAQUINAS “ABC HANSEN” CEPILLADORA, DOS TORNOS EMCOM BD-6 PARA MADERA EN EL TALLER DE CARPINTERÍA EN LA UNIDAD EDUCATIVA “CARLOS CISNEROS” AUT OR: i
-
Upload
caminos-javier -
Category
Documents
-
view
228 -
download
3
description
jass
Transcript of Tesis Hoy Viernes
INSTITUTO TECNOLÓGICO SUPERIOR
“CARLOS CISNEROS”
CARRERA DE MAQUINAS Y HERRAMIENTAS
PROYECTO DE GRADO PREVIO A LA OBTENCIÓN DEL TITULO DE:
TECNÓLOGO EN MAQUINAS Y HERRAMIENTAS
TEMA
RECONSTRUCCIÓN, MANTENIMIENTO E INSTALACIÓN DE LAS MAQUINAS “ABC HANSEN” CEPILLADORA, DOS TORNOS EMCOM BD-6 PARA MADERA EN EL TALLER DE CARPINTERÍA EN LA UNIDAD EDUCATIVA “CARLOS CISNEROS”
AUTOR:
PACHECO SACA JAVIER JHONATAN
ASESOR:
Lic. Javier Caminos
RIOBAMBA-ECUADOR
2015
i
CARRERA DE MAQUINAS Y HERRAMIENTAS
CERTIFICACIÓN:
Yo, Lic. Javier Dario Caminos Vargas, en calidad de profesor asesor, CERTIFICO que el trabajo de grado: RECONSTRUCCIÓN, MANTENIMIENTO E INSTALACIÓN DE LAS MAQUINAS ¨ABC HANSEN¨ CEPILLADORA, DOS TORNOS EMCOM BD-6 PARA MADERA EN EL TALLER DE CARPINTERÍA EN LA UNIDAD EDUCATIVA ¨CARLOS CISNEROS” cuyo autor es el Sr. PACHECO SACA JAVIER JHONATAN, estudiante de la carrera de máquinas y herramientas, he revisado de forma minuciosa, y en el mismo consta los aspectos contemplados en el proyecto y normas que el instituto establece para el efecto, por lo tanto AUTORIZO su presentación para que se dé tramite respectivo.
Riobamba, 15 de mayo del 2015.
……………………………………….
ASESOR DEL PROYECTO
Lic. Javier Caminos
ii
DERECHO DE AUTORIA
El trabajo de grado que presento, es original y basado en el proceso de investigación y es una adaptación tecnológica establecida en la escuela de mecánica industrial del Instituto Tecnológico Superior “Carlos Cisneros”, en virtud de los fundamentos investigativo-experimental y el resultado son de exclusiva responsabilidad del autor.
….………………………………
Pacheco Saca Javier Jhonatan
iii
AGRADECIMIENTO
Mi eterna gratitud
Doy gracias a Dios por darme la vida y salud, guiarme durante todo mi camino darme fuerzas para no rendirme en obstáculos y dificultades a lo largo de mi vida.
A mis padres por la paciencia, amor, comprensión, ternura, por contar siempre con su apoyo incondicional que me han brindado en el transcurso de mi vida para lograr alcanzar mis metas.
Al Instituto Tecnológico Superior “Carlos Cisneros”, en especial a la Escuela de Mecánica Industrial, a mis maestros por sus enseñanzas, que pude obtener a lo largo de toda mi vida estudiantil, para así también lograr ser un mejor profesional y a todos mis compañeros.
A todas aquellas personas que de una u otra forma me han brindado su apoyo incondicional y desinteresado durante este proceso mi más sincero agradecimiento al Ing. Fabián Cárdenas y al Lic.: Javier Caminos por su colaboración para el desarrollo de este proyecto.
Javier Pacheco S.
iv
DEDICATORIA
El presente trabajo y todo lo que he conseguido lo dedico a Dios porque es el quien ha estado ahí en todo momento de mi vida guiándome y dando la paciencia y las fuerzas necesarias para continuar luchando día a día venciendo todos los obstáculos que se me presenten le agradezco a mis padres Timoteo pacheco y Laura Saca de quienes me siento orgulloso ya que gracias a ellos soy quien soy hoy en día ya que son aquellos que día tras día han velado por mi bienestar y mi superación, a mi hermanos, primos primas, tíos y a todos aquellos que me han apoyado en todo momentos logrado así concluir hoy una etapa más en mi vida
Javier Pacheco V.
iv
RESUMEN
Introduccion
El presente trabajo está basado en la reconstrucción, mantenimiento e instalación de las maquinas “ABC, Hansen” cepilladora, dos tornos Emco DB-6 para madera en el taller de carpintería en la Unidad Educativa “Carlos Cisneros”. La finalidad es dar un mantenimiento adecuado a los dos Torno Emco DB-6 el cual se encontraban en mal estado por el mal manejo y el abandono, las partes más afectadas fueron el sistema eléctrico los recubrimientos y partes complementarias a la máquina, es necesario recolocar, bandas, realizar un mantenimiento adecuado y así lograr su correcto funcionamiento, y a la vez terminado con el mantenimiento necesario en cada una de las maquinas se ha proporcionado datos técnicos que hacen referencia del mantenimiento el cual se realizó, así como la elaboración de un plan de mantenimiento, la misma que útil para evitar el deterioro de los equipos en el taller de carpintería de la unidad educativa “Carlos Cisneros” y que permita la ejecución de los procesos en madera en una forma adecuada y eficiente servirá como fuente de aprendizaje para los alumnos que contempla el uso de las técnicas y normativas para un adecuado funcionamiento de las máquinas..
v
SUMMARY
His work is based on reconstruction, maintenance and installation of machines "ABC Hansen" planer two Emco lathes DB-6 wood in the carpentry workshop in the educational unit "Carlos Cisneros". The aim is to provide proper maintenance to the two Emco DB-6 Lathe which were in disrepair for mismanagement and neglect, the most affected were the electrical system coatings and complementary machine parts, it is necessary to re place, bands, performed maintenance and achieve proper operation, yet finished with the necessary maintenance on each of the machines has provided technical data that refer maintenance which was done, and the development of a maintenance plan, the same as useful for preventing damage to equipment in the carpentry workshop of the educational unit "Carlos Cisneros" and to permit the execution of processes wood in an appropriate and efficient manner will serve as a source of learning students who contemplates the use of the techniques and regulations for proper operation of the machines.
vi
INDICE DE CONTENIDOS
Contenido Pág.AGRADECIMIENTO................................................................................................ iv
DEDICATORIA........................................................................................................ iv
RESUMEN................................................................................................................v
SUMMARY.............................................................................................................. vi
CAPITULO I..........................................................................................................1
1. GENERALIDADES...............................................................................................1
1.1. INTRODUCCIÓN..............................................................................................1
2.1. TEMA................................................................................................................1
1.3. DEFINICIÓNDELPROBLEMA...........................................................................1
1.4. ANTECEDENTES.............................................................................................2
1.5. JUSTIFICACIÓN...............................................................................................2
1.6. OBJETIVOS......................................................................................................3
1.6.1. Objetivo General............................................................................................3
1.6.2. Objetivo específicos.......................................................................................3
CAPITULO II........................................................................................................4
2. MARCO TEÓRICO...............................................................................................4
2.1. Generalidades...................................................................................................4
2.2. El torno Emco....................................................................................................5
2.2.1. Descripción de los elementos principales......................................................5
2.2.2. Tipos de torno................................................................................................9
2.2.3. Torneado en madera....................................................................................10
2.2.4. Tipos maderas..............................................................................................11
2.3. Cepilladora Hansen........................................................................................12
2.3.1. Concepto de cepilladora...............................................................................13
2.3.2. Principio de funcionamiento de la cepilladora.............................................14
2.3.3. Partes principales de una cepilladora...........................................................16
2.3.4. Descripción...................................................................................................17
vii
2.3.5. Herramientas de corte para cepillos de codo...............................................18
2.4. Tipos de cepilladora........................................................................................20
2.4.1. El cepillo tipo biela........................................................................................20
2.4.2. El cepillo hidráulico.......................................................................................22
2.4.3. El cepillo de mesa........................................................................................22
2.4.4. Cepilladoras de dos montantes....................................................................23
2.5. Técnicas de cepillado......................................................................................24
CAPITULO III.....................................................................................................25
3. PLAN DE MANTENIMIENTO DE LAS MAQUINAS: TORNO EMCO DB-6 Y CEPILLADORA “ABC HANSEN” EL TALLER DE CARPINTERÍA DE LA UNIDAD EDUCATIVA “CARLOS CISNEROS.”....................................................................25
3.1. Mantenimiento.................................................................................................25
3.1.1. Ventajas.......................................................................................................25
3.1.2. Desventajas..................................................................................................26
3.2. Tipos de mantenimiento..................................................................................26
3.3. Principios del mantenimiento...........................................................................27
3.4. Aplicación del mantenimiento..........................................................................27
3.5. Torno Emco A-303..........................................................................................28
3.5.1. Diagnóstico...................................................................................................28
3.5.2. Limpieza general del torno..........................................................................28
3.5.3. Desmontaje del Torno..................................................................................29
3.5.4. Verificación del motor...................................................................................30
3.5.5. Pintura y recubrimiento................................................................................30
3.6. Torno emco A- 246..........................................................................................31
3.6.1. Diagnóstico...................................................................................................31
3.6.2. Limpieza general del torno...........................................................................31
3.6.3. Desmontaje del Torno..................................................................................32
3.6.4. Habilitación del punto móvil..........................................................................32
3.6.5. Arreglo de la instalación eléctrica................................................................33
3.6.6. Pintura y recubrimiento.................................................................................33
3.6.7. Ejecución del plan de manteamiento del Torno...........................................34
3.7. Ficha de mantenimiento..................................................................................35
3.8. Cepilladora “ABC” Hansen para madera.........................................................38
viii
3.8.1. Diagnostico...................................................................................................38
3.8.2. Limpieza de la cepilladora............................................................................39
3.8.3. Limpieza contra la oxidación y corrosión....................................................39
3.8.4. Desmontaje de la cepilladora.....................................................................39
3.8.5. Conjunto de engranajes...............................................................................41
3.8.6. Bandas y poleas...........................................................................................41
3.8.7. Protector de bandas y poleas......................................................................42
3.8.8. Motor............................................................................................................43
3.8.9. Instalación eléctrica y verificación de encendido del motor........................43
3.8.10. Recubrimientos y acabados.......................................................................44
3.8.11. Ejecución del plan de mantenimiento de la cepilladora..............................45
3.9. Ficha de mantenimiento..................................................................................46
CAPITLO IV........................................................................................................49
4. ANALISIS DE COSTO DEL MANTENIMIENTO.................................................49
4.1. Costos del plan de mantenimiento..................................................................49
4.1.1. Detalles de costos........................................................................................49
4.2. Gastos de materiales.......................................................................................50
4.2.2. Gastos de materiales para pintado de equipos............................................51
4.2.3. Gastos de oficina..........................................................................................52
4.2.4. Gastos generales de fabricación..................................................................52
4.2.5. Gasto total....................................................................................................53
CAPITULO V......................................................................................................54
5. CONCLUSIONES Y RECOMENDACIONES.....................................................54
5.1. Conclusiones...................................................................................................54
5.1.2. Recomendaciones........................................................................................55
6. Bibliografía y Linkografía....................................................................................56
7. Glosario y abreviaturas.......................................................................................57
ix
INDICE DE FIGURAS
Figura II. 1: Cabezal Fijo...................................................................................................................................5Figura II. 2: Bancada..........................................................................................................................................6Figura II. 3: Guía De Apoyo..............................................................................................................................6Figura II. 4: Cabezal Móvil................................................................................................................................6Figura II. 5: Palanca de Avance de Cabezal Móvil......................................................................................7Figura II. 6: Palanca de Sujeción....................................................................................................................7Figura II. 7: Palanca De Sujeción de Eje.......................................................................................................7Figura II. 9: Motor...............................................................................................................................................8
INDICE DE TABLASCONTENIDO PÁG.TABLA 1: GASTO DE MATERIALES.........................................................................72TABLA 2: GOSTOS DE MATERIALES PARA PINTADO DE EQUIPOS...................73
x
TABLA 3: GASTOS DE OFICINA...............................................................................73TABLA 4: GASTOS DE FABRICACIÓN.....................................................................74TABLA 5: GASTO TOTAL..........................................................................................74TABLA 6: EQUIVALENCIA DE RODAMIENTOS.......................................................83TABLA 7: EQUIVALENCIA DE RODAMIENTOS.......................................................84
xi
CAPITULO I
1. GENERALIDADES
1.1. INTRODUCCIÓN
Los diferentes avances tecnológicos que existen hoy en día van ligados al uso de máquinas que proporcionen precisión y acabados superficiales de calidad, la habilidad del hombre para operar este tipo de máquinas y así poder producir diferentes cosas en madera con exactitud y calidad superior.
La elaboración de diseños y cosas en madera en este tipo de máquinas se ve reducida cuando por circunstancias del mal uso y una falta de mantenimiento adecuado de las maquinarias, en el taller de carpintería de la Unidad Educativa “Carlos Cisneros” existen máquinas de madera que fueron donadas por el colegio Pérez Guerrero, que por no tener utilización y por el abandono las máquinas están muy deterioradas y el constante uso en las prácticas han ido deteriorando por lo cual es necesario realizar el mantenimiento, mejoras de las máquinas.
2.1. TEMA
RECONSTRUCCIÓN, MANTENIMIENTO E INSTALACIÓN DE LAS MAQUINAS ¨ABC HANSEN¨ CEPILLADORA, DOS TORNOS EMCOM BD-6 PARA MADERA EN EL TALLER DE CARPINTERÍA EN LA UNIDAD EDUCATIVA ¨CARLOS CISNEROS¨
1.3. DEFINICIÓNDELPROBLEMA
La falta de recursos para un correcto mantenimiento son causas para que las máquinas estén deshabilitadas y por lo cual fue necesario proceder a realizar la reconstrucción mantenimiento e instalación de la cepilladora ABC Hansen y los tornos Emco DB-6 ubicados en el taller de carpintería de la Unidad Educativa “Carlos Cisneros” reemplazando determinadas piezas, partes y elementos que así lo requieran para que las maquinas queden en optimo funcionamiento.
1
1.4. ANTECEDENTES
Las máquinas existentes en la Unidad Educativa “Carlos Cisneros”, donada por el colegio Pérez Guerrero del cantón Guano por el uso continuo en la práctica diaria con estudiantes del ciclo básico, por no contar con un adecuado mantenimiento de las máquinas, cepilladora ABC Hansen, Torno Emco DB-6, se han deteriorado tanto por el uso continuo en la práctica de los estudiantes y a través del tiempo, la falta de un mantenimiento adecuado dificulta el desarrollo de prácticas durante el proceso de enseñanza-aprendizaje de los estudiantes. El mantenimiento permite dar operatividad efectividad a las máquinas con las cuales se trabajan, los diferentes tipos de mantenimiento existentes son provenientes de la planificación y la necesidad del taller.
La Cepilladora de madera ABC Hansen, Torno Emco DB-6, ha permitido, a los estudiantes practicar, conocer el funcionamiento de las máquinas que es de suma importancia dentro de la Institución, en los últimos años por no existir un plan de mantenimiento y no contar con recursos económicos suficientes la funcionabilidad de estas máquinas han sufrido un gran deterioro con el transcurso de los años.
1.5. JUSTIFICACIÓN
Al identifica y saber la existencia de máquinas que fueron donadas un mal estado por el colegio Pérez Guerrero del Cantón Guano no operables en el taller de carpintería, y sabiendo que es de gran importancia para la fabricación de diferentes piezas en madera es conveniente aprovechar los conocimientos adquiridos en la reconstrucción de piezas y el mantenimiento mecánico, eléctrico adquiridos durante la formación profesional, y de esta manera mejorar el rendimiento y darle mayor durabilidad a los equipos a la vez contribuir para la enseñanza al estudiante.
En la reconstrucción, mantenimiento e instalación de las maquinas está enfocado en facilitar a las nuevas generaciones venideras a la Unidad Educativa “Carlos Cisneros” para que así realicen sus prácticas de la mejor manera. .
Como egresado del nivel tecnológico, seguro que con este aporte personal una vez concluido con este proyecto mejorara los conocimientos científicos, tecnológicos y prácticos de los estudiantes.
2
1.6. OBJETIVOS
1.6.1. Objetivo General
Efectuar la reconstrucción, mantenimiento e instalación de las maquinas ¨ABC
Hansen¨ cepilladora, dos tornos Emco DB-6 para madera en el taller de carpintería
en la unidad educativa “Carlos Cisneros”.
1.6.2. Objetivo específicos
Analizar el estado de las máquinas para realizar el mantenimiento y poner en funcionamiento.
Mostrar daños y defectos y corregirlos con las distintas operaciones de mecanizado.
Demostrar el funcionamiento de los mandos y accionamientos que están compuestos cada una de ellas.
Analizar el mantenimiento realizado y la mejora en el trabajo en las maquinas Detallar el cronograma de mantenimiento de máquinas e implementos en el
taller.
3
CAPITULO II
2. MARCO TEÓRICO.
2.1. Generalidades
Las diferentes operaciones existentes para la madera ya sea diseño, corte, pulido , paleado etc. tienen como objetivo cambiar la forma física de la materia prima para crear objetos útiles al desarrollo humano como pueden ser muebles para el hogar, marcos para puertas, molduras, juguetes, escritorios, libreros y otros.Es común decir que es uno de los oficios más antiguos. La carpintería ha desarrollado su trayectoria a lo largo de todos estos siglos, a través de artesanos que adquirieron diversas técnicas, abriendo la artesanía original hasta constituirse en una verdadera profesión e inscribirse la carpintería junto a un arte que adquirió con los siglos estilo propio: la ebanistería.
La existencia de un material natural está estrechamente relacionada con la invención de las herramientas para su explotación y determina las formas constructivas. Por ejemplo, la carpintería de madera apareció en las diferentes áreas boscosas del planeta, y la madera sigue siendo, aunque su uso esté en declive, un material de construcción importante en esas áreas.
Hoy en día asociamos la carpintería metálica, herrería, cerrajería a los mismos profesionales. Los materiales empleados en la carpintería metálica se han convertido en un estándar en los cerramientos de terrazas, ventanas, puertas, mamparas, etc., convirtiéndose los especialistas en su utilización en profesionales muy demandados.Esta actividad industrial humana es la más antigua que existe, por lo cual en cada cultura y regiones encontramos diferentes maneras para trabajar en estos materiales.Por lo tanto ahora sabemos la importancia que tienen de cada una de las máquinas en el taller de carpintería y los avances tecnológicos que ha llevado a la humanidad a mejorar su diseño y modelo para su necesidad y utilización de las mismas en las operaciones para así obtener un mejor desarrollo tanto del trabajo, tiempo optimizar recursos que se utilizan.
4
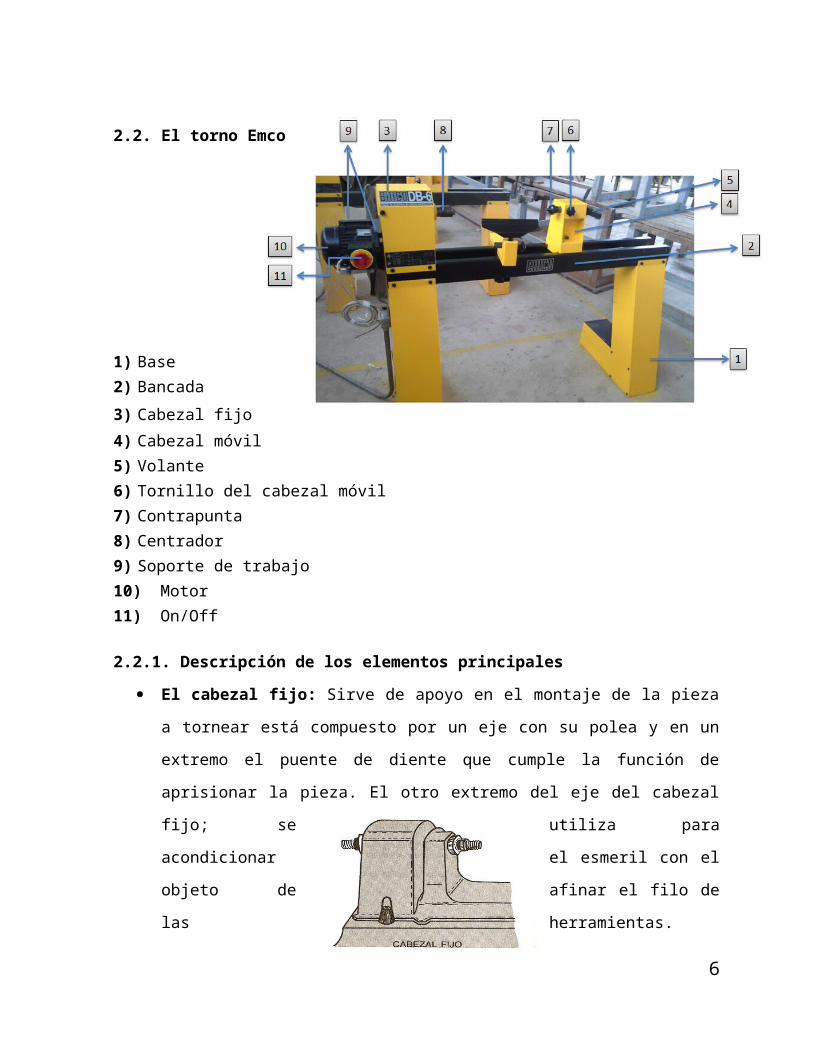
2.2. El torno Emco
1) Base2) Bancada
3) Cabezal fijo 4) Cabezal móvil5) Volante6) Tornillo del cabezal móvil7) Contrapunta8) Centrador9) Soporte de trabajo 10)Motor11)On/Off
2.2.1. Descripción de los elementos principales
El cabezal fijo: Sirve de apoyo en el montaje de la pieza a tornear está
compuesto por un eje con su polea y en un extremo el puente de diente que
cumple la función de aprisionar la pieza. El otro extremo del eje del cabezal
fijo; se utiliza para acondicionar el esmeril con el objeto de afinar el filo de las
herramientas.
