UNIVERSIDAD CENTRAL DEL ECUADOR FACULTAD DE CIENCIAS ... · “OBTENCIÓN DE POLI(ACIDO LÁCTICO) A...
96
UNIVERSIDAD CENTRAL DEL ECUADOR FACULTAD DE CIENCIAS QUÍMICAS CARRERA DE QUÍMICA DE ALIMENTOS OBTENCIÓN DE Poli(Ácido Láctico) A PARTIR DE LACTOSUERO DE QUESERÍA ASISTIDO POR MICROONDAS AUTOR: Vicente Damián Barba Calvachi [email protected] Tesis Para Optar Por El Título Profesional de: QUÍMICO DE ALIMENTOS TUTOR: Dr. Ronny Adrián Flores Ortega [email protected] Quito, junio del 2015
Transcript of UNIVERSIDAD CENTRAL DEL ECUADOR FACULTAD DE CIENCIAS ... · “OBTENCIÓN DE POLI(ACIDO LÁCTICO) A...
UNIVERSIDAD CENTRAL DEL ECUADOR
FACULTAD DE CIENCIAS QUÍMICAS
CARRERA DE QUÍMICA DE ALIMENTOS
OBTENCIÓN DE Poli(Ácido Láctico) A PARTIR DE LACTOSUERO DE
QUESERÍA ASISTIDO POR MICROONDAS
AUTOR: Vicente Damián Barba Calvachi
Tesis Para Optar Por El Título Profesional de:
QUÍMICO DE ALIMENTOS
TUTOR: Dr. Ronny Adrián Flores Ortega
Quito, junio del 2015

ii
Barba Calvachi, Vicente Damián (2015).
Obtención de poli(acido láctico) a partir de
lactosuero de quesería asistido por microondas.
Trabajo de investigación para optar por el grado
de Químico de Alimentos. Carrera de Química
de Alimentos. UCE. 96 pág.
iii
DEDICATORIA
A mis padres Vicente Fabián y Emma Patricia quienes me apoyaron
durante toda mi vida estudiantil.
A mi esposa Carla Alejandra quien me motivo para continuar y concluir
esta tesis.
A la luz de mi vida Paula Letizia ya que es ella quien me da la motivación y
las fuerzas para levantarme cada mañana.
iv
AGRADECIMIENTO
A la Universidad Central Del Ecuador. Facultad de Ciencias Químicas; ya que en
sus aulas tuve la oportunidad de estudiar y ser un profesional.
A mi director de tesis, Dr. Ronny Flores por su esfuerzo y dedicación, quien con sus
conocimientos, su experiencia, su paciencia y su motivación ha logrado en mí que pueda
terminar mis estudios con éxito.
A los profesores miembros del tribunal de tesis Dra. Susana López y Dr. Wilmer
Narváez por sus recomendaciones y apoyo durante el desarrollo de esta investigación.
A mis profesores durante toda mi carrera profesional porque todos han aportado con un
granito de arena a mi formación; en especial al Dr. Marco Moran que además de su
experiencia y conocimientos supo brindarme su amistad.
A todos mis compañeros que formaron parte de mi vida estudiantil y estuvieron siempre
brindándome su apoyo y amistad.
v
AUTORIZACIÓN DE LA AUTORÍA INTELECTUAL
Yo, VICENTE DAMIÁN BARBA CALVACHI en calidad de autor del trabajo de investigación o
tesis realizada sobre "OBTENCIÓN DE Poli(Ácido Láctico) A PARTIR DE LACTOSUERO DE
QUESERÍA ASISTIDO POR MICROONDAS", por la presente autorizo a la UNIVERSIDAD
CENTRAL DEL ECUADOR, hacer uso de todos los contenidos que me pertenecen o de parte de
los que contienen esta obra, con fines estrictamente académicos o de investigación.
Los derechos que como autor me corresponden, con excepción de la presente autorización,
seguirán vigentes a mi favor, de conformidad con lo establecido en los artículos 5.6.8; 19 y demás
pertinentes de la Ley de Propiedad Intelectual y su Reglamento
Quito, a 23 de junio del 2015
FIRMA
C.C. 1716250178
Correo: [email protected]
vi
UNIVERSIDAD CENTRAL DEL ECUADOR
FACULTAD DE CIENCIAS QUÍMICAS
CARRERA DE QUÍMICA DE ALIMENTOS
APROBACIÓN DEL TUTOR
Por la presente, dejo constancia que he leído la tesis presentada por el señor Vicente Damián Barba
Calvachi para optar por el título profesional de Químico de Alimentos cuyo tema es
“OBTENCIÓN DE POLI(ACIDO LÁCTICO) A PARTIR DE LACTOSUERO DE QUESERÍA
ASISTIDO POR MICROONDAS”, la misma que reúne los requerimientos, y los méritos
suficientes para ser sometida a evaluación por el tribunal calificador
En la ciudad de Quito, a los 9 días del mes de junio del 2015
Dr. RONNY ADRIÁN FLORES ORTEGA
CI. 1709556367
vii
APROBACIÓN JURADO
viii
CONTENIDOS
DEDICATORIA ................................................................................................................................ iii
AGRADECIMIENTO ........................................................................................................................ iv
CESIÓN DE DERECHOS .................................................................................................................. v
APROBACIÓN DEL TUTOR ........................................................................................................... vi
APROBACIÓN DEL JURADO ....................................................................................................... vii
CONTENIDOS ................................................................................................................................ viii
INDICE DE TABLAS ...................................................................................................................... xii
INDICE DE FIGURAS .................................................................................................................... xiv
INDICE DE ANEXOS ...................................................................................................................... xv
RESUMEN ....................................................................................................................................... xvi
ABSTRACT .................................................................................................................................... xvii
LUGAR DONDE SE REALIZÓ LA INVESTIGACIÓN ............................................................. xviii
CAPÍTULO I ....................................................................................................................................... 1
1. INTRODUCCIÓN .................................................................................................................... 1
1.1. Planteamiento del Problema ..................................................................................................... 1
1.2. Hipótesis de trabajo ................................................................................................................... 1
1.3. Objetivos de la Investigación .................................................................................................... 2
1.3.1. Objetivo General ............................................................................................. …..…….….2
1.3.2. Objetivos Específicos ......................................................................................................... 2
1.4. Importancia y justificación de la investigación ......................................................................... 2
CAPÍTULO II ..................................................................................................................................... 3
2. MARCO TEÓRICO .................................................................................................................. 3
2.1. Antecedentes ............................................................................................................................. 3
2.2. Fundamento Teórico ................................................................................................................. 6
2.2.1. Suero de quesería ó lactosuero de quesería......................................................................... 6
2.2.1.1. Producción .......................................................................................................................... 6
2.2.1.2. Tipos de sueros ................................................................................................................... 7
2.2.1.3. Composición ....................................................................................................................... 8
2.2.2. Ácido L-láctico ................................................................................................................... 9
2.2.2.1. Estructura ............................................................................................................................ 9
2.2.2.2. Obtención ............................................................................................................................ 9
2.2.2.2.1. Síntesis química ............................................................................................................. 10
2.2.2.2.2. Fermentación .................................................................................................................. 10
ix
2.2.2.3. Propiedades ....................................................................................................................... 11
2.2.3. Polímeros biodegradables ................................................................................................. 12
2.2.4. Propiedades de los Polímeros ........................................................................................... 14
2.2.4.1. Transición Vítrea vs. Fusión. ............................................................................................ 15
2.2.4.2. Peso Molecular ................................................................................................................. 15
2.2.4.3. Peso molecular promedio en número, Mn. ....................................................................... 16
2.2.4.4. Peso molecular promedio en peso, Mw ............................................................................ 16
2.2.4.5. Peso molecular promedio viscoso, Mv ............................................................................. 16
2.2.4.6. Propiedades mecánicas de los polímeros .......................................................................... 16
2.2.4.7. Resistencia ........................................................................................................................ 17
2.2.4.8. Elongación ........................................................................................................................ 17
2.2.4.9. Módulo .............................................................................................................................. 17
2.2.4.10. Tenacidad .......................................................................................................................... 18
2.2.4.11. Biodegradabilidad ............................................................................................................. 18
2.2.4.12. Condiciones de biodegradación ........................................................................................ 19
2.2.5. Poli(ácido láctico) ........................................................................................................... 200
2.2.5.1. Estructura ........................................................................................................................ 200
2.2.5.2. Propiedades ..................................................................................................................... 211
2.2.5.3. Aplicaciones ................................................................................................................... 211
2.2.5.4. Síntesis del poli(ácido láctico) ........................................................................................ 222
2.2.5.4.1. Síntesis por policondensación ...................................................................................... 233
2.2.5.4.2. Síntesis por apertura del ciclo………………………………………………………......23
2.2.5.5. Mecanismo de reacción .................................................................................................. 233
2.2.5.6. Catalizadores ................................................................................................................... 244
2.2.6. Microondas ..................................................................................................................... 255
2.2.6.1. Fundamentación del calentamiento ................................................................................ 255
2.2.7. Dispersión dinámica de luz - DLS .................................................................................. 266
CAPÍTULO III ................................................................................................................................ 277
3. METODOLOGÍA ................................................................................................................. 277
x
3.1. Tipo de investigación ............................................................................................................ 277
3.2. Población y muestra .............................................................................................................. 277
3.2.1. Población ........................................................................................................................ 277
3.2.2. Muestra ........................................................................................................................... 277
3.3. Diseño experimental ............................................................................................................. 277
3.3.1. Variables de la investigación ............................................................................................ 28
3.3.1.1. Variables dependientes ..................................................................................................... 28
3.3.1.2. Variables independientes .................................................................................................. 28
3.4. Técnicas e instrumentos analíticos .......................................................................................... 33
3.4.1. Métodos ........................................................................................................................... .33
3.4.1.1. Caracterización del lactosuero .......................................................................................... 33
3.4.1.2. Desproteinización y desengrasado del lactosuero ............................................................. 34
3.4.1.3. Precipitación del ácido láctico .......................................................................................... 34
3.4.1.4. Cuantificación del ácido láctico ........................................................................................ 34
3.4.1.5. Preparación del PLA ......................................................................................................... 34
3.4.1.6. Caracterización del PLA ................................................................................................... 35
3.4.2. Diagrama de flujo de obtención de PLA........................................................................... 37
3.4.3. Equipos ............................................................................................................................. 38
3.4.4. Materiales ......................................................................................................................... 38
3.4.5. Reactivos........................................................................................................................... 39
CAPÍTULO IV .................................................................................................................................. 40
4. RESULTADOS Y DISCUSIÓN……...……………………………………………...………….40
4.1. Caracterización del lactosuero .......................................................................................... 40
4.2. Síntesis de poli(ácido láctico) ........................................................................................... 40
4.3. Resultados punto de fusión ............................................................................................... 41
4.3.1. Análisis de varianza univariante ....................................................................................... 43
4.3.2. Pruebas post hoc ............................................................................................................... 45
4.3.2.1. Concentración ................................................................................................................... 45
4.3.2.2. Tiempo de reacción ........................................................................................................... 46
4.3.2.3. Temperatura ...................................................................................................................... 47
xi
4.4. Resultados de rendimiento ................................................................................................ 47
4.4.1. Análisis de varianza univariante ....................................................................................... 50
4.4.2. Pruebas post hoc ............................................................................................................... 52
4.4.2.1. Concentración ................................................................................................................... 52
4.4.2.2. Tiempo de reacción ........................................................................................................... 52
4.4.2.3. Temperatura ...................................................................................................................... 53
4.5. Resultados de viscosidad .................................................................................................. 54
4.5.1. Análisis de varianza univariante ....................................................................................... 57
4.5.2. Pruebas post hoc ............................................................................................................... 58
4.5.2.1. Concentración ................................................................................................................... 58
4.5.2.2. Tiempo de reacción ........................................................................................................... 59
4.5.2.3. Temperatura ...................................................................................................................... 60
4.6. Resultados de peso olecular .............................................................................................. 61
4.6.1. Análisis de varianza univariante ....................................................................................... 62
4.6.2. Pruebas post hoc ............................................................................................................... 64
4.6.2.1. Tiempo de reacción ........................................................................................................... 64
4.6.2.2. Temperatura ...................................................................................................................... 65
4.7. Relación peso molecular - viscosidad ............................................................................... 66
4.8. Relación peso molecular – punto de fusión ...................................................................... 67
CAPITULO V CONCLUSIONES Y RECOMENDACIONES ....................................................... 69
Conclusiones ..................................................................................................................................... 69
Recomendaciones .............................................................................................................................. 70
BIBLIOGRAFÍA ........................................................................................................................... ...71
ANEXOS.......................................................................................................................................... 74
xii
LISTA DE TABLAS
Tabla 2-1. Composición del lactosuero ............................................................................................... 8
Tabla 2-2. Propiedades del ácido láctico ........................................................................................... 11
Tabla 2-3. Polímeros biodegradables disponibles en el mercado...................................................... 13
Tabla 2-4. Características térmicas y mecánicas de los polímeros PLA ........................................... 21
Tabla 2-5. Aplicaciones de polimeros a base de ácido láctico ........................................................ 222
Tabla. 3-1 Diseño experimental: Tratamientos – Catalizador 1: CaO .............................................. 29
Tabla. 3-2 Diseño experimental: Tratamientos – Catalizador 2: ZnO .............................................. 30
Tabla. 3-3 Tratamientos a realizar de acuerdo a un sorteo al azar .................................................... 31
Tabla 3-4 Ordenamiento de ensayos a realizar de acuerdo al sorteo al azar…………………..…...32
Tabla. 4-1 Composición de lactosuero .............................................................................................. 40
Tabla. 4-2 Resultados de punto de fusión ......................................................................................... 41
Tabla. 4-3 Factores inter – sujetos punto de fusión ......................................................................... .44
Tabla. 4-4 Prueba de los efectos inter-sujetos punto de fusión ........................................................ .44
Tabla. 4-5 Comparaciones multiples concentración ......................................................................... 45
Tabla 4-6 Prueba de Tukey………………………...………………………………………………45
Tabla. 4-7 Comparaciones múltiples tiempo de reacción ................................................................. 46
Tabla. 4-8 Prueba de Tukey .............................................................................................................. 46
Tabla. 4-9 Comparaciones múltiples temperatura ............................................................................. 47
Tabla. 4-10 Prueba de Tukey ............................................................................................................ 47
Tabla. 4-11 Resultados de rendimiento ............................................................................................. 48
Tabla. 4-12 Factores inter – sujetos rendimiento .............................................................................. 50
Tabla. 4-13 Prueba de los efectos inter-sujetos rendimiento ............................................................. 51
Tabla. 4-14 Comparaciones múltiples concentración ....................................................................... 52
Tabla 4-15 Prueba de Tukey……………………………………………………….………………52
Tabla. 4-16 Comparaciones múltiples tiempo de reacción ............................................................... 53
Tabla. 4-17 Prueba de Tukey ............................................................................................................ 53
Tabla. 4-18 Comparaciones múltiples temperatura ........................................................................... 54
Tabla. 4-19 Prueba de Tukey ............................................................................................................ 54
Tabla. 4-20 Resultados de viscosidad ............................................................................................... 55
Tabla. 4-21 Factores inter – sujetos punto de viscosidad .................................................................. 57
Tabla. 4-22 Prueba de los efectos inter-sujetos viscosidad ............................................................... 58
Tabla. 4-23 Comparaciones múltiples concentración ....................................................................... 59
Tabla 4-24 Prueba de Tukey……………………………………….………………………………59
Tabla. 4-25 Comparaciones múltiples tiempo de reacción ............................................................... 60
Tabla. 4-26 Prueba de Tukey ............................................................................................................ 60
Tabla. 4-27 Comparaciones múltiples temperatura ........................................................................... 61
xiii
Tabla. 4-28 Prueba de Tukey ............................................................................................................ 61
Tabla. 4-29 Resultados de peso molecular ........................................................................................ 62
Tabla. 4-30 Factores inter – sujetos peso molecular ......................................................................... 63
Tabla. 4-31 Prueba de los efectos inter-sujetos peso molecular ........................................................ 64
Tabla. 4-32 Comparaciones múltiples tiempo de reacción ............................................................... 64
Tabla. 4-33 Prueba de Tukey……………………………………….……………………………....65
Tabla. 4-34 Comparaciones múltiples temperatura ........................................................................... 65
Tabla. 4-35 Prueba de Tukey ............................................................................................................ 66
Tabla 4-36 Peso molecular - viscosidad……………………………………………………….....67
Tabla 4-37 Peso molecular - punto de fusión………………………………………………………68
xiv
LISTA DE FIGURAS
Figura 2-1. Ácido láctico. Isómeros………...…………………………………..…………………...9
Figura 2-2. Mecanismo propuesto por Kishida ................................................................................. 10
Figura 2-3. Ruta para la completa biodegradación de un plástico hidrofóbico ................................. 18
Figura 2-4. Ácido L-poliláctico ......................................................................................................... 20
Figura 2-5. Esquema de producción de PLA vía un prepolímero ..................................................... 24
Figura 3-1. Diagrama de Flujo de obtención de PLA ....................................................................... 37
Figura 4-1. Punto de fusión de los polímeros sintetizados………………………………..…….….42
Figura 4-2. Rendimiento de los polímeros sintetizados…………………………..…………..……49
Figura 4-3. Viscosidad a temperatura de los polímeros sintetizados…………………………….....56
Figura 4-4 Peso molecular de los polímeros sintetizados…………………………………………..63
Figura 4-5 Relación entre el peso molecular y la viscosidad……………………………………....67
Figura 4-6 Relación entre el peso molecular y el punto de fusión………………………………....68
xv
LISTA DE ANEXOS
Anexo 1: Datos composición del lactosuero ..................................................................................... 74
Anexo 2: Datos de puntos de fusión en ºC ........................................................................................ 74
Anexo 3: Datos de rendimiento en gramos ....................................................................................... 75
Anexo 4: Datos de viscocidad en cP ................................................................................................. 77
Anexo 5: Datos de peso molecular en Da ......................................................................................... 78
xvi
RESUMEN
Los plásticos son polímeros que presentan casi nula degradabilidad lo que significa un problema
ambiental cuando se descartan. Por otro lado, el lactosuero, un desecho industrial, generalmente
contamina los afluentes cercanos a las empresas lácteas. En cambio, el poli(ácido láctico) o PLA es
un polímero biodegradable que se obtiene del ácido láctico extraído del lactosuero. El objetivo del
presente estudio fue sintetizar PLA, partir del ácido láctico extraído de lactosuero de quesería,
mediante radiación con microondas probando dos catalizadores, óxido de calcio y óxido de zinc en
diferentes concentraciones (0 g, 1 g, y 3 g), a distintas temperaturas de síntesis (110 ºC, 150 ºC y
190 ºC) y varios tiempos de reacción (10, 20, y 30 minutos). Para la caracterización del polímero
obtenido se analizaron sus propiedades físicas (punto de fusión, viscosidad y peso molecular). En
base a los resultados obtenidos, las condiciones que más favorecieron para la formación del PLA
fueron 1 g de catalizador CaO a 150 ºC durante 20 minutos, formando un oligómero de peso
molecular de 9,13 x 103 Daltons.
PALABRAS CLAVE
POLI (ACIDO LÁCTICO), LACTOSUERO, PLÁSTICO BIODEGRADABLE, MICROONDAS

xvii
ABSTRACT
Plastics are polymers that have almost null degradability, which means an environmental problem
when discarded. Furthermore, the whey, an industrial waste, usually pollute the surrounding
affluents to the milk businesses. However, poly (lactic acid) or PLA is a biodegradable polymer
obtained from lactic acid extracted from whey. The purpose of this study was to synthesize PLA
from lactic acid extracted from whey cheese, by microwave radiation testing two catalysts, calcium
oxide and zinc oxide in different concentrations (0 g, 1 g and 3 g), and at different synthesis
temperatures (110 °C, 150 °C and 190 °C) and various reaction times (10, 20, and 30 minutes). For
the characterization of the obtained polymer, physical properties (melting point, viscosity and
molecular weight) were analyzed. Based on this results, the most favored conditions for the
formation of PLA were 1 g of catalyst CaO at 150 °C for 20 minutes, forming an oligomer of
molecular weight of 9.13 x 103 Daltons.
KEYWORDS
POLI (LACTIC ACID), WHEY, BIODEGRADABLE PLASTIC, MICROWAVE

xviii
LUGAR DONDE SE REALIZÓ LA INVESTIGACIÓN:
La presente investigación se realizó en los laboratorios de Química Ambiental y de Coloideoqímica
pertenecientes a la Facultad de Ciencias Químicas de la Universidad Central del Ecuador.
1
CAPÍTULO I
INTRODUCCIÓN
1.1. Planteamiento del Problema
La gran producción de la industria láctea genera una elevada cantidad de lactosuero, que se
compone principalmente de lactosa y proteína (lactoglobulinas), el cual, en muchas ocasiones, es
desechado a los afluentes más próximos a las industrias, lo que genera una severa contaminación de
los ríos a causa de la alta demanda tanto biológica como química de oxígeno que este material
produce, reduciendo la vida de los sistemas acuáticos (Valencia T. , 2009).
Las proteínas y lactosa que contiene el lactosuero, producto de desecho de la elaboración de
quesos, pueden ser reprocesadas, por ejemplo, en la elaboración de piensos para la alimentación de
ganado y en la fermentación de la lactosa para la extracción de ácido láctico. El ácido láctico es de
utilidad en la industria de alimentos, textil y cosmética; además, es una nueva alternativa para la
fabricación de materiales de tipo plástico biodegradable (Valencia T. , 2009).
En época reciente ha tomado gran importancia la acumulación de desechos sólidos en el ambiente,
que representan un problema de disposición final, ya que las superficies destinadas a rellenos
sanitarios se ven cada vez más limitadas. Dentro de los desechos sólidos se ha puesto gran atención
a los materiales plásticos, debido a su producción en rápida expansión, aparte de su difícil o nula
degradación y su permanencia durante decenios en basureros y rellenos sanitarios (Volke, Los
plasticos en la actualidad y su efecto en el entorno, 1998).
La presente investigación se enfocó en la producción de un polímero biodegradable, el poli(ácido
láctico) o PLA, utilizando como materia prima el lactosuero, residuo de la industria quesera, lo que
ayudará a resolver problemas ambientales como el tratamiento de desechos, tanto en la utilización
de lactosuero como en la elaboración de materiales biodegradables. Por esta razón, parece
razonable intentar encontrar las condiciones más favorables en el laboratorio para la síntesis de
PLA.
1.2. Hipótesis de trabajo
El uso de radiación de microondas catalizada con CaO o ZnO es un método adecuado para
sintetizar poli(ácido láctico) a partir de ácido láctico.
2
1.3. Objetivos de la Investigación
1.3.1. Objetivo General
Determinar las condiciones más favorables en el laboratorio utilizando radiación de microondas
para la síntesis de poli(ácido láctico) a partir de lactosuero.
1.3.2. Objetivos Específicos
Caracterizar el lactosuero para conocer su composición química y la concentración de
ácido láctico que contiene.
Extraer ácido láctico a partir de lactosuero ácido de quesería para que sea utilizado en la
síntesis de poli(ácido láctico).
Analizar las condiciones de síntesis de poli(ácido láctico), variando tipo de catalizador,
cantidad de catalizador, tiempo y temperatura de reacción, para determinar cuáles son las
más favorables para la polimerización.
Caracterizar el producto de cada una de las reacciones mediante la determinación de sus
propiedades físicas (punto de fusión, viscosidad y peso molecular) para verificar la
formación de poli(ácido láctico) en cada uno de los ensayos.
1.4. Importancia y justificación de la investigación
Las razones que justifican y dan importancia a la realización de esta tesis son:
La búsqueda de nuevos materiales biodegradables que tenga una mayor facilidad de ser
manejados luego de su disposición final para causar el menor impacto contra el ambiente.
La alternativa de utilización del lactosuero, un desecho de la industria de alimentos, como
materia prima para la obtención del PLA, dándole un valor agregado a un subproducto de
la industria láctea.
El desarrollo de un nuevo método para la obtención de PLA, que permita la utilización de
lactosuero como materia prima, con técnicas amigables con el ambiente.
3
CAPÍTULO II
MARCO TEÓRICO
2.1. Antecedentes
La tendencia en la actualidad, debido a los problemas de contaminación que se presentan, es
producir materiales que sean fáciles en su manejo como desechos, es decir, que sean fáciles de
degradar; el poli(ácido láctico) es un material que brinda esta alternativa por lo que se lo ha estado
estudiando desde hace poco más de 10 años inicialmente en medicina en países como Estados
Unidos, Japón y Finlandia.
A nivel, mundial se han realizado muchos estudios sobre alternativas para el uso del lactosuero;
estos estudios abarcan varios campos como son: la fermentación para la producción del ácido
láctico, el uso de la proteína para la alimentación, tratamientos previos antes de su evacuación a los
afluentes, entre los principales.
“En el año de 1997, Cargill, empresa dedicada a negocios en el ámbito agropecuario, y
Dow Chemical se asociaron para desarrollar un poliéster biodegradable, que se sintetiza a
partir de dextrosa (glucosa) obtenida de maíz. Básicamente, estas empresas lograron
transformar azúcar en un plástico denominado poli(ácido láctico) (PLA), comercializado
bajo los nombres de NatureWorks PLA e INGEO” (Varela, 2004, p. 43).