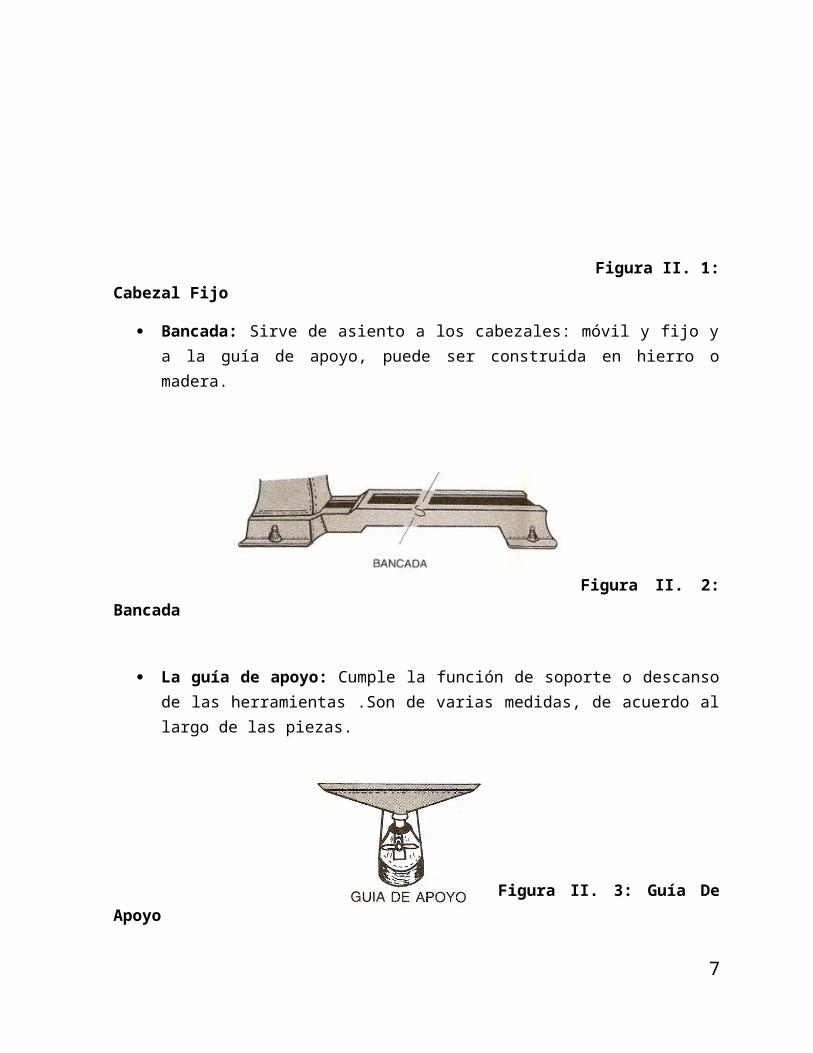
Figura II. 1: Cabezal Fijo
Bancada: Sirve de asiento a los cabezales: móvil y fijo y a la guía de apoyo, puede ser construida en hierro o madera.
5
Figura II. 2: Bancada
La guía de apoyo: Cumple la función de soporte o descanso de las
herramientas .Son de varias medidas, de acuerdo al largo de las piezas.
Figura II. 3: Guía De Apoyo
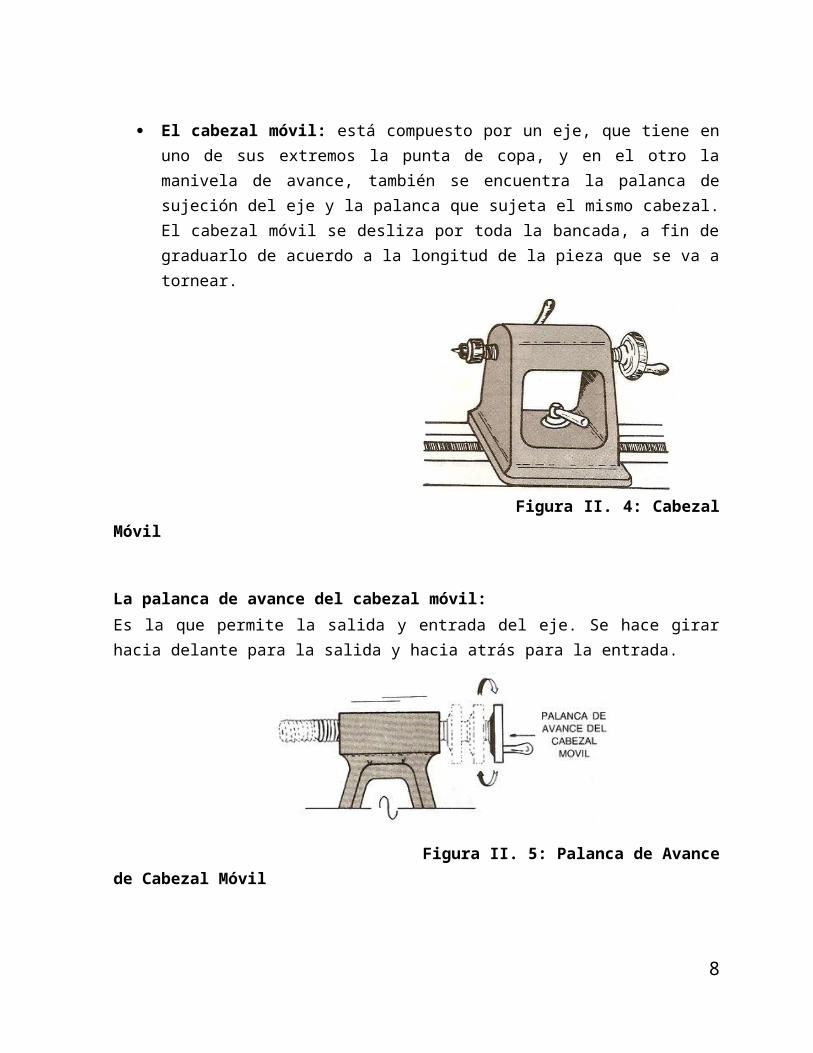
El cabezal móvil: está compuesto por un eje, que tiene en uno de sus extremos la punta de copa, y en el otro la manivela de avance, también se encuentra la palanca de sujeción del eje y la palanca que sujeta el mismo cabezal. El cabezal móvil se desliza por toda la bancada, a fin de graduarlo de acuerdo a la longitud de la pieza que se va a tornear.
Figura II. 4: Cabezal Móvil
La palanca de avance del cabezal móvil:
6
Es la que permite la salida y entrada del eje. Se hace girar hacia delante para la salida y hacia atrás para la entrada.
Figura II. 5: Palanca de Avance de Cabezal Móvil
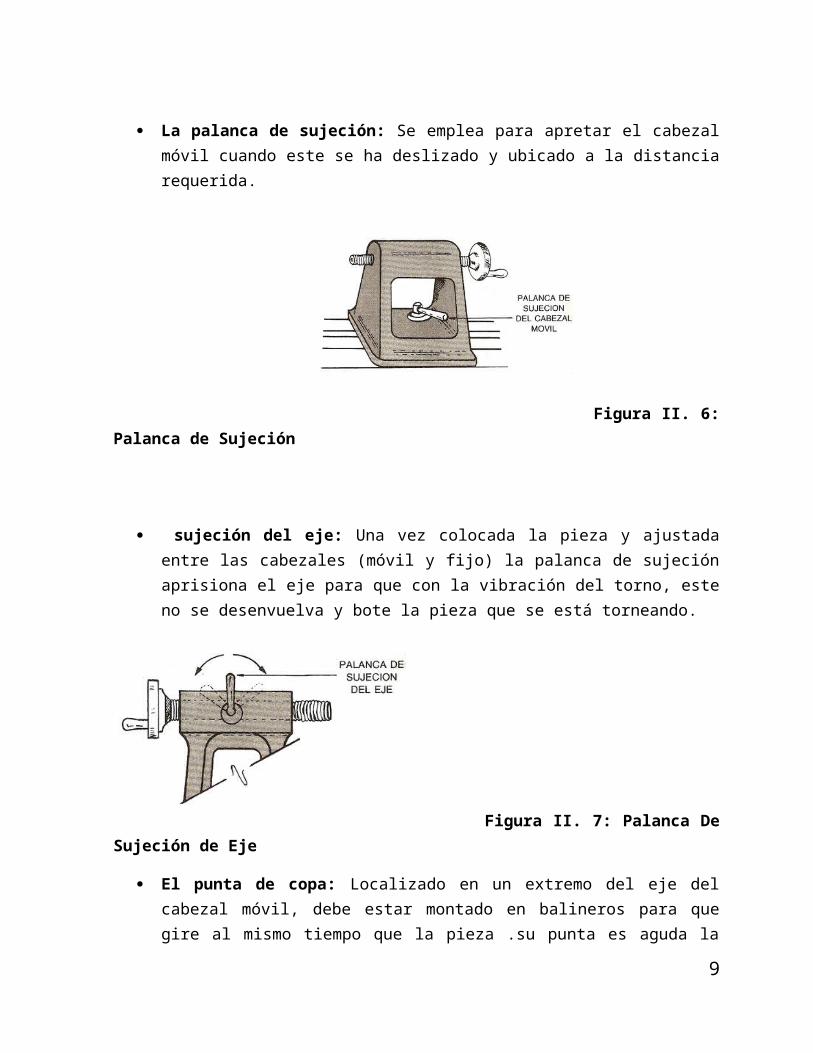
La palanca de sujeción: Se emplea para apretar el cabezal móvil cuando este se ha deslizado y ubicado a la distancia requerida.
Figura II. 6: Palanca de Sujeción
sujeción del eje: Una vez colocada la pieza y ajustada entre las cabezales (móvil y fijo) la palanca de sujeción aprisiona el eje para que con la vibración del torno, este no se desenvuelva y bote la pieza que se está torneando.
Figura II. 7: Palanca De Sujeción de Eje
7
El punta de copa: Localizado en un extremo del eje del cabezal móvil, debe estar montado en balineros para que gire al mismo tiempo que la pieza .su punta es aguda la cual se introduce en el centro de la testa de la pieza a tornear.
Figura II.8: punta de copa
El motor: Puede ser de 1/2, 3/4 y hasta 1 H.P (caballo de fuerza)
Figura II. 8: Motor
(muebles domesticos , 2011)
2.2.2. Tipos de torno
Desde la antigüedad los sistemas para hacer girar el torno han sido muy variados.
Uno de los más antiguos y más difíciles de manejar es el torno árabe de arco. En el
8
que con un pie se mantiene firme la gubia con una mano se mueve el arco que sirve
para hacer rotar la pieza. A cuerda es otro de los métodos más antiguos, pero para
su manejo se necesitan dos personas, ya que una hace rotar la pieza tirando de las
cuerdas que se enrollan y desenrollan a ella, y la otra corta la madera con las gubias
y cuchillas. Existe también el torno de cuerda y resorte que se transmite el
movimiento al enroscar una cuerda alrededor del objeto a tornear moverla en uno u
otro sentido. La cuerda está unida a una pértiga flexible que está clavada en el suelo.
El movimiento se consigue mediante un pedal. El desarrollo tecnológico del siglo XIII
hará que aparezcan nuevos tipos de torno más fáciles de manejar. A ballesta, será
uno de los más extendidos y utilizados. La rotación de la pieza se logra gracias a una
cuerda de cáñamo, tripa una tira de cuero, que la rodea, uno de cuyos cabos está
atado apelda y el otro a una ballesta, de manera que al apretar el pedal la pieza gira
en un sentido tensando la ballesta, y al soltarlo, la misma recupera enseguida el
movimiento y cambia el sentido del giro. El material más usado para sujetar la pieza
era la tripa ya que su elasticidad daba más juego a los movimientos rotatorios.
Cuando los tornos llevan pedal, la posición más elevada de este tiene que coincidir
con la de descanso del arco o pértiga. Este torno no trabaja
Bien con piezas de diámetro superior a 7 cm.A pértiga y pedal es un tipo de torno que normalmente se une al bancoDe carpintero. La pértiga generalmente se hace de una sola pieza deUna madera que sea resistente y flexible como el abedul, el fresno, elArce o el tejo. Su extremo más grueso se ata a una viga y en el otroExtremo se ata la cuerda de tripa, esta cuerda se enrosca con variasVueltas en la pieza que vamos a tornear, para arrastrarla en movimiento
De giro.
2.2.3. Torneado en madera
Fabricación y decoración del mueble. Su origen es posiblemente sari Hacia el siglo
VII a. C., extrañamente los egipcios no lo conocerán Hasta la época tolemaica, por la
influencia de griegos y romanos. Su facilidad de traslado y montaje, y su economía
han hecho que se
9
Haya mantenido a través de los siglos, como la técnica más utilizada En la decoración del mueble popular. En zonas rurales el oficio de Tornero, era la alternativa de trabajo durante los meses de invierno.
Técnica de torneadoEl torno es una máquina que hace que la pieza sobre la que se trabaja gire sobre si misma y mediante un instrumento cortante, se va dando ala madera la forma deseada. Es muy importante que este bien fijo asuelo para que no se mueva. Esta dotado de dos puntas entre las que se sostiene el trozo de madera que se va a trabajar. Este primero se desbasta para darle la forma de la figura a tornear y antes de sujetarlo al torno se trazan con el compás, los círculos y el resto de las formas que se van a realizar.
Los tornos se pueden dividir en dos grupos, los de movimiento alterno, en los que la pieza gira en uno u otro sentido alternativamente los de movimiento continuo en los que el giro se realiza siempre en un mismo sentido. Los dos puntos entre los que gira la pieza, han de estar a la altura del codo del tornero, para trabajar más cómodamente. La altura de estos puntos sobre la superficie de trabajo, determina el grosor de la pieza. Se debe elegir el torno en función del tipo de pieza y grosor de esta. El elemento cortante debe estar muy afilado para que los cortes sean muy limpios. Normalmente es una gubia o cuchilla (que puede ser lisado dentada)que se sostiene con las manos contra el apoyo.
Las cuchillas son de acero y van soldadas a una varilla de hierro común mango de madera, su largo aproximado es de 75 cm., de los cuales20 cm. son de mango. Este se apoya en el hombro y se sujeta con esa mano la madera y con la contraria se sujeta la parte de hierro que corta.
La pieza. Las formas y tamaños de estas cuchillas varían según el tornero, pero son básicamente tres. Un gancho cerrado que sirve para desbastar exteriores y ahuecar interiores. Un ángulo recto que se usa para dar un acabado fino a los exteriores y un gancho muy abierto para ahuecar las piezas anchas y de poco fondo. Primero se tornea el exterior, desbastando con la cuchilla de gancho cerrado.
El movimiento del corte va desde la parte más ancha a la más estrecha en caso de que la veta de la madera sea paralela al eje de giro y se trabaja a la inversa cuando la veta es perpendicular a este. Las piezas se calibran durante todo el proceso, midiendo casi constantemente los diferentes diámetros. No siempre se trabaja toda la pieza, algunas partes se pueden dejar serradas y es en estas donde normalmente van las uniones. Las piezas se pulían en el torno. El acabado consiste en dar
10
pasadas muy finas con las cuchillas de ángulo recto, quedando las superficies lisas y brillantes.El último proceso es el secado, para el que se solía utilizar tiempo yaceites que cerraban el poro.
2.2.4. Tipos maderas
Existen muchos tipos de madera en el mundo. Muchas son sus clasificaciones: por país de origen, composición, textura etc.
Las propiedades de la madera son: la resistencia al corte o dureza, la flexibilidad, la sensibilidad, la duración, la resistencia, la homogeneidad y la densidad o peso específico.
En cuanto a sus cualidades, es importante que conozcamos qué tipo de madera tenemos entre manos y sus posibilidades, dependiendo del uso que vayamos a hacer de ellas: si vamos a fabricar un mueble, una puerta o un objeto decorativo.
Por estas razones podemos distinguir entre varios tipos de madera:
Bubinga: este tipo de madera no es muy conocida. Dura de color pardo rojizo
y grano muy irregular. Sus usos más frecuentes son el chapeado y la
elaboración de muebles y utensilios.
Castaño: madera dura de color marrón claro. Es semejante al roble, aunque de dureza media, elástica y fuerte. Su uso más frecuente es para mobiliario de cocina, sobre todo para puertas. Debido a su abundancia, u uso en España es muy frecuente.
Cerezo: de color rosado, es una madera muy apreciada para trabajos de mobiliario de interiores. Es una madera muy decorativa, pero propensa a la carcoma y a sufrir alteraciones de color. Es de origen nacional aunque también es muy común en América.
Fresno: madera dura pero que tratada puede llegar a ser muy flexible. Su color es amarillo claro, en ocasiones agrisado o rosado. Se utiliza mucho en ebanistería y en la elaboración de artículos curvos: mangos para herramientas, instrumentos agrícolas, chapados, contrachapados.
Haya: madera muy de moda en los hogares españoles. Una curiosidad: existen dos tipos de haya: la americana de color blanquecino, y la europea y más conocida por nosotros, de color pardo amarillento. Se usa en la fabricación de muebles y, en especial, para elementos torneados de uso doméstico, como mangos de herramientas, muebles o juguetes.
11
Nogal: igual que con el haya, podemos distinguir entre nogal blanco americano – de color blanco grisáceo- y el nogal europeo -de color pardo grisáceo y vetas oscuras-. Se utiliza en muebles, ebanistería y elaboración de artículos torneados.
Pino: es la madera más utilizada hoy en día debido a su precio, calidad y dureza. Su color oscila entre el amarillo y el blanquecino roble. Un dato curioso: el pino en la antigüedad era el material preferido para la construcción de muebles destinados a las iglesias.
Roble: es una madera resistente, duradera y compacta. De color pardo amarillento, tiene muy marcado los anillos de crecimiento y cambia de color al entrar en contacto con el hierro. Se utiliza en la fabricación de muebles de calidad. Es una madera nacional de uso muy frecuente, desde trabajos de ebanistería de interior hasta carpintería de exterior, entarimados, tallas o tornería.
Teca. Es una de las maderas que mejor se adapta al clima, por esa razón es
el material preferido por mucho para exteriores y terrazas. Si se cuida bien y
se la trata con su aceite, tiene un alto nivel de impermeabilidad. En ocasiones
también se utiliza su madera para interiores de estilo oriental. De color oscuro,
suelen predominar las maderas de color pardo, dorado uniforme o marrón
medio, junto con vetas oscuras y olor a cuero. (casa, 20013)
2.3. Cepilladora Hansen
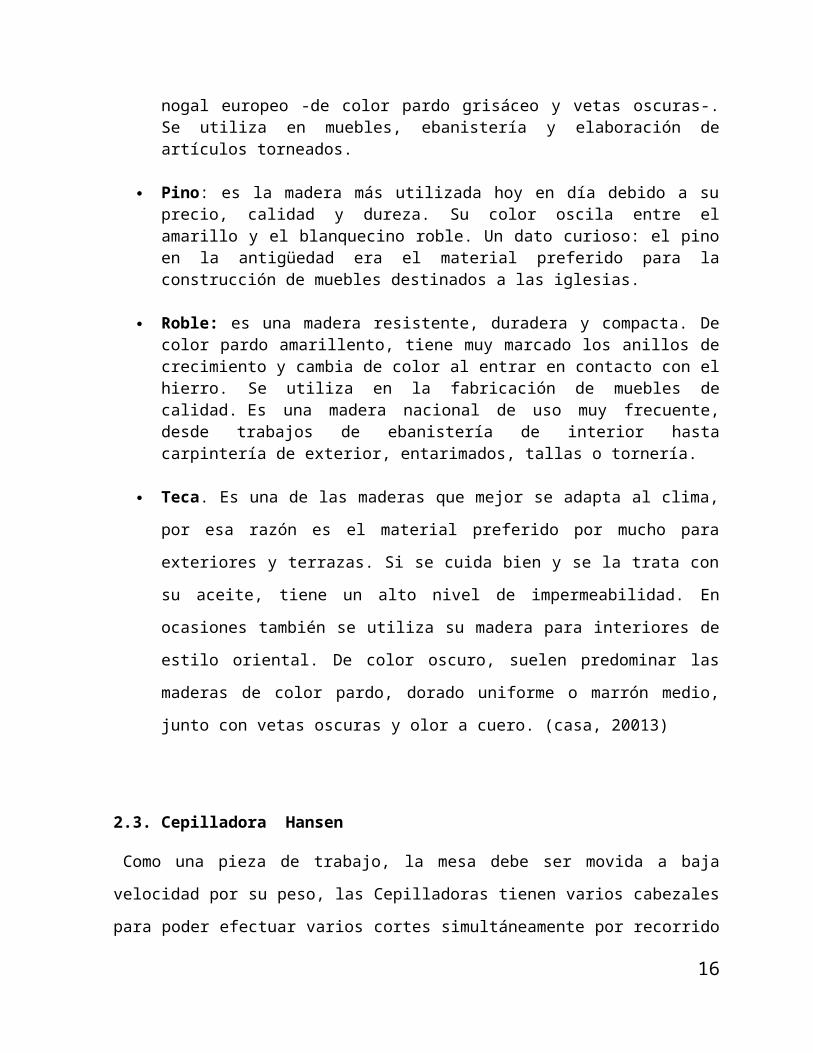
Como una pieza de trabajo, la mesa debe ser movida a baja velocidad por su peso,
las Cepilladoras tienen varios cabezales para poder efectuar varios cortes
simultáneamente por recorrido y aumentar así la productividad de la máquina.
Muchas Cepilladoras modernas de gran tamaño llevan dos o más herramientas por
cabezal puestas de tal forma que se colocan automáticamente en posición, de tal
forma que el corte se realiza en ambas direcciones del movimiento de la mesa. Éste
tipo de disposición aumenta obviamente la productividad de la cepilladora.
12
figuraII.10: partes de la cepilladora
2.3.1. Concepto de cepilladora
Es una operación mecánica con desprendimiento de viruta en la cual se utiliza una
máquina llamada cepillo y el movimiento es proporcionado en forma alternativa, y se
usa una herramienta llamada buril.
La cepilladora, es una maquina un tanto lenta con una limitada capacidad para quitar metal. Codo se utilizan sobre todo para el maquinado de superficies horizontales, verticales o angulares. Se pueden utilizar para maquinar también superficies cóncavas o convexas.
Existen diferentes tipos de cepillo, a los cuales se les conoce como limadoras, los cepillos se miden de acuerdo a la capacidad de carrera del camero así como a la capacidad y carrera de la mesa. Esta máquina se presta para trabajar piezas de hasta 800 mm de longitud. A causa de su movimiento principal horizontal la llaman también amortajadora horizontal.
Generalmente en piezas de gran tamaño que se maquinan en el cepillo de mesa no se utilizan prensas ya que serían de dimensiones extremosas, para esto se recomienda la utilización de bridas, tornillos, tirantes o soportes especiales, diseñados especialmente para un trabajo específico.