Ese desarrollo se basa en la teoría de que se pueden obtener recursos renovables a partir de
desechos, el polímero obtenido comparte las características del PET, comúnmente utilizado en la
industria de bebidas para envasar productos. EL PLA al ser un derivado del ácido láctico es
biodegradable y fácil de conseguir puesto que se elabora a base de productos ricos en almidón.
Existen estudios sobre el PLA a nivel de Sudamérica. En Colombia, la Universidad Tecnológica de
Pereira, publicó en la revista Scientia Et Technica en el 2007 la obtención de PLA a través de una
reacción de poli-condensación del ácido láctico utilizando zinc metálico como catalizador en
condiciones de vacío y atmosfera inerte (Estupiñan , Parada, Laverde, Peña, & Vasquez, 2007).
La mencionada investigación describe:
“un catalizador y un proceso para la obtención selectiva de α-alquilcinamaldehídos, y más
específicamente Jasminaldehido, por reacción directa entre n-alquilaldehídos y derivados
4
del benzaldehído utilizando como catalizadores ácidos heterogéneos: fosfatos de aluminio
(ALPO), silicoaluminofosfatos (SAPO), y silicoaluminatos (SAM) y como catalizadores
básicos sus correspondientes nitrurados: fosfatos de aluminio oxinitrurados (ALPON),
silicoaluminofosfatos oxinitrurados (SAPON), y silicoaluminatos oxinitrurados
(SAMON)” (Estupiñan , Parada, Laverde, Peña, & Vasquez, 2007).
Otro estudio relacionado con la producción de PLA usando zinc metálico para aplicaciones
biomédicas en la elaboración de prótesis se llevó a cabo en Universidad Industrial de
Santander y fue publicado en la revista Chilena de Ingeniería en el 2009; el estudio en
mención, toma como antecedente las múltiples aplicaciones que ha tenido el ácido poli (L-
láctico) (APL) para aplicaciones biomédicas tales como suturas e implantes bioabsorbibles
debido a la posibilidad que presentan para permitir el crecimiento controlado de tejido
biológico durante su biodegradación (Estupiñan , Parada, Laverde, Peña, & Vasquez,
2007).
El trabajo en mención, obtuvo APL la policondensación de ácido láctico a través de un catalizador
de zinc metálico en condiciones de vacío y atmósfera inerte.
“Se variaron las concentraciones de Zn++ y el tiempo de polimerización con el fin de
obtener varias muestras que fueron caracterizadas mediante espectroscopia infrarroja (IR),
calorimetría diferencial de barrido (DSC), análisis termogravimétrico (TGA) y microscopia
electrónica de barrido (SEM). Se obtuvieron recubrimientos poliméricos por
electrodeposición catódica sobre sustratos de Ti6Al4V, usando una celda electrolítica con
capacidad de 200ml y dos ánodos de grafito cuya área expuesta fue de 12,57 cm2. El
electrolito consistió en una disolución 30:70 v/v de APL y acetona. Las variables
involucradas fueron: voltaje, tiempo, temperatura, velocidad de agitación y las condiciones
de preparación del polímero. Los recubrimientos obtenidos se caracterizaron mediante
microscopia óptica y ataque químico. Los resultados revelaron la obtención de APL y la
influencia del iniciador de Zn++, el cual promovió la migración y formación de grupos
catiónicos que lograron neutralizarse y condensarse sobre Ti6Al4V bajo cargas catódicas.
El análisis térmico mostró que en el rango de temperatura, entre 25 °C - 50 °C, no hubo
variaciones importantes en la degradación térmica, indicando que el material podría ser
utilizado para recubrir implantes ortopédicos” (Estupiñan , Parada, Laverde, Peña, &
Vasquez, 2007).
En cuanto a la obtención de polímeros a partir del lactosuero de quesería, existe un estudio
realizado por la Universidad Nacional de Agronomía de Medellín, que determina la importancia del
5
lactosuero de quesería como un subproducto líquido obtenido después de la precipitación de la
caseína durante la elaboración del queso.
“El lactosuero contiene principalmente lactosa, proteínas como sustancias de importante
valor nutritivo, minerales, vitaminas y grasa. La composición y tipo de lactosuero varía
considerablemente dependiendo del tipo de leche, tipo de queso elaborado y el proceso de
tecnología empleado. La lactosa es el principal componente nutritivo (4,5 % p-v), proteína
(0,8% p/v), y lípidos (0,5%)… un número de usos comerciales se han obtenido como
etanol, ácidos orgánicos, bebidas no alcohólicas, bebidas fermentadas, biomasa, polímeros,
películas comestibles, medio de soporte para encapsular sustancias, producción de xantana,
enzimas, separación de la lactosa para fines endulzantes en alimentos entre otras
aplicaciones” (Parra, 2008, p. 32).
Por otra parte, el grupo de científicos del proyecto WheyLayer que trabaja en Cataluña financiado
por la Unión Europea, ha desarrollado la manera de obtener un bioplástico a partir del suero de
leche subproducto de la elaboración de quesos.
“Plásticos como el PE (polietileno) y PP (polipropileno) son excelentes barreras para la humedad,
pero para mantener el oxígeno, deben ser recubiertos con polímeros sintéticos caros. La mayoría de
estos polímeros, tales como EVOH (etileno vinil alcohol polímero) y PVDC (cloruro de polivinilo
polímero), son a base de petróleo y extremadamente difícil volver a utilizar, ya que es casi
imposible separar cada capa de reciclaje individual” (Union Europea, 2012, p. 21).
“un Análisis life cycle mostró una reducción significativa de su impacto ambiental en
comparación con embalaje estándar, y una evaluación preliminar demostró que cumplía las
regulaciones de seguridad alimentaria. Una solicitud de patente se llenó siguiendo el
proceso de recubrimiento y se construyó un prototipo de máquina WheylLyer, que alcanzó
velocidad de producción semi-industrial, manteniendo las propiedades satisfactorias de
barrera” (Union Europea, 2012, p. 21).
El proyecto WheyLayer 2, que se inició en agosto de 2012 estuvo centrado en “la ampliación de los
prometedores resultados obtenidos en el proyecto WheyLayer, para probar su potencial
industrialización y conducir a su comercialización centrándose en artículos de envasado final,
como películas, bandejas, ampollas, tubos y latas y funcionalidades adicionales como la
convertibilidad, capacidad de impresión, barrera UV” (Union Europea, 2012, p. 21).
6
La base de este proyecto es la utilización del suero de leche, como un derivado de la producción de
queso; mismo que ofrece similares características de bloqueo de oxígeno, pero es mucho más
barato y más ecológico. Por su parte, la compañía de investigación IRIS, misma que forma parte de
la comisión designada por la Unión Europea para el desarrollo del proyecto WhwyLayer desarrolló
un nuevo envase que reemplaza las fibras sintéticas con fibras de proteínas del suero de leche que
recubren el plástico, lo que ahorra dinero y hace que el embalaje sea más fácil de reciclar; después
de que el envase es utilizado, “la proteína del suero de leche puede ser química o enzimáticamente
eliminada, y el plástico subyacente puede ser fácilmente reciclado o reutilizado para hacer nuevos
envases” (Union Europea, 2012, p. 21).
Por su parte, en la presente investigación pretende sintetizarse el poli(ácido láctico) a partir de
lactosuero, un desecho de la industria láctea, con el fin de darle un destino diferente a la
disposición final, además, se experimentará con nuevos catalizadores en una reacción asistida por
microondas para mejorar la reacción.
2.2. Fundamento teórico
2.2.1. Suero de quesería ó lactosuero de quesería
El suero de quesería puede definirse como el líquido resultante de la coagulación de la leche en la
fabricación del queso tras la separación de la mayor parte de la caseína y de la grasa (Moya, 1995).
2.2.1.1. Producción
Se estima que a partir de 10 litros de leche de vaca pueden producirse de 1 a 2 kg de queso y un
promedio de 8 a 9 kg de suero. Al representar cerca del 90% del volumen de la leche, contiene la
mayor parte de los compuestos hidrosolubles de ésta, el 95% de lactosa (azúcar de la leche), el 25%
de las proteínas y el 8% de la materia grasa de la leche (Valencia & Ramirez, 2009).
La producción mundial anual de suero lácteo es de aproximadamente 145 millones de toneladas, de
las cuales 6 millones son de lactosa (Valencia & Ramirez, 2009).
A nivel mundial los mayores productores de quesos, y por ende, de suero de quesería son:
Estados Unidos
Francia
7
Alemania
Italia
Holanda
En el Ecuador se procesaron, durante el 2008, cerca de 7.383.000 litros de leche. La disponibilidad
de leche cruda en el país es alrededor de 3,5 a 4,5 millones de litros por día, siendo para consumo
humano e industrial aproximadamente 75% de la producción. El 90% de las principales industrias
procesadoras de lácteos se encuentran ubicadas en la Sierra y se dedican, principalmente, a la
producción de leche pasteurizada, quesos y crema de leche, ocupando un plano secundario los otros
derivados lácteos. En el país son seis empresas las productoras más grandes de lácteos,
destacándose a nivel regional, por su producción diaria de leche en la Sierra: Nestlé - DPA con una
producción de 300.000 litros; Andina con 110.000 litros; Nutrileche con 140.000 a 160.000 litros y
Pasteurizadora Quito con 160.000 a 180.000 litros, y en la Costa: Rey leche y Tony con 160.000 a
180.000 litros.
Para el año 2011 la tasa anual de crecimiento del ganado vacuno fue de 2,0% a nivel nacional. La
región Sierra cuenta con mayor cantidad de ganado, un 51,0% total nacional, seguido por la Costa
con 36,7% y el Oriente con 12,3%. En términos de crecimiento, la región Sierra obtuvo el
porcentaje más importante con 3,6%. Mientras que, la Costa presentó un crecimiento de 0,6% y el
Oriente una disminución de 0,1%. Respecto a la producción de leche, la región Sierra es la que más
aporta con un 75,9%, seguido de la Costa con el 16,6% y el Oriente con el 7,6%. En relación al
promedio de litros de leche por vaca producidos, la región que más se destaca es la Sierra con 6,7
litros/vaca, debido, principalmente, a la gran cantidad de ganado lechero presente y a pastos
cultivados y naturales que sirven para su alimentación. La región Oriental ocupa el segundo lugar
con 4,7 litros/vaca y por último la región Costa con 3,6 litros/vaca (INEC, 2011).
En el Ecuador existen 30 empresas industrializadas, y 250 empresas artesanales dedicadas a la
producción quesera de las que se producen 444.195 ton/año de lactosuero.
Según el sector, solo el 5% de la producción de leche nacional va para el queso industrializado,
mientras que el 25% es para producir queso artesanal lo cual da un 30% de la producción total. Este
dato arroja que aproximadamente se utilizan 2.4 millones de litros al año para producción quesera
de los cuales es 1.7 millones son de suero láctico (Barreno, Quillupangui, Salazar, & Vizcaino,
2009).
8
2.2.1.2. Tipos de sueros
El suero se clasifica de acuerdo a su pH en:
Suero dulce: pH mayor a 5.8
Suero medio: pH entre 5.8 y 5.0
Suero ácido: pH menor a 5.0
Suero Dulce: se obtiene de la coagulación enzimática de la leche. La precipitación de las proteínas
se produce por hidrólisis específica de la caseína. Por lo tanto el pH es próximo al de la leche
inicial y no hay variación de la composición mineral (López, García, & Quintero, 2004).
Suero Ácido: proviene de una coagulación ácida o láctica de la caseína, presentando un pH
próximo a 4,5. Se produce al alcanzar el punto isoeléctrico de la caseína con anulación de las
cargas eléctricas que las mantienen separadas por las fuerzas de repulsión que generan, impidiendo
la floculación. Conlleva una total desmineralización de la micela y la destrucción de la estructura
micelar (gel muy frágil). Es un suero muy mineralizado pues contiene más del 80% de los
minerales de la leche de partida. En éste, el ácido láctico secuestra el calcio del complejo de
paracaseinato cálcico, produciendo lactato cálcico (López, García, & Quintero, 2004).
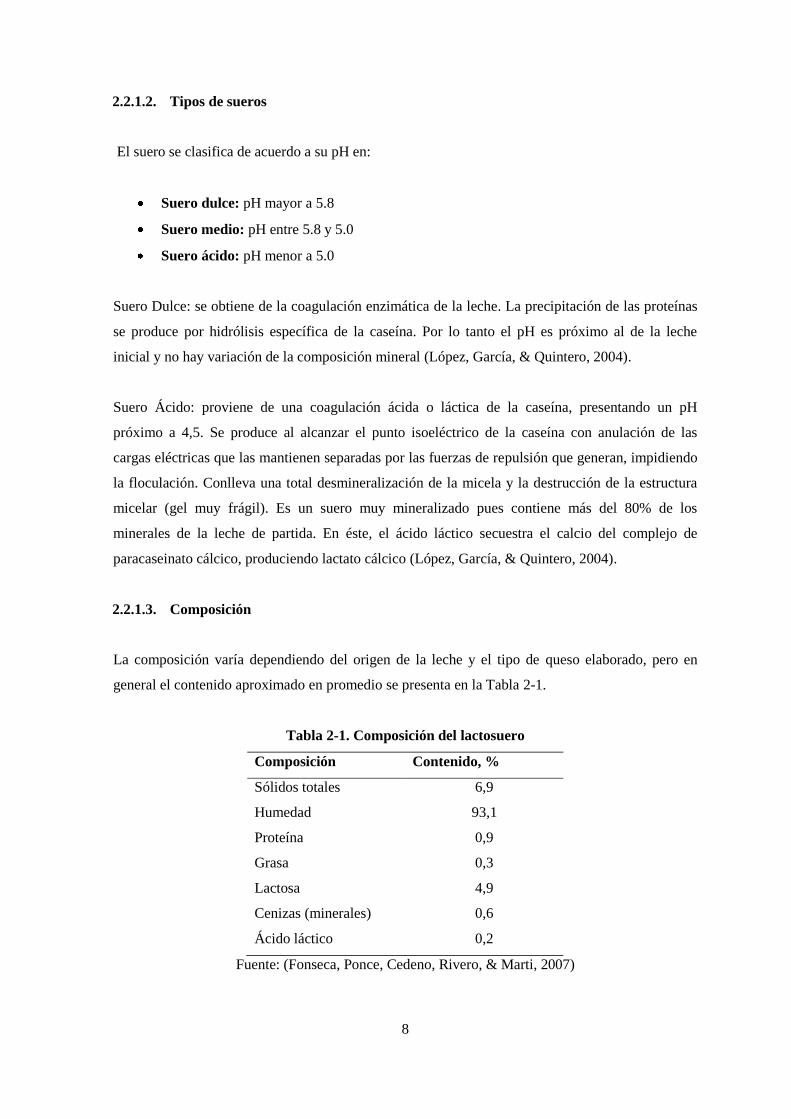
2.2.1.3. Composición
La composición varía dependiendo del origen de la leche y el tipo de queso elaborado, pero en
general el contenido aproximado en promedio se presenta en la Tabla 2-1.
Tabla 2-1. Composición del lactosuero
Composición Contenido, %
Sólidos totales 6,9
Humedad 93,1
Proteína 0,9
Grasa 0,3
Lactosa 4,9
Cenizas (minerales) 0,6
Ácido láctico 0,2
Fuente: (Fonseca, Ponce, Cedeno, Rivero, & Marti, 2007)
9
Cerca del 70% de la proteína cruda que se encuentra en el suero corresponde a proteínas con un
valor nutritivo superior al de la caseína, como son beta-lactoglobulina, alfa-lactoglobulina,
inmunoglobulinas, proteosa-peptonas y enzimas nativas.
2.2.2. Ácido L-láctico
Es el ácido formado por la acidificación de la leche; de ahí proviene su nombre láctico, del nombre
latino de la leche. Es el resultado de la descomposición de la lactosa (azúcar de leche) contenido en
la leche. Fue descubierto por Scheele en 1780 (Gennaro, 2003).
El ácido láctico es el producto final de la glucólisis anaerobia; concentrado en un líquido
oleaginoso, hidrófilo, corrosivo; se forma por la actividad de bacterias al acidificarse la leche, el
vino, queso y choucroute; el ácido láctico es, en su forma L ópticamente activa, un producto del
metabolismo, y se forma en el trabajo muscular por la degradación del glucógeno; se consigue, a
partir de disoluciones azucaradas, por fermentación artificial (Alvarez, 1982).
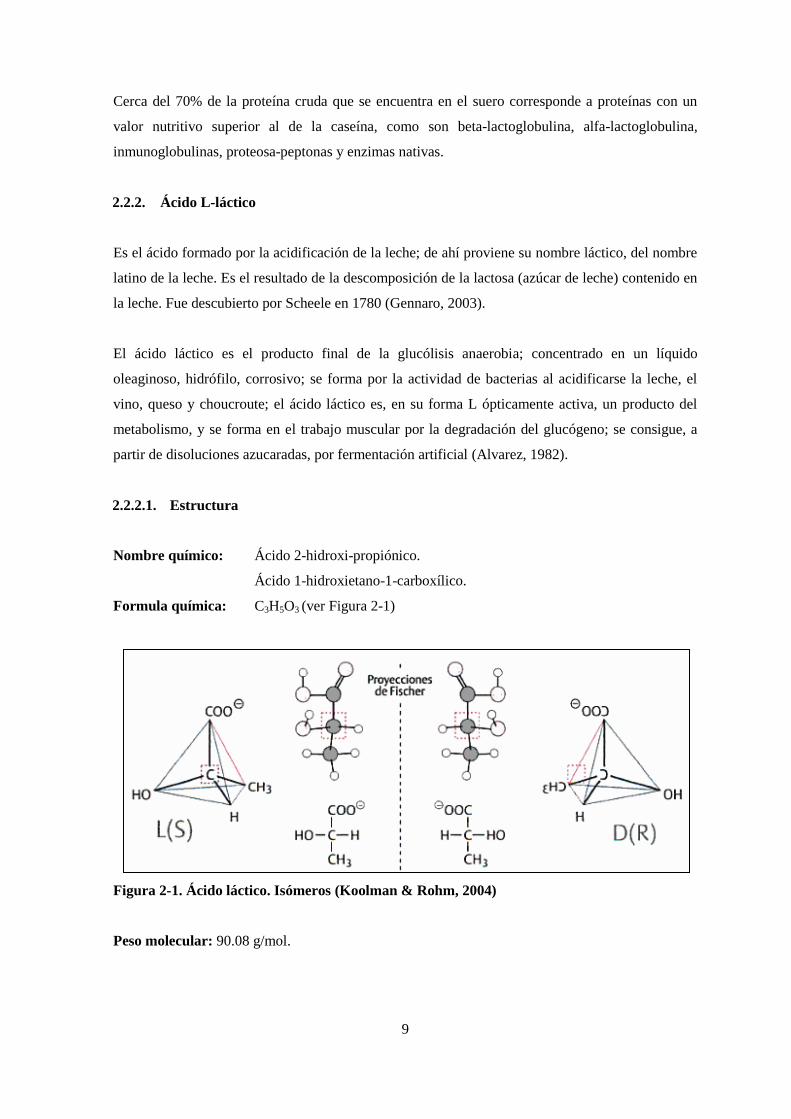
2.2.2.1. Estructura
Nombre químico: Ácido 2-hidroxi-propiónico.
Ácido 1-hidroxietano-1-carboxílico.
Formula química: C3H5O3 (ver Figura 2-1)
Figura 2-1. Ácido láctico. Isómeros (Koolman & Rohm, 2004)
Peso molecular: 90.08 g/mol.
10
2.2.2.2. Obtención
El ácido láctico se produce mediante dos procesos principalmente:
2.2.2.2.1. Síntesis química
La producción química está basada en la reacción de acetaldehído con ácido cianhídrico (HCN)
para dar lactonitrilo, el cual puede ser hidrolizado a ácido láctico; otro tipo de reacción se basa en
la reacción a alta presión de acetaldehído con monóxido de carbono y agua en presencia de ácido
sulfúrico como catalizador. La síntesis química tiene la desventaja que el ácido láctico producido
es una mezcla de D y L ácido láctico ópticamente inactivo (Castro & Mendoza, 2012).
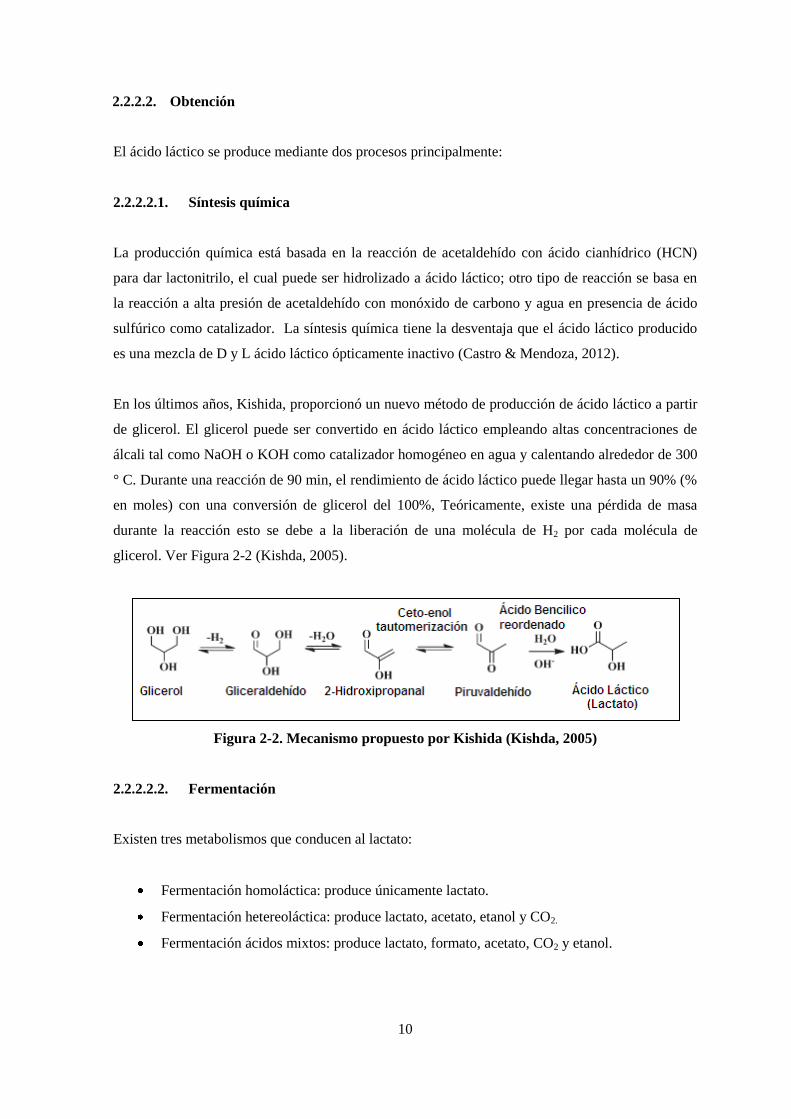
En los últimos años, Kishida, proporcionó un nuevo método de producción de ácido láctico a partir
de glicerol. El glicerol puede ser convertido en ácido láctico empleando altas concentraciones de
álcali tal como NaOH o KOH como catalizador homogéneo en agua y calentando alrededor de 300
° C. Durante una reacción de 90 min, el rendimiento de ácido láctico puede llegar hasta un 90% (%
en moles) con una conversión de glicerol del 100%, Teóricamente, existe una pérdida de masa
durante la reacción esto se debe a la liberación de una molécula de H2 por cada molécula de
glicerol. Ver Figura 2-2 (Kishda, 2005).
Figura 2-2. Mecanismo propuesto por Kishida (Kishda, 2005)
2.2.2.2.2. Fermentación
Existen tres metabolismos que conducen al lactato:
Fermentación homoláctica: produce únicamente lactato.
Fermentación hetereoláctica: produce lactato, acetato, etanol y CO2.
Fermentación ácidos mixtos: produce lactato, formato, acetato, CO2 y etanol.
11
Se produce por la vía de las hexosas fosfatos, o vía de Meyerhof – Embden. A partir de glucosa,
hasta ácido láctico. La mitad galactosa, antes de entrar en el ciclo debe sufrir una isomerización en
glucosa–1–fosfato por intermedio de una enzima denominada galactowaldenasa.
El ácido láctico que se forma por reducción del ácido pirúvico, catalizado por la láctico–
deshidrogenasa, puede ser levógiro (L) o dextrógiro (D). El isómero producido no es el mismo con
las diferentes especies de bacterias. Es un carácter secundario de determinación, ya que la forma
del ácido láctico L, D o inactivo (racémico) puede depender, también de las condiciones del cultivo
(Alais, 2003).
Su producción a partir de leche o de suero es muy limitada comparada con la de origen vegetal de
naturaleza hidrocarbonada.
La producción de ácido láctico mediante la fermentación es con el fin de obtener un enantiómero
en específico según la especie microbiana utilizada.
Los principales cultivos bacterianos utilizados son bacterias homolácticas del genero Lactobacillus.
Las cepas más prometedoras son Lactobacillus lactis, L. delbrueckii, L. casei y L. helveticus
(Colonna, 2010).
2.2.2.3. Propiedades
El ácido láctico es un líquido incoloro o amarillento, casi inodoro, de consistencia de jarabe, con
sabor ácido. Es higroscópico y, cuando se concentra por ebullición, se condensa para formar lactato
de ácido láctico, que se hidroliza a ácido láctico cuando se diluye y se calienta (Barros, 2008).
Es un ácido no volátil. Miscible en agua, alcohol o éter; insoluble en cloroformo (Gennaro, 2003).
Tabla 2-2. Propiedades del ácido láctico
PROPIEDAD VALOR
Densidad 1,21 g/ml
Punto de fusión 16,7 ºC
pKa 3,7
Rotación específica: L +2,5
D - 2,5
Fuente: (Koolman & Rohm, 2004)
12
2.2.3. Polímeros biodegradables
Según la IUPAC, un polímero es una macromolécula, es decir, una molécula con masa molecular
relativamente grande, formada esencialmente por la repetición múltiple de unidades derivadas de
otras moléculas de masa molecular más pequeña denominadas monómeros mediante el proceso de
polimerización (Calvo & Isac, 2012).
Los polímeros biodegradables se pueden clasificar principalmente en cuatro categorías distintas:
a) Polímeros naturales: celulosa, almidón y proteínas. El almidón se considera actualmente
uno de los principales materiales biodegradables con mayor aplicación. El almidón,
termoplástico de carácter fuertemente hidrofílico, de bajo coste y de alta disponibilidad,
puede utilizarse como aditivo biodegradable o material de sustitución en plásticos
tradicionales. Este compuesto acelera la degradación o la fragmentación de las cadenas de
los polímeros sintéticos. La acción microbiana consume el almidón, creando poros en el
material, que pueden llevar a su rotura.
b) Polímeros naturales modificados: acetato de celulosa o los polialcanatos.
c) Materiales compuestos que combinan partículas biodegradables: (por ejemplo, el almidón,
la celulosa regenerada o gomas naturales) con polímeros sintéticos (mezclas de almidón y
poliestireno, o almidón y policaprolactona).
d) Polímeros sintéticos: poliesteres, poliesteramidas y poliuretanos entre otros.
Polímeros naturales tales como carbohidratos, proteínas y ácidos nucleicos presentan átomos de
oxígeno y nitrógeno en su cadena principal. Si estos átomos son incluidos en polímeros sintéticos,
el material se vuelve más fácilmente degradable. Además, grupos carbonilos absorben energía
lumínica que permite que estos materiales sean fotodegradables (Zapata, Pujol, & Coda, 2012).
Las características descritas anteriormente pueden ser contempladas en las estructuras de algunos
de los polímeros degradables que se utilizan actualmente.
Poli(ácido láctico), (PLA): el homopolímero derivado del monómero natural, L-láctico (L-
PLA), presenta un elevado grado de cristalinidad (37%) debido a su estereorregularidad. El
material es de alta resistencia a la tensión y baja elongación, y consecuentemente tiene un
módulo de Young elevado. El polímero es muy adecuado para aplicaciones que tienen que
soportar una carga como son las suturas y fijaciones ortopédicas. Sus características
térmicas se encuentran definidas por un alto punto de fusión y una temperatura de
transición vítrea entre 60 ˚C y 65 ˚C (Zapata, Pujol, & Coda, 2012).
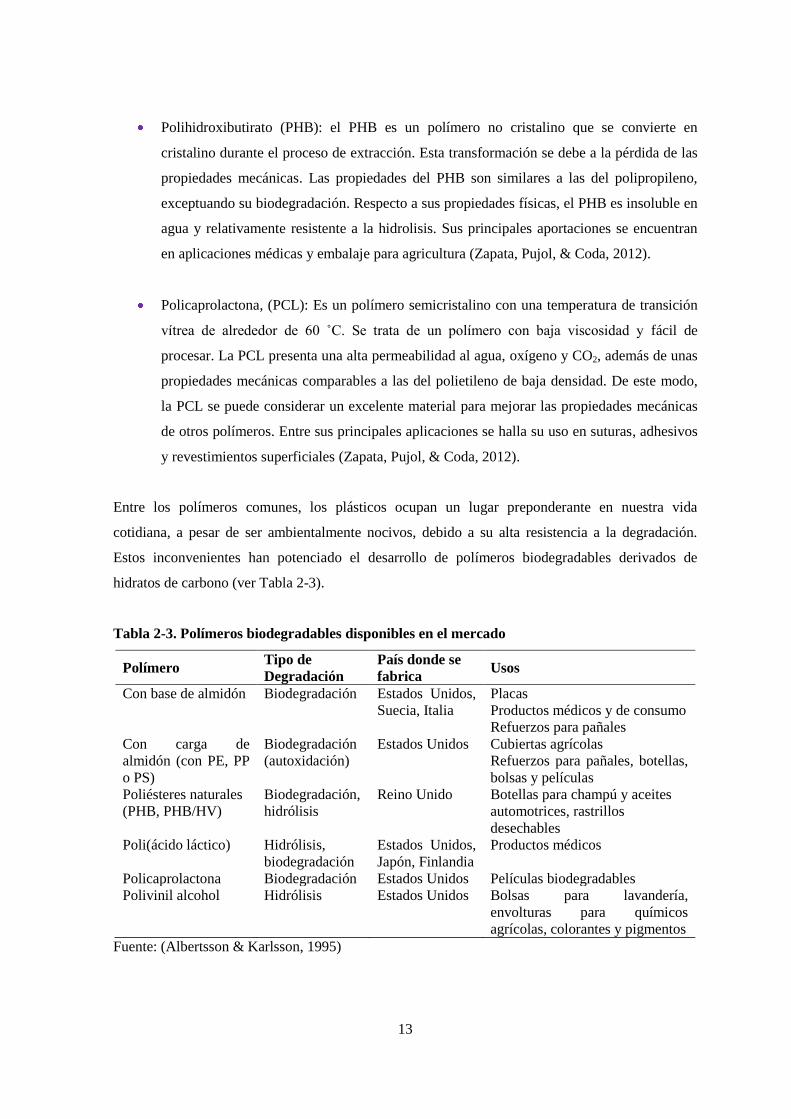
13
Polihidroxibutirato (PHB): el PHB es un polímero no cristalino que se convierte en
cristalino durante el proceso de extracción. Esta transformación se debe a la pérdida de las
propiedades mecánicas. Las propiedades del PHB son similares a las del polipropileno,
exceptuando su biodegradación. Respecto a sus propiedades físicas, el PHB es insoluble en
agua y relativamente resistente a la hidrolisis. Sus principales aportaciones se encuentran
en aplicaciones médicas y embalaje para agricultura (Zapata, Pujol, & Coda, 2012).
Policaprolactona, (PCL): Es un polímero semicristalino con una temperatura de transición
vítrea de alrededor de 60 ˚C. Se trata de un polímero con baja viscosidad y fácil de
procesar. La PCL presenta una alta permeabilidad al agua, oxígeno y CO2, además de unas
propiedades mecánicas comparables a las del polietileno de baja densidad. De este modo,
la PCL se puede considerar un excelente material para mejorar las propiedades mecánicas
de otros polímeros. Entre sus principales aplicaciones se halla su uso en suturas, adhesivos
y revestimientos superficiales (Zapata, Pujol, & Coda, 2012).
Entre los polímeros comunes, los plásticos ocupan un lugar preponderante en nuestra vida
cotidiana, a pesar de ser ambientalmente nocivos, debido a su alta resistencia a la degradación.
Estos inconvenientes han potenciado el desarrollo de polímeros biodegradables derivados de
hidratos de carbono (ver Tabla 2-3).
Tabla 2-3. Polímeros biodegradables disponibles en el mercado
Polímero Tipo de
Degradación
País donde se
fabrica Usos
Con base de almidón Biodegradación Estados Unidos,
Suecia, Italia
Placas
Productos médicos y de consumo
Refuerzos para pañales
Con carga de
almidón (con PE, PP
o PS)
Biodegradación
(autoxidación)
Estados Unidos Cubiertas agrícolas
Refuerzos para pañales, botellas,
bolsas y películas
Poliésteres naturales
(PHB, PHB/HV)
Biodegradación,
hidrólisis
Reino Unido Botellas para champú y aceites
automotrices, rastrillos
desechables
Poli(ácido láctico) Hidrólisis,
biodegradación
Estados Unidos,
Japón, Finlandia
Productos médicos
Policaprolactona Biodegradación Estados Unidos Películas biodegradables
Polivinil alcohol Hidrólisis Estados Unidos Bolsas para lavandería,
envolturas para químicos
agrícolas, colorantes y pigmentos
Fuente: (Albertsson & Karlsson, 1995)
14
El poli(ácido láctico), un poliéster biodegradable de variadas aplicaciones, se ha sintetizado
recientemente en escala industrial a partir de biomasa renovable (dextrosa del maíz). Otros
materiales poliméricos como poliamidas y poliesteramidas se encuentran en etapa de investigación,
de previsible utilidad y escaso impacto ambiental (Varela, 2004).
2.2.4. Propiedades de los Polímeros
Las propiedades de los polímeros se determinan por (Brindis, 2002, p. 39):
• La propiedad química.
• La forma de las moléculas.
• El tipo de enlace entre las moléculas.
• La polidispersión.
• La masa molecular.
Propiedades térmicas de los polímeros. Temperatura de transición vítrea “Tv ó Tg”.
La transición vítrea, es el cambio que sufre un polímero cuando hay cambios de temperatura;
misma que se denomina temperatura de transición vítrea (Tg).
“Cuando el polímero es enfriado por debajo de esta temperatura, se vuelve rígido y
quebradizo, igual que el vidrio. Algunos polímeros son empleados a temperaturas por
encima de sus temperaturas de transición vítrea y otros por debajo. Los plásticos duros
como el poliestireno y el polimetilmetacrilato, son usados por debajo de sus temperaturas
de transición vítrea; es decir, en su estado vítreo. Sus Tg están muy por encima de la
temperatura ambiente, ambas alrededor de los 100oC.
En contraste, los cauchos elastómeros como el poliisopreno y el poliisobutileno, son usados
por encima de sus Tg, es decir, en su estado caucho, donde son blandos y flexibles. Este
comportamiento puede ser entendido en término de los materiales vítreos, los cuales están
formados típicamente por sustancias que contienen largas cadenas, retículos de átomos
unidos o aquéllas que poseen una estructura molecular compleja.
Para ser más cuantitativa la caracterización del fenómeno de la transición líquido-vítrea y
la Tg, se nota que durante el enfriamiento de un material amorfo desde el estado líquido, no
ocurre un cambio abrupto en el volumen, tal y como sucede en el caso de un material
cristalino a través de su punto de enfriamiento “Te”; en lugar de eso, a la temperatura de
15
transición vítrea Tg, hay un cambio en la pendiente de la curva de volumen específico vs.
Temperatura, desplazándose desde un valor bajo en el estado vítreo hasta uno más elevado
en el estado elástico por encima del rango de las temperaturas” (Brindis, 2002, p. 42).
2.2.4.1. Transición Vítrea vs. Fusión.
La transición vítrea se diferencia de la fusión porque esta última se manifiesta únicamente cuando
las cadenas poliméricas abandonan sus estructuras cristalinas y se transforman en un líquido
desordenado; mientras que la transición vítrea es una transición que se manifiesta en los polímeros
amorfos.
Al calentarse el polímero cristalino a velocidad constante, la temperatura aumenta en las mismas
características hasta llegar a su punto de fusión, luego de lo cual se mantiene a temperatura
constante hasta su fundición, aumentando nuevamente la temperatura a una velocidad menor de
modo que puede absorber mayor calor con incrementos pequeños de temperatura. Al momento que
el polímero cristalino se funde ocurre que se absorbe calor y experimenta cambios de capacidad
calórica, denominada transición de primer orden. Mientras que cuando un polímero amorfo se
caliente la temperatura se eleva a una velocidad constante hasta el punto de fusión donde la
temperatura sigue incrementándose, aumentando su capacidad calorífica, denominada transición de
segundo orden.
2.2.4.2. Peso Molecular
El peso molecular de los polímeros es una propiedad muy importante ya que la utilidad y las
propiedades mecánicas, asociadas a los materiales poliméricos, “son consecuencia de su peso
molecular, del cual dependen de forma considerable” (López, 2004, p. 31).
“Debido a las características propias de los polímeros en cuanto a su formación, y a diferencia de
los compuestos formados por moléculas pequeñas ,una muestra de polímero está constituida por
una mezcla de polímeros homogéneos pero con distinta longitud de cadena y en consecuencia, de
diferente peso molecular, por lo que se consideran materiales polidispersos” (López , 2004, p. 31).
El valor promedio del peso molecular se puede indicar mediante la siguiente expresión:
M = Σni M i (1)
16
Donde:
ni: es el número de moléculas con un grado de polimerización dado y
Mi: es el peso molecular correspondiente a dicha fracción (López, 2004, p. 31).
2.2.4.3. Peso molecular promedio en número, Mn.
“El peso molecular promedio en número, Mn se define como el peso total de todas las moléculas
presentes en la muestra del polímero (W) dividido entre el número total de moles presentes”
(López, 2004, p. 31).
2.2.4.4. Peso molecular promedio en peso, Mw
El Mw se obtiene a partir de medidas de dispersión de luz; siendo la intensidad de la dispersión
proporcional al cuadrado de la masa de la partícula. Si el soluto es polidisperso, las moléculas más
pesadas contribuyen en mayor medida a la dispersión que aquellas que son más ligeras (López,
2004, p. 36).
2.2.4.5. Peso molecular promedio viscoso, Mv
La viscosidad es la “resistencia interna a la fluencia existente entre dos capas de líquido, cuando
hay un movimiento relativo de una con respecto a la otra; esta resistencia interna es el resultado de
la interacción de las moléculas líquidas en movimiento en estado líquido (López, 2004, p. 31).”
“La viscosidad intrínseca [η] de una disolución es básicamente la medida del tamaño o extensión
en el espacio de las moléculas de un polímero y se relaciona empíricamente con el peso molecular
para polímeros lineales” (López, 2004, p. 36).
La viscosidad de soluciones diluidas, no es una medida directa de la masa molecular su valor reside
en la sencillez de la técnica y el hecho que puede relacionarse empíricamente con la masa
molecular para muchos sistemas.
2.2.4.6. Propiedades mecánicas de los polímeros
En cuanto a la mecánica los polímeros pueden tener propiedades de resistencia, elongación,
módulo, tenacidad y propiedades mecánicas de los polímeros reales.
17
2.2.4.7. Resistencia
Es el estado de ductilidad de un polímero, esta puede ser por (Brindis, 2002, p. 35):
• Tracción: si soporta cargas axiales que tienden a alargarlo.
• Compresión. si soporta cargas axiales que tienden a compactarlo.
• Flexión: Si es capaz de soportar cargas que provoquen momentos flectores en su sección
transversal.
• Torsión: Si es resistente cuando en su sección transversal actúan momentos tortores.
• Tenacidad: Si tiene resistencia al impacto cuando recibe un golpe.
2.2.4.8. Elongación
“La elongación es un tipo de deformación, que simplemente expresa el cambio en la forma que
experimenta cualquier material bajo tensión. Cuando se habla de tensión, la muestra se deforma por
alargamiento. Esto precisamente es la elongación” (Brindis, 2002, p. 35):
Por lo general, se habla de porcentaje de elongación, que es el largo de la muestra después del
alargamiento (L), dividido por el largo original (Lo), y multiplicado por 100.
L/ Lo x 100 % = Elongación (2)
Existen dos tipos de mediciones, la elongación final y la elongación elástica.
2.2.4.9. Módulo
“Los elastómeros deben exhibir una alta elongación elástica, pero para algunos otros tipos de
materiales, como los plásticos, por lo general es mejor que no se estiren o deformen tan fácilmente”
(Brindis, 2002, p. 35).
Para conocer si un material resiste la deformación, se mide el módulo.
“Para medir el módulo de tracción, se hace lo mismo que para medir la resistencia y la
elongación final; esta vez se mide la resistencia ejercida sobre el material, tal como se
procede con la resistencia a la tracción, incrementándose lentamente la tensión y midiendo
la elongación que experimenta la muestra en cada nivel de tensión, hasta que finalmente se
rompe. Luego, se grafica la tensión versus elongación” (Brindis, 2002, p. 35).
18
2.2.4.10. Tenacidad
La tenacidad mide la energía que una muestra puede absorber antes de que se rompa.
Resistencia x Deformación = Fuerza x Distancia = Energía
“Desde el punto de vista físico la resistencia plantea cuánta fuerza es necesaria para romper una
muestra, mientras que la tenacidad plantea cuánta energía hace falta para romperla, aunque en
realidad, ambas no reflejan las diferencias desde el punto de vista práctico” (Brindis, 2002, p. 35).
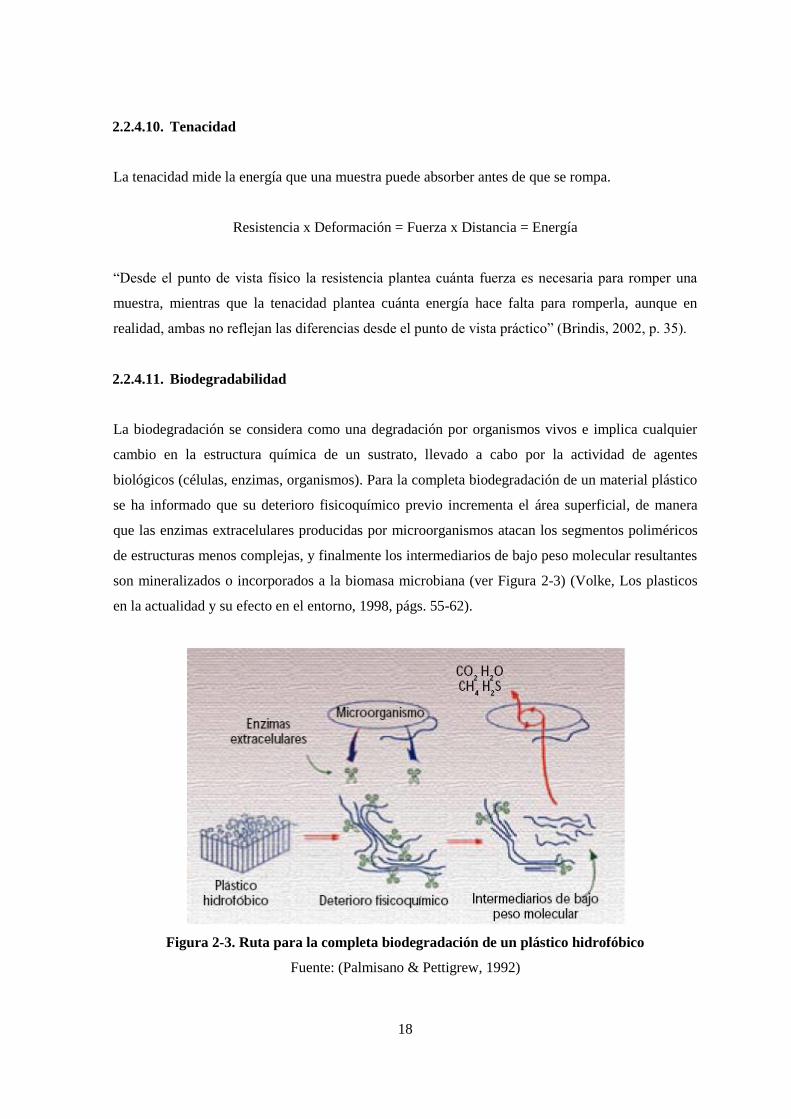
2.2.4.11. Biodegradabilidad
La biodegradación se considera como una degradación por organismos vivos e implica cualquier
cambio en la estructura química de un sustrato, llevado a cabo por la actividad de agentes
biológicos (células, enzimas, organismos). Para la completa biodegradación de un material plástico
se ha informado que su deterioro fisicoquímico previo incrementa el área superficial, de manera
que las enzimas extracelulares producidas por microorganismos atacan los segmentos poliméricos
de estructuras menos complejas, y finalmente los intermediarios de bajo peso molecular resultantes
son mineralizados o incorporados a la biomasa microbiana (ver Figura 2-3) (Volke, Los plasticos
en la actualidad y su efecto en el entorno, 1998, págs. 55-62).
Figura 2-3. Ruta para la completa biodegradación de un plástico hidrofóbico
Fuente: (Palmisano & Pettigrew, 1992)
19
La biodegradabilidad de un material radica en su estructura molecular; la cadena polimérica debe
ser flexible y tener una estereoconfiguración que le permita formarse dentro del sitio activo de
enzimas degradativas, provenientes de ciertos microorganismos. En la naturaleza, los polímeros se
degradan preferencialmente por reacciones hidrolíticas, y la presencia de enlaces éster, éter o
amido facilitan la degradación por vía biológica (Volke, 1998).
Algunos microorganismos y enzimas no específicas son capaces de biodegradar los PLA ricos en
unidades L-láctico, los estereopolímeros derivados de los ácidos lácticos no son biodegradables.
Son incluso muy resistentes a la hidrólisis química a temperatura ambiente. Por el contrario,
plastificados y a temperatura más elevada, sobre todo a temperatura del cuerpo humano (37 ºC) o a
la temperatura de compost activo, los PLAx son degradados, por vía hidrolítica muy rápidamente
(Vert & Li., 1999).
Se ha demostrado que un PLA con contenidos muy altos en unidades L-láctico, regenera los ácidos
lácticos que lo componen, los cuales pueden ser bioasimilados por las bacterias o los microhongos,
incluso indirectamente por las lombrices de tierra (Torres, Li, Roussos, & Vert, 1996).
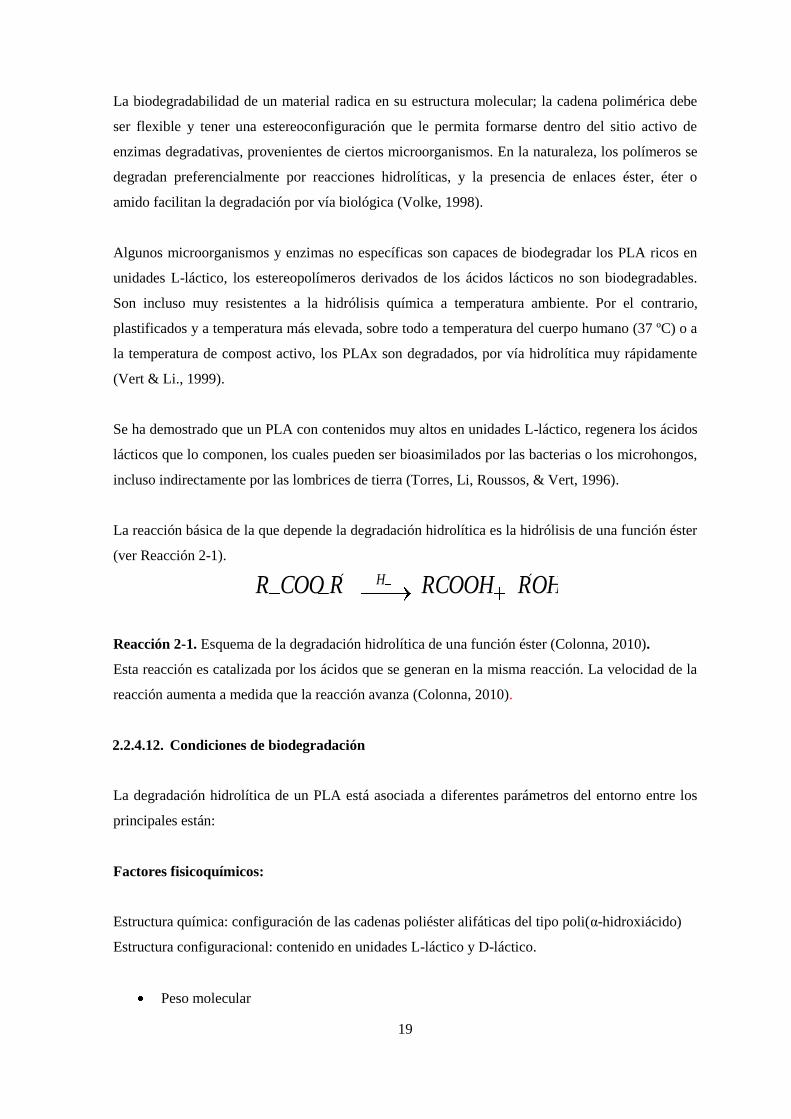
La reacción básica de la que depende la degradación hidrolítica es la hidrólisis de una función éster
(ver Reacción 2-1).
OHRRCOOHRCOOR H ´´
Reacción 2-1. Esquema de la degradación hidrolítica de una función éster (Colonna, 2010).
Esta reacción es catalizada por los ácidos que se generan en la misma reacción. La velocidad de la
reacción aumenta a medida que la reacción avanza (Colonna, 2010).