13
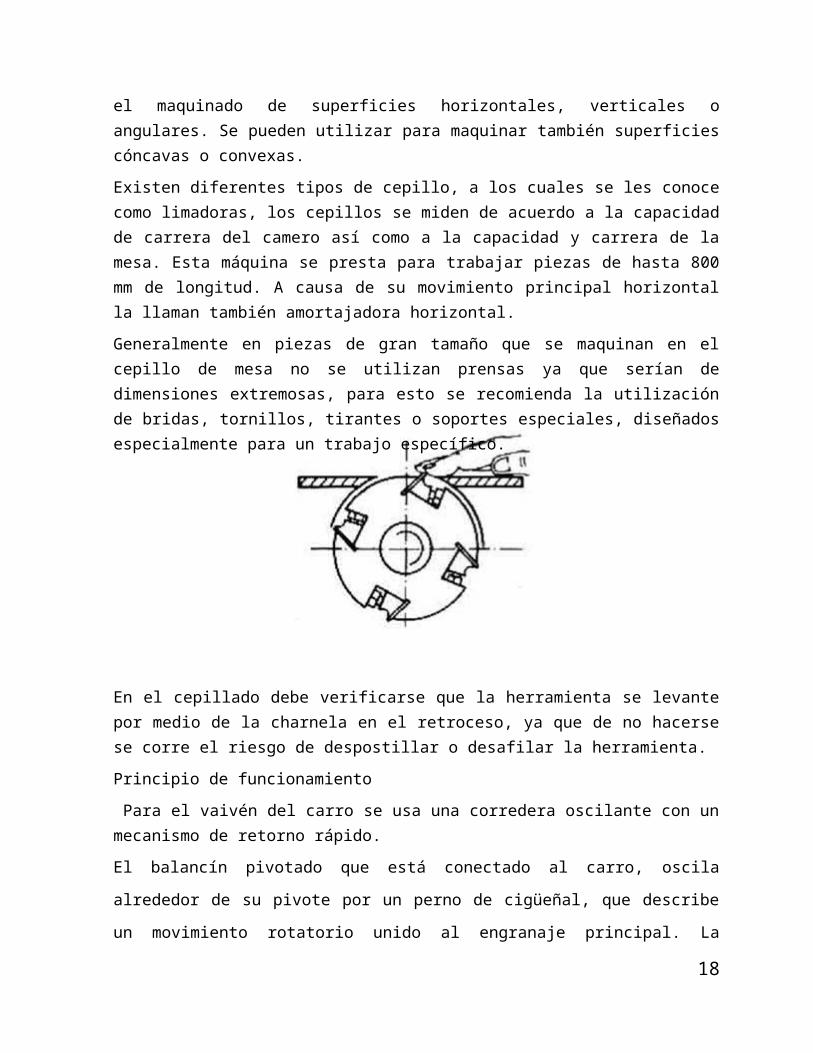
En el cepillado debe verificarse que la herramienta se levante por medio de la charnela en el retroceso, ya que de no hacerse se corre el riesgo de despostillar o desafilar la herramienta.
Principio de funcionamiento
Para el vaivén del carro se usa una corredera oscilante con un mecanismo de retorno rápido.
El balancín pivotado que está conectado al carro, oscila alrededor de su pivote por
un perno de cigüeñal, que describe un movimiento rotatorio unido al engranaje
principal. La conexión entre el perno de cigüeñal y el balancín se hace a través de un
dado que se desliza en una ranura en el balancín y está movido por el perno del
cigüeñal. De ésta manera, la rotación del engranaje principal de giro mueve el perno
con un movimiento circular y hace oscilar al balancín. El perno está montado sobre
un tornillo acoplado al engranaje principal de giro, lo que permite cambiar su radio de
rotación y de ésta forma variar la longitud del recorrido del carro porta herramienta. El
recorrido hacia adelante o recorrido cortante, requiere una rotación de unos 220º del
engranaje principal de giro, mientras que el recorrido de vuelta requiere solamente
140º de rotación. En consecuencia la relación de tiempos de recorrido cortante a
recorrido de retorno es del orden de 1.6 a 1. Para poder usar varias velocidades de
corte, existen engranajes apropiados de transmisión y una caja de cambios, similar a
la transmisión de un automóvil.
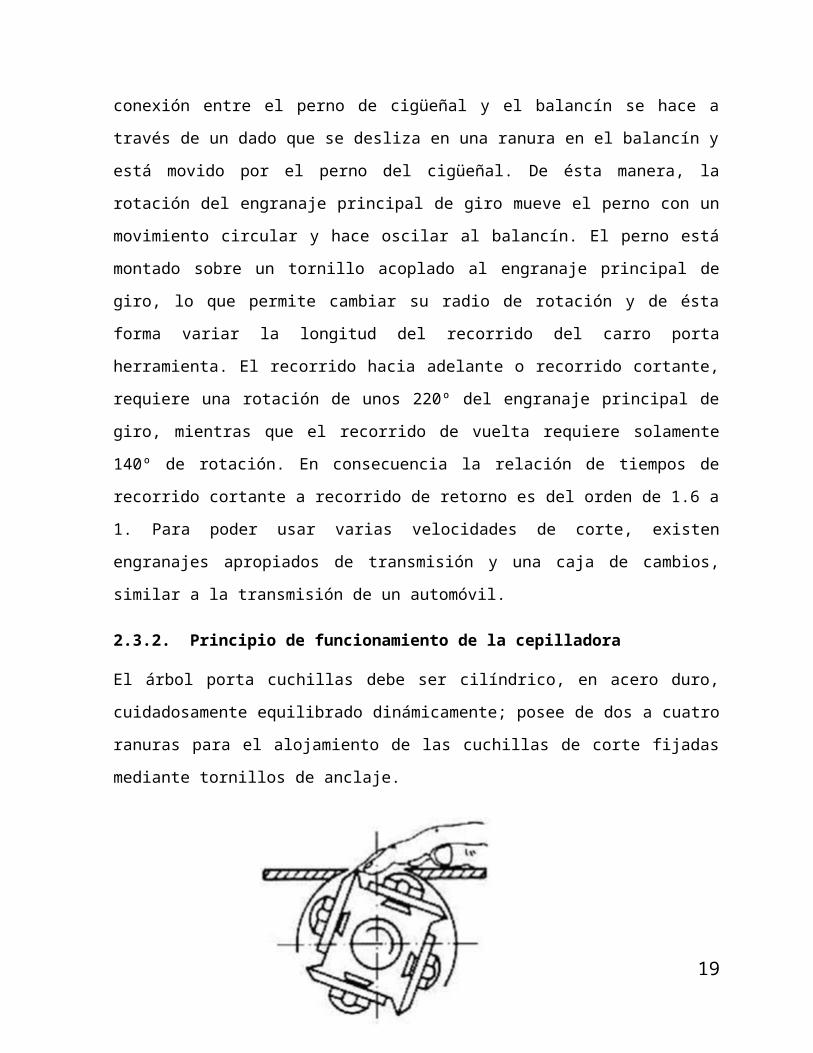
2.3.2. Principio de funcionamiento de la cepilladora
El árbol porta cuchillas debe ser cilíndrico, en acero duro, cuidadosamente
equilibrado dinámicamente; posee de dos a cuatro ranuras para el alojamiento de las
cuchillas de corte fijadas mediante tornillos de anclaje.
14
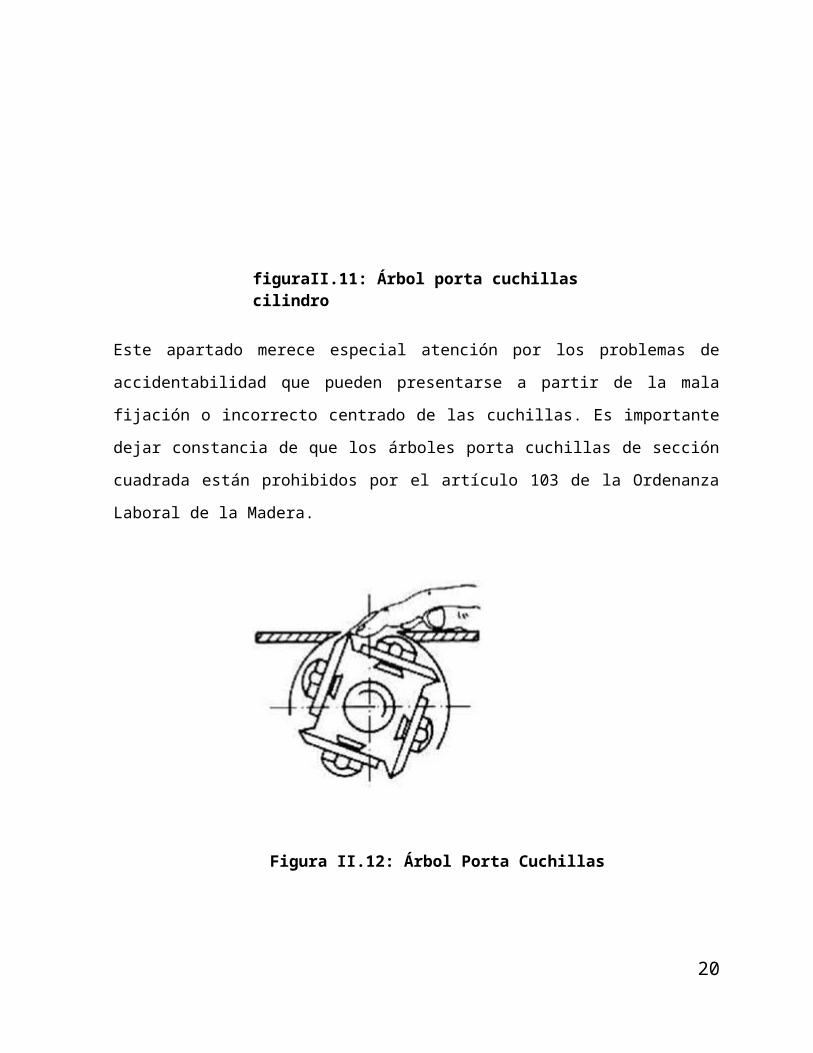
Este apartado merece especial atención por los problemas de accidentabilidad que
pueden presentarse a partir de la mala fijación o incorrecto centrado de las cuchillas.
Es importante dejar constancia de que los árboles porta cuchillas de sección
cuadrada están prohibidos por el artículo 103 de la Ordenanza Laboral de la Madera.
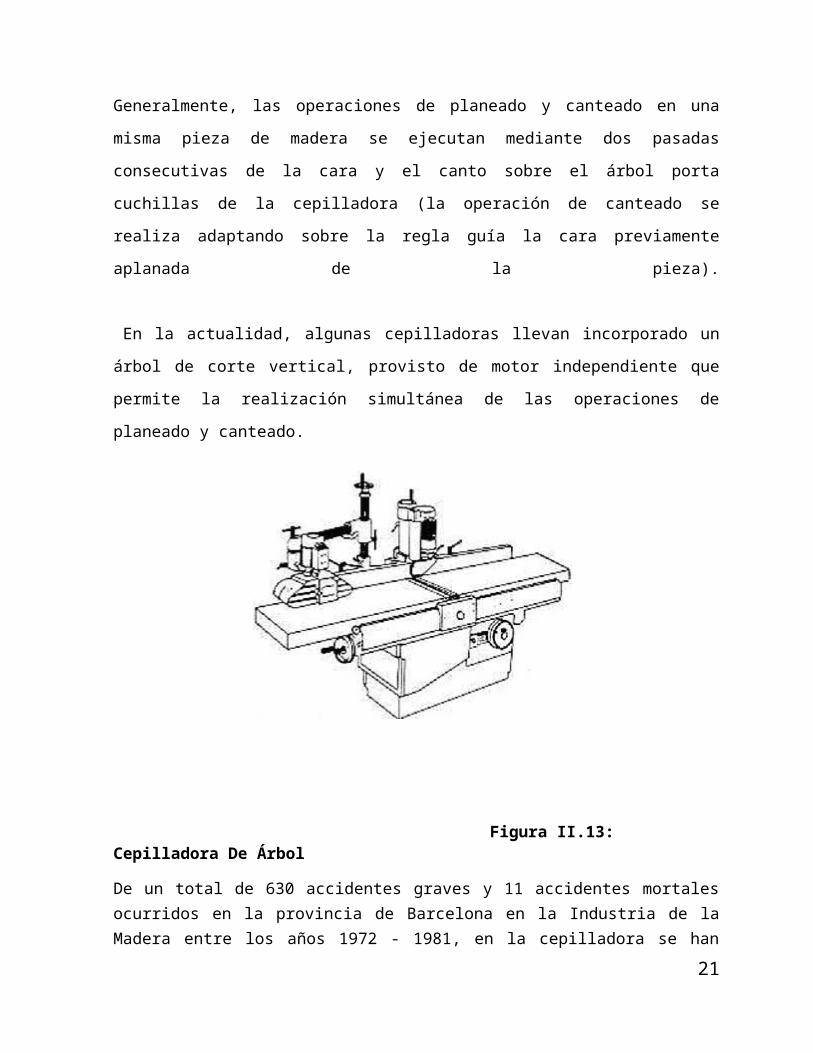
Generalmente, las operaciones de planeado y canteado en una misma pieza de
madera se ejecutan mediante dos pasadas consecutivas de la cara y el canto sobre
el árbol porta cuchillas de la cepilladora (la operación de canteado se realiza
adaptando sobre la regla guía la cara previamente aplanada de la pieza).
En la actualidad, algunas cepilladoras llevan incorporado un árbol de corte vertical,
15
figuraII.11: Árbol porta cuchillas cilindro
Figura II.12: Árbol Porta Cuchillas
provisto de motor independiente que permite la realización simultánea de las
operaciones de planeado y canteado.
Figura II.13: Cepilladora De Árbol
De un total de 630 accidentes graves y 11 accidentes mortales ocurridos en la provincia de Barcelona en la Industria de la Madera entre los años 1972 - 1981, en la cepilladora se han contabilizado 94 accidentes graves y ninguno mortal, lo que representa el 14,92% del total de los accidentes graves del sector y el 21,86% de los accidentes graves ocurridos en máquinas del sector.
A estos datos de accidentabilidad es preciso añadir que se han contabilizado en el período de tiempo de la muestra 31 accidentes graves en la máquina universal que no se han podido distribuir entre sus máquinas-herramientas componentes al no especificarse en el Impreso de Notificación del Parte de Accidente la parte del agente en que se produjo el accidente. (Ardanuy, 2003)
2.3.3. Partes principales de una cepilladora
Carrera de carro
Ancho máximo de cepillado
Largo de la mesa de trabajo
Ancho de la mesa de trabajo
Penetración máxima de la herramienta
Sección de herramienta
16
Altura de la pieza a cepillar
Ancho de la prensa giratoria
Dobles carreras por minuto (Max - min)
Potencia de la máquina
Peso neto (siafa, 2013)
2.3.4. Descripción
Los cepillos de codo son también conocidos como máquinas amortajadoras
horizontales, pueden trabajar piezas de hasta 800mm de longitud y generan
acabados de desbaste o de afinado.
La cepilladora para metales se creó con la finalidad de remover metal para producir superficies planas horizontales, verticales o inclinadas, dónde la pieza de trabajo se sujeta a una prensa de tornillo o directamente en la mesa. Las Cepilladuras tienen un sólo tipo de movimiento de su brazo o carro éste es de vaivén, mientras que los movimientos para dar la profundidad del corte y avance se dan por medio de la mesa de trabajo.
Los cepillos emplean una herramienta de corte de punta, semejante a la del torno. Ésta herramienta se fija a un portátiles o poste, fijado a su vez a una corredera o carro, como ya se mencionó, esta tiene movimiento de vaivén, empujando la herramienta de corte de un lado a otro de la pieza. La carrera de la corredera hacia adelante es la carrera de corte. Con la carrera de regreso, la herramienta regresa a la posición inicial. Cuando regresa, la mesa y la pieza avanzan la cantidad deseada para el siguiente corte, es decir, un arete (carro) impulsa la herramienta de corte en ambas direcciones en un plano horizontal, con un movimiento alterno. Éste movimiento rectilíneo alternativo comprende una carrera activa de ida, durante la cual tiene lugar el arranque de viruta, la carrera de retorno pasiva en vacío.
A pesar de que las Cepilladuras se usan comúnmente para maquinar piezas de gran tamaño, también se utilizan para maquinar simultáneamente un número de partes idénticas y menores, que se pueden poner en línea sobre la mesa.
El tamaño de un cepillo está determinado por la longitud máxima de la carrera, viaje o movimiento del carro. Por ejemplo, un cepillo de 17” puede maquinar un cubo de 17”.
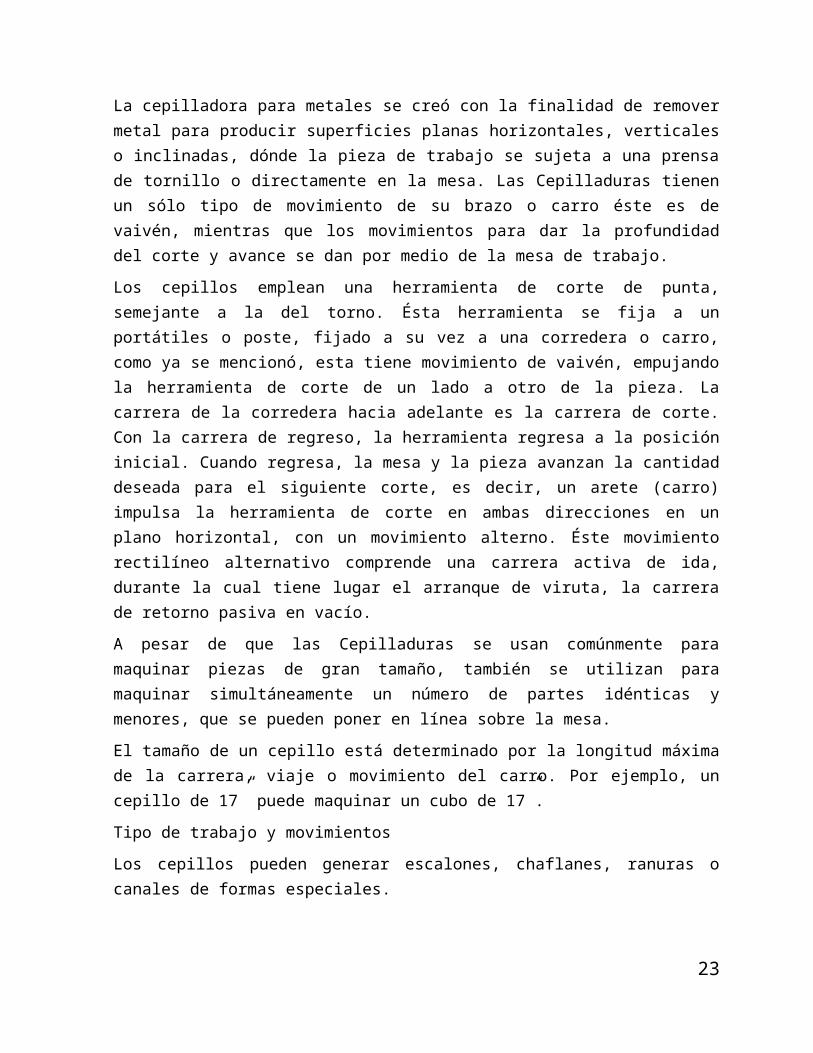
Tipo de trabajo y movimientos
Los cepillos pueden generar escalones, chaflanes, ranuras o canales de formas especiales.
17
Figura II.14: Tipos de Escalones
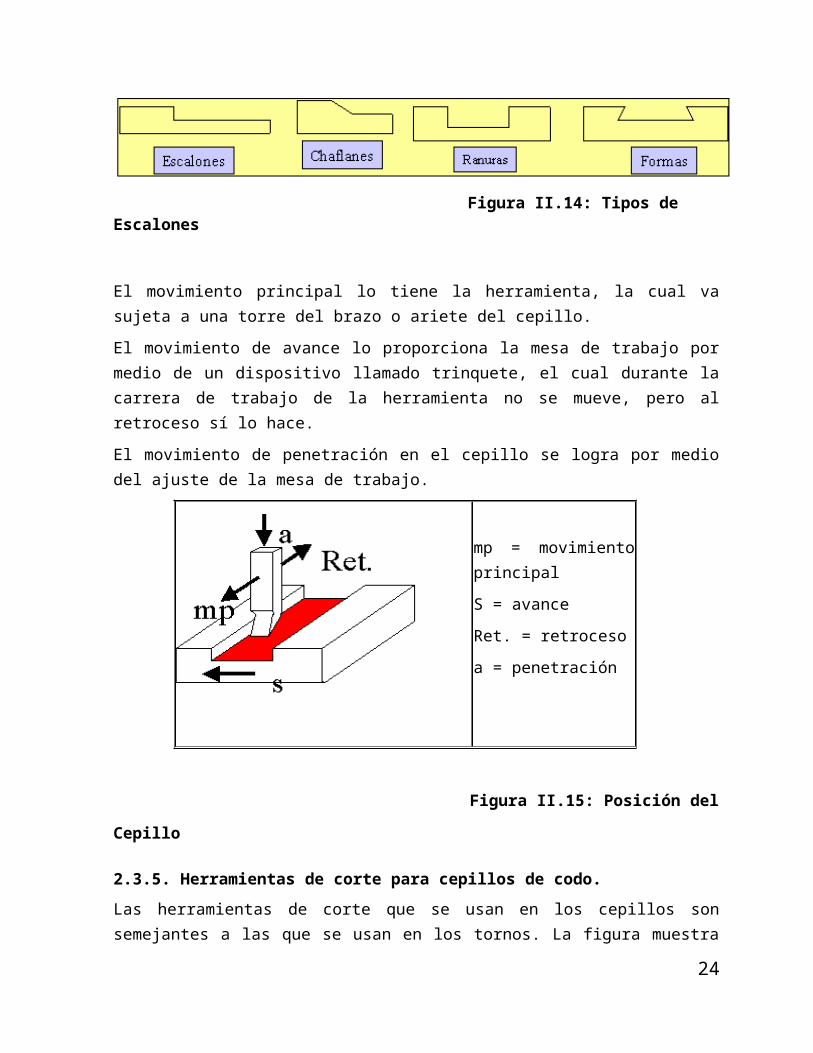
El movimiento principal lo tiene la herramienta, la cual va sujeta a una torre del brazo o ariete del cepillo.
El movimiento de avance lo proporciona la mesa de trabajo por medio de un dispositivo llamado trinquete, el cual durante la carrera de trabajo de la herramienta no se mueve, pero al retroceso sí lo hace.
El movimiento de penetración en el cepillo se logra por medio del ajuste de la mesa de trabajo.
mp = movimiento principal
S = avance
Ret. = retroceso
a = penetración
Figura II.15: Posición del Cepillo
2.3.5. Herramientas de corte para cepillos de codo.
Las herramientas de corte que se usan en los cepillos son semejantes a las que se usan en los tornos. La figura muestra herramientas de corte para diversas operaciones de maquinado que se llevan a cabo con el cepillo. La mayor parte de las herramientas de corte para cepillos sólo necesitan una pequeña cantidad de desahogo; por lo general de 3 a 5º para desahogo frontal y lateral. Los ángulos de inclinación laterales varían según el material que se esté maquinando. Para el acero se usa por lo general de 10 a 15º. El fierro colado necesita de 5 a 10º y el aluminio de 20 a 30º de inclinación lateral.
18
Los portaherramientas que usan los cepillos de codo también se asemejan a los de los tornos. Sin embargo, el agujero cuadrado por el que pasa la herramienta es paralelo a la base en los portaherramientas para cepillo. Con frecuencia se usa el portaherramientas universal o de base giratoria. Como se ve en la figura el portaherramientas universal se puede girar para cinco tipos distintos de
Cortes. En los cepillos se usan varios tipos de sujetadores de piezas. En cada tipo se necesita prensar la pieza en forma rígida. Si la pieza se mueve durante una operación, puede dañar seriamente al cepillo, o al operador.