2.2.4.12. Condiciones de biodegradación
La degradación hidrolítica de un PLA está asociada a diferentes parámetros del entorno entre los
principales están:
Factores fisicoquímicos:
Estructura química: configuración de las cadenas poliéster alifáticas del tipo poli(α-hidroxiácido)
Estructura configuracional: contenido en unidades L-láctico y D-láctico.
Peso molecular
20
Contenido de agua
Cantidad de oxigeno
Medio ácido: a mayor acidez, mayor velocidad de degradación
Temperatura de compost: 60 – 70 ºC
Potencial redox
Superficie de contacto: mientras mayor sea la dimensión del objeto, mayor será la velocidad de
degradación.
Factores microbiológicos:
Densidad de población
Diversidad
Actividad microbiana
La degradación de los PLA es difícil de controlar debido a diversos factores susceptibles de
intervenir y de modificar las características físicas del polímero durante el proceso de degradación;
entre esos: absorción de agua, difusión de pequeñas moléculas, etc. (Colonna, 2010).
2.2.5. Poli(ácido láctico)
Los poli(ácido láctico) son polímeros artificiales constituidos por unidades de repetición quirales de
tipo lactato derivados de los L-(S) o D-(R), ácidos lácticos y engarzados entre sí mediante enlaces
éster. Estos polímeros pertenecen a la gran familia de los polímeros poli(ester alifáticos) y a la
subfamilia de los poli(α-hidroxiácido)s (Colonna, 2010).
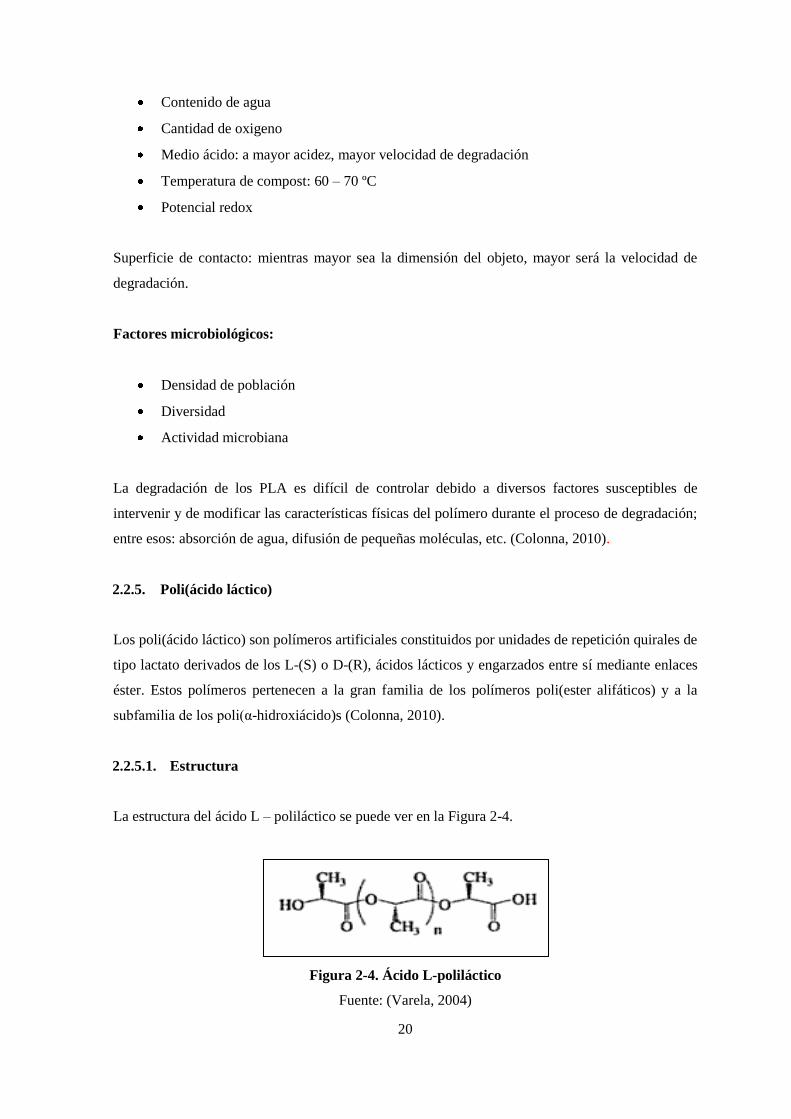
2.2.5.1. Estructura
La estructura del ácido L – poliláctico se puede ver en la Figura 2-4.
Figura 2-4. Ácido L-poliláctico
Fuente: (Varela, 2004)
21
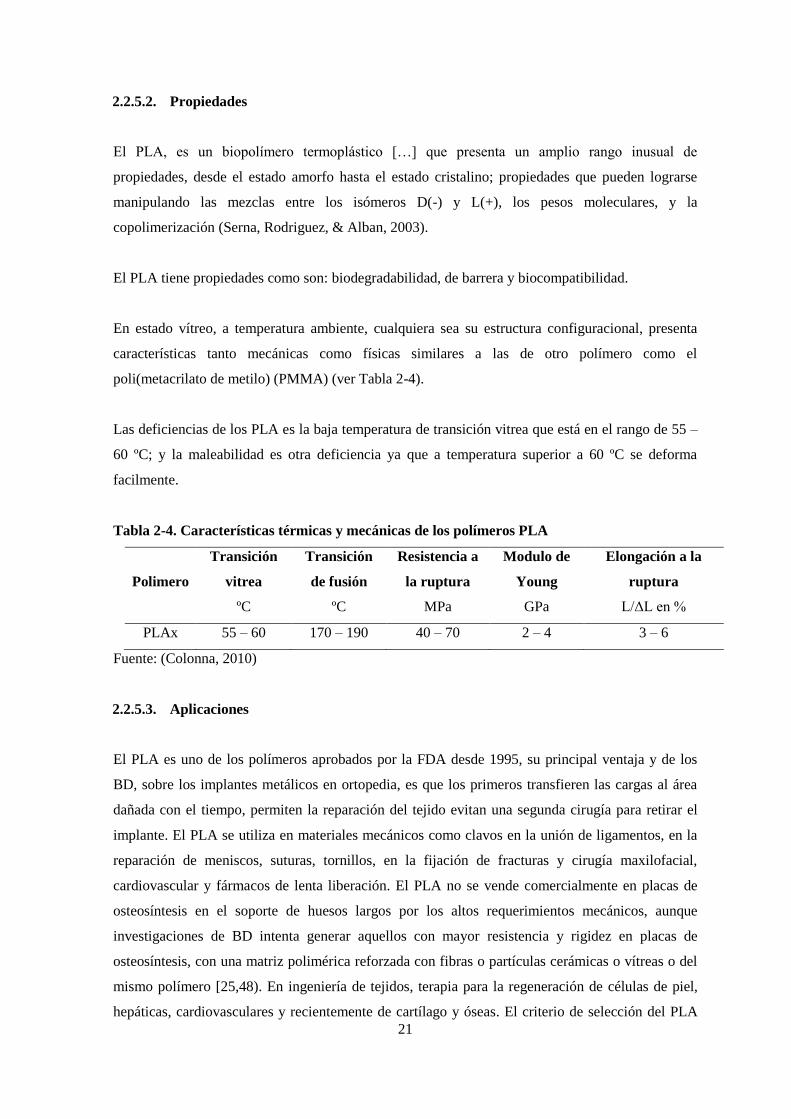
2.2.5.2. Propiedades
El PLA, es un biopolímero termoplástico […] que presenta un amplio rango inusual de
propiedades, desde el estado amorfo hasta el estado cristalino; propiedades que pueden lograrse
manipulando las mezclas entre los isómeros D(-) y L(+), los pesos moleculares, y la
copolimerización (Serna, Rodriguez, & Alban, 2003).
El PLA tiene propiedades como son: biodegradabilidad, de barrera y biocompatibilidad.
En estado vítreo, a temperatura ambiente, cualquiera sea su estructura configuracional, presenta
características tanto mecánicas como físicas similares a las de otro polímero como el
poli(metacrilato de metilo) (PMMA) (ver Tabla 2-4).
Las deficiencias de los PLA es la baja temperatura de transición vitrea que está en el rango de 55 –
60 ºC; y la maleabilidad es otra deficiencia ya que a temperatura superior a 60 ºC se deforma
facilmente.
Tabla 2-4. Características térmicas y mecánicas de los polímeros PLA
Polimero
Transición
vitrea
ºC
Transición
de fusión
ºC
Resistencia a
la ruptura
MPa
Modulo de
Young
GPa
Elongación a la
ruptura
L/ΔL en %
PLAx 55 – 60 170 – 190 40 – 70 2 – 4 3 – 6
Fuente: (Colonna, 2010)
2.2.5.3. Aplicaciones
El PLA es uno de los polímeros aprobados por la FDA desde 1995, su principal ventaja y de los
BD, sobre los implantes metálicos en ortopedia, es que los primeros transfieren las cargas al área
dañada con el tiempo, permiten la reparación del tejido evitan una segunda cirugía para retirar el
implante. El PLA se utiliza en materiales mecánicos como clavos en la unión de ligamentos, en la
reparación de meniscos, suturas, tornillos, en la fijación de fracturas y cirugía maxilofacial,
cardiovascular y fármacos de lenta liberación. El PLA no se vende comercialmente en placas de
osteosíntesis en el soporte de huesos largos por los altos requerimientos mecánicos, aunque
investigaciones de BD intenta generar aquellos con mayor resistencia y rigidez en placas de
osteosíntesis, con una matriz polimérica reforzada con fibras o partículas cerámicas o vítreas o del
mismo polímero [25,48). En ingeniería de tejidos, terapia para la regeneración de células de piel,
hepáticas, cardiovasculares y recientemente de cartílago y óseas. El criterio de selección del PLA
22
depende de sus aplicaciones ya sea mayor fuerza mecánica como la amorfa (DL-PLA) o BD a largo
plazo como la forma semicristalina (L-PLA). Los copolímeros de L/DL-APL se usan para
conservar tanto las propiedades mecánicas como la velocidad de biodegradación.
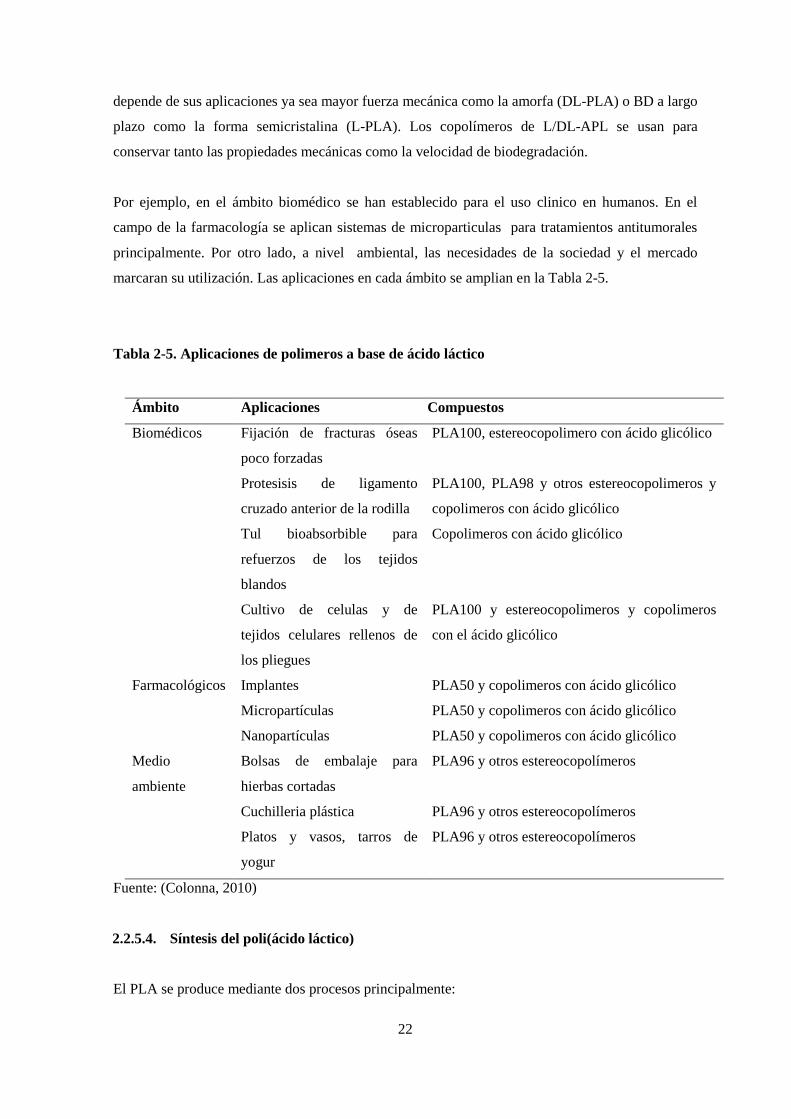
Por ejemplo, en el ámbito biomédico se han establecido para el uso clinico en humanos. En el
campo de la farmacología se aplican sistemas de microparticulas para tratamientos antitumorales
principalmente. Por otro lado, a nivel ambiental, las necesidades de la sociedad y el mercado
marcaran su utilización. Las aplicaciones en cada ámbito se amplian en la Tabla 2-5.
Tabla 2-5. Aplicaciones de polimeros a base de ácido láctico
Ámbito Aplicaciones C Compuestos
Biomédicos Fijación de fracturas óseas
poco forzadas
PLA100, estereocopolimero con ácido glicólico
Protesisis de ligamento
cruzado anterior de la rodilla
PLA100, PLA98 y otros estereocopolimeros y
copolimeros con ácido glicólico
Tul bioabsorbible para
refuerzos de los tejidos
blandos
Copolimeros con ácido glicólico
Cultivo de celulas y de
tejidos celulares rellenos de
los pliegues
PLA100 y estereocopolimeros y copolimeros
con el ácido glicólico
Farmacológicos Implantes PLA50 y copolimeros con ácido glicólico
Micropartículas PLA50 y copolimeros con ácido glicólico
Nanopartículas PLA50 y copolimeros con ácido glicólico
Medio
ambiente
Bolsas de embalaje para
hierbas cortadas
PLA96 y otros estereocopolímeros
Cuchilleria plástica PLA96 y otros estereocopolímeros
Platos y vasos, tarros de
yogur
PLA96 y otros estereocopolímeros
Fuente: (Colonna, 2010)
2.2.5.4. Síntesis del poli(ácido láctico)
El PLA se produce mediante dos procesos principalmente:
23
2.2.5.4.1. Síntesis por policondensación
La reacción de policondensación consiste en la unión de moléculas polifuncionales por reacciones
habituales de esterificación, amidación, anhidración, etcétera. La reacción se efectúa con
eliminación de una molécula, que generalmente es el agua, pero que puede ser un hidrácido,
amoniaco u otro cuerpo (Champetier, 1973).
Una desventaja de la policondensación es que el polímero obtenido es de bajo peso molecular. Ha
habido estudios para obtener el polímero de peso molecular más alto manipulando el equilibrio
entre el ácido láctico, el agua y el PLA en un disolvente orgánico o el agente de ramificación. En
presencia de agentes bifuncionales (dipolos y diácidos) o ligando agentes como el disocianato se
obtienen polímeros de pesos moleculares altos (Herrera, Robles, & Bustamante, Polimerización de
ácido lácteo, 2012).
2.2.5.4.2. Síntesis por polimerización por apertura del ciclo
Éste método incluye policondensación del ácido láctico seguido de una despolimerización a fín de
obtener el dímero cíclico deseado, la lactida, polímeros de alto peso molecular pueden ser
obtenidos tras la apertura del anillo. La despolimerización permite aumentar la temperatura de
policondensación y disminuir la presión, y destilación de la lactida producida.
La ventaja de la polimerización por apertura del ciclo o ROP (ring opening polymerization) es que
la reacción se puede controlar más fácilmente, variando así las características del polímero
resultante de una manera más controlada. También, ha conseguido obtenerse un polímero de
elevado peso molecular mediante un único paso de policondensación gracias a un disolvente
azeotrópico apropiado.
El peso molecular medio más bajo para la síntesis de PLA por policondensación es de 1.6 x 104,
mientras que los pesos moleculares sintetizados según el ROP están comprendidos entre 2 x 104 a
6.8 x 105 (Herrera, Robles, & Bustamante, 2012).
2.2.5.5. Mecanismo de reacción
Cargill Dow LLC ha desarrollado un proceso continuo y barato para la producción de polímeros a
base de ácido láctico. El proceso comienza con una reacción de condensación continua del ácido
láctico en medio acuoso para producir un prepolímero de bajo peso molecular. Posteriormente el
prepolímero se convierte en una mezcla de estereoisómeros del lactido mediante un catalizador de
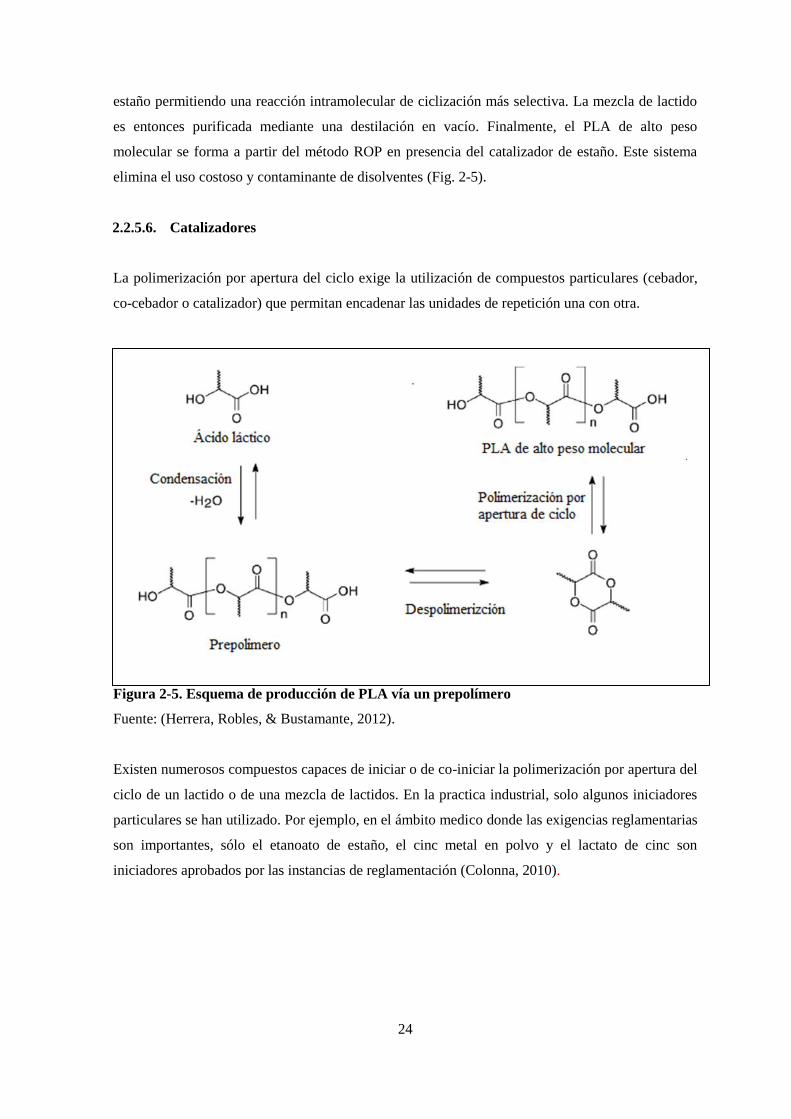
24
estaño permitiendo una reacción intramolecular de ciclización más selectiva. La mezcla de lactido
es entonces purificada mediante una destilación en vacío. Finalmente, el PLA de alto peso
molecular se forma a partir del método ROP en presencia del catalizador de estaño. Este sistema
elimina el uso costoso y contaminante de disolventes (Fig. 2-5).
2.2.5.6. Catalizadores
La polimerización por apertura del ciclo exige la utilización de compuestos particulares (cebador,
co-cebador o catalizador) que permitan encadenar las unidades de repetición una con otra.
Figura 2-5. Esquema de producción de PLA vía un prepolímero
Fuente: (Herrera, Robles, & Bustamante, 2012).
Existen numerosos compuestos capaces de iniciar o de co-iniciar la polimerización por apertura del
ciclo de un lactido o de una mezcla de lactidos. En la practica industrial, solo algunos iniciadores
particulares se han utilizado. Por ejemplo, en el ámbito medico donde las exigencias reglamentarias
son importantes, sólo el etanoato de estaño, el cinc metal en polvo y el lactato de cinc son
iniciadores aprobados por las instancias de reglamentación (Colonna, 2010).
25
2.2.6. Microondas
2.2.6.1. Fundamentación del calentamiento
La química verde está orientada al diseño de productos y procesos químicos que buscan la
reducción o eliminación de productos químicos peligrosos, es una química sostenible que se centra
en las reacciones y procesos, entre los doce principios se encuentra el incremento de la eficiencia
energética mediante el empleo de técnicas renovables y ecológicas, concretamente se tiene la
electroquímica, fotoquímica, sonoquimica y radiación por microondas (Aradilla, Oliver, & Estrany,
2009).
La radiación de microondas es un tipo de energía electromagnética en el rango de frecuencia (300
300.000 MHz), con una longitud de onda (1m - 1mm), misma que al influir en un cuerpo afecta la
rotación de las moléculas de la sustancia, mientras que su estructura se mantiene inalterable,
mediante un campo eléctrico y magnético que transfiere energía en forma de calor. La radiación
puede ser mediante:
Rotación dipolar, que corresponde a la interacción por medio de la cual las moléculas
polares se alinean sobre si mismas mediante un campo eléctrico, buscando orientarse en
dirección del campo.
Conducción iónica, generada cuando los iones libres presentes en una disolución generan
un movimiento orientándose al cambio del campo eléctrico en forma análoga a la rotación
dipolar (Aradilla, Oliver, & Estrany, 2009).
La temperatura de la sustancia es un elemento que afecta a la conductividad iónica llegando a ser
más eficiente con un mayor rendimiento respecto a los métodos de calentamiento convencionales,
sin influir en la orientación de las colisiones, aun cuando afecta a los parámetros de temperatura,
causando movimientos moleculares más rápidos (Aradilla, Oliver, & Estrany, 2009).
La radiación por microondas ha sido estudiada de forma efectiva en las reacciones generadas en
polimerizaciones de crecimiento, por apertura de anillo y radicales, modificaciones de polímeros y
resinas termoestables; la aplicación ofrece la posibilidad de polimerización. La aplicación de esta
técnica es:
Transferencia de energía en lugar de transferencia de calor.
Calentamiento selectivo y orientado del material.
26
Calentamiento rápido, alcanzando mayores temperaturas, y velocidades de reacción más
elevadas.
Reducción de reacciones secundarias, síntesis de productos más puros y rendimientos más
altos.
Efectos térmicos reversibles con mejor eficiencia que métodos de calentamiento
convencionales.
Los líquidos iónicos solubles en agua absorben radiación de forma muy efectiva
calentándose rápidamente (Aradilla, Oliver, & Estrany, 2009).
2.2.7. Dispersión dinámica de luz
La dispersión dinámica de luz (DLS), define el tamaño de las partículas determinando los cambios
aleatorios en la intensidad de la luz dispersada por una suspensión o solución. La DLS es una
técnica óptica ampliamente utilizada para la medición de diámetros medios y de distribución de
tamaño de partícula (PSD) de coloides poliméricos con partículas de tamaño submicrométrico.
Básicamente, el instrumental empleado consiste en:
i) una fuente de luz láser monocromática que incide sobre una solución muy diluida a
analizar;
ii) un fotómetro posicionado a un dado ángulo de detección, r, medido con respecto a la
dirección de incidencia del láser sobre la muestra, y que colecta la luz dispersada por
las partículas; y
iii) un correlacionador digital que conjuntamente con un software específico, permiten
obtener la función de autocorrelación de primer orden de la intensidad de luz
dispersada a cada ángulo, para diferentes valores del retardo de tiempo, t (Clementi,
Gugliotta, & Vega, 2009).
27
CAPÍTULO III
METODOLOGÍA
3.1. Tipo de investigación
El tipo de investigación fue teórica – experimental. La parte teórica se la realizó mediante la
investigación bibliográfica de temas afines encontrados en libros, páginas web y documentación
científica.
La parte experimental se realizó en los laboratorios de Química Ambiental y Coloideo Química de
la Facultad de Ciencias Químicas de la Universidad Central del Ecuador con los equipos,
materiales y reactivos que posee el laboratorio, obteniendo así datos en condiciones de laboratorio
a fin de aplicarlos en la investigación.
3.2. Población y muestra
3.2.1. Población
Se tomó como población la cantidad de lactosuero que se procesó durante la elaboración de queso
fresco en la fábrica de lácteos “El Campesino” ubicada en el cantón Mejía, parroquia de Aloag,
sector el Corazón, durante el mes de octubre de 2011 que es de aproximadamente 2800 litros.
3.2.2. Muestra
Fueron 30 litros de lactosuero ácido tomados de la fábrica de lácteos “el Campesino”, el día 24 de
octubre de 2011.