La mayor parte de las piezas por maquinar en el cepillo se pueden sujetar en una prensa. Las barras paralelas se usan para soportar a la pieza sobre las quijadas de la prensa, en sentido paralelo a la mesa y parte inferior de la prensa. También se utilizan las bridas y los tornillos en T para fijar a las piezas o a las prensas sobre la mesa de trabajo.
Ajustes del cepillo
Antes y durante las operaciones de cepillado es necesario realizar ciertos ajustes. Estos ajustes bien realizados nos ayudarán a incrementar la producción.
La mayor parte de las piezas que se maquinan en un cepillo se sujetan con una prensa, por lo tanto, los procedimientos, preparaciones y operaciones que se describen a continuación se aplican cuando la pieza se monta en una prensa.
Ajustes del carro.
Se deben hacer los ajustes en el carro, antes de maquinar la pieza. Primero se debe ajustar la longitud de la carrera. Esto se hace haciendo girar el eje de ajuste de carrera o selector de carrera. La mayor parte de los carros tienen una escala con un indicador para señalar la longitud de la carrera. Ésta se ajusta cuando el carro está en su posición extrema de regreso. Por lo general se ajusta a una pulgada más de la longitud de la pieza que se va a maquinar.
El segundo ajuste es para colocar la herramienta. El carro se ajusta de tal modo que la carrera pase por toda la longitud de la pieza. Para ajustar la posición correcta del carro, éste debe encontrarse en la posición extrema de la carrera de regreso.
Ajustes de velocidad y avance.
La velocidad de un cepillo es el número de carreras de corte que hace el carro en un minuto. La que se seleccione para el cepillo depende de lo siguiente:
Tipo del material que se va a cortar. Tipo de herramienta de corte. Rigidez de la preparación y de la herramienta de maquinado. Profundidad de corte.
19
Uso de fluidos de corte.
Existen tablas para determinar el número de dobles carreras recomendables, más adelante se muestra una de esas tablas.
Avances.
El avance en el cepillo es la distancia que recorre la pieza después de cada carrera de corte. Por lo general, el avance necesario depende de las mismas variables que determinan las velocidades de corte. Los avances del cepillo de manivela se regulan mediante una biela de avance (siafa, 2013)
2.4. Tipos de cepilladora
Cepillo tipo biela
Cepillo de codo hidráulico
Cepillo de mesa
Cepilladoras de dos montantes
Cepilladoras de un montante
2.4.1. El cepillo tipo biela
Es una maquina un tanto lenta con limitada capacidad para quitar meta. Por tal razón
está siendo remplazada rápidamente en los talleres de trabajos diversos por la más
versátil fresadora vertical. Sin embargo, muchas de estas máquinas herramientas se
utilizan todavía en los laboratorios escolares y en talleres pequeños de trabajos
diversos.
Los cepillos de codo se utilizan sobre todo para el maquinado de superficies horizontales (planas), verticales (hacia arriba y hacia abajo), o angulares. Se pueden utilizar para maquinar también superficies cóncavas (curvadas hacia afuera).
Tamaño
El tamaño de un cepillo de codo se determina por su recorrió máximo de avance, en pulgadas o en milímetros. Éste es casi lo mismo que el tamaño de la pieza cúbica más grande que se pueda maquinar en él. Los tamaños comunes van desde 7 hasta 36 pulg. (177.8 hasta 914.4 mm). En los talleres escolares, los tamaños más comunes son de 7,8, 10. 14 o 16 pulg. (177.8, 203.2, 250.0, 355.6 o 406.4 mm)
Nomenclatura de un cepillo de codo tipo de biela
En la figura se muestran las partes de un cepillo de codo y se mencionan algunas de sus partes más importantes:
1. La base es la pieza de fundición de gran peso que soporta la máquina.
20
2. La columna o cuerpo es una pieza fundida hueca en la cual funcionan las partes impulsoras..
3. El ariete es una pieza resistente de acero fundido que se mueve hacia adelante y hacia atrás sobre las guías del cuerpo.
4. El cabezal de la herramienta está sujetado a la parte frontal del ariete y se puede hacer girar en cualquier dirección para hacer cortes angulares. La corredera de la herramienta se mueve hacia arriba y hacia abajo para ajustar la profundidad del corte. El tornillo del avance tiene un collarín micrométrico para hacer ajustes precisos. La caja de aldaba (pieza de metal que se pone para asegurarlas) dispuesta sobre la corredera se puede desplazar (su parte superior se puede mover hacia la derecha o hacia la izquierda) de manera que la herramienta pueda librar la pieza de trabajo en la carrera de retorno cuando se hacen cortes en ángulo. El bloque de aldaba se encuentra abisagrado a la parte superior de la caja de aldaba.
5. Las guías transversales, el soporte de la mesa y la misma forman una unidad. La mesa se puede mover hacia arriba y hacia abajo para recibir piezas de trabajo de diferente tamaño. La mesa y su soporte se mueven longitudinalmente (hacia atrás y hacia adelante) sobre las guías transversales. La mesa es una caja hueca con ranuras en T cortadas a través de la parte superior y de los lados. Sobre la mesa se sujeta la prensa de mordazas para sujetar a su vez la pieza de trabajo.
6. Por medio de un motor, poleas y un eje intermedio, se proporciona a los engranajes la fuerza necesaria para el funcionamiento de la máquina
Nomenclatura del cepillo de codo de 14 pulgadas tipo biela.
1. Manivela del avance del cabezal.
2. Tornillo de fijación del cabezal.
3. Perno de fijación del ariete.
4. Control para la posición del ariete.
5. Palanca para control del embarque.
6. Ariete.
7, Palanca selectora del avance.
8. Palanca de la contramarcha.
9. Palanca para el movimiento rápido transversal de la mesa.
10. Palanca de control del selector de velocidades.
11. Control de la longitud.
12. Cuerpo.
13. Base.
21
14. Manivela para el avance de la mesa a mano.
15. Guías transversales.
16. Control de la direoci6n del avance.
17. Sujetador de la guía vertical.
18. Mesa.
19. Prensa sujetadora.
20. Correderas del cuerpo.
21. Poste de la herramienta.
22. Fijador de la corredera de la herramienta.
2.4.2. El cepillo hidráulico
Muchos de los cepillos de codo más grandes son de funcionamiento hidráulico. El ariete de este tipo de cepilladura se mueve por la presión de aceite proporciona por una bomba impulsada por un motor eléctrico. Para cambiar la dirección de la presión del aceite se utiliza una válvula inversora, lo cual hace cambiar la dirección en que se mueve el ariete. El avance de la mesa funciona también mediante la presión de aceite. Los cambios en la velocidad y el avance se hacen por medio de válvulas de control.
Muchas cepilladoras hidráulicas tienen una mesa universal con dos superficies de trabajo, una sólida para cepillado plano y una angular y otra inclinarle para trabajos en ángulos compuestos.
2.4.3. El cepillo de mesa
Este se emplea para maquinar superficies planas que sean demasiado grandes para el cepillo de codo. Se diferencia de este último en que la mesa que sujeta la pieza de trabajo se mueve hacia adelante y hacia atrás bajo una herramienta estacionaria de corte.
También se caracteriza por su gran capacidad de trabajo aunque cuenta con una mesa de longitud en donde se pueden montar piezas un poco largas y maquinarlas en toda su longitud por medio de dos o cuatro herramientas al mismo tiempo, esto sucede porque algunas Cepilladoras tan solo cuentan con dos portaherramientas en cada bastidor que tenga la máquina.
Nomenclatura del cepillo de mesa de doble columna.
22
1. Bancada. Es la base a la cual vienen incorporadas las columnas, consta de guías de precisión en toda su longitud y soporta a la mesa.
2. Mesa. Soporta a la pieza y se mueve en forma alternativa a lo largo de las guías de la bancada.
3. Columnas. Son de construcción rígida y están colocadas a los lados de la bancada y la mesa, contienen los contrapesos para la corredera transversal y están provistas en su parte frontal por guías para el desplazamiento vertical de la corredera transversal.
4. Puente. Une a las columnas para mayor rigidez de construcción y aloja a los mecanismos para el avance de la herramienta.
5. Corredera transversal. Es una pieza rígida horizontal montada a través y por encima de la mesa sobre las guías verticales de las columnas. Soporta a los cabezales superiores y proporciona los medios para el avance horizontal de las herramientas de corte.
6. Cabezales (superiores y laterales). Soportan las herramientas de corte y están equipadas con una charnela que levanta la herramienta para librar la pieza durante la carrera de retroceso de la mesa.
7. Tablero de control.
2.4.4. Cepilladoras de dos montantes
Son los tipos más usados porque ofrecen gran solidez. Se componen principalmente de una bancada de fundición, a los lados se levantan los montantes C (uno a la derecha y otro a la izquierda). Sobre la bancada van las guías para el desplazamiento de la mesa B, dicha mesa, que debe llevar la pieza a trabajar, puede trasladarse con movimiento alternativo de avance y retroceso. los montantes C llevan también guías laterales para el deslizamiento del travesaño D, que puede regularse en la altura mediante la rotación simultánea de dos husillos (visibles entre las guías de los montantes) y sus respectivos casquillos. A lo largo de dicho travesaño puede deslizarse, a su vez, un carro que lleva el carrillo porta herramienta y que realiza el movimiento transversal intermitentemente, según los desplazamientos proporcionales obtenidos al final de la carrera de retroceso de la mesa.
Cepilladoras de un montante
2.5. Técnicas de cepillado
Antes de empezar a trabajar la madera, hay que ajustar la cuchilla para el tipo de material y corte que se realizará. Una vez colocada ésta en el cepillo, se instala la contra-cuchilla y, a continuación, la cuña. Conviene que la contra-cuchilla esté 1 ó 2
23
milímetros por encima de la cuchilla. Como ésta debe ir paralela al durmiente, se dan unos pequeños golpes en la parte superior para que sobresalga un poco del durmiente y se pueda realizar la tarea de forma más efectiva. Si el cepillo es metálico, basta con aflojar el prensador y mover la cuchilla con la mano.
Para trabajar con el cepillo, hay que desplazarlo en el sentido del "hilo" de la madera
La forma correcta de sujetar el cepillo es tomar el talón con la mano derecha y la punta con la izquierda. De esta manera, la mano izquierda guía y la derecha empuja. Para que el desbaste de la madera sea uniforme, la pieza debe estar paralela al suelo y el cuerpo de quien trabaja, a su vez, paralelo a la pieza. Uno de los problemas que surgen cuando se utiliza un cepillo manual es que la herramienta oscila. Para evitar que esto ocurra, hay que realizar más presión sobre la parte anterior al iniciar el trabajo y, después, sobre la parte posterior.
Cuando se va a cepillar un canto, es necesario apoyar la punta del cepillo al principio de la trayectoria, empujar y, al final del recorrido, apoyar sobre el talón sin forzar la punta. Si la zona que se va a rebajar es un nudo, es preciso sacar un poco la cuchilla y cepillar con pequeños golpes oblicuos, desde el contorno del nudo hacia el centro. Para trabajar con el cepillo, hay que utilizarlo en el sentido del "hilo" de la madera. Para saber cuál es, se debe colocar el cepillo sobre la madera y empujarlo con un dedo. Si se desliza, estará "al hilo" de la madera, mientras que si vibra significará que está a contrahílo. Si se quiere realizar un bisel, hay que colocar el cepillo al bies, de acuerdo al ángulo que se desee, y pasar varias veces el cepillo, con poca cuchilla.
CAPITULO III
24
3. PLAN DE MANTENIMIENTO DE LAS MAQUINAS: DOS TORNO EMCO DB-6 Y CEPILLADORA “ABC HANSEN” EL TALLER DE CARPINTERÍA DE LA UNIDAD EDUCATIVA “CARLOS CISNEROS.”
La planificación adecuada de mantenimiento es uno de los ejes fundamentales
dentro de la industria, está cuantificado en la cantidad y calidad de la producción. El
mismo que ha estado sujeto a diferentes cambios al paso del tiempo, en la actualidad
el mantenimiento se ve como una inversión que ayuda a mejorar y mantener la
calidad en la producción.
Esto permite la optimización de recursos, del mantenimiento dentro de la industria y los conocimientos generales para planear y programar las actividades que se realiza, por lo cual se tomara en consideración los siguientes pasos operacionales.
Detección de fallas Ejecución del plan mantenimiento Evaluación de funcionabilidad Confección de fichas de mantenimiento, con anotación de los puntos de
revisión y la periodicidad de los controles.
3.1. Mantenimiento
El mantenimiento tiene como objetivo mantener una herramienta o maquina restaurarlo a un estado en el cual pueda llevar a cabo alguna función requerida Estas acciones incluye la combinación de las acciones técnicas y administrativas correspondientes.
3.1.1. Ventajas
Confiablidad, los equipos operan en mejores condiciones de seguridad, ya que
se conoce su estado, y sus condiciones de funcionamiento.
Mayor duración de los equipos e instalaciones.
Uniformidad en la carga de trabajo para el personal del mantenimiento debido
a una programación de actividades.
Menor costo de reparaciones.
3.1.2. Desventajas
Es muy probable que se originen alunas fallas al momento de la ejecución, lo que ocasiona que este sea más tardado.
25
El precio puede ser muy costoso, lo cual podría afectar a la hora de comprar los repuestos de recursos en el momento que se necesiten.
No podemos asegurar el tiempo que tardara en reparase dichas fallas.
Se necesita gente experimentada
Es necesario tener un tener tiempos de para para realizar el mantenimiento adecuando. (mantenimiento)
3.2. Tipos de mantenimiento
Mantenimiento de conservación: Es el destinado a compensar el deterioro sufrido por el uso, los agentes meteorológicos u otras causas. En el mantenimiento de conservación pueden diferenciarse.
Mantenimiento Correctivo: El proceso de mantenimiento correctivo se inicia con el diagnóstico de la falta de determinar por qué el fracaso apareció. El proceso puede incluir la inspección física de un sistema, el uso de un equipo, para evaluar el sistema, las entrevistas con los usuarios del sistema, y una serie de otras medidas. Es importante determinar qué causó el problema, a fin de tomar las medidas adecuadas, y ser conscientes de que múltiples fallas de componentes.
Mantenimiento correctivo inmediato: Es el que se realiza inmediatamente de percibir la avería y defecto, con los medios disponibles, destinados a ese fin.
Mantenimiento correctivo diferido: Al producirse la avería o defecto, se produce un paro de la instalación o equipamiento de que se trate, para posteriormente afrontar la reparación, solicitándose los medios para ese fin.
Mantenimiento preventivo: Como el destinado a garantizar la fiabilidad de equipos en funcionamiento antes de que pueda producirse un accidente o avería por deterioro. En el mantenimiento preventivo podemos ver.
Mantenimiento programado: Como el que se realiza por programa de revisiones, por tiempo de funcionamiento, kilometraje, etc.
Mantenimiento predictivo: Que realiza las intervenciones prediciendo el momento que el equipo quedara fuera de servicio mediante un seguimiento de su funcionamiento determinando su evolución, y por tanto el momento en el que las reparaciones deben efectuarse.
Mantenimiento de actualización: Cuyo propósito es compensar la obsolescencia tecnológica, o las nuevas exigencias, que en el momento de construcción no existían o no fueron tenidas en cuenta pero que en la actualidad si tienen que serlo. (mi tecnologico)
26
3.3. Principios del mantenimiento
Como principal función del mantenimiento es asegurar que todo activo continúe
desempeñando las funciones deseadas. Con el objetivo de asegurar la
competitividad de la empresa por medio de:
Garantizar la disponibilidad y confiabilidad planeadas de la función deseada. Satisfacer todos los requisitos del sistema de calidad de la empresa. Cumplir todas las normas de seguridad y medio ambiente.
3.4. Aplicación del mantenimiento
El mantenimiento es aplicable a todo sistema o empresa que desee aumentar la
confiabilidad o la vida útil de sus activos, uno de los aspectos más importantes del
mantenimiento de los equipos, maquinarias e instalaciones, es aplicar un adecuado
plan de mantenimiento que aumente la vida útil de éstos reduciendo la necesidad de
los repuestos y minimizando el costo anual del material usado, como se sabe
muchas de las maquinarias utilizadas en nuestro país son traídas del extranjero al
igual que muchos materiales y algunas piezas de repuestos.
El mantenimiento es un proceso donde se aplica un conjunto de acciones y operaciones orientadas a la conservación de un bien material y que nace desde el momento mismo que se concibe el proyecto para luego prolongar su vida útil. Para llevar a cabo ese mantenimiento tiene que ser a través de Programas que
corresponde al establecimiento de frecuencias y la fijación de fechas para realizarse
cualquier actividad
3.5. Torno Emco A-303
3.5.1. Diagnostico
El diagnóstico de una máquina es un punto clave para muchas empresas y organizaciones de diversos sectores. Pero sea cual sea el sector, el objetivo de un técnico al realizar un diagnóstico es siempre el mismo:
Localizar el problema
27
Solucionarlo rápido Solucionarlo bien a la primera
Generalmente se llevan a cabo en un taller o una instalación específica para diagnósticos, donde el calor, el polvo y la humedad suponen un reto constante.
Sin embargo, también se realizan diagnósticos sobre el terreno, donde la falta de
acceso a sistemas e información, así como las condiciones del tiempo, son los
mayores retos
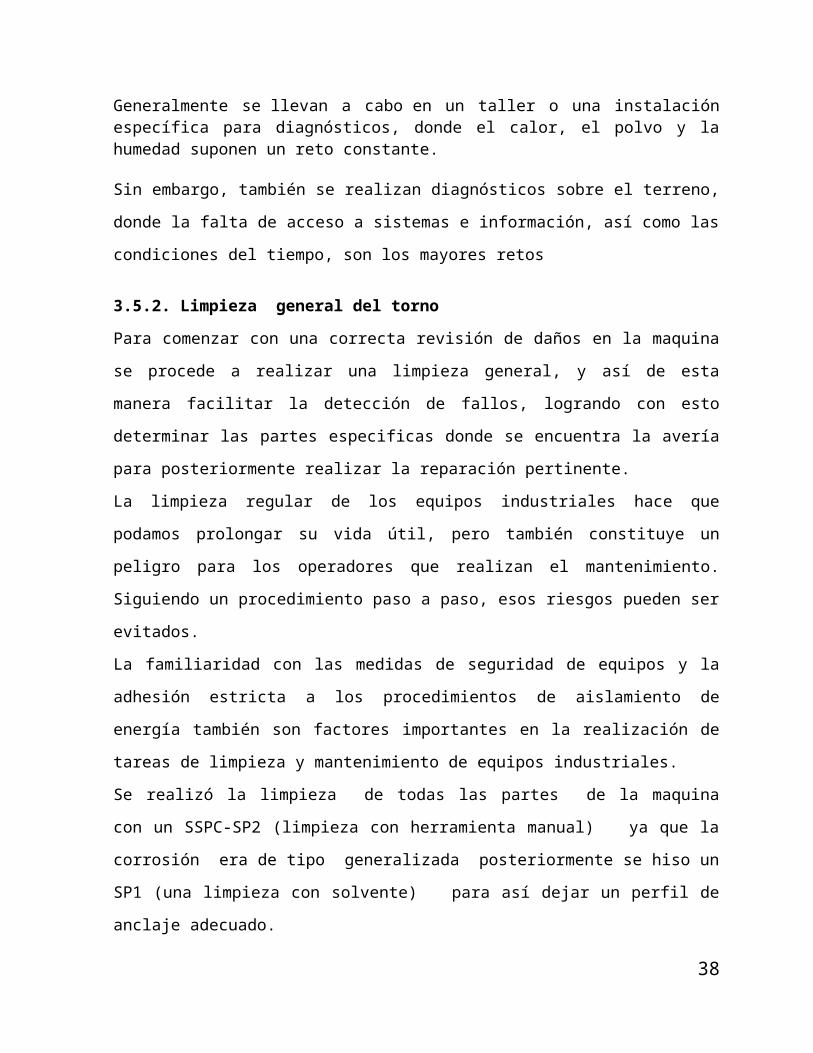
3.5.2. Limpieza general del torno
Para comenzar con una correcta revisión de daños en la maquina se procede a
realizar una limpieza general, y así de esta manera facilitar la detección de fallos,
logrando con esto determinar las partes especificas donde se encuentra la avería
para posteriormente realizar la reparación pertinente.
La limpieza regular de los equipos industriales hace que podamos prolongar su vida
útil, pero también constituye un peligro para los operadores que realizan el
mantenimiento. Siguiendo un procedimiento paso a paso, esos riesgos pueden ser
evitados.
La familiaridad con las medidas de seguridad de equipos y la adhesión estricta a los
procedimientos de aislamiento de energía también son factores importantes en la
realización de tareas de limpieza y mantenimiento de equipos industriales.
Se realizó la limpieza de todas las partes de la maquina con un SSPC-SP2
(limpieza con herramienta manual) ya que la corrosión era de tipo generalizada
posteriormente se hiso un SP1 (una limpieza con solvente) para así dejar un perfil
de anclaje adecuado.
28
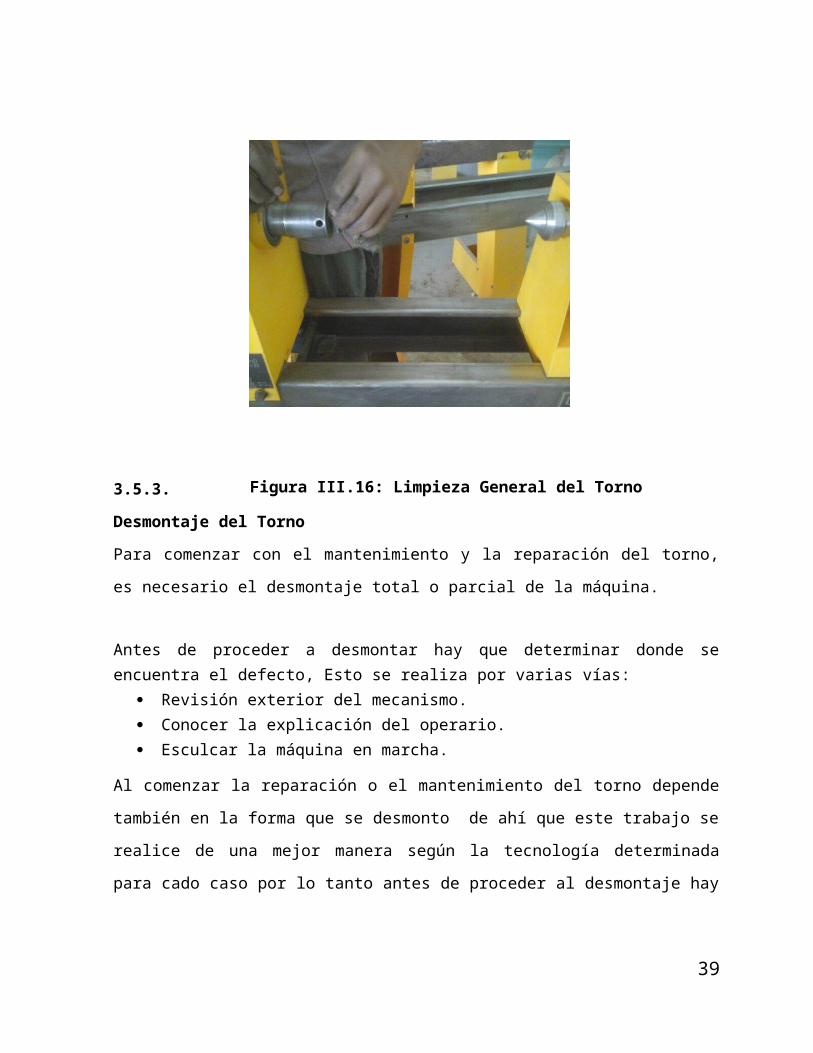
3.5.3.