3.3. Diseño experimental
El diseño experimental que se empleó para la investigación fue un Diseño factorial con cuatro
variables con dos y tres niveles. Se realizaron 54 tratamientos, con 3 repeticiones cada uno,
mezclados al azar en 27 síntesis de 6 ensayos cada una, con la misma temperatura y tiempo
variando el tipo de catalizador y la concentración para adecuarse a las características del equipo
microondas (ver Tablas 3-1 y 3-2).
28
3.3.1. Variables de la investigación
3.3.1.1. Variables dependientes
Características de PLA obtenido: viscosidad, peso molecular, punto de fusión, peso de PLA
sintetizado.
3.3.1.2. Variables independientes
Tipo de catalizador
o Catalizador 1 Óxido de calcio - CaO
o Catalizador 2 Óxido de zinc – ZnO
Concentración del catalizador
o Concentración A 0 g catalizador / 20 ml de ácido láctico
o Concentración B 1 g catalizador / 20 ml de ácido láctico
o Concentración C 3 g catalizador / 20 ml de ácido láctico
Tiempo de reacción
o Tiempo 1 10 minutos
o Tiempo 2 20 minutos
o Tiempo 3 30 minutos
Temperatura de reacción en el microondas
o Temperatura 1 110 ºC
o Temperatura 2 150 ºC
o Temperatura 3 190 ºC
El tratamiento estadístico que se aplicó en la investigación fue un análisis de varianza factorial A x
B x C x D; en donde se vio la interacción de las diferentes variables entre si y por separado.
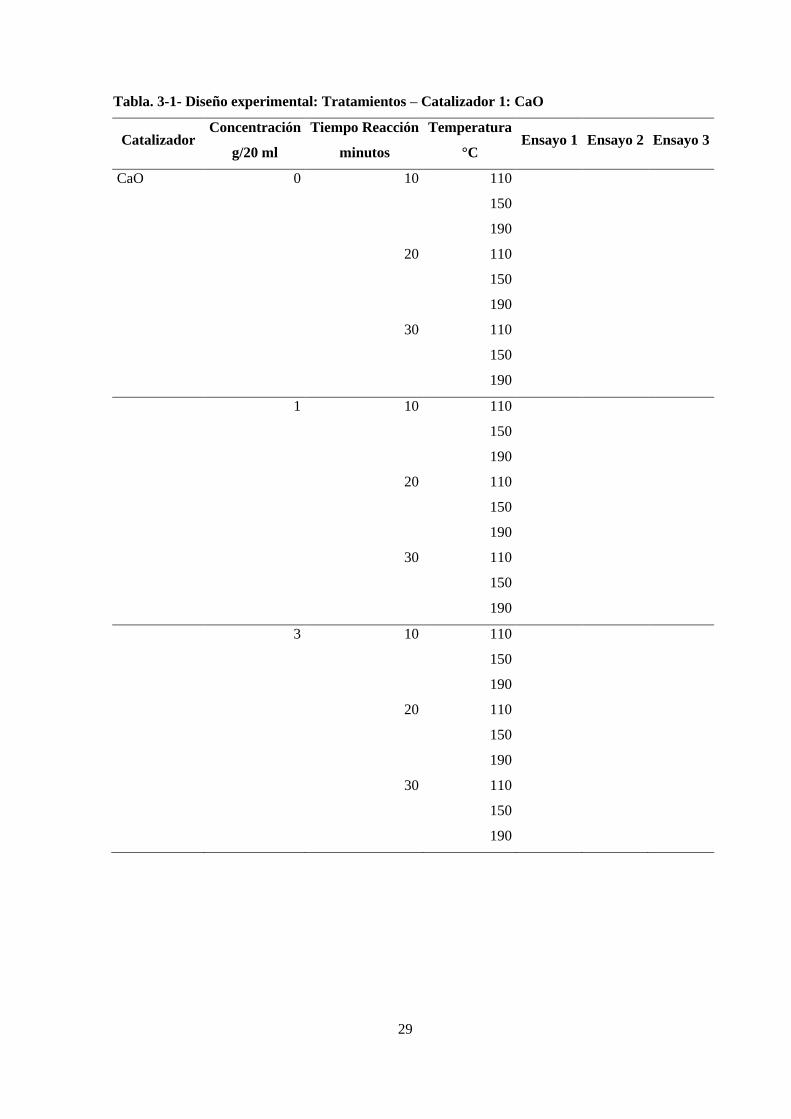
29
Tabla. 3-1- Diseño experimental: Tratamientos – Catalizador 1: CaO
Catalizador Concentración
g/20 ml
Tiempo Reacción
minutos
Temperatura
°C Ensayo 1 Ensayo 2 Ensayo 3
CaO 0 10 110
150
190
20 110
150
190
30 110
150
190
1 10 110
150
190
20 110
150
190
30 110
150
190
3 10 110
150
190
20 110
150
190
30 110
150
190
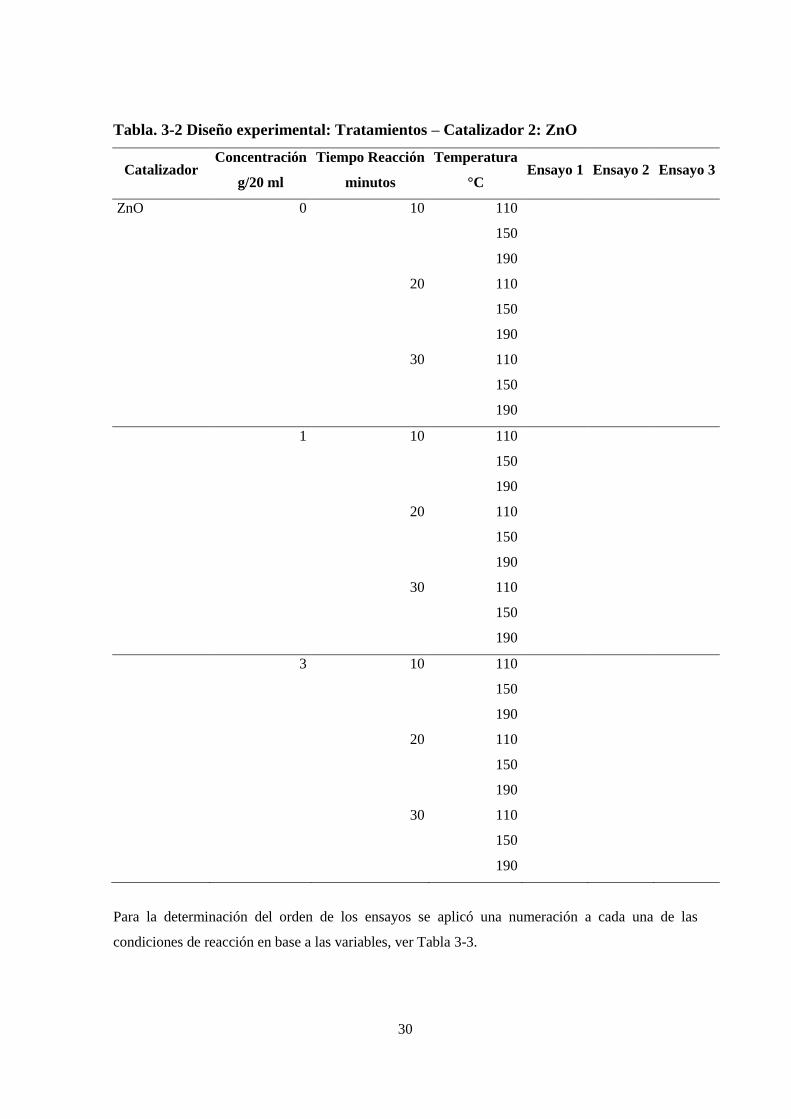
30
Tabla. 3-2 Diseño experimental: Tratamientos – Catalizador 2: ZnO
Catalizador Concentración
g/20 ml
Tiempo Reacción
minutos
Temperatura
°C Ensayo 1 Ensayo 2 Ensayo 3
ZnO 0 10 110
150
190
20 110
150
190
30 110
150
190
1 10 110
150
190
20 110
150
190
30 110
150
190
3 10 110
150
190
20 110
150
190
30 110
150
190
Para la determinación del orden de los ensayos se aplicó una numeración a cada una de las
condiciones de reacción en base a las variables, ver Tabla 3-3.
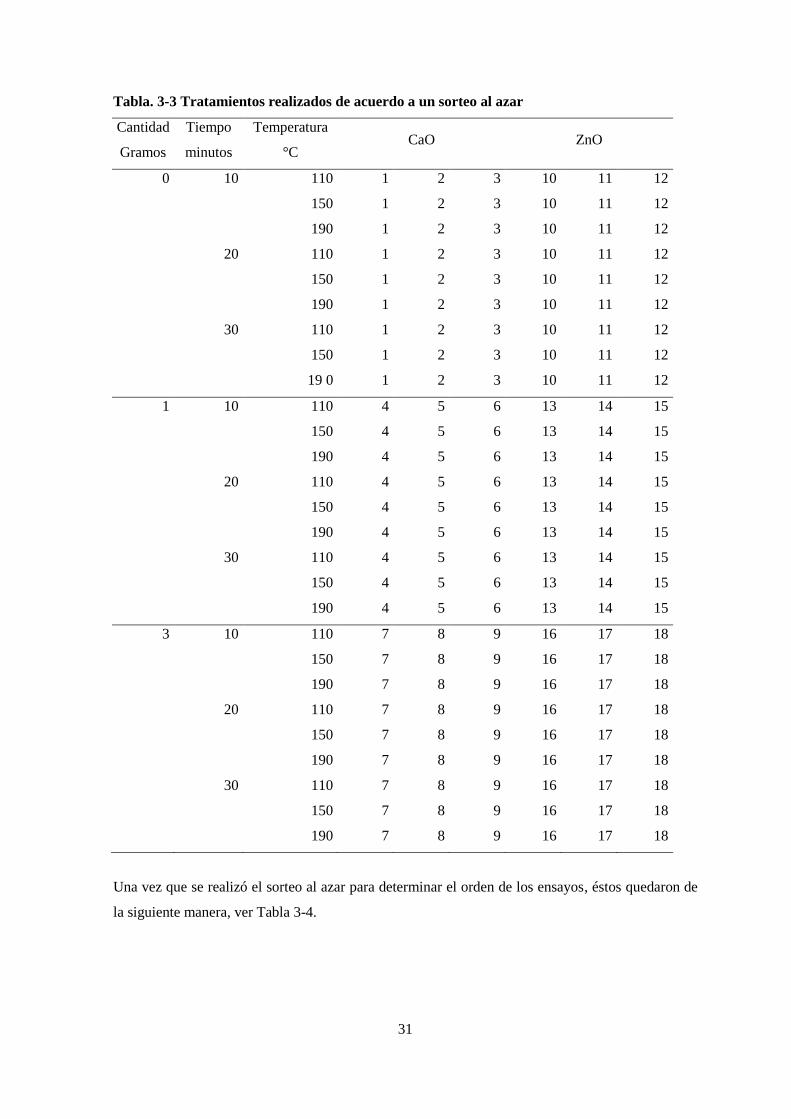
31
Tabla. 3-3 Tratamientos realizados de acuerdo a un sorteo al azar
Cantidad Tiempo Temperatura CaO ZnO
Gramos minutos °C
0 10 110 1 2 3 10 11 12
150 1 2 3 10 11 12
190 1 2 3 10 11 12
20 110 1 2 3 10 11 12
150 1 2 3 10 11 12
190 1 2 3 10 11 12
30 110 1 2 3 10 11 12
150 1 2 3 10 11 12
19 0 1 2 3 10 11 12
1 10 110 4 5 6 13 14 15
150 4 5 6 13 14 15
190 4 5 6 13 14 15
20 110 4 5 6 13 14 15
150 4 5 6 13 14 15
190 4 5 6 13 14 15
30 110 4 5 6 13 14 15
150 4 5 6 13 14 15
190 4 5 6 13 14 15
3 10 110 7 8 9 16 17 18
150 7 8 9 16 17 18
190 7 8 9 16 17 18
20 110 7 8 9 16 17 18
150 7 8 9 16 17 18
190 7 8 9 16 17 18
30 110 7 8 9 16 17 18
150 7 8 9 16 17 18
190 7 8 9 16 17 18
Una vez que se realizó el sorteo al azar para determinar el orden de los ensayos, éstos quedaron de
la siguiente manera, ver Tabla 3-4.
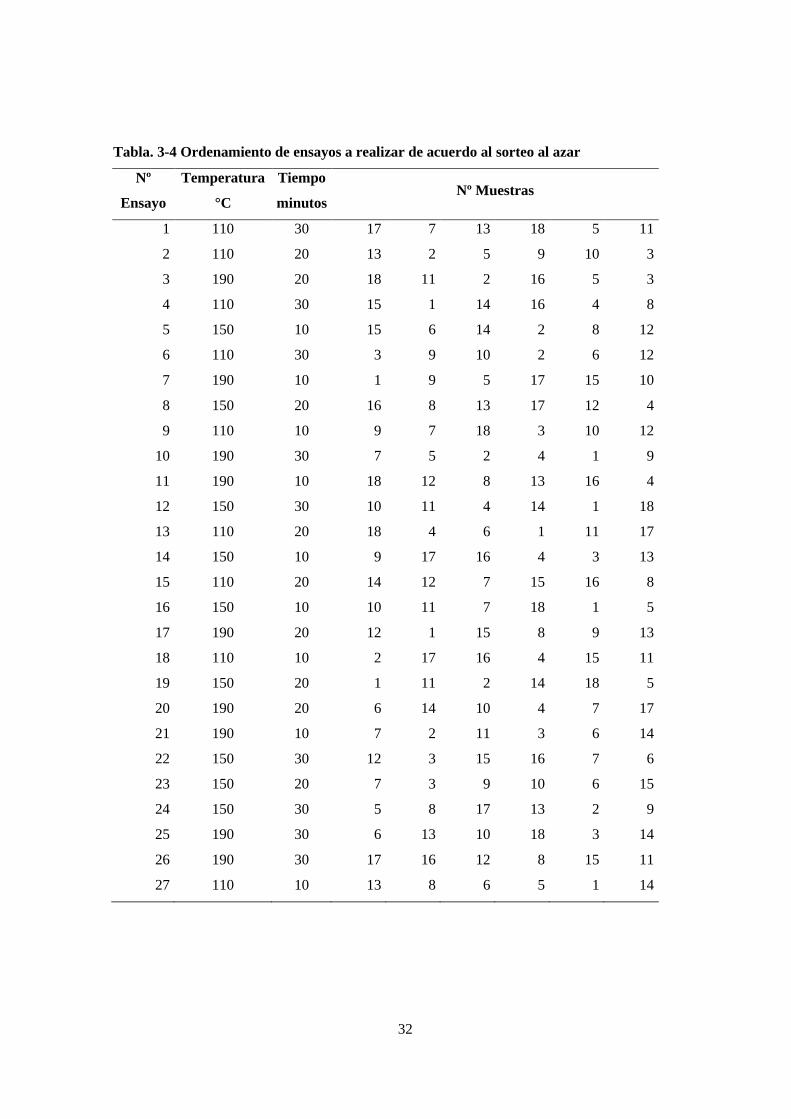
32
Tabla. 3-4 Ordenamiento de ensayos a realizar de acuerdo al sorteo al azar
Nº
Ensayo
Temperatura
°C
Tiempo
minutos Nº Muestras
1 110 30 17 7 13 18 5 11
2 110 20 13 2 5 9 10 3
3 190 20 18 11 2 16 5 3
4 110 30 15 1 14 16 4 8
5 150 10 15 6 14 2 8 12
6 110 30 3 9 10 2 6 12
7 190 10 1 9 5 17 15 10
8 150 20 16 8 13 17 12 4
9 110 10 9 7 18 3 10 12
10 190 30 7 5 2 4 1 9
11 190 10 18 12 8 13 16 4
12 150 30 10 11 4 14 1 18
13 110 20 18 4 6 1 11 17
14 150 10 9 17 16 4 3 13
15 110 20 14 12 7 15 16 8
16 150 10 10 11 7 18 1 5
17 190 20 12 1 15 8 9 13
18 110 10 2 17 16 4 15 11
19 150 20 1 11 2 14 18 5
20 190 20 6 14 10 4 7 17
21 190 10 7 2 11 3 6 14
22 150 30 12 3 15 16 7 6
23 150 20 7 3 9 10 6 15
24 150 30 5 8 17 13 2 9
25 190 30 6 13 10 18 3 14
26 190 30 17 16 12 8 15 11
27 110 10 13 8 6 5 1 14
33
Para el tratamiento estadístico se utilizó el software estadístico SPSS en el cual se introdujeron los
datos experimentales obtenidos (3 repeticiones) en una matriz de cuatro variables para poder
procesarlos.
Las hipótesis que se plantearon en la investigación fueron:
Hipótesis nula:
- El catalizador CaO es similar al catalizador ZnO para la reacción de polimerización de
ácido láctico asistida por microondas.
- La polimerización de ácido láctico es similar a 110 ºC, a 150 ºC y a 190 ºC
- La polimerización de ácido láctico es similar a 10, 20 y 30 minutos.
- La polimerización de ácido láctico es similar utilizando 0 g, 1 g y 3 g de catalizador.
Hipótesis alternativa:
- El catalizador CaO no es similar al catalizador ZnO para la reacción de polimerización de
ácido láctico asistida por microondas.
- La polimerización de ácido láctico no es similar a 110 ºC, a 150 ºC y a 190 ºC
- La polimerización de ácido láctico no es similar a 10, 20 y 30 minutos.
- La polimerización de ácido láctico no es similar utilizando 0 g, 1 g y 3 g de catalizador.
3.4. Técnicas e instrumentos analíticos
3.4.1. Métodos
3.4.1.1. Caracterización del lactosuero
Los métodos utilizados fueron los siguientes:
Acidez (Método A.O.A.C. 939.05): La acidez del lactosuero fue determinada mediante
método de titulación volumétrica.
pH (Método CAA, Tomo II, 13.10): El potencial de hidrogeno (pH) del lactosuero fue
medida con la ayuda de un potenciómetro calibrado por medio de buffers adecuados (pH
4,00 y pH 7,00).
Densidad (Método A.O.A.C. 16021): Se utilizó el método del picnómetro como método
para determinar las densidades a una temperatura de 25ºC.
34
Sólidos totales (Método A.O.A.C. 925.23): Secando la estufa a 120oC para eliminar la
humedad de lactosuero y posterior determinación gravimétrica.
Cenizas (Método A.O.A.C. 923.03): La muestra fue incinerada en una mufla a una
temperatura de 500ºC para determinar la cantidad de cenizas presentes en el lactosuero.
Lactosa (Método A.O.A.C. 29.026): Las propiedades ópticas para determinar la
concentración de la lactosa fueron definidas con la ayuda de un polarímetro.
Porcentaje de Proteína (Método de Kjeldahl A.O.A.C. 928.08): El porcentaje de proteínas
contenidas en el lactosuero fueron determinadas por la cantidad de nitrógeno total
multiplicado por el factor de 6,38.
Porcentaje de Grasa (Método de Gerber CAA, Tomo II 13-8): Para medir el porcentaje de
grasa se separó la materia grasa por disolución en ácido sulfúrico de todos los
componentes; posteriormente fue centrifugada.
3.4.1.2. Desproteinización y desengrasado del lactosuero
Se aplicó un tratamiento térmico al lactosuero en una autoclave a 115ºC durante 20 minutos, se
dejó enfriar durante 24 horas a 4ºC, se decantó para mover las proteínas precipitadas. Una vez frío
se separó la grasa por centrifugación a 2000 rpm durante 15 minutos y se filtró en papel filtro Nº 40
(Serna & Rodríguez, 2005).
3.4.1.3. Precipitación del ácido láctico
Se precipitó el ácido láctico presente en el filtrado con acetato de zinc 1 N en exceso, se filtró y al
precipitado resultante se le añadió ácido clorhídrico 0.1 N hasta que se disuelve totalmente el
precipitado para recuperar el ácido (Serna & Rodríguez, 2005).
3.4.1.4. Cuantificación del ácido láctico
El ácido obtenido se determinó por método volumétrico, se valoró usando fenolftaleína como
indicador y se tituló con NaOH 0,1N (Montoya, 1989).
3.4.1.5. Preparación del PLA
Para la realización del diseño experimental se utilizó ácido láctico comercial de la marca REGASA
Food Grade de una pureza del 88 %.
35
El proceso de polimerización del ácido láctico se realizó mediante una reacción catalizada por dos
óxidos, cada uno por separado, a diferentes concentraciones; se variaron los tiempos de reacción y
la temperatura. Se colocó 20 ml del ácido láctico de concentración conocida (88%) en los
recipientes aptos para la digestión por microondas, se añadió el óxido correspondiente, se sellaron
herméticamente los recipientes, seguido se programó el equipo microondas de acuerdo a las
condiciones seleccionadas al azar, determinando un periodo de calentamiento de 10 minutos para
que llegue a la temperatura de reacción requerida; y se procedió a realizar la reacción. Las
condiciones se detallan en el diseño experimental (Tablas 3-1 y 3-2).
3.4.1.6. Caracterización del PLA
Cuantificación de PLA.- Se disolvió el polímero formado en la reacción con microondas en 20 ml
de metanol, se filtró al vacío con papel Whatman Nº 40, para separarlo del catalizador, se
realizaron varios lavados del precipitado para extraer el máximo del producto resultante; luego se
evaporó el solvente a una temperatura de 80 ºC hasta eliminar todo el solvente, y se determinó
gravimétricamente pesando la cantidad de polímero formado en la reacción.
Propiedades.- En los polímeros formados se evaluaron las siguientes propiedades:
Viscosidad: Dependiendo de la muestra de polímero, se aplicaron los siguientes métodos:
o Viscosímetro de Ostwald – muestra líquida
- Llenar el viscosímetro limpio y seco con 10 ml del polímero.
- Introducir el viscosímetro en el baño termostático a 25 ºC y esperar unos 5 minutos para
que alcance la temperatura de medida.
- Succionar el líquido por encima de la marca superior del viscosímetro y medir a
continuación el tiempo de paso del mismo entre las marcas A y B.
- Hacer para cada muestra 3 mediciones.
o Viscosímetro de discos – para pastas
- Colocar la muestra en la base del porta muestras.
- Programar el software del equipo para realizar la medición a 25 ºC.
- Realizar la medición.
- Hacer para cada muestra 3 medidas.
36
Peso molecular: se utilizó un equipo de Dispersión Dinámica de Luz.
- Elaborar una curva de concentraciones conocidas (50, 100, 150, 200 ppm)
aproximadamente a partir de la muestra a analizar.
- Medir el índice de refracción de cada una de las soluciones. Y calcular la diferencia entre
la solución más concentrada y la de menor concentración.
- Programar el software del equipo HORIBA NANO PARTICLE ANALIZER SZ100.
- Calibrar el equipo con tolueno (mide la intensidad de la luz).
- Medir una a una las soluciones en orden ascendente con la precaución de limpiar bien las
paredes de la celda ya que cualquier interferencia puede alterar los resultados.
- Hacer para cada muestra 3 medidas.
Punto de fusión
- Colocar la muestra en un tubo capilar seco.
- Unir al termómetro de manera que la muestra quede a la altura del bulbo.
- Introducir en el baño de aceite. Se anota la temperatura cuando la muestra está totalmente
líquida.
- Hacer para cada muestra 3 mediciones.
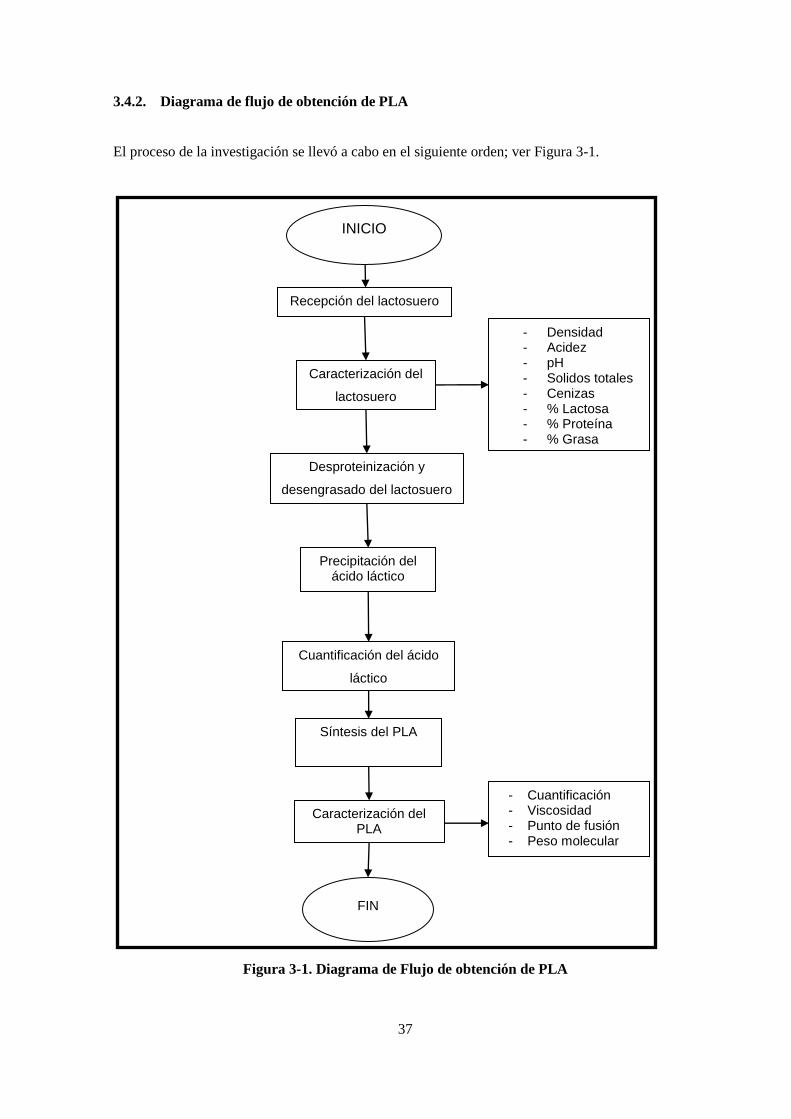
37
3.4.2. Diagrama de flujo de obtención de PLA
El proceso de la investigación se llevó a cabo en el siguiente orden; ver Figura 3-1.