Desmontaje del Torno
Para comenzar con el mantenimiento y la reparación del torno, es necesario el
desmontaje total o parcial de la máquina.
Antes de proceder a desmontar hay que determinar donde se encuentra el defecto, Esto se realiza por varias vías:
Revisión exterior del mecanismo. Conocer la explicación del operario. Esculcar la máquina en marcha.
Al comenzar la reparación o el mantenimiento del torno depende también en la forma
que se desmonto de ahí que este trabajo se realice de una mejor manera según la
tecnología determinada para cado caso por lo tanto antes de proceder al desmontaje
hay que conocer a la máquina y esto puede ser más rápido con la ayuda de
catálogos
29
Figura III.16: Limpieza General del Torno
Figura III.17: Despiece del torno
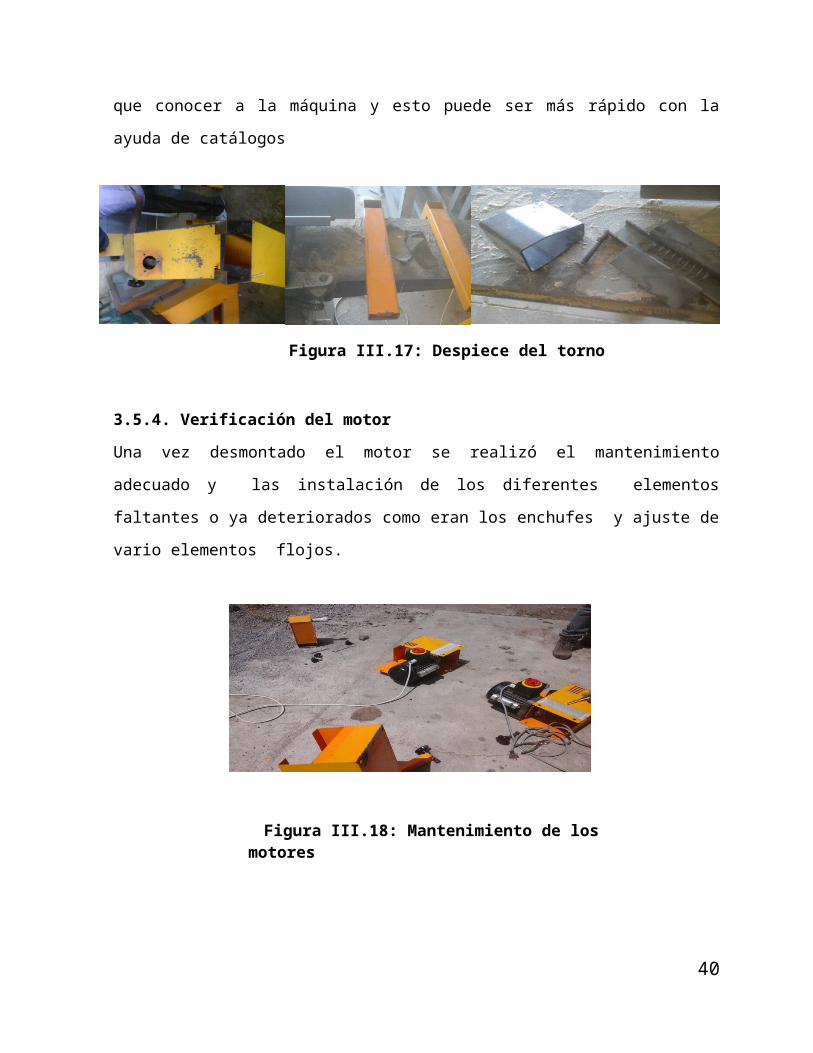
3.5.4. Verificación del motor
Una vez desmontado el motor se realizó el mantenimiento adecuado y las
instalación de los diferentes elementos faltantes o ya deteriorados como eran los
enchufes y ajuste de vario elementos flojos.
3.5.5. Pintura y recubrimiento
Se realizó un estudio de recubrimientos para así tener un recubrimiento duradero y que pueda soportar los ambientes ya sea estos químicos, físico o ambientales.
El recubrimiento adecuado fue el poliuretano ya que es un recubrimiento, por su
buena resistencia al exterior, sobre todo ante la lluvia, los rayos solares y las bajas
temperaturas, así como por su alto poder adhesivo.
30
Figura III.18: Mantenimiento de los motores
Figura III.19: Pintura y Recubrimiento
3.6. Torno emco A- 246
3.6.1. Diagnostico
El diagnóstico de una máquina es un punto clave para muchas empresas y organizaciones de diversos sectores. Pero sea cual sea el sector, el objetivo de un técnico al realizar un diagnóstico es siempre el mismo:
Localizar el problema Solucionarlo rápido Solucionarlo bien a la primera
Generalmente se llevan a cabo en un taller o una instalación específica para diagnósticos, donde el calor, el polvo y la humedad suponen un reto constante.
Sin embargo, también se realizan diagnósticos sobre el terreno, donde la falta de
acceso a sistemas e información, así como las condiciones del tiempo, son los
mayores retos.
3.6.2. Limpieza general del torno
Se realizó una limpieza general de polvo corrosión y ala ves se fue detectando fallas
y complementos faltantes del torno así como la falta de pernos y tuercas en
distintos lugares y la acumulación excesiva oxido y polvo la misma que era el agente
más perjudicial y por qué la maquina estaba en portabilidad.
3.6.3. Desmontaje del Torno
Para comenzar con el mantenimiento y la reparación del torno, es necesario el
desmontaje total o parcial de la máquina.
Antes de proceder a desmontar hay que determinar donde se encuentra el defecto, Esto se realiza por varias vías:
Revisión exterior del mecanismo. Conocer la explicación del operario. Esculcar la máquina en marcha.
31
Al comenzar la reparación o el mantenimiento del torno depende también en la forma
que se desmonto de ahí que este trabajo se realice de una mejor manera según la
Tecnología determinada para cado caso por lo tanto antes de proceder al
desmontaje hay que conocer a la máquina y esto puede ser más rápido con la ayuda
de catálogos.
3.6.4. Habilitación del punto móvil.
Así como el primer torno la falla diferente que podíamos constatar fue el contra punto ya que estaba con mucha corrosión y por la misma razón estaba remordida. Se realizó la limpieza adecuada con solvente y con herramientas manuales posterior a eso se procedió a la lubricación para el buen funcionamiento del mismo
figuraIII.20: contra punto
El mantenimiento adecuado de las instalaciones eléctricas del motor eran muy
necesarias ya que tenían mucho tiempo de para por lo cual se Iván deteriorando y
también por la mala manipulación en el transporte se avían desconectado algunos
cables que teníamos que arreglarlo.
32
figuraIII.21: verificación del motor
3.6.6. Pintura y recubrimiento
Se realizó un estudio de recubrimientos para así tener un recubrimiento duradero y que pueda soportar los ambientes ya sea estos químicos, físico o ambientales.
El recubrimiento adecuado fue el poliuretano ya que es un recubrimiento, por su
buena resistencia al exterior, sobre todo ante la lluvia, los rayos solares y las bajas
temperaturas, así como por su alto poder adhesivo.
3.6.7. Ejecución del plan de manteamiento del TornoPara un correcto plan de mantenimiento se debía realizar un estudio de la máquina y
verificar los daños existentes y las condiciones de diferentes mecanismos.
En los capítulos anteriores se dio a conocer los elementos constitutivos del torno, después del análisis de efectuado se determinaron algunas anomalías.
Por lo cual mediante la investigación y los conocimientos obtenidos, se analizara de
mejor manera y a la vez reparar los elementos que así lo requieran, consiguiendo
33
Figura III.22: Pintura y Recubrimiento
con esto habilitar el torno para su uso logrando cumplir favorablemente con lo
propuesto.
34
3.7. Ficha de mantenimiento
Denominación: Tornos
Marca: Emco
Modelo: DB-6
Serie: A-303 Y A-246
Código: TM-070 Nº4
Color: Amarillo
Horas de trabajo semanal: 6 h.
ACCESORIOS
Denominación Aplicación Bueno Regular Malo
Base Revisión general X
Bancada Revisión general xCabezal fijo Revisión general X
Cabezal móvil Revisión general X
Sistema eléctrico Revisión de su conexión xMotor Revisión de encendido xCarcasa Revisión general X
HISTORIAL DE LA MAQUINA
Fecha Descripción Nº Observaciones
11-12-2014 Desmontaje de la base central. 01 Piso desnivelado
12-12-2014 Desmontaje de la bancada y sus accesorios.
02 Virutas incrustadas y exceso de polvo.
35
15-12-2014 Mantenimiento de la banda. 03 Mal colocado
14-01-20115 Mantenimiento del contrapunto. 04 Corrosión y virutas.
15-01-2015 Mantenimiento del cabezal móvil. 05 Grasas, polvo. Corrosión
18-01-2015 Mantenimiento de la conex ión eléctrica. 06 Excesivo polvo y conexiones eléctricas deterioradas.
20-01-2015 Mantenimiento de la carcasa de la máquina.
07 Desgaste de pintura y corrosión en exceso.
08-05-2015 Montaje del torno 08 Desnivelación y polvo
36
PLA DE MANTENIMIENTO PREVENTIVO
Actividad F. Detalles/ Herramientas
Tiempo de cambio
Limpieza de toda la máquina.
D Brocha, franela.
Después del deterioro
Reajuste de todos los tornillos y tuercas.
M Llaves de boca N° 12
Después del deterioro
Lubricación de la bancada.
SE Lubricante ISO VG-10 Singer
Cuando se termine
Revisión de bandas y sistema de transmisión.
M Brocha, franela.
El cambo es recomendable al cumplir de 20000 a 30000 h. de trabajo con la banda N° HM-21.
Control de los rodamientos.
M Estetoscopio El cambio se recomienda al cumplir de 14000 a 32000 h. de trabajo con el N° de rodamientos 6206 2Z y 6206.
Revisión de la conexión eléctrica.
SE Multí metro Falta de pila
Nota:
F. frecuencia, horas, A. anual, M. mensual, SE. semanal ,D. diaria
3.8. Cepilladora “ABC” Hansen para madera
El primer paso y el primer fallo que pudimos visualizar fue la corrosión ya que la maquina tenía mucho tiempo de para y a un ambiente de humedad y sin el recubrimiento adecuado, por lo cual teníamos que realizar el estudio de la misma y realizar el trabajo de mantenimiento pertinente.
37
3.8.1. Diagnostico
El diagnóstico de una máquina es un punto clave para muchas empresas y organizaciones de diversos sectores. Pero sea cual sea el sector, el objetivo de un técnico al realizar un diagnóstico es siempre el mismo:
Localizar el problema Solucionarlo rápido Solucionarlo bien a la primera
Generalmente se llevan a cabo en un taller o una instalación específica para diagnósticos, donde el calor, el polvo y la humedad suponen un reto constante.
Sin embargo, también se realizan diagnósticos sobre el terreno, donde la falta de
acceso a sistemas e información, así como las condiciones del tiempo, son los
mayores retos
3.8.2. Limpieza de la cepilladora
38
Figura III.23: Cepilladora Mecánica
En la cepilladora para revisar los daños se procede a realizar una limpieza general, ya que de esta manera se facilita la detección de fallos, logrando con esto determinar las partes específicas donde se encuentra la avería para posteriormente realizar la reparación pertinente.
La limpieza regular de la maquina se lo hace de tal manera que podamos prolongar
la vida útil, siguiendo un procedimiento adecuado por el cual sea facilitar los futuros
procesos de mantenimiento.
3.8.3. Limpieza contra la oxidación y corrosión
3.8.4. Desmontaje de la cepilladora Una vez desarmado toda la maquina se pudo constatar que el mayor problema de la maquina era la corrosión y el mal egrese de las piezas por lo cual teníamos que alizar solventes para quitar el engrase y realizar operaciones de limpieza para la corrosión
Posteriormente se procedió al realizar según las normas NACE un SSPC-SP2 (limpieza con herramienta manual) y un SSPC- SP3( limpieza con herramienta De poder) y por ultimo un SSPC-SP1 ( limpieza con solvente) así se dejó una perfil de anclaje adecuado para posteriormente realizar el recubrimiento adecuado tomando en cuenta las condiciones que va estar expuesto la máquina .
39
Figura III.24: limpieza Cepilladora Mecánica
Figura III.25: Cepilladora de Madera
Para un adecuado plan de mantenimiento de debe comenzar con el desmontaje de la máquina ya sea parcial o total y así dar el correcto mantenimiento y la reparación de la sierra sin fin.
Antes de proceder a desarmar hay que determinar donde se encuentra el defecto, Esto se realiza por varias vías:
Revisión exterior del mecanismo Conocer la explicación del operario Osculcar la máquina en marcha
Al comenzar la reparación o el mantenimiento de la cepilladora depende también en la forma que se desmonto de ahí que este trabajo se realice con eficiencia según los parámetros determinados para cado caso por lo tanto antes de proceder al desmontaje hay que conocer a la máquina y esto puede ser más rápido con la ayuda
de catálogos.
3.8.5. Conjunto de engranajes
El engrase del sistema de engranajes de la maquina fue muy necesario y también
se pudo constatar que el eje de transmisión de movimiento tenia q ser rectificado
ya que no tenía un buen acoplamiento por lo cual no se transmitía adecuadamente
el movimiento deseado .
Se tenía que dar un buen acople por lo cual se tenía que realizar mediante el esmerilado ya que era una pieza con un grado de dificultad y no se podía realizar en un torno o fresadora.
40
Figura III.26: Desmontaje de la Cepillad
También se tenía que realizar los ajustes de diferentes pernos y tornillos ya que
eso también influía en el correcto funcionamiento de la máquina
3.8.6. Bandas y poleas
El intercambió de bandas era urgente y muy necesario ya que se pudo visualizar que las bandas que avían estado colocadas eran incorrectas, también se pudo constatar que las bandas tenían un gran deterioro por lo cual era muy necesario y obligatoriamente tener que cambiarlos.
Las bandas que estaban puestas eran de tipo A las cuales eran incorrectas para el tipo de poleas que tenía la máquina. Por lo cual se adquirió bandas tipo B ya que eran las idóneas y correctas para el tipo de poleas ya si tener un mejor agarre en las poleas así se pudo mejor la velocidad que requería la máquina para sus diferentes funcionamientos.
41
Figura III.27: Conjunto de Engranaje
Figura III.28: Bandas Antiguas Deteriora
3.8.7. Protector de bandas y poleas
La construcción del protector de las bandas se vio necesario ya que el antiguo
estaba muy deteriorado (quemado) por ser el material de madera , también no
cubría completamente las bandas.
Por eso se llegó a la conclusión que debería hacer la protección con otro material en este caso es el tol, así podríamos tener un material más resistente y al mismo tiempo una buena seguridad para el operador
.
3.8.8. Motor
La limpieza y el desmontaje del motor fue muy necesario para verificar fallos . Luego con ayuda de instrumentos manuales se realizó el desarme para la verificación del bobinado y de las diferentes partes del motor.
La falla que podíamos observa en el motor fue él engarce del mismo ya no servía ya que por el tiempo que no fue utilizado la grasa se endureció y dificultaba el buen funcionamiento, así también se pudo ver que el ventilador del motor estaba trisado.
Luego de verificar los diferentes fallos realizamos el mantenimiento pertinente para así dejar el motor en buen estado capaz de someterse a cualquier esfuerzo que la maquina lo requiera
42
Figura III.29: Protector de bandas
3.8.9. Instalación eléctrica y
verificación de encendido del motor
Realizado el mantenimiento al motor se procedió a la adecuada instalación para la verificación del funcionamiento del motor y así la doble velocidad del mismo.
La misma que realizo un técnico de la especialidad de electricidad lo primero se buscó un cable de extensión que soporte los 320 voltios que necesita la máquina para arrancar, luego se procedió a la instalación ocupando instrumentos de medidas es este caso fue el multímetro, una vez hecha la verificación de la energía de procedió a la prueba la misma que se dio con mucha satisfacción el motor funciono a si mismo las conexiones de las diferentes velocidades
Figura III.31: Sistema Eléctrico del Motor
.
3.8.10. Recubrimientos y acabados
43
Figura III.30: Motor
Figura III.32: Recubrimiento
La necesaria limpieza y el mantenimiento adecuado de la maquina se procedió a realizar el recubrimiento adecuado en la cual se utilizó la pintura acrílico ya que este tipo de recubrimiento previene el óxido y la corrosión y también es muy resiste al agua.
La elección de recubrimientos es importante ya que al trabajar con madera puede ver filtraciones de agua de la madera también es adecuada por que soporta la humedad y temperaturas hasta los 60⁰ C y también la maquina por ser antigua la pintura no necesitaba un perfil de anclaje y por lo tanto no era necesario una pintura de fondo.
3.8.11. Ejecución del plan de manteamiento de la cepilladora
Como se dio a conocer los elementos constitutivos de la sierra sin fin, después del análisis efectuado se encontraron diferentes anomalías.
Por lo cual mediante la investigación y los conocimientos obtenidos, se analizara de mejor manera para poder reparar los elementos que así lo requieran, consiguiendo
44
Figura III.33: Aplicación de Recubrimientos
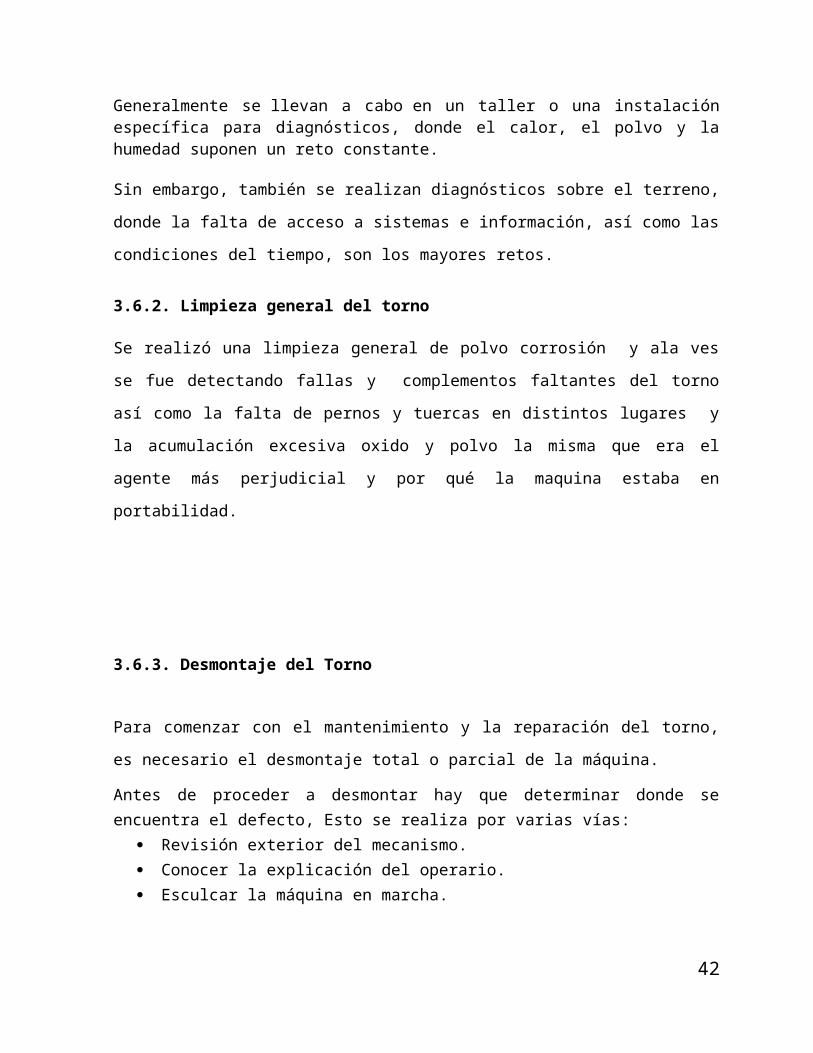
con esto habilitar la sierra sin fin para su uso logrando cumplir favorablemente con lo propuesto.
3.9. Ficha de mantenimiento ESPECIALIDAD
MAQUINAS HERRAMIENTASDenominación: Cepilladora
Marca: Emco
Modelo: Jens Andersen
Código: 7126679
Color: verde
Horas de trabajo semanal: 8h.
ACCESORIOS
45

Denominación Aplicación Bueno Regular Malo
Mesa. Revisión general X
Árbol porta cuchillas.
Revisión general X
Cadenas. Revisión general X
Bastidor. Revisión general X
Sistema eléctrico. Revisiones conexión X
Motor. Revisión de encendido X
Carcasa. Revisión general X
palanca de avance
Revisión de avance x
engranajes Revisión general x
Poleas Revisión general x
Palanca de agarre Revisión de agarre x
HISTORIAL DE LA MAQUINA
Fecha Descripción Nº Observaciones
05-02-2015 Mantenimiento. Palanca de avance 01 Exceso de polvo. Corrosión.