Figura 3-1. Diagrama de Flujo de obtención de PLA
INICIO
Recepción del lactosuero
Caracterización del
lactosuero
Desproteinización y
desengrasado del lactosuero
Precipitación del ácido láctico
Cuantificación del ácido
láctico
Síntesis del PLA
- Densidad - Acidez - pH - Solidos totales - Cenizas - % Lactosa - % Proteína - % Grasa
FIN
Caracterización del PLA
- Cuantificación - Viscosidad - Punto de fusión - Peso molecular
38
3.4.3. Equipos
Agitador magnético
Autoclave
Balanza analítica ± 0,0001g
Bomba de vacío
Baño termostático
Baño de aceite
Centrifugadora
Cocineta eléctrica
Equipo de dispersión dinámica de luz - HORIBA SCIENTIFIC NANO PARTICLE
ANALIZER SZ100
Equipo de microondas – SPEED WAVE four (BERGHOF V 1.2.2 393)
Equipo de reflujo
Equipo Kjeldahl
Estufa
Mufla
Polarímetro
Potenciómetro
Viscosímetro de Ostwald 10 ml
Viscosímetro de discos STS 2009 H
Termómetro digital
3.4.4. Materiales
Balones aforados
Baño térmico
Bureta 25 ml
Capilares
Cápsula de porcelana
Crisoles
Desecador
Frasco de vidrio ámbar
Gotero
Kitazato con embudo
39
Matraz Erlenmeyer 250ml.
Mechero
Papel filtro
Pera de succión
Picnómetro
Pipetas volumétricas
Termómetro
Tubos de ensayo
Vasos de precipitación
3.4.5. Reactivos
Ácido láctico al 88 %, grado alimenticio
Agua destilada
Fenolftaleína
Lactosuero de quesería de la fábrica El Campesino
Lactosa de alta pureza
Metanol 95%
NaOH – 0,1N
Óxido de calcio grado técnico
Óxido de zinc grado técnico
Solución de ácido sulfúrico al 20%
Solución de tungstato de sodio al 10%
Soluciones buffer pH 4 – 7
Tolueno 99,99 % G.C.
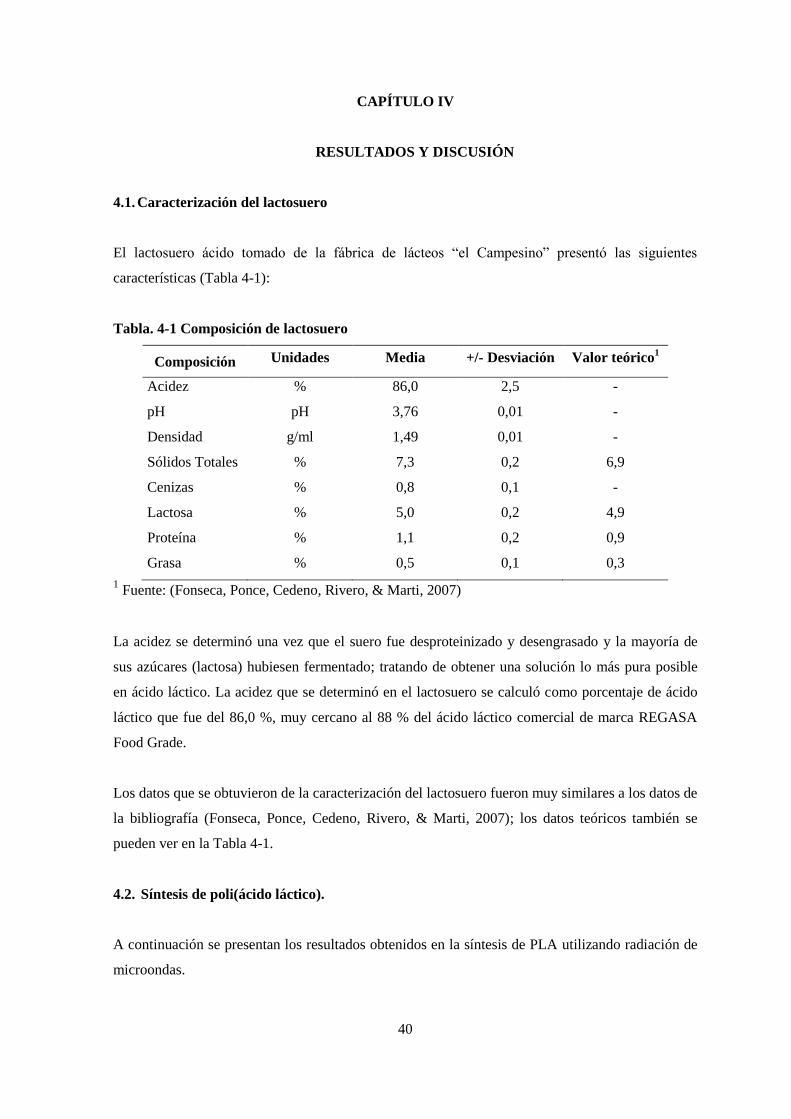
40
CAPÍTULO IV
RESULTADOS Y DISCUSIÓN
4.1. Caracterización del lactosuero
El lactosuero ácido tomado de la fábrica de lácteos “el Campesino” presentó las siguientes
características (Tabla 4-1):
Tabla. 4-1 Composición de lactosuero
Composición Unidades Media +/- Desviación Valor teórico1
Acidez % 86,0 2,5 -
pH pH 3,76 0,01 -
Densidad g/ml 1,49 0,01 -
Sólidos Totales % 7,3 0,2 6,9
Cenizas % 0,8 0,1 -
Lactosa % 5,0 0,2 4,9
Proteína % 1,1 0,2 0,9
Grasa % 0,5 0,1 0,3
1 Fuente: (Fonseca, Ponce, Cedeno, Rivero, & Marti, 2007)
La acidez se determinó una vez que el suero fue desproteinizado y desengrasado y la mayoría de
sus azúcares (lactosa) hubiesen fermentado; tratando de obtener una solución lo más pura posible
en ácido láctico. La acidez que se determinó en el lactosuero se calculó como porcentaje de ácido
láctico que fue del 86,0 %, muy cercano al 88 % del ácido láctico comercial de marca REGASA
Food Grade.
Los datos que se obtuvieron de la caracterización del lactosuero fueron muy similares a los datos de
la bibliografía (Fonseca, Ponce, Cedeno, Rivero, & Marti, 2007); los datos teóricos también se
pueden ver en la Tabla 4-1.
4.2. Síntesis de poli(ácido láctico).
A continuación se presentan los resultados obtenidos en la síntesis de PLA utilizando radiación de
microondas.
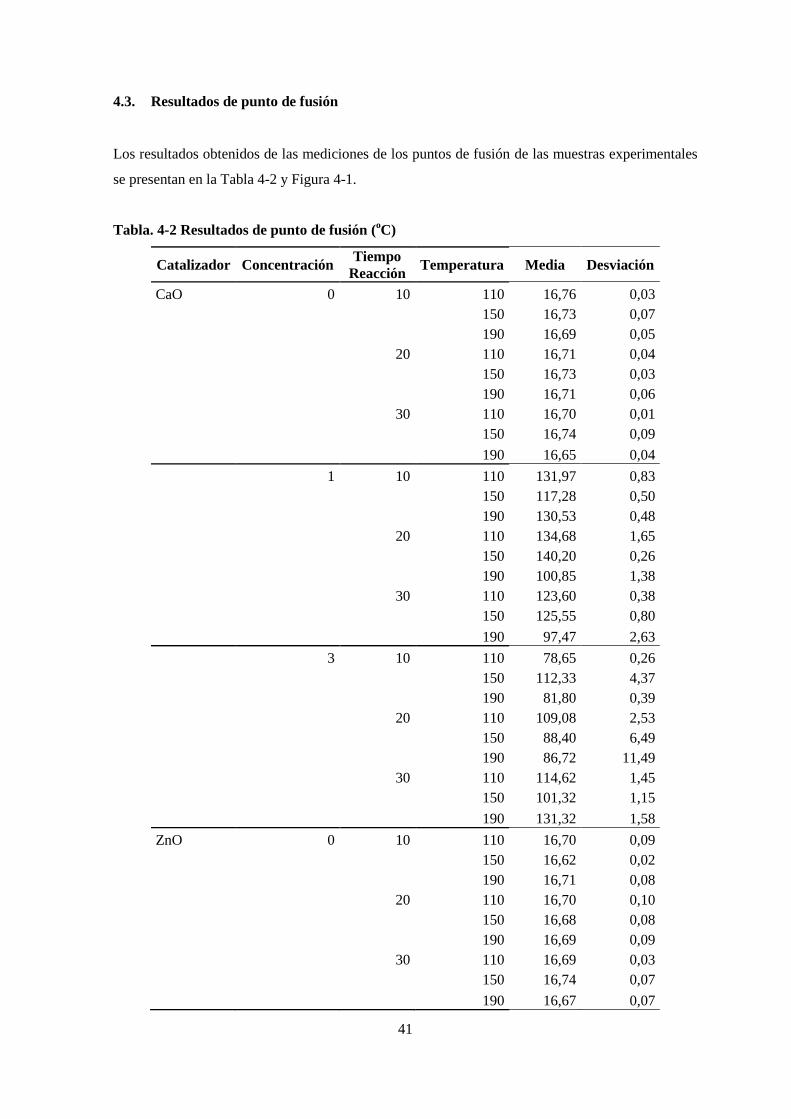
41
4.3. Resultados de punto de fusión
Los resultados obtenidos de las mediciones de los puntos de fusión de las muestras experimentales
se presentan en la Tabla 4-2 y Figura 4-1.
Tabla. 4-2 Resultados de punto de fusión (oC)
Catalizador Concentración Tiempo
Reacción Temperatura Media Desviación
CaO 0 10 110 16,76 0,03
150 16,73 0,07
190 16,69 0,05
20 110 16,71 0,04
150 16,73 0,03
190 16,71 0,06
30 110 16,70 0,01
150 16,74 0,09
190 16,65 0,04
1 10 110 131,97 0,83
150 117,28 0,50
190 130,53 0,48
20 110 134,68 1,65
150 140,20 0,26
190 100,85 1,38
30 110 123,60 0,38
150 125,55 0,80
190 97,47 2,63
3 10 110 78,65 0,26
150 112,33 4,37
190 81,80 0,39
20 110 109,08 2,53
150 88,40 6,49
190 86,72 11,49
30 110 114,62 1,45
150 101,32 1,15
190 131,32 1,58
ZnO 0 10 110 16,70 0,09
150 16,62 0,02
190 16,71 0,08
20 110 16,70 0,10
150 16,68 0,08
190 16,69 0,09
30 110 16,69 0,03
150 16,74 0,07
190 16,67 0,07
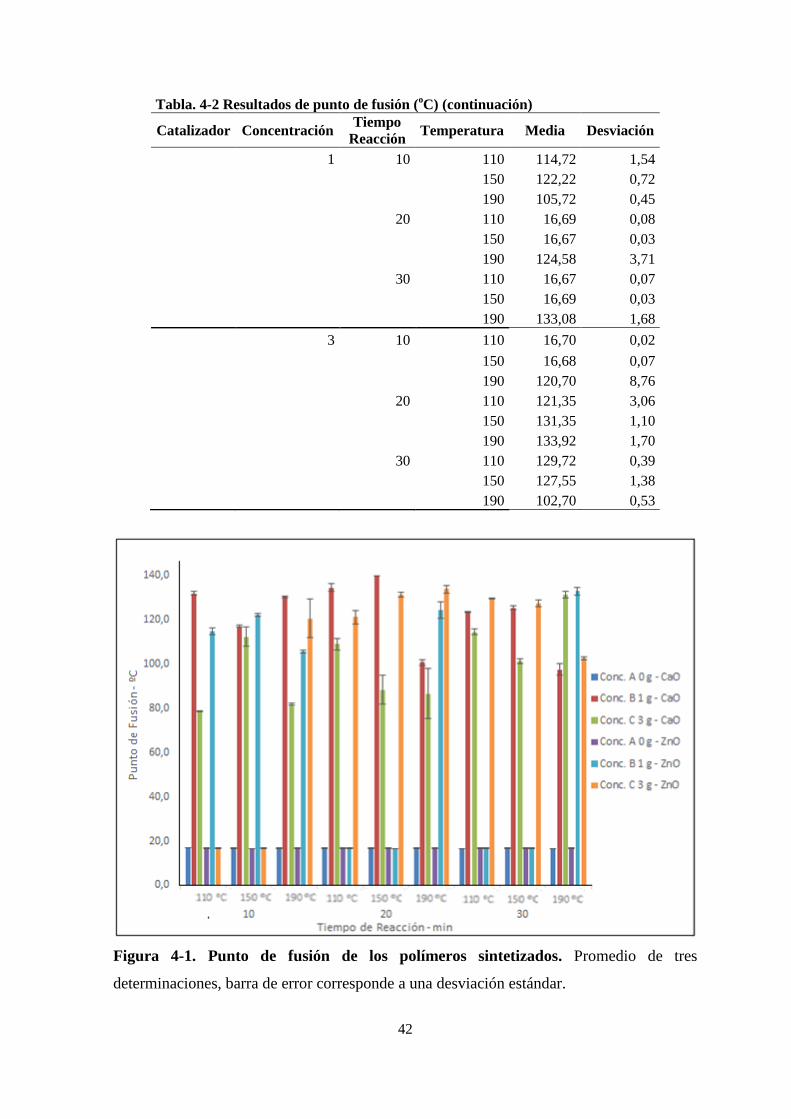
42
Tabla. 4-2 Resultados de punto de fusión (oC) (continuación)
Catalizador Concentración Tiempo
Reacción Temperatura Media Desviación
1 10 110 114,72 1,54
150 122,22 0,72
190 105,72 0,45
20 110 16,69 0,08
150 16,67 0,03
190 124,58 3,71
30 110 16,67 0,07
150 16,69 0,03
190 133,08 1,68
3 10 110 16,70 0,02
150 16,68 0,07
190 120,70 8,76
20 110 121,35 3,06
150 131,35 1,10
190 133,92 1,70
30 110 129,72 0,39
150 127,55 1,38
190 102,70 0,53
Figura 4-1. Punto de fusión de los polímeros sintetizados. Promedio de tres
determinaciones, barra de error corresponde a una desviación estándar.

43
Los resultados de punto de fusión (ver Figura 4-1) indican que para las reacciones en las que no se
usó catalizador no se produjo reacción; su valor no varió en relación al del ácido láctico que es de
16,7 ºC. De igual manera, no se produjo reacción cuando se usó el catalizador ZnO en una
concentración de 1 g a temperaturas de 110 ºC y 150 ºC durante 20 minutos y 30 minutos. Con
ZnO como catalizador en cantidad de 3 g a temperaturas de 110 ºC y 150 ºC durante 10 minutos de
reacción tampoco hubo una variación en la temperatura de fusión con relación al ácido láctico.
Para el catalizador CaO en concentración de 1 g y temperatura de 110 oC se obtuvieron los mayores
puntos de fusión para todos los tiempos de reacción a excepción de 30 minutos, tiempo en el cual
fue mayor para 3 g de ZnO de 129,72 oC; para 3 g de CaO en todos los tiempos de reacción los
puntos de fusión fueron bajos. Con ZnO la concentración de 1 g tuvo valores más bajos que a 3 g
de catalizador para todos los tiempos de reacción.
Para la temperatura de reacción de 150 ºC a los diferentes tiempos de reacción se observó que la
concentración de un gramo de CaO es con la que se consiguió puntos de fusión altos. Para el
tiempo de reacción de 20 minutos la temperatura de fusión fue de 140,2 ºC en promedio, la más
alta de todos los métodos usados. Para el tiempo de reacción de 10 minutos el valor más alto de
fusión se obtuvo con el catalizador ZnO (122,22 ºC) a la concentración de un gramo, a diferencia
del obtenido con el CaO a la misma concentración (117,28 ºC). Para los 30 minutos de reacción la
temperatura de fusión más alta fue la obtenida con 3 g de ZnO (127,55 ºC) similar a la temperatura
de fusión obtenido con 1 g de CaO (125,55 ºC).
A una temperatura de reacción de 190 ºC y tiempo de reacción de 10 minutos el punto de fusión
más alto se obtuvo a la concentración de un gramo de CaO (130,53 ºC). Para 20 minutos de
reacción la concentración de tres gramos de ZnO fue con la que se obtuvo la temperatura de fusión
más alta (133,92 ºC). Para 30 minutos de reacción los valores más altos fueron los obtenidos con 1
g de ZnO (133,08 ºC), con 1 g de CaO dió 97,47 ºC.
La temperatura de fusión del PLA va desde los 170 hasta 190 ºC (Colonna, 2010), los valores de
fusión de los productos sintetizados están por debajo de este rango, lo que da a entender que la
polimerización no llego a un nivel alto ya que el punto de fusión incrementa conforme la cadena
polimérica es mayor y lo que se obtuvo, probablemente, fueron oligómeros.
4.3.1. Análisis de varianza univariante
El análisis estadístico en base a los puntos de fusión se presenta en las Tablas 4-3 y 4-4.
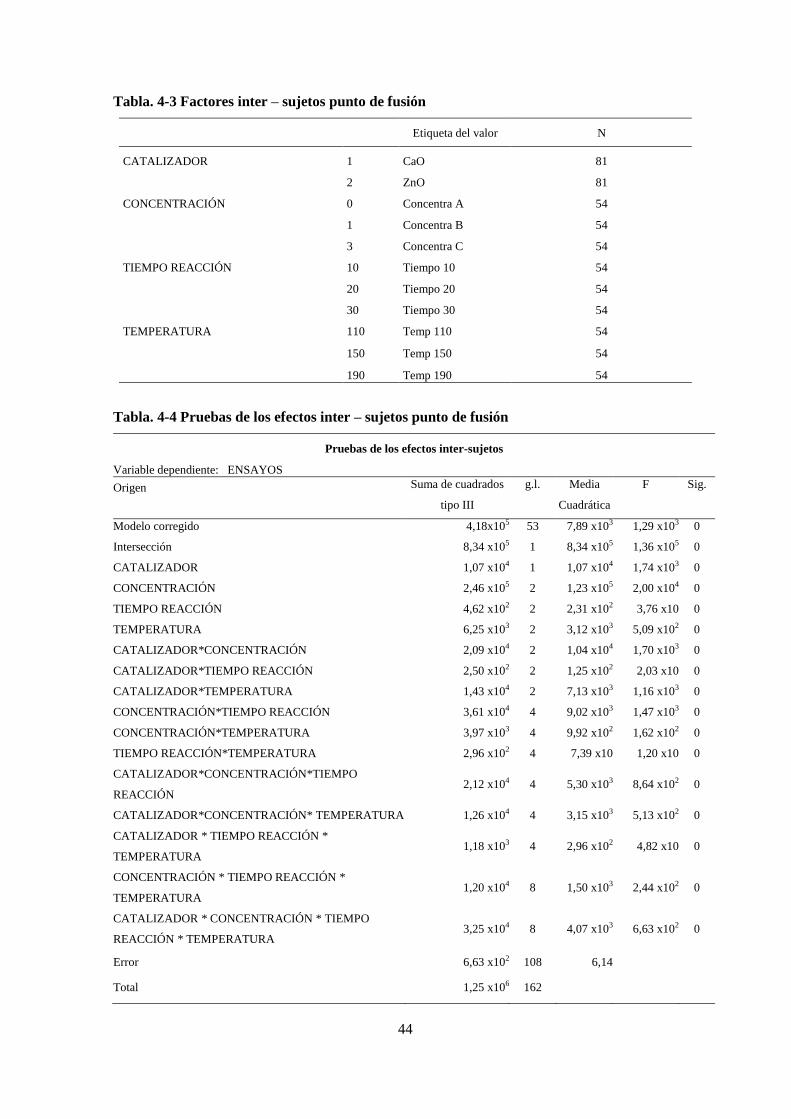
44
Tabla. 4-3 Factores inter – sujetos punto de fusión
Etiqueta del valor N
CATALIZADOR 1 CaO 81
2 ZnO 81
CONCENTRACIÓN 0 Concentra A 54
1 Concentra B 54
3 Concentra C 54
TIEMPO REACCIÓN 10 Tiempo 10 54
20 Tiempo 20 54
30 Tiempo 30 54
TEMPERATURA 110 Temp 110 54
150 Temp 150 54
190 Temp 190 54
Tabla. 4-4 Pruebas de los efectos inter – sujetos punto de fusión
Pruebas de los efectos inter-sujetos
Variable dependiente: ENSAYOS Origen Suma de cuadrados g.l. Media F Sig.
tipo III Cuadrática
Modelo corregido 4,18x105 53 7,89 x103 1,29 x103 0
Intersección 8,34 x105 1 8,34 x105 1,36 x105 0
CATALIZADOR 1,07 x104 1 1,07 x104 1,74 x103 0
CONCENTRACIÓN 2,46 x105 2 1,23 x105 2,00 x104 0
TIEMPO REACCIÓN 4,62 x102 2 2,31 x102 3,76 x10 0
TEMPERATURA 6,25 x103 2 3,12 x103 5,09 x102 0
CATALIZADOR*CONCENTRACIÓN 2,09 x104 2 1,04 x104 1,70 x103 0
CATALIZADOR*TIEMPO REACCIÓN 2,50 x102 2 1,25 x102 2,03 x10 0
CATALIZADOR*TEMPERATURA 1,43 x104 2 7,13 x103 1,16 x103 0
CONCENTRACIÓN*TIEMPO REACCIÓN 3,61 x104 4 9,02 x103 1,47 x103 0
CONCENTRACIÓN*TEMPERATURA 3,97 x103 4 9,92 x102 1,62 x102 0
TIEMPO REACCIÓN*TEMPERATURA 2,96 x102 4 7,39 x10 1,20 x10 0
CATALIZADOR*CONCENTRACIÓN*TIEMPO
REACCIÓN 2,12 x104 4 5,30 x103 8,64 x102 0
CATALIZADOR*CONCENTRACIÓN* TEMPERATURA 1,26 x104 4 3,15 x103 5,13 x102 0
CATALIZADOR * TIEMPO REACCIÓN *
TEMPERATURA 1,18 x103 4 2,96 x102 4,82 x10 0
CONCENTRACIÓN * TIEMPO REACCIÓN *
TEMPERATURA 1,20 x104 8 1,50 x103 2,44 x102 0
CATALIZADOR * CONCENTRACIÓN * TIEMPO
REACCIÓN * TEMPERATURA 3,25 x104 8 4,07 x103 6,63 x102 0
Error 6,63 x102 108 6,14
Total 1,25 x106 162
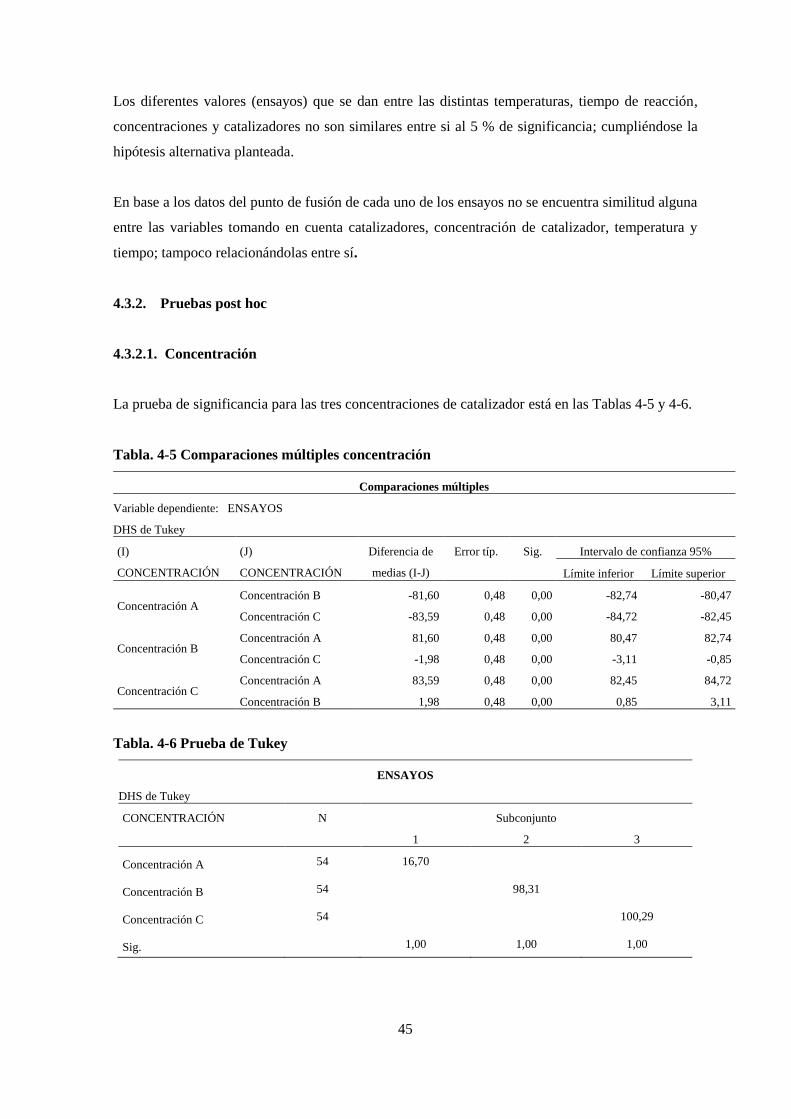
45
Los diferentes valores (ensayos) que se dan entre las distintas temperaturas, tiempo de reacción,
concentraciones y catalizadores no son similares entre si al 5 % de significancia; cumpliéndose la
hipótesis alternativa planteada.