06-02-2015 Mantenimiento palanca de altura 02 sin grasas, polvo ,corrosión
09-02-2015 Mantenimiento mesa 03 Exceso de corrosión y polvo
02-03-2015 Mantenimiento de los engranajes. 04 Sin grasa y exceso de
46
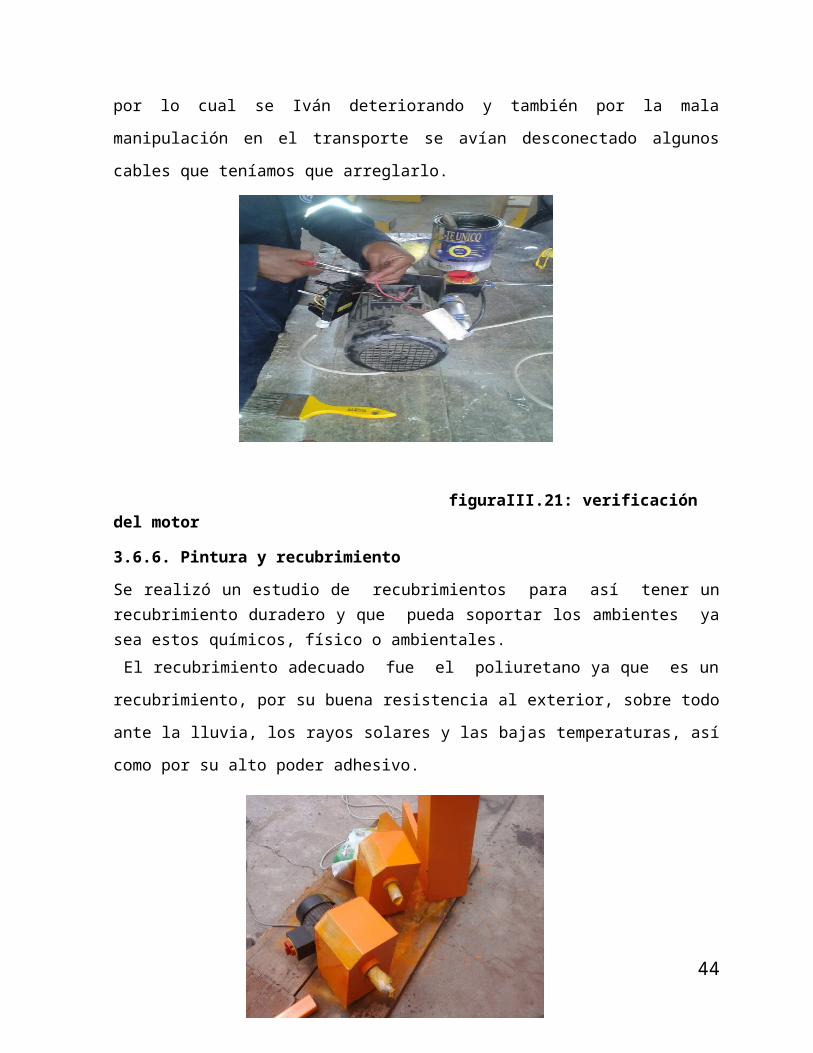
polvo
06-03-2015 Mantenimiento de la conexión eléctrica. 05 Excesivo polvo y conexiones deterioradas.
16-03-2015 Mantenimiento palanca de agarre 06 Sin grasa, exceso de corrosión y polvo
17-03-2015 Mantenimiento del motor 07 Falta de grasa y exceso polvo
18-03-2015 Mantenimiento de las poleas 08 Exceso de polvo
19-03-2015 Mantenimiento del cuerpo de la máquina. 09 Desgaste de pintura, corrosión y polvo en exceso.
05-0502015 Mantenimiento de instalación eléctrica 10 No tenía instalación
PLA DE MANTENIMIENTO PREVENTIVO
Actividad F. Detalles/ Herramientas
Tiempo de cambio
Limpieza de toda la máquina.
D Brocha, franela Deterioro de herramientas de limpieza.
Lubricación SE Aceitero Aceite castrol TQD N⁰ 10
Control de la bandas. M Herramientas Bandas tipo B144 -108
Revisación del carro de avance
D Llave de boca Nº 19.
Se lo debe realizara al comenzar cada trabajo
47
Revisión de la conexión eléctrica.
SE Multímetro, alicate
Deterioro de cables
Revisión del inversor de giro.
SE Multímetro, llave hexagonal
Mal funcionamiento de giro
Lubricación de sistema de engranajes
SE engrasador Grasa azul de rodamientos
F. Frecuencia h. Horas A. Anual M. Mensual SE. Semanal D. Diaria
NOTA:Las presentes fichas de mantenimiento reflejan el estado actual de las máquinas, los trabajos realizados y a su vez sugerencias a tomar en consideración en el manejo, operación y posteriores mantenimientos que se efectúen en las mismas. Por tal motivo es imprescindible dar continuidad a las presentes fichas de mantenimiento.
CAPITLO IV
4. ANALISIS DE COSTO DEL MANTENIMIENTO
4.1. Costos del plan de mantenimiento
Para este plan es de gran importancia conseguir un costo lo más bajo posible para el
programa o proyecto de mantenimiento. El costo de las reparaciones es una parte
más del precio final del servicio. Independientemente de la buena o mal servicio del
mantenimiento, siempre será un gasto que se deberá asumir. Por tal motivo los
gastos de mantenimiento siempre influyen en los costos generales de la empresa o
taller que se lo vaya a realizar.
4.1.1. Detalles de costos
48
Proyecto: RECONSTRUCIÒN, MANTENIMIENTO E INSTALACIÒN DE LA CEPILLADORA”ABC” HANSEN, TORNO EMCO DB-6, UBICADOS EN EL TALLER DE CARPINTERIA DE LA UNIDAD EDUCATIVA “CARLOS CISNEROS”
Ciudad: Riobamba
Establecimiento: Unidad Educativa “Carlos Cisneros”
Provincia: Chimborazo
Por: Pacheco Saca Javier Jhontan
Revisado por: Lic. Javier Caminos
Fecha: 04 de mayo del 2015
4.2. Gastos de materiales
N° Descripción Cantidad P. Unitario $
Subtotal $
1 Cobertores 3 15.50 46.50
2 Inversor de velocidades 1 29.00 29.00
3 Bandas (B144-B108) 2 19.00 38.00
4 Spray 2 2.30 4.60
5 Tarro de grasa 2 4.46 8.96
6 Electrodo 6011 2 lb. 2.70 5.40
49
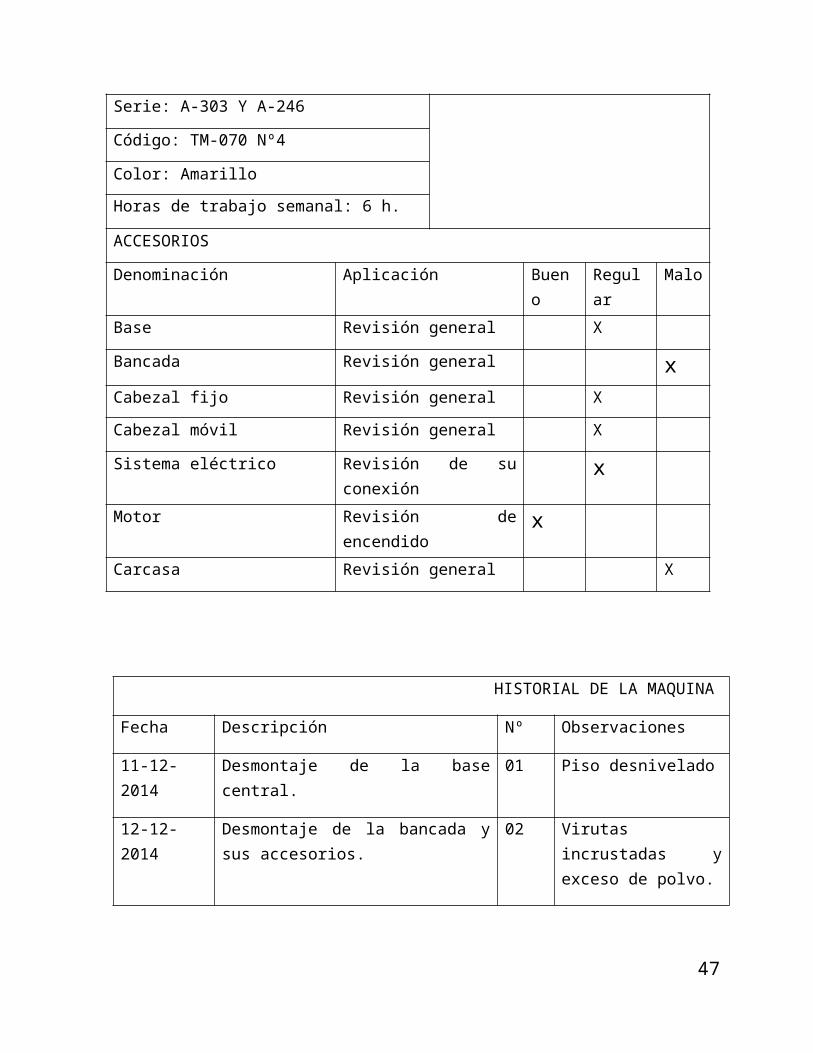
7 Juego de llaves hexagnales 1 2.50 2.50
8 Wipe 6 lb 0.50 3.00
9 Flexo metro 1 1.25 1.25
10 Ventiladores 110 v 2 158.60 317.20
11 Aceite 1 2.50 2.50
12 Plancha de tol 1/32 1 18.00 18.00
13 Cable solido N°8 15 m. 0.80 12.00
14 Caja de herramientas 1 20.00 20.00
15 EPP 8 20.00 20.00
16 Grata de copa 1 12.00 12.00
17 Taype 3 0.80 2.40
18 Llave inglesa 1 3.60 3.60
TOTAL $ 546.91
Tabla 1: Gastos de materiales
4.2.2. Gastos de materiales para pintado de equipos
N° Descripción Cantidad P. Unitario $ Subtotal $
1 Periódico 5 lb $ 0.15 $ 0.75
2 Pintura amarilla poliuretano 1 lts $ 22.00 $ 22.00
3 Pintura negro acrílica 1lts $8.00 $ 8.00
4 Tiñer poliuretano 2lts $5.00 $ 10.00
50
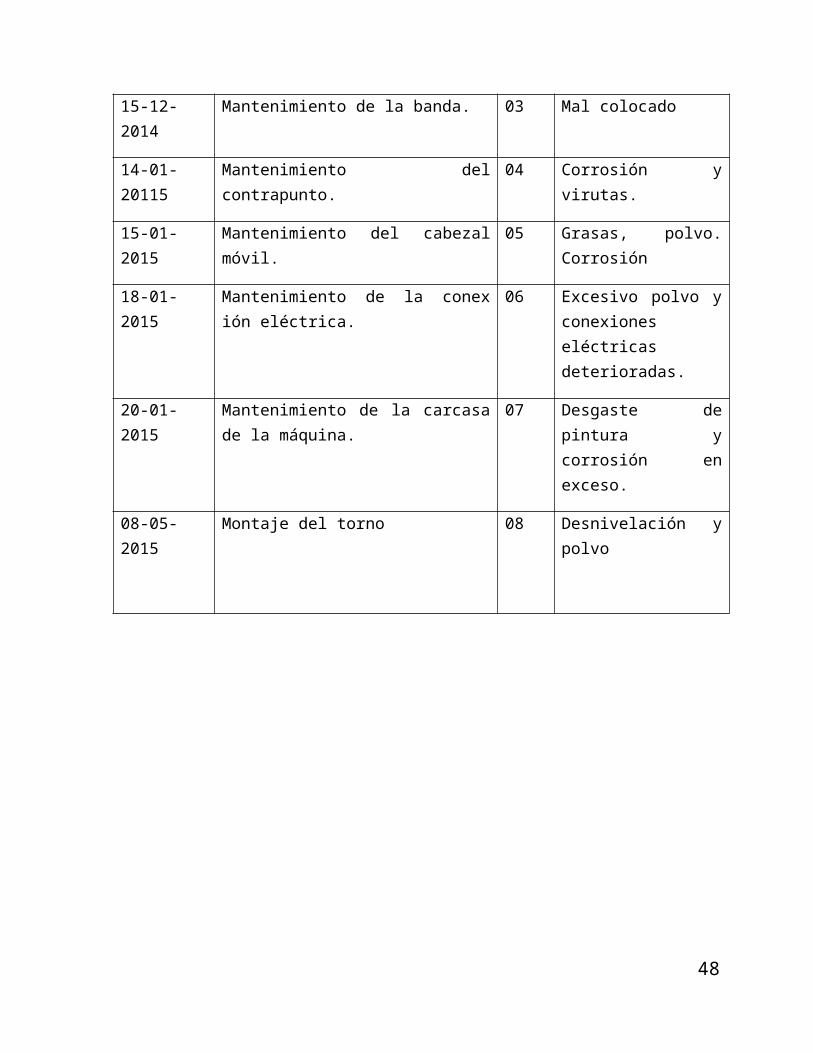
5 Tiñer acrílico 3 glns $1.84 $ 9.20
6 Masqui 5 $ 1.25 $ 6.25
7 Brocha 4 $ 0.80 $ 3.20
8 Waipe 6 $ 1.00 $ 6.00
9 Gasolina 1 gal $ 1.50 $ 7.50
10 Lija grano 200 3 $ 0.80 $ 2.40
11 Lija grano 150 10 $ 0.80 $ 8.00
12 Espátula 2 $ 1.50 $ 3.00
13 Grata 1 $ 12.00 $12.00
14 Franela 2 $1.00 $ 2.00
TOTAL $ 100.3
Tabla 2: Gastos de materiales para pintado de equipos
4.2.3. Gastos de oficina
N° Descripción Cantidad P. Unitario $ Subtotal $
1 Internet 50h $ 0.70 $ 35.00
2 Cds 5 $ 0.35 $ 1.75
3 Copias Xerox 250 $ 0.05 $ 12.50
4 Empastado 1 $ 12.00 $ 12.00
5 Impresiones a color
120 $ 0.15 $18.00
51
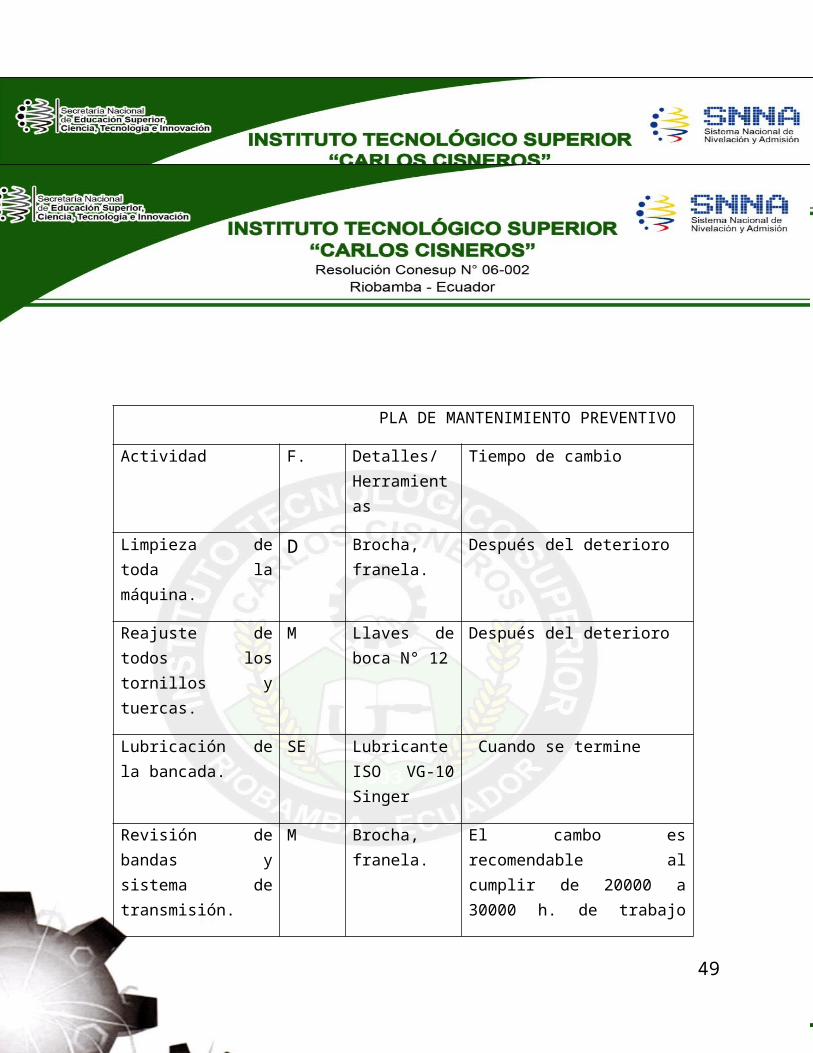
6 Anillado 1 $ 1.50 $ 1.50
7 Gastos varios 1 $ 20 $ 20
TOTAL $ 100.75
Tabla 3: Gastos de oficina
4.2.4. Gastos generales de fabricación
Descripción Subtotal $
Transporte, alimentación etc. $ 130
Mano de obra $ 250
Alquiler de compresor $ 10
TOT AL $390
Tabla 4: Gastos de fabricación
4.2.5. Gasto total
Descripción Subtotal $
Costo de material $ 596.91
Costos generales para pintar las maquinas
$ 100.3
52
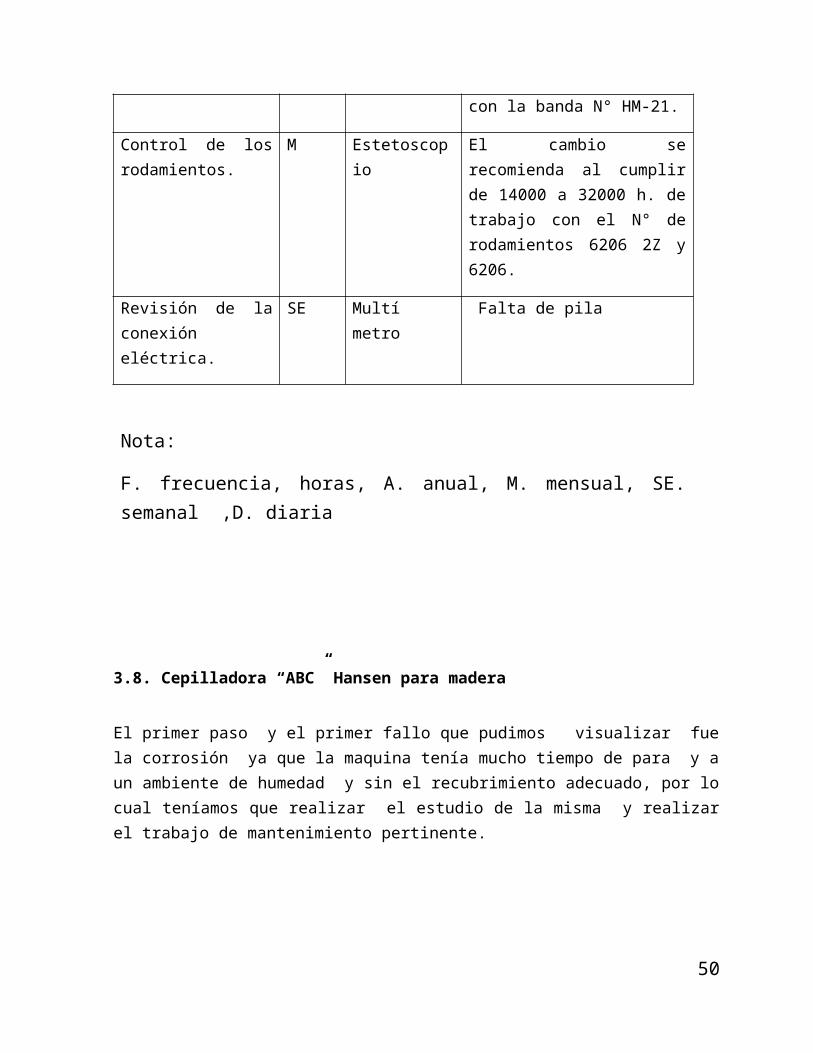
Gastos de oficina $ 100.75
Gastos generales de fabricación $ 390
Imprevistos $ 100
TOTAL $ 1,287.96
Tabla 5: Gasto total
CAPITULO V
5. CONCLUSIONES Y RECOMENDACIONES
5.1. Conclusiones
Mediante la evaluación realizada las maquinas asignadas cumplieron los
objetivos planteados en el proceso de mantenimiento.
Al culminar el mantenimiento y posterior puesta en funcionamiento del Torno Emco DB-6, y la cepilladora se concluye que su rendimiento es óptimo y factible para el trabajo requerido.
53
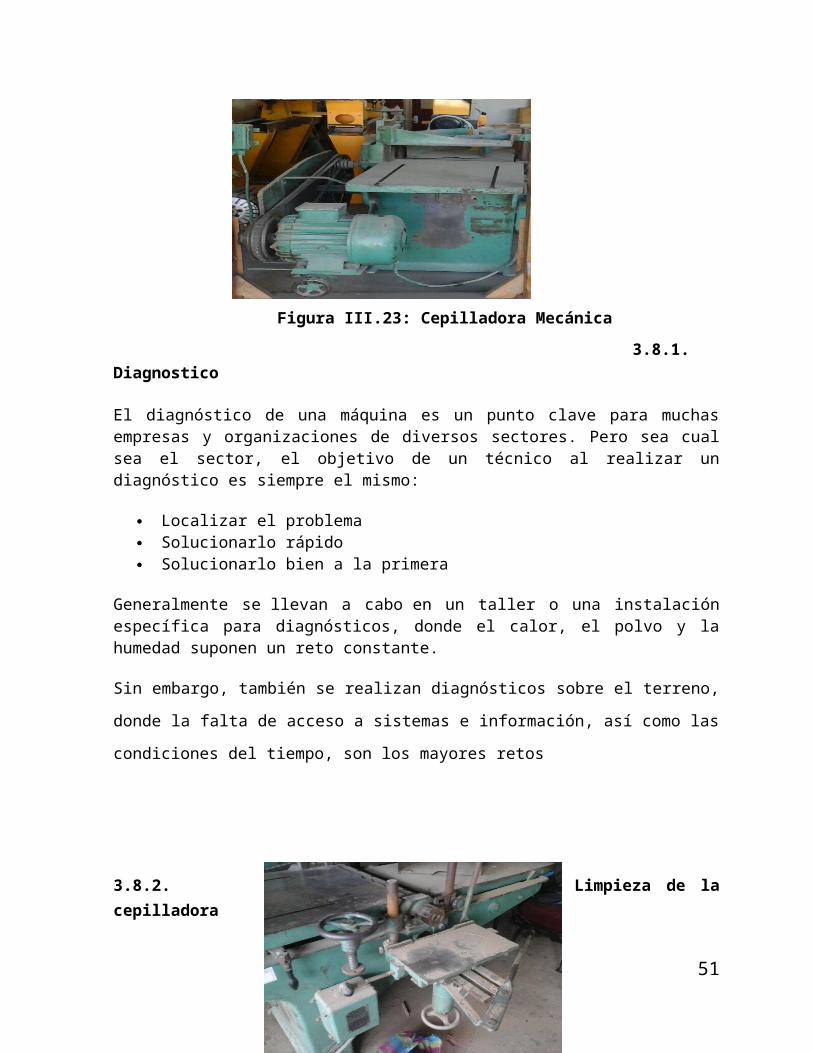
Antes de cualquier trabajo realizar una inspección visual de las instalaciones para precautelar nuestra integridad.
Se ha determinado que el mal uso de grasas provocan la acumulación de polvo, virutas en determinadas partes de la transmisión las cuales fueron necesarias cambiarlas o limpiarlas.
Se ha optado realizar un plan de mantenimiento correcto para evitar desgaste de accesorios y con ellas paros innecesarios de la máquina.
5.1.2. Recomendaciones
Revisar constantemente los distintos sistemas y elementos que conforman las máquinas herramientas, mantener las áreas y ambientes de trabajo con adecuado orden, limpieza e iluminación.
Limpiar diariamente las máquinas para no tener acumulación de polvos y así evitar las averías y con eso evitar paras innecesarias de la máquinas.
Realizar el cambio de algún accesorio o elemento que haya cumplido su vida útil, evitando así que el daño sea mayor e incluso averías graves en la máquina de acuerdo a las especificiaciones del fabricante.