En base a los datos del punto de fusión de cada uno de los ensayos no se encuentra similitud alguna
entre las variables tomando en cuenta catalizadores, concentración de catalizador, temperatura y
tiempo; tampoco relacionándolas entre sí.
4.3.2. Pruebas post hoc
4.3.2.1. Concentración
La prueba de significancia para las tres concentraciones de catalizador está en las Tablas 4-5 y 4-6.
Tabla. 4-5 Comparaciones múltiples concentración
Comparaciones múltiples
Variable dependiente: ENSAYOS
DHS de Tukey
(I)
CONCENTRACIÓN
(J)
CONCENTRACIÓN
Diferencia de
medias (I-J)
Error típ. Sig. Intervalo de confianza 95%
Límite inferior Límite superior
Concentración A Concentración B -81,60 0,48 0,00 -82,74 -80,47
Concentración C -83,59 0,48 0,00 -84,72 -82,45
Concentración B Concentración A 81,60 0,48 0,00 80,47 82,74
Concentración C -1,98 0,48 0,00 -3,11 -0,85
Concentración C Concentración A 83,59 0,48 0,00 82,45 84,72
Concentración B 1,98 0,48 0,00 0,85 3,11
Tabla. 4-6 Prueba de Tukey
ENSAYOS
DHS de Tukey
CONCENTRACIÓN N Subconjunto
1 2 3
Concentración A 54 16,70
Concentración B 54 98,31
Concentración C 54 100,29
Sig. 1,00 1,00 1,00
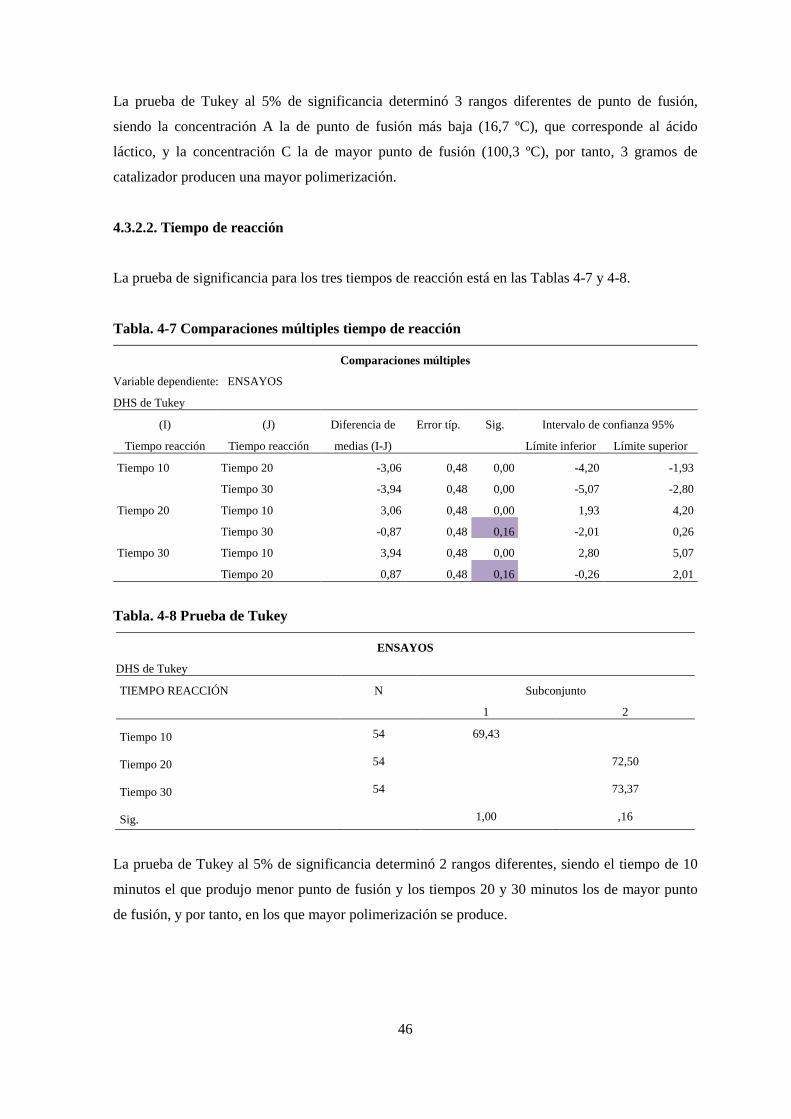
46
La prueba de Tukey al 5% de significancia determinó 3 rangos diferentes de punto de fusión,
siendo la concentración A la de punto de fusión más baja (16,7 ºC), que corresponde al ácido
láctico, y la concentración C la de mayor punto de fusión (100,3 ºC), por tanto, 3 gramos de
catalizador producen una mayor polimerización.
4.3.2.2. Tiempo de reacción
La prueba de significancia para los tres tiempos de reacción está en las Tablas 4-7 y 4-8.
Tabla. 4-7 Comparaciones múltiples tiempo de reacción
Comparaciones múltiples
Variable dependiente: ENSAYOS
DHS de Tukey
(I)
Tiempo reacción
(J)
Tiempo reacción
Diferencia de
medias (I-J)
Error típ. Sig. Intervalo de confianza 95%
Límite inferior Límite superior
Tiempo 10 Tiempo 20 -3,06 0,48 0,00 -4,20 -1,93
Tiempo 30 -3,94 0,48 0,00 -5,07 -2,80
Tiempo 20 Tiempo 10 3,06 0,48 0,00 1,93 4,20
Tiempo 30 -0,87 0,48 0,16 -2,01 0,26
Tiempo 30 Tiempo 10 3,94 0,48 0,00 2,80 5,07
Tiempo 20 0,87 0,48 0,16 -0,26 2,01
Tabla. 4-8 Prueba de Tukey
ENSAYOS
DHS de Tukey
TIEMPO REACCIÓN N Subconjunto
1 2
Tiempo 10 54 69,43
Tiempo 20 54 72,50
Tiempo 30 54 73,37
Sig. 1,00 ,16
La prueba de Tukey al 5% de significancia determinó 2 rangos diferentes, siendo el tiempo de 10
minutos el que produjo menor punto de fusión y los tiempos 20 y 30 minutos los de mayor punto
de fusión, y por tanto, en los que mayor polimerización se produce.
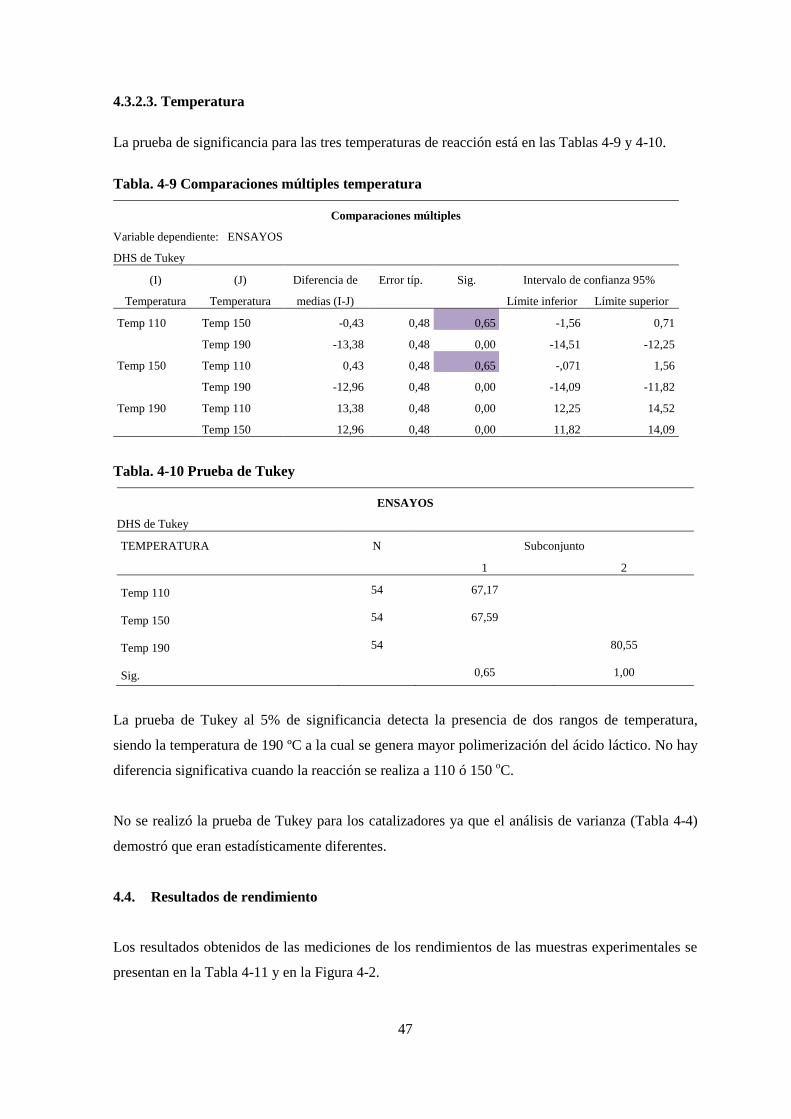
47
4.3.2.3. Temperatura
La prueba de significancia para las tres temperaturas de reacción está en las Tablas 4-9 y 4-10.
Tabla. 4-9 Comparaciones múltiples temperatura
Comparaciones múltiples
Variable dependiente: ENSAYOS
DHS de Tukey
(I)
Temperatura
(J)
Temperatura
Diferencia de
medias (I-J)
Error típ. Sig. Intervalo de confianza 95%
Límite inferior Límite superior
Temp 110 Temp 150 -0,43 0,48 0,65 -1,56 0,71
Temp 190 -13,38 0,48 0,00 -14,51 -12,25
Temp 150 Temp 110 0,43 0,48 0,65 -,071 1,56
Temp 190 -12,96 0,48 0,00 -14,09 -11,82
Temp 190 Temp 110 13,38 0,48 0,00 12,25 14,52
Temp 150 12,96 0,48 0,00 11,82 14,09
Tabla. 4-10 Prueba de Tukey
ENSAYOS
DHS de Tukey
TEMPERATURA N Subconjunto
1 2
Temp 110 54 67,17
Temp 150 54 67,59
Temp 190 54 80,55
Sig. 0,65 1,00
La prueba de Tukey al 5% de significancia detecta la presencia de dos rangos de temperatura,
siendo la temperatura de 190 ºC a la cual se genera mayor polimerización del ácido láctico. No hay
diferencia significativa cuando la reacción se realiza a 110 ó 150 oC.
No se realizó la prueba de Tukey para los catalizadores ya que el análisis de varianza (Tabla 4-4)
demostró que eran estadísticamente diferentes.
4.4. Resultados de rendimiento
Los resultados obtenidos de las mediciones de los rendimientos de las muestras experimentales se
presentan en la Tabla 4-11 y en la Figura 4-2.

48
Tabla. 4-11 Resultados de rendimiento, gramos de polímero.
Catalizador Concentración Tiempo
Reacción Temperatura Media Desviación %
CaO 0 10 110 11,7058 0,8846 58,5292
150 9,5487 0,2246 47,7433
190 7,2121 0,1668 36,0603
20 110 8,5272 0,2212 42,6358
150 9,4876 0,3433 47,4378
190 9,2525 0,2312 46,2627
30 110 9,6109 0,4337 48,0543
150 7,5297 0,0618 37,6487
190 9,6142 1,8276 48,0708
1 10 110 6,6659 1,9429 33,3295
150 4,9387 0,2308 24,6937
190 5,6557 0,2599 28,2783
20 110 3,6660 0,0908 18,3302
150 5,5896 0,0682 27,9480
190 4,8414 0,2370 24,2070
30 110 4,4788 0,1503 22,3940
150 3,6786 0,1993 18,3928
190 6,4861 0,0845 32,4307
3 10 110 6,4948 0,0301 32,4740
150 4,4639 0,3807 22,3195
190 7,5063 0,0600 37,5317
20 110 4,1289 0,1255 20,6447
150 5,0037 0,1508 25,0183
190 8,2110 0,2250 41,0548
30 110 4,5938 0,3106 22,9688
150 5,3191 0,3247 26,5955
190 4,8196 0,0820 24,0982
ZnO 0 10 110 11,1457 0,5155 55,7285
150 9,4864 0,4473 47,4320
190 7,8819 0,1089 39,4093
20 110 8,4788 0,0965 42,3940
150 9,5447 0,2978 47,7235
190 9,5232 0,2182 47,6162
30 110 9,2164 0,2100 46,0818
150 7,5024 0,2592 37,5122
190 11,0561 0,1130 55,2803
1 10 110 6,5065 0,3712 32,5325
150 4,6297 0,2301 23,1487
190 7,5422 0,0998 37,7112
20 110 3,5684 0,3858 17,8422
150 5,3805 1,0331 26,9027
190 5,6002 0,2541 28,0010
30 110 6,4863 0,1495 32,4317
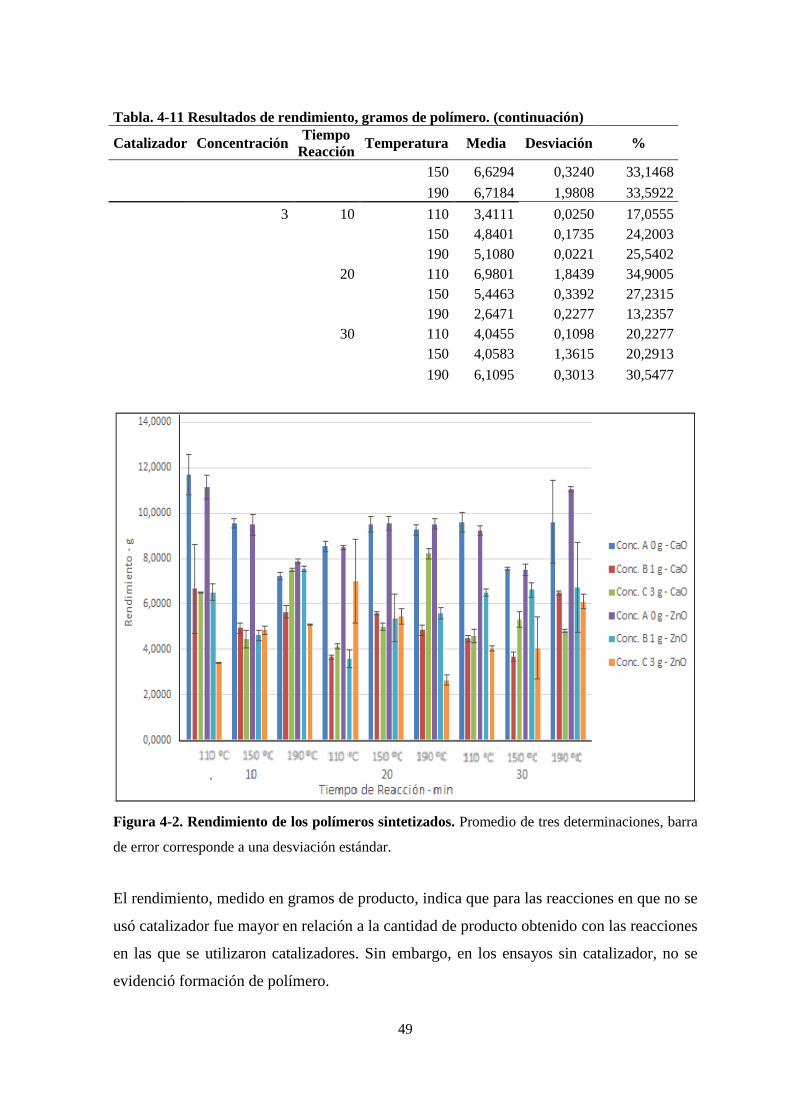
49
Tabla. 4-11 Resultados de rendimiento, gramos de polímero. (continuación)
Catalizador Concentración Tiempo
Reacción Temperatura Media Desviación %
150 6,6294 0,3240 33,1468
190 6,7184 1,9808 33,5922
3 10 110 3,4111 0,0250 17,0555
150 4,8401 0,1735 24,2003
190 5,1080 0,0221 25,5402
20 110 6,9801 1,8439 34,9005
150 5,4463 0,3392 27,2315
190 2,6471 0,2277 13,2357
30 110 4,0455 0,1098 20,2277
150 4,0583 1,3615 20,2913
190 6,1095 0,3013 30,5477
Figura 4-2. Rendimiento de los polímeros sintetizados. Promedio de tres determinaciones, barra
de error corresponde a una desviación estándar.
El rendimiento, medido en gramos de producto, indica que para las reacciones en que no se
usó catalizador fue mayor en relación a la cantidad de producto obtenido con las reacciones
en las que se utilizaron catalizadores. Sin embargo, en los ensayos sin catalizador, no se
evidenció formación de polímero.
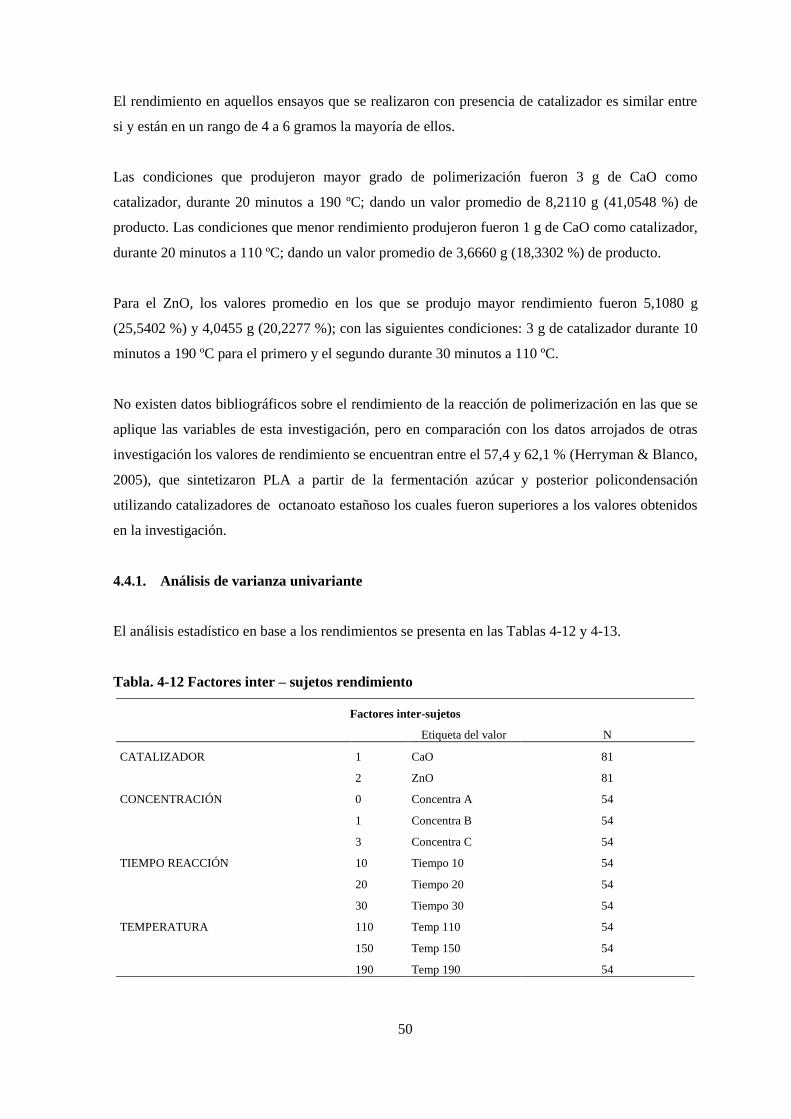
50
El rendimiento en aquellos ensayos que se realizaron con presencia de catalizador es similar entre
si y están en un rango de 4 a 6 gramos la mayoría de ellos.
Las condiciones que produjeron mayor grado de polimerización fueron 3 g de CaO como
catalizador, durante 20 minutos a 190 ºC; dando un valor promedio de 8,2110 g (41,0548 %) de
producto. Las condiciones que menor rendimiento produjeron fueron 1 g de CaO como catalizador,
durante 20 minutos a 110 ºC; dando un valor promedio de 3,6660 g (18,3302 %) de producto.
Para el ZnO, los valores promedio en los que se produjo mayor rendimiento fueron 5,1080 g
(25,5402 %) y 4,0455 g (20,2277 %); con las siguientes condiciones: 3 g de catalizador durante 10
minutos a 190 ºC para el primero y el segundo durante 30 minutos a 110 ºC.
No existen datos bibliográficos sobre el rendimiento de la reacción de polimerización en las que se
aplique las variables de esta investigación, pero en comparación con los datos arrojados de otras
investigación los valores de rendimiento se encuentran entre el 57,4 y 62,1 % (Herryman & Blanco,
2005), que sintetizaron PLA a partir de la fermentación azúcar y posterior policondensación
utilizando catalizadores de octanoato estañoso los cuales fueron superiores a los valores obtenidos
en la investigación.
4.4.1. Análisis de varianza univariante
El análisis estadístico en base a los rendimientos se presenta en las Tablas 4-12 y 4-13.
Tabla. 4-12 Factores inter – sujetos rendimiento
Factores inter-sujetos
Etiqueta del valor N
CATALIZADOR 1 CaO 81
2 ZnO 81
CONCENTRACIÓN 0 Concentra A 54
1 Concentra B 54
3 Concentra C 54
TIEMPO REACCIÓN 10 Tiempo 10 54
20 Tiempo 20 54
30 Tiempo 30 54
TEMPERATURA 110 Temp 110 54
150 Temp 150 54
190 Temp 190 54
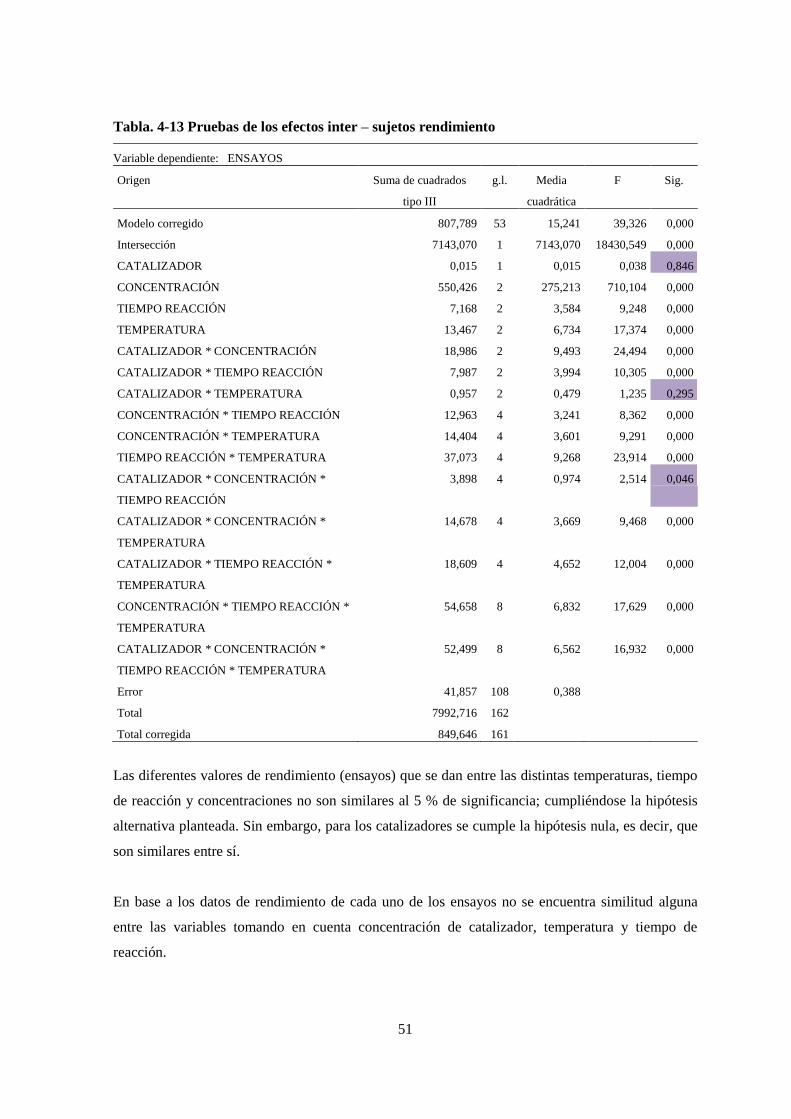
51
Tabla. 4-13 Pruebas de los efectos inter – sujetos rendimiento
Variable dependiente: ENSAYOS
Origen Suma de cuadrados
tipo III
g.l. Media
cuadrática
F Sig.