54
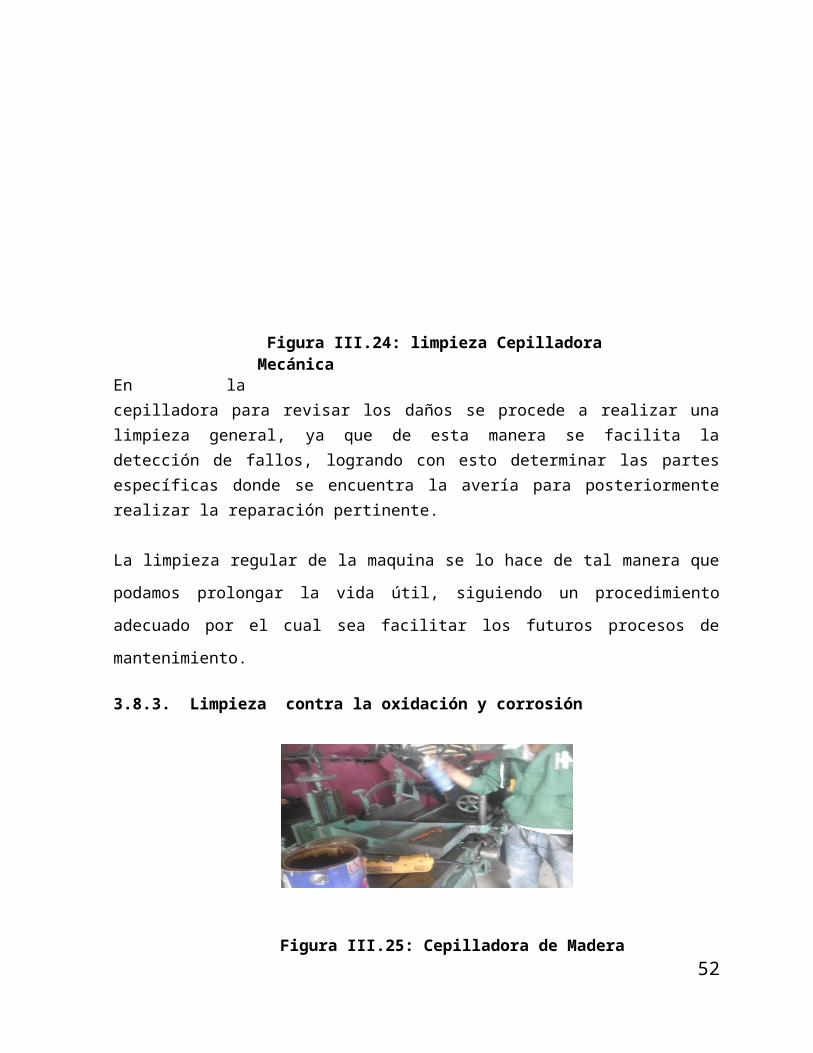
Emplear e instalar en las maquinas las fichas de mantenimiento para controlar el estado de las maquinas.
6. Bibliografía y linikografía
sabelotodo.org. (2010). Obtenido de http://www.sabelotodo.org/metalurgia/corrosion.html
muebles domesticos . (10 de diciembre de 2011). Obtenido de http://mueblesdomoticos.blogspot.com/2011/12/manejo-del-torno-para-madera.html
Ardanuy, T. P. (abril de 2003). siafa. Obtenido de siafa: http://www.siafa.com.ar/notas/nota103/cepilladora.htm
casa, s. c. (mayo de 20013). camino a casa. Obtenido de http://www.caminoacasa.com/blog/tipos_de_madera/
http://danieosp.blogspot.com/. (s.f.).
mi tecnologico. (s.f.). Obtenido de http://www.mitecnologico.com/Main/TiposDeMantenimiento
55
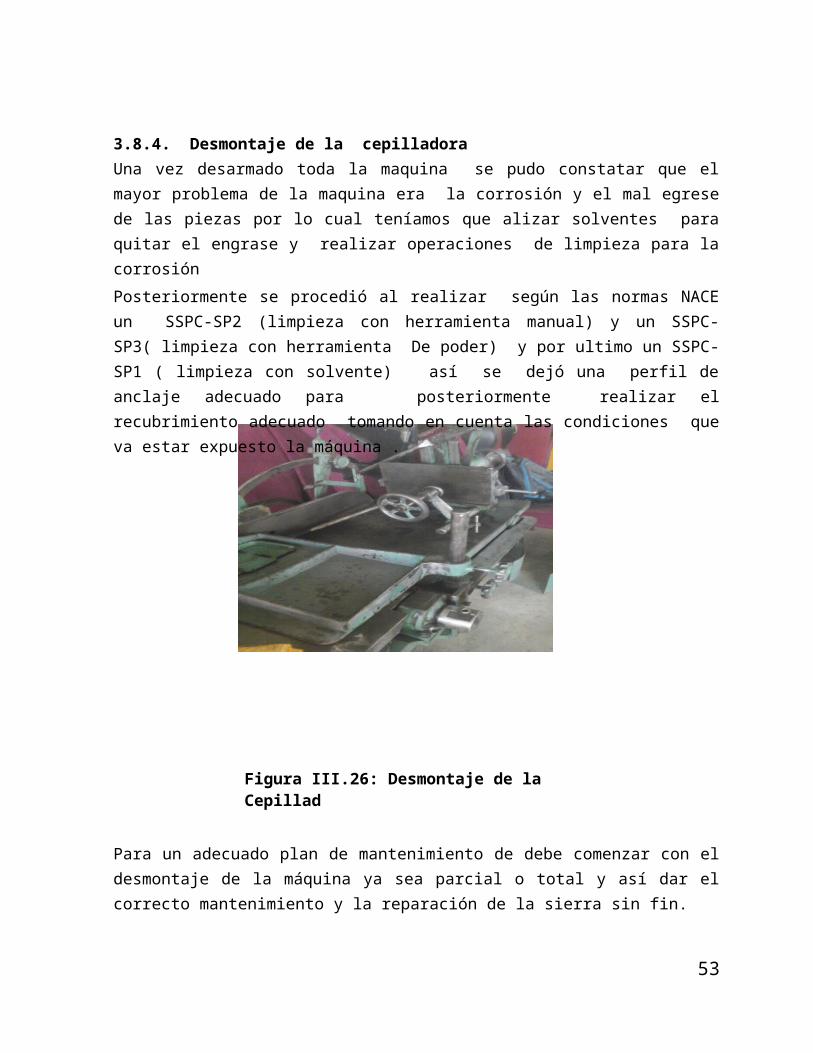
pinturas y recubrimientos. (s.f.). Obtenido de pinturas y recubrimientos: http://www.eis.uva.es/~macromol/curso03-04/construccion/pinturas.html
siafa. (abril de 2013). Obtenido de http://www.siafa.com.ar/notas/nota103/cepilladora.htm
siafa. (abril de 2013). Obtenido de http://www.siafa.com.ar/notas/nota103/cepilladora.htm
7. Glosario y abreviaturas
Glosario
Aditivos
Elementos naturales o químicos que se añaden a un producto para añadir o potenciar alguna de sus características.
Acero
Metal formado a base de hierro y aleado con carbono en una proporción entre el 0,03% y el 2%. El acero dulce.
Densidad
Es la relación entre el peso de un elemento y el volumen que ocupa.
Extrusión
Forzar un metal a través de un troquel con la forma buscada.
Dureza
La resistencia de una sustancia a la abrasión de la superficie.
Antioxidantes
56
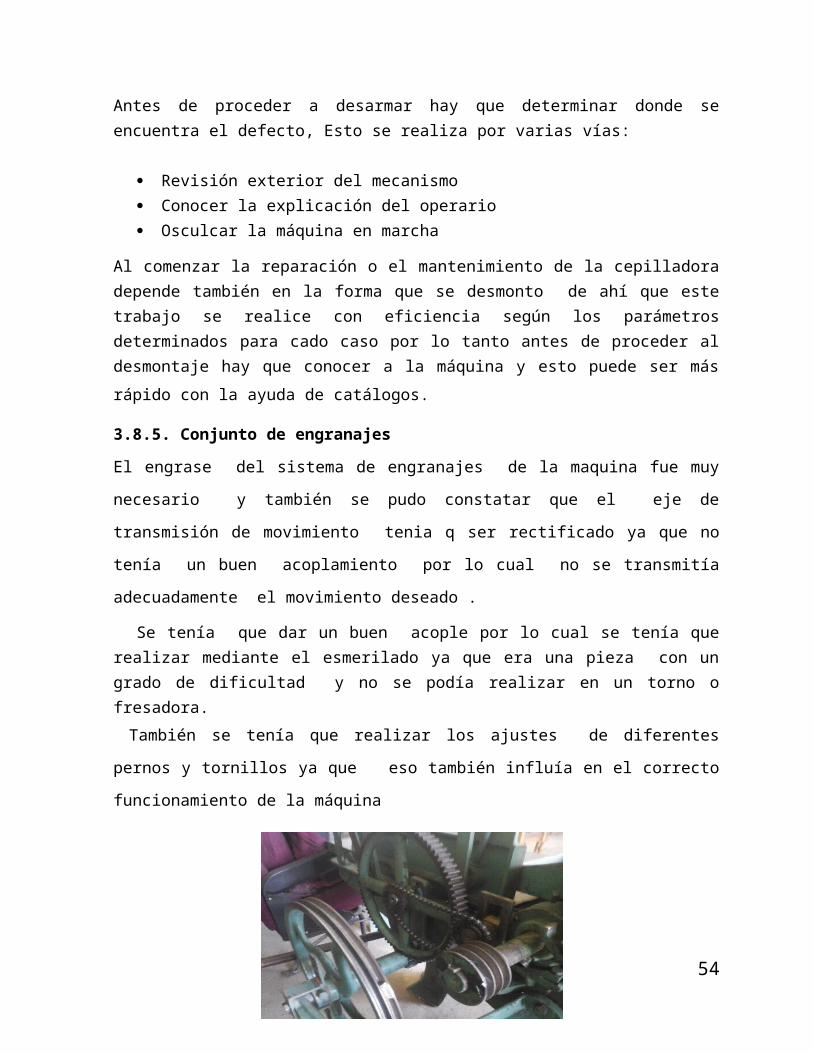
Productos que prolongan el periodo de inducción del aceite básico en la presencia de condiciones oxidantes y metales catalizadores a elevadas temperaturas, evitando o retardando la oxidación de los elementos lubricados.
Abrasión
Desgaste de la superficie, producido por rayado continuo, usualmente debido a la presencia de materiales extraños, o partículas metálicas en el lubricante.
Catalizador
Dispositivo en el sistema de escape.
Corrosión
Ataque químico y electroquímico gradual sobre un metal producido por la atmósfera, la humedad y otros agentes.
Oxidación
Degeneración por el ataque del oxígeno a un material o lubricante.
Abreviaturas
Rpm. Revoluciones por minuto.
KW. Kilowatts.
V. Voltio.
min. Minutos.
mm. Milímetros.
cm. Centímetros.
Gl. Galón.
57
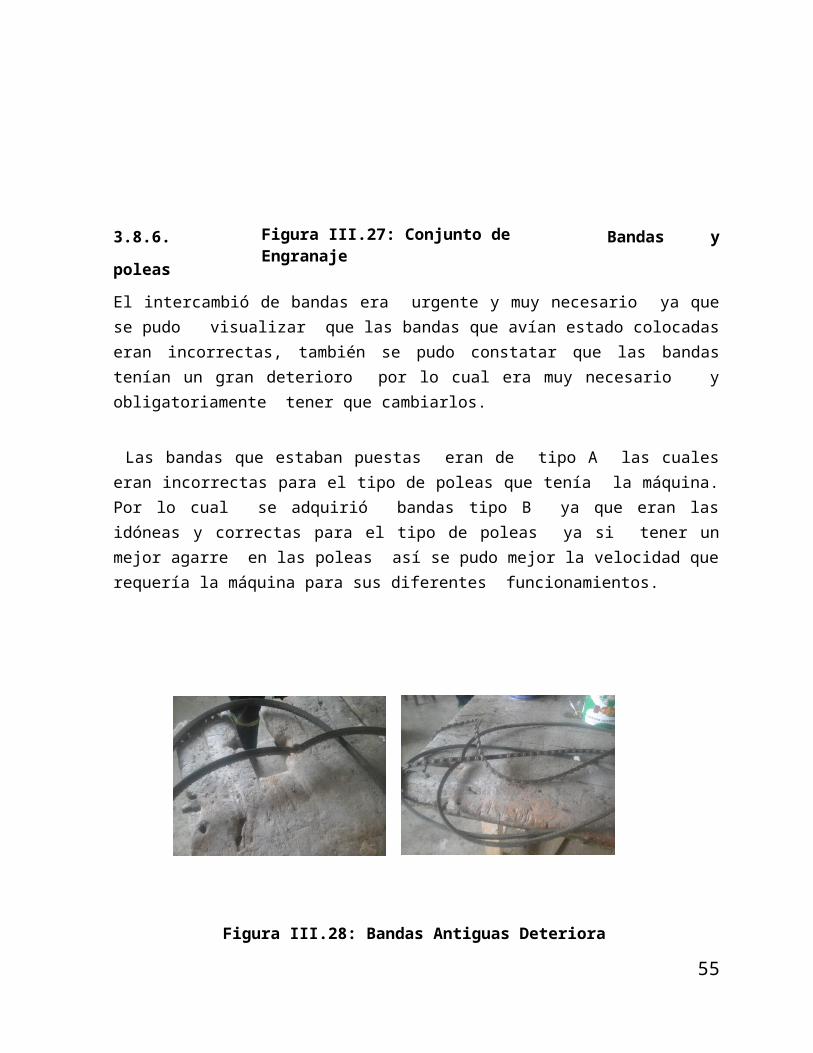
L. Litro.
Lb. Libra.
H. Hora.
M. Metro.
Ing.: Ingeniero.
INFORME DE PROVISIÓN DE REPUESTOS
Al termino del trabajo final de graduación con tema RECONSTRUCIÒN, MANTENIMIENTO E INSTALACIÒN DE LA CEPILLADORA “ABC HANSEN”,DOS TORNO EMCO DB-6, UBICADOS EN EL TALLER DE CARPINTERIA DE LA UNIDAD EDUCATIVA “CARLOS CISNEROS”, se deja en constancia, la entrega de una caja EPP tales como son, 2 visores, 2 pares de guantes , 2 orejera
También una caja para el mantenimiento diario de la maquina tales como son:
2 franelas, 2 brochas N⁰ 4, una aceitero.
Torno emco DB-6 2 rodamientos 6206 2Z.
58
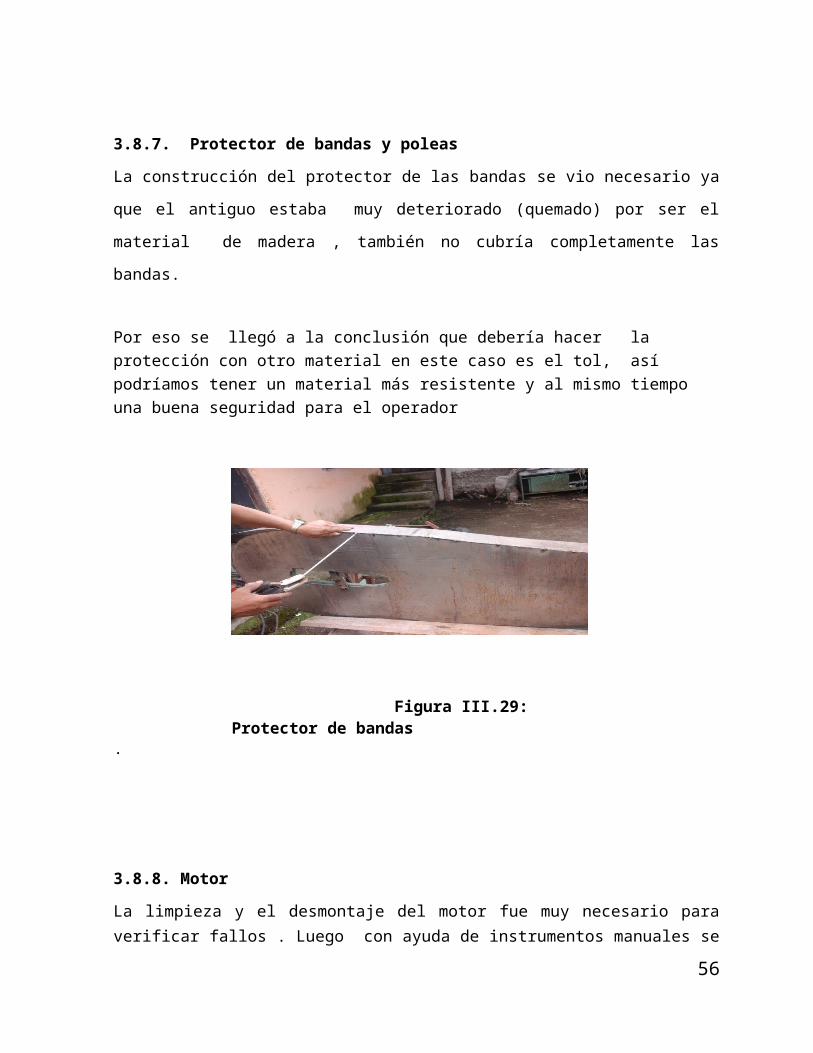
Las mismas que serán entregado a la escuela de MAQUINAS Y HERRAMIENTAS del nivel tecnológico, estas herramientas constituyen en el mantenimiento y seguridad tanto del operario como de las máquinas y de esta forma contribuir al proceso de enseñanza-aprendizaje de futuras generaciones.
59
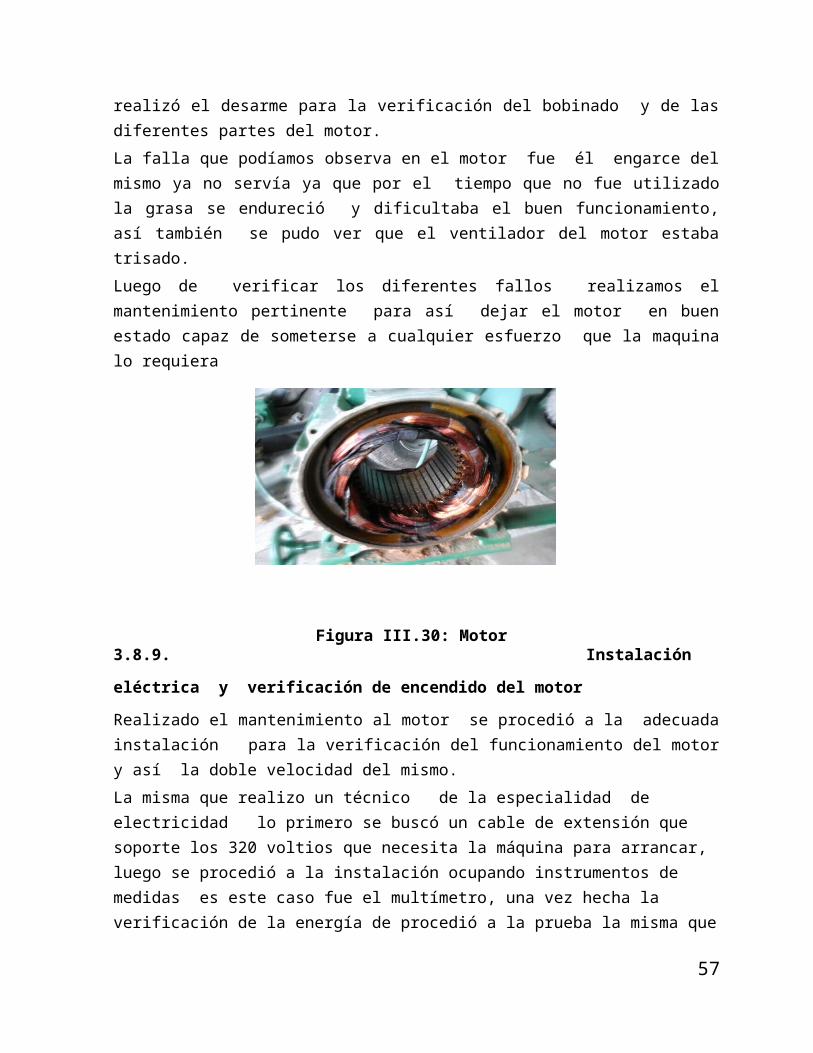
Limpieza general de la maquina
60
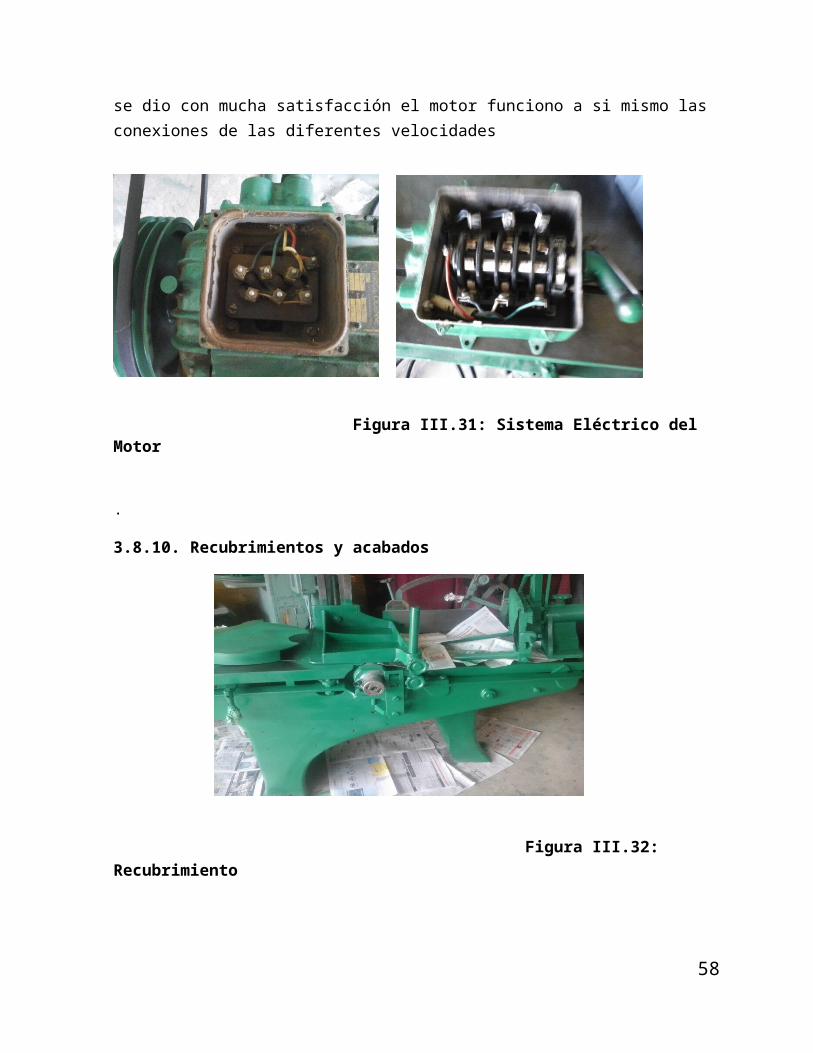
Colocando removedor de oxido
Mantenimiento de Sistema eléctrico
61
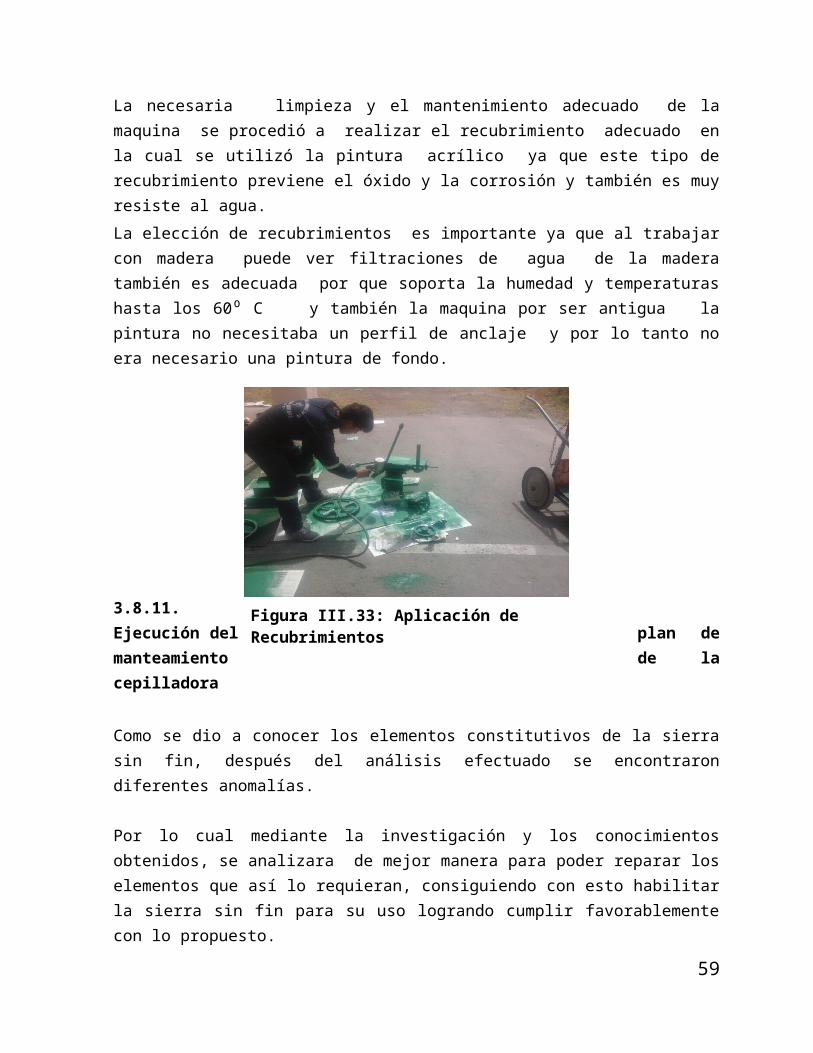
Instalación eléctrica
Mantenimiento del motor
62
Engrasé del motor
Verificación del bobinado
63
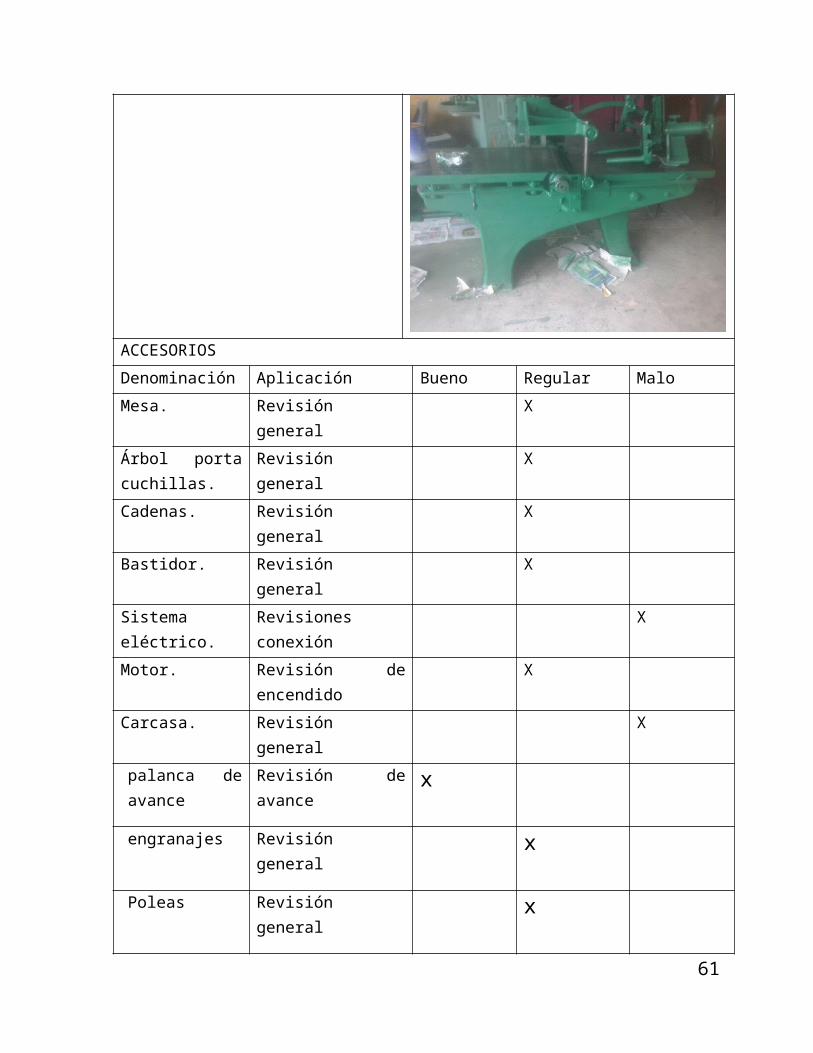
64

Pintura y recubrimiento
Pintado de las partes solidas
65
Instalación de las partes de la maquina
Armar la maquina
66
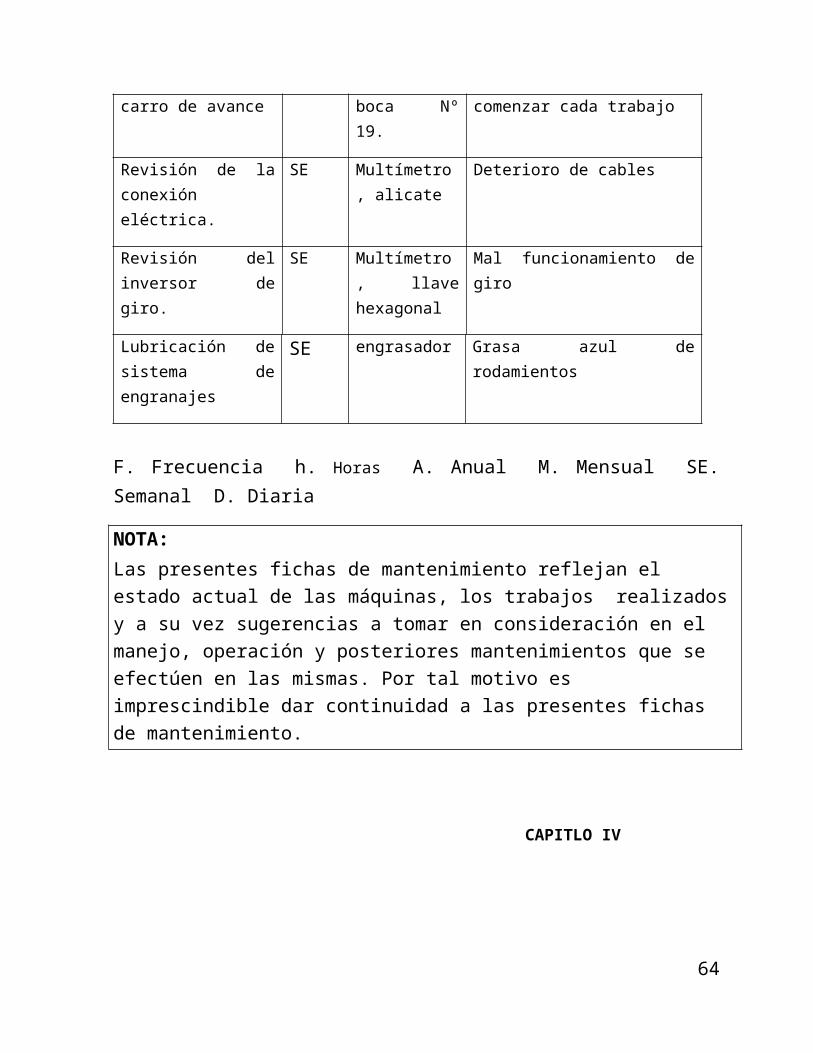
Limpieza torno emco
Desmontaje
67
Pintado de la maquina
Pintado de las piezas de los tornos
Secado de las bases del torno
68
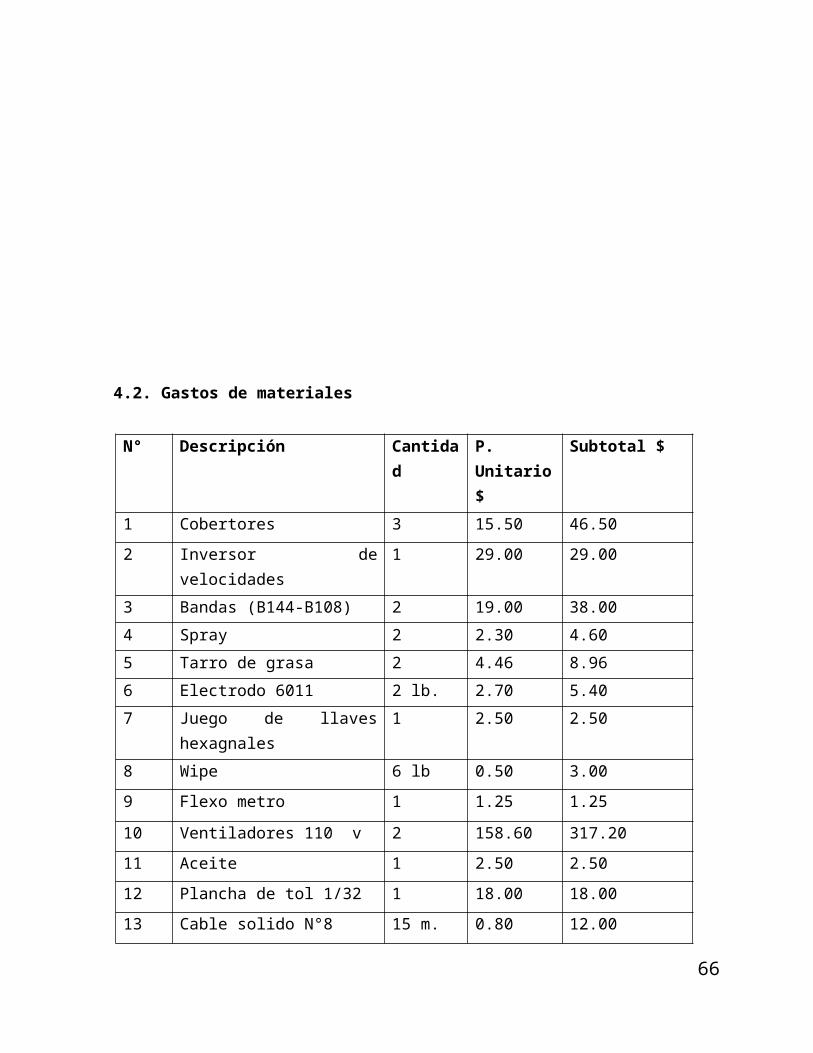
Secado de los accesorios del torno
69
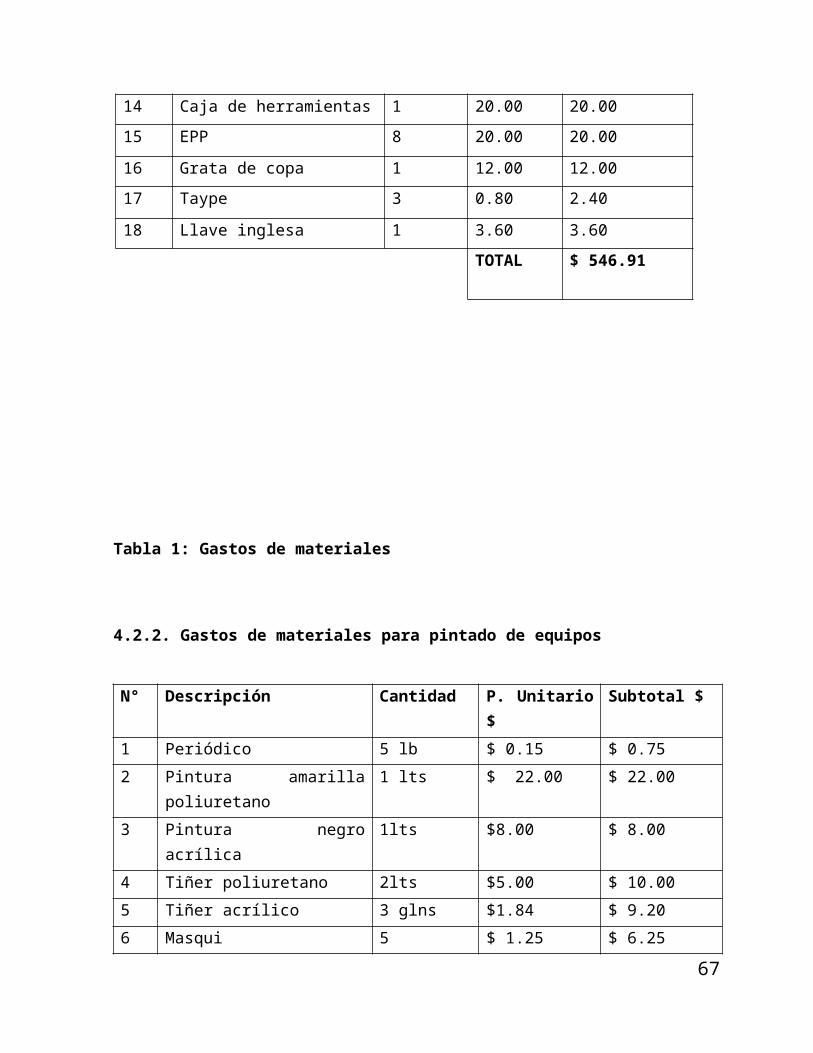
70
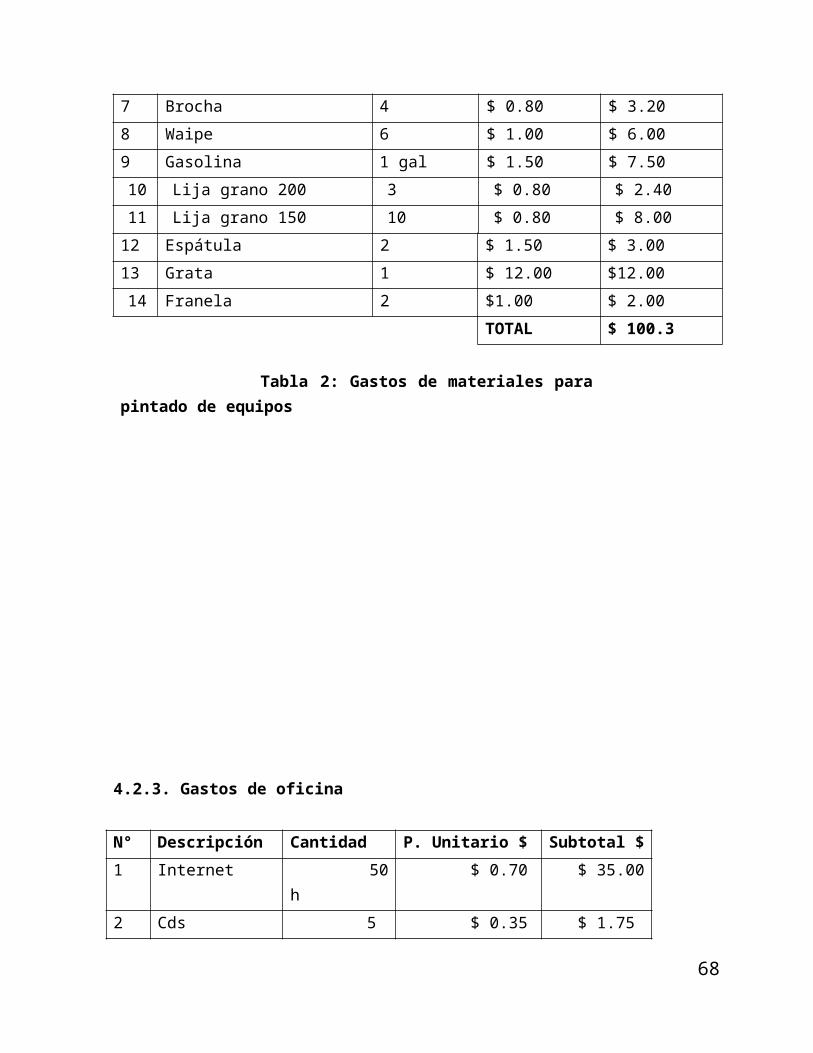
71
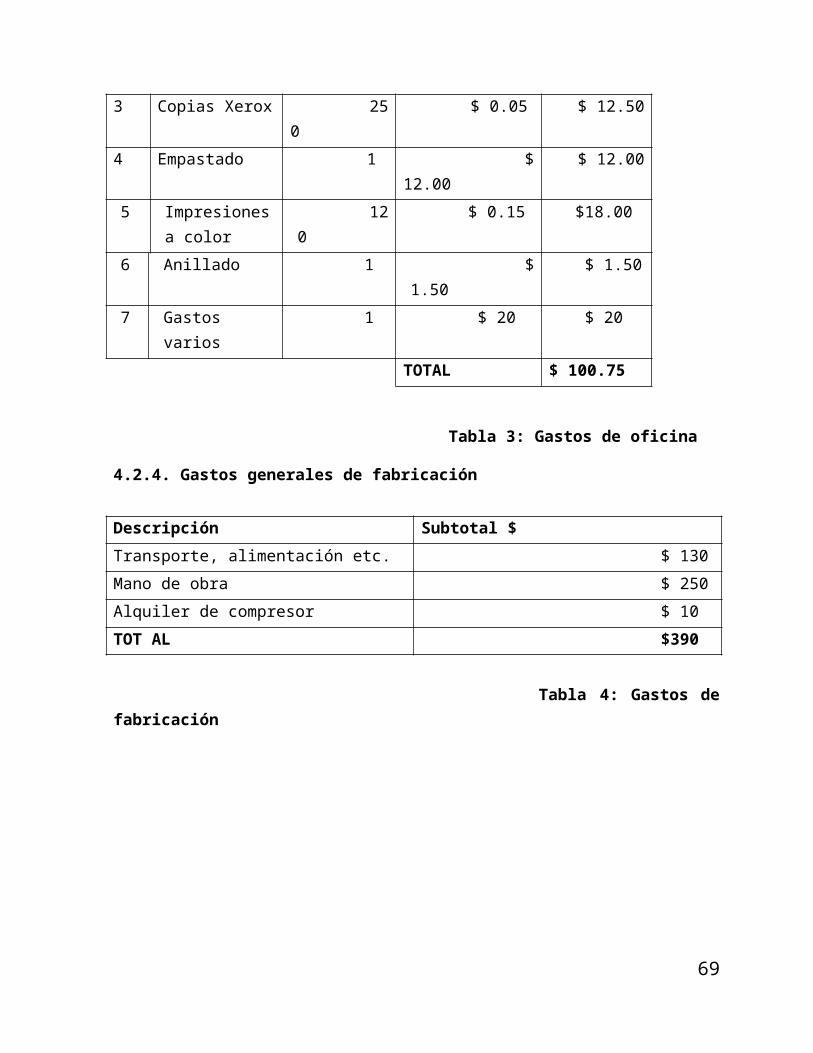
72
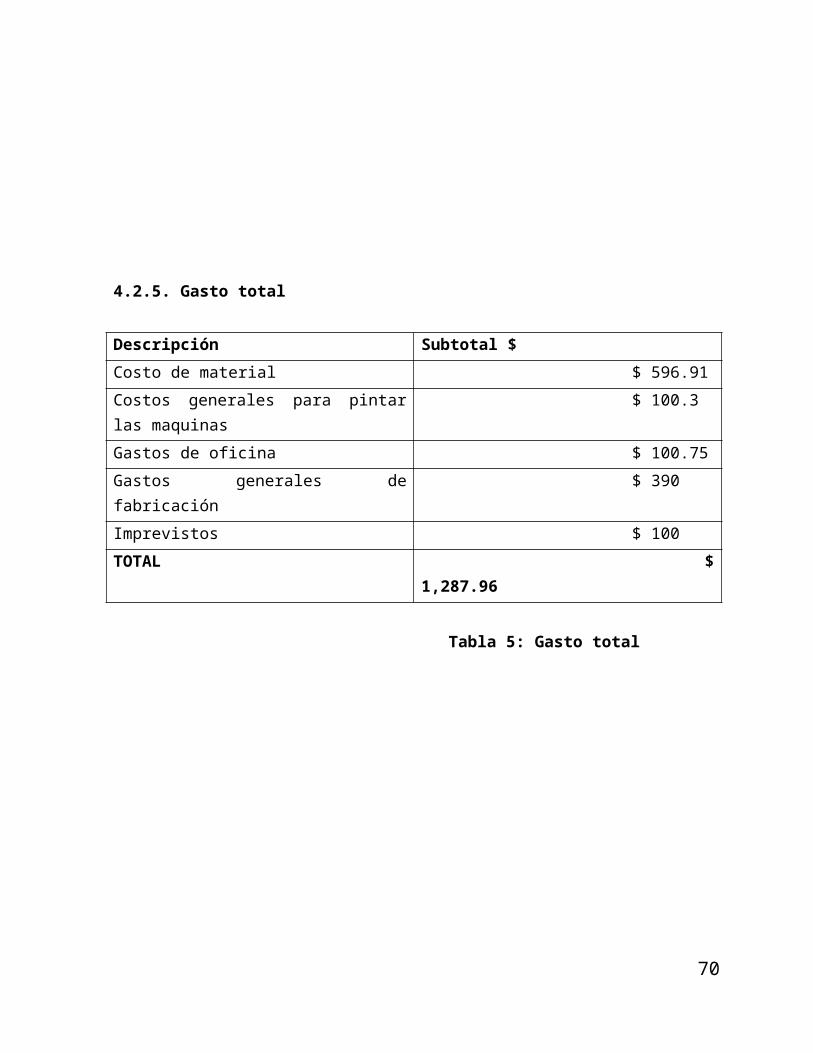
73
74


