Modelo corregido 807,789 53 15,241 39,326 0,000
Intersección 7143,070 1 7143,070 18430,549 0,000
CATALIZADOR 0,015 1 0,015 0,038 0,846
CONCENTRACIÓN 550,426 2 275,213 710,104 0,000
TIEMPO REACCIÓN 7,168 2 3,584 9,248 0,000
TEMPERATURA 13,467 2 6,734 17,374 0,000
CATALIZADOR * CONCENTRACIÓN 18,986 2 9,493 24,494 0,000
CATALIZADOR * TIEMPO REACCIÓN 7,987 2 3,994 10,305 0,000
CATALIZADOR * TEMPERATURA 0,957 2 0,479 1,235 0,295
CONCENTRACIÓN * TIEMPO REACCIÓN 12,963 4 3,241 8,362 0,000
CONCENTRACIÓN * TEMPERATURA 14,404 4 3,601 9,291 0,000
TIEMPO REACCIÓN * TEMPERATURA 37,073 4 9,268 23,914 0,000
CATALIZADOR * CONCENTRACIÓN *
TIEMPO REACCIÓN
3,898 4 0,974 2,514 0,046
CATALIZADOR * CONCENTRACIÓN *
TEMPERATURA
14,678 4 3,669 9,468 0,000
CATALIZADOR * TIEMPO REACCIÓN *
TEMPERATURA
18,609 4 4,652 12,004 0,000
CONCENTRACIÓN * TIEMPO REACCIÓN *
TEMPERATURA
54,658 8 6,832 17,629 0,000
CATALIZADOR * CONCENTRACIÓN *
TIEMPO REACCIÓN * TEMPERATURA
52,499 8 6,562 16,932 0,000
Error 41,857 108 0,388
Total 7992,716 162
Total corregida 849,646 161
Las diferentes valores de rendimiento (ensayos) que se dan entre las distintas temperaturas, tiempo
de reacción y concentraciones no son similares al 5 % de significancia; cumpliéndose la hipótesis
alternativa planteada. Sin embargo, para los catalizadores se cumple la hipótesis nula, es decir, que
son similares entre sí.
En base a los datos de rendimiento de cada uno de los ensayos no se encuentra similitud alguna
entre las variables tomando en cuenta concentración de catalizador, temperatura y tiempo de
reacción.
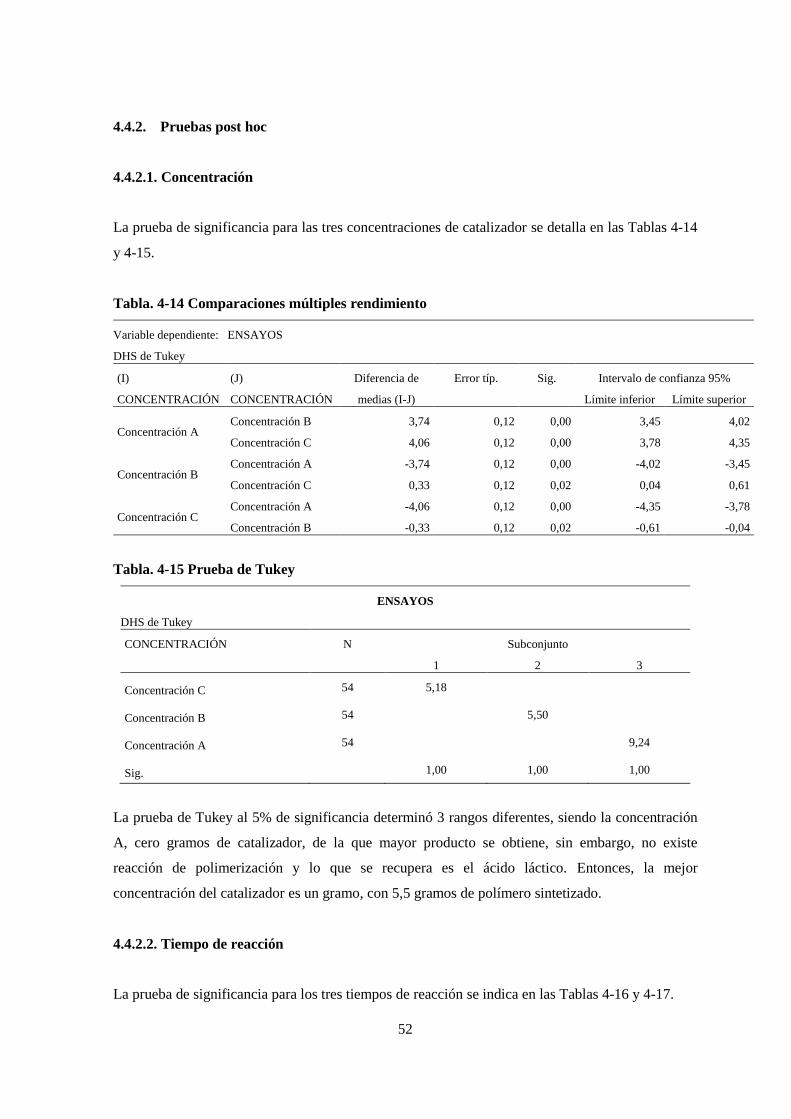
52
4.4.2. Pruebas post hoc
4.4.2.1. Concentración
La prueba de significancia para las tres concentraciones de catalizador se detalla en las Tablas 4-14
y 4-15.
Tabla. 4-14 Comparaciones múltiples rendimiento
Variable dependiente: ENSAYOS
DHS de Tukey
(I)
CONCENTRACIÓN
(J)
CONCENTRACIÓN
Diferencia de
medias (I-J)
Error típ. Sig. Intervalo de confianza 95%
Límite inferior Límite superior
Concentración A Concentración B 3,74 0,12 0,00 3,45 4,02
Concentración C 4,06 0,12 0,00 3,78 4,35
Concentración B Concentración A -3,74 0,12 0,00 -4,02 -3,45
Concentración C 0,33 0,12 0,02 0,04 0,61
Concentración C Concentración A -4,06 0,12 0,00 -4,35 -3,78
Concentración B -0,33 0,12 0,02 -0,61 -0,04
Tabla. 4-15 Prueba de Tukey
ENSAYOS
DHS de Tukey
CONCENTRACIÓN N Subconjunto
1 2 3
Concentración C 54 5,18
Concentración B 54 5,50
Concentración A 54 9,24
Sig. 1,00 1,00 1,00
La prueba de Tukey al 5% de significancia determinó 3 rangos diferentes, siendo la concentración
A, cero gramos de catalizador, de la que mayor producto se obtiene, sin embargo, no existe
reacción de polimerización y lo que se recupera es el ácido láctico. Entonces, la mejor
concentración del catalizador es un gramo, con 5,5 gramos de polímero sintetizado.
4.4.2.2. Tiempo de reacción
La prueba de significancia para los tres tiempos de reacción se indica en las Tablas 4-16 y 4-17.
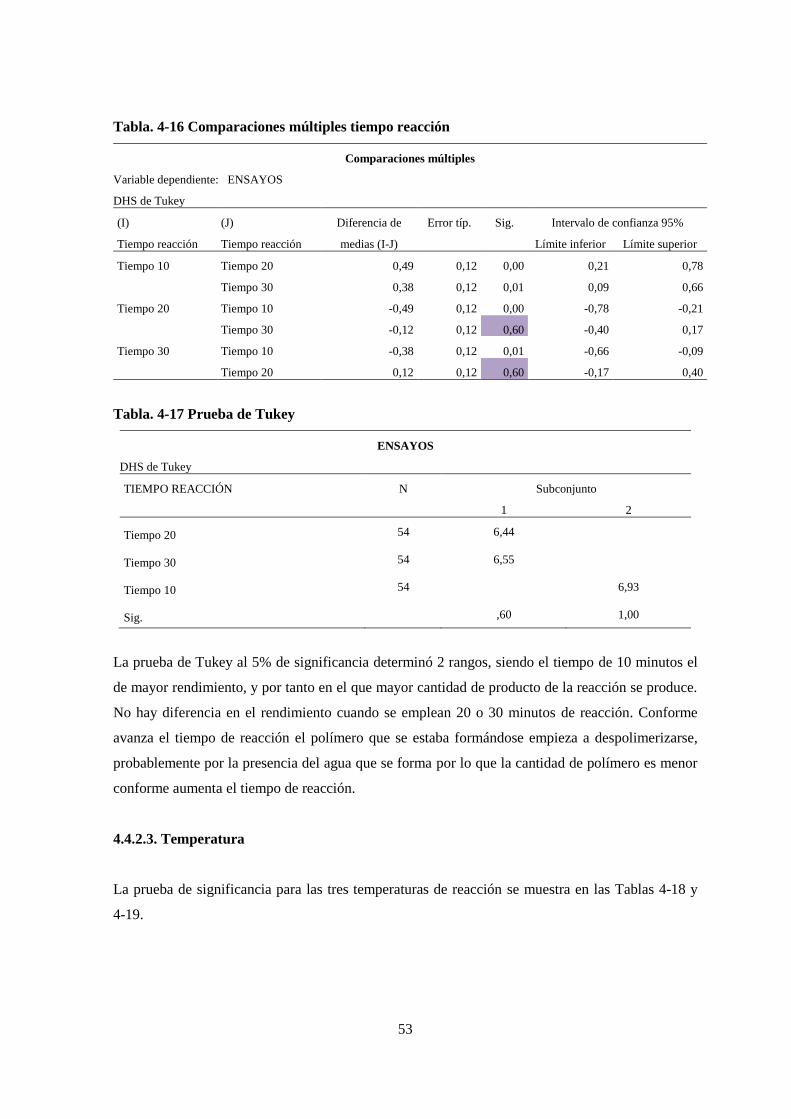
53
Tabla. 4-16 Comparaciones múltiples tiempo reacción
Comparaciones múltiples
Variable dependiente: ENSAYOS
DHS de Tukey
(I)
Tiempo reacción
(J)
Tiempo reacción
Diferencia de
medias (I-J)
Error típ. Sig. Intervalo de confianza 95%
Límite inferior Límite superior
Tiempo 10 Tiempo 20 0,49 0,12 0,00 0,21 0,78
Tiempo 30 0,38 0,12 0,01 0,09 0,66
Tiempo 20 Tiempo 10 -0,49 0,12 0,00 -0,78 -0,21
Tiempo 30 -0,12 0,12 0,60 -0,40 0,17
Tiempo 30 Tiempo 10 -0,38 0,12 0,01 -0,66 -0,09
Tiempo 20 0,12 0,12 0,60 -0,17 0,40
Tabla. 4-17 Prueba de Tukey
ENSAYOS
DHS de Tukey
TIEMPO REACCIÓN N Subconjunto
1 2
Tiempo 20 54 6,44
Tiempo 30 54 6,55
Tiempo 10 54 6,93
Sig. ,60 1,00
La prueba de Tukey al 5% de significancia determinó 2 rangos, siendo el tiempo de 10 minutos el
de mayor rendimiento, y por tanto en el que mayor cantidad de producto de la reacción se produce.
No hay diferencia en el rendimiento cuando se emplean 20 o 30 minutos de reacción. Conforme
avanza el tiempo de reacción el polímero que se estaba formándose empieza a despolimerizarse,
probablemente por la presencia del agua que se forma por lo que la cantidad de polímero es menor
conforme aumenta el tiempo de reacción.
4.4.2.3. Temperatura
La prueba de significancia para las tres temperaturas de reacción se muestra en las Tablas 4-18 y
4-19.
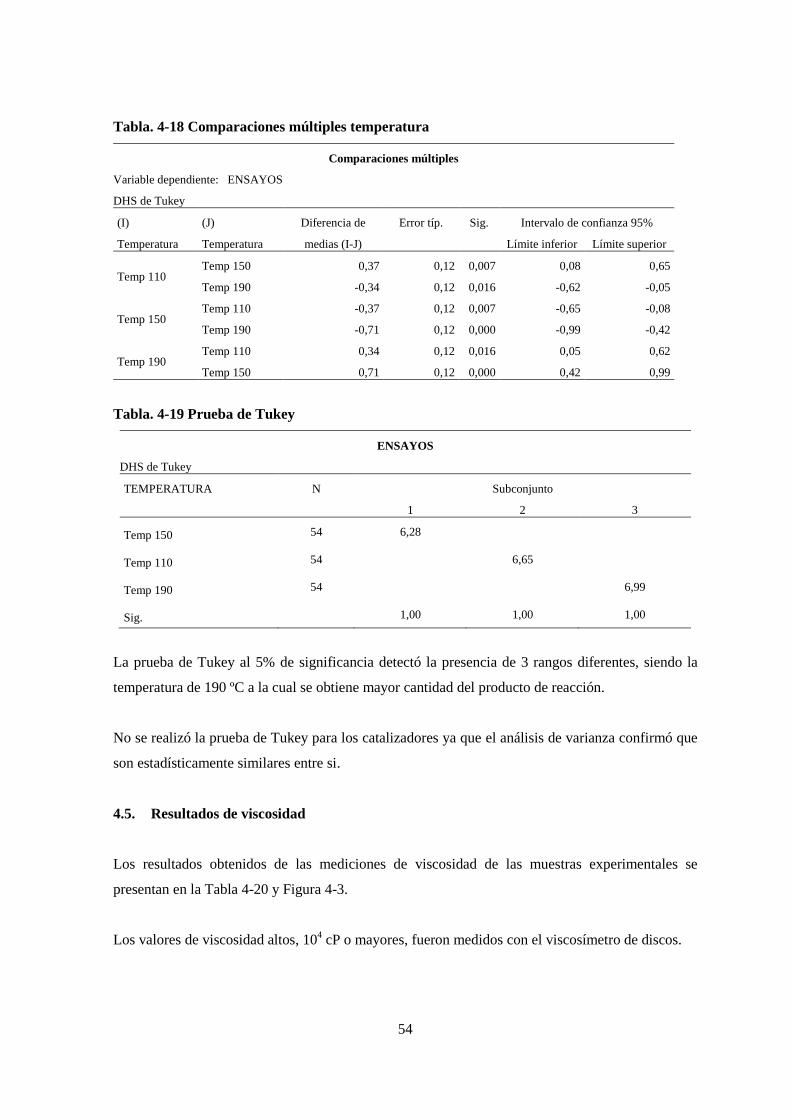
54
Tabla. 4-18 Comparaciones múltiples temperatura
Comparaciones múltiples
Variable dependiente: ENSAYOS
DHS de Tukey
(I)
Temperatura
(J)
Temperatura
Diferencia de
medias (I-J)
Error típ. Sig. Intervalo de confianza 95%
Límite inferior Límite superior
Temp 110 Temp 150 0,37 0,12 0,007 0,08 0,65
Temp 190 -0,34 0,12 0,016 -0,62 -0,05
Temp 150 Temp 110 -0,37 0,12 0,007 -0,65 -0,08
Temp 190 -0,71 0,12 0,000 -0,99 -0,42
Temp 190 Temp 110 0,34 0,12 0,016 0,05 0,62
Temp 150 0,71 0,12 0,000 0,42 0,99
Tabla. 4-19 Prueba de Tukey
ENSAYOS
DHS de Tukey
TEMPERATURA N Subconjunto
1 2 3
Temp 150 54 6,28
Temp 110 54 6,65
Temp 190 54 6,99
Sig. 1,00 1,00 1,00
La prueba de Tukey al 5% de significancia detectó la presencia de 3 rangos diferentes, siendo la
temperatura de 190 ºC a la cual se obtiene mayor cantidad del producto de reacción.
No se realizó la prueba de Tukey para los catalizadores ya que el análisis de varianza confirmó que
son estadísticamente similares entre si.
4.5. Resultados de viscosidad
Los resultados obtenidos de las mediciones de viscosidad de las muestras experimentales se
presentan en la Tabla 4-20 y Figura 4-3.
Los valores de viscosidad altos, 104 cP o mayores, fueron medidos con el viscosímetro de discos.
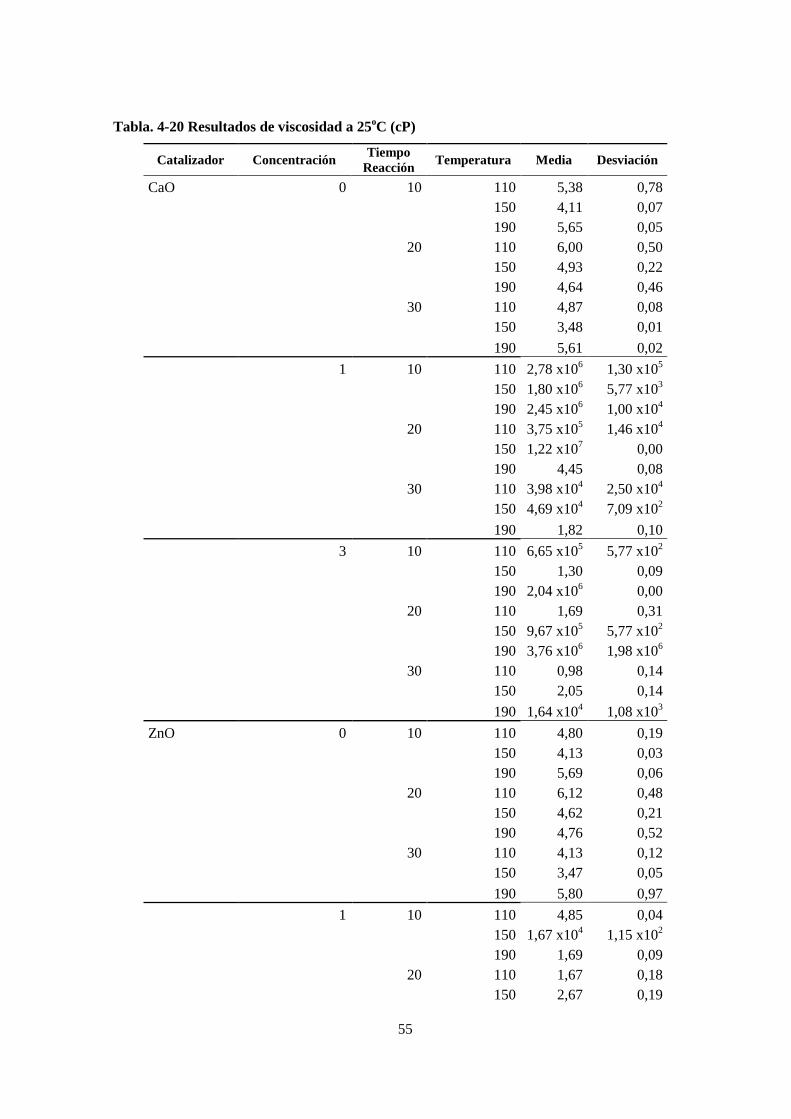
55
Tabla. 4-20 Resultados de viscosidad a 25oC (cP)
Catalizador Concentración Tiempo
Reacción Temperatura Media Desviación
CaO 0 10 110 5,38 0,78
150 4,11 0,07
190 5,65 0,05
20 110 6,00 0,50
150 4,93 0,22
190 4,64 0,46
30 110 4,87 0,08
150 3,48 0,01
190 5,61 0,02
1 10 110 2,78 x106 1,30 x10
5
150 1,80 x106 5,77 x10
3
190 2,45 x106 1,00 x10
4
20 110 3,75 x105 1,46 x10
4
150 1,22 x107 0,00
190 4,45 0,08
30 110 3,98 x104 2,50 x10
4
150 4,69 x104 7,09 x10
2
190 1,82 0,10
3 10 110 6,65 x105 5,77 x10
2
150 1,30 0,09
190 2,04 x106 0,00
20 110 1,69 0,31
150 9,67 x105 5,77 x10
2
190 3,76 x106 1,98 x10
6
30 110 0,98 0,14
150 2,05 0,14
190 1,64 x104 1,08 x10
3
ZnO 0 10 110 4,80 0,19
150 4,13 0,03
190 5,69 0,06
20 110 6,12 0,48
150 4,62 0,21
190 4,76 0,52
30 110 4,13 0,12
150 3,47 0,05
190 5,80 0,97
1 10 110 4,85 0,04
150 1,67 x104 1,15 x10
2
190 1,69 0,09
20 110 1,67 0,18
150 2,67 0,19
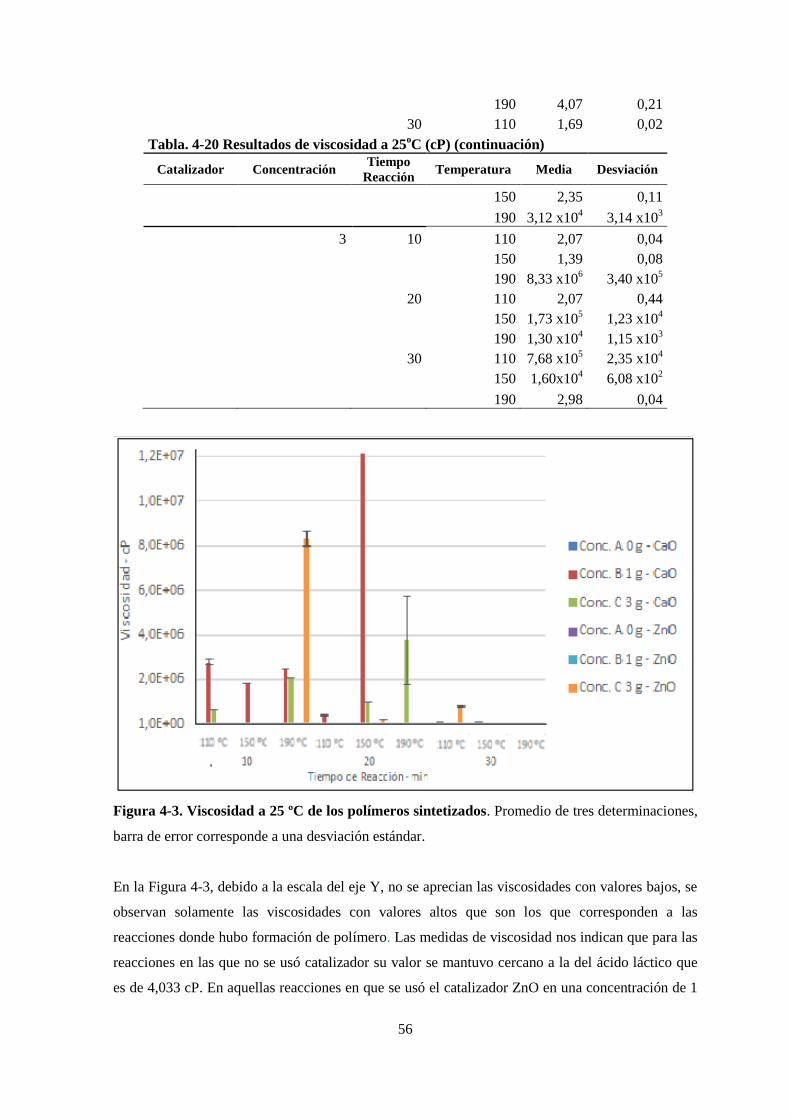
56
190 4,07 0,21
30 110 1,69 0,02
Tabla. 4-20 Resultados de viscosidad a 25oC (cP) (continuación)
Catalizador Concentración Tiempo
Reacción Temperatura Media Desviación
150 2,35 0,11
190 3,12 x104 3,14 x10
3
3 10 110 2,07 0,04
150 1,39 0,08
190 8,33 x106 3,40 x10
5
20 110 2,07 0,44
150 1,73 x105 1,23 x10
4
190 1,30 x104 1,15 x10
3
30 110 7,68 x105 2,35 x10
4
150 1,60x104
6,08 x102
190 2,98 0,04
Figura 4-3. Viscosidad a 25 ºC de los polímeros sintetizados. Promedio de tres determinaciones,
barra de error corresponde a una desviación estándar.
En la Figura 4-3, debido a la escala del eje Y, no se aprecian las viscosidades con valores bajos, se
observan solamente las viscosidades con valores altos que son los que corresponden a las
reacciones donde hubo formación de polímero. Las medidas de viscosidad nos indican que para las
reacciones en las que no se usó catalizador su valor se mantuvo cercano a la del ácido láctico que
es de 4,033 cP. En aquellas reacciones en que se usó el catalizador ZnO en una concentración de 1
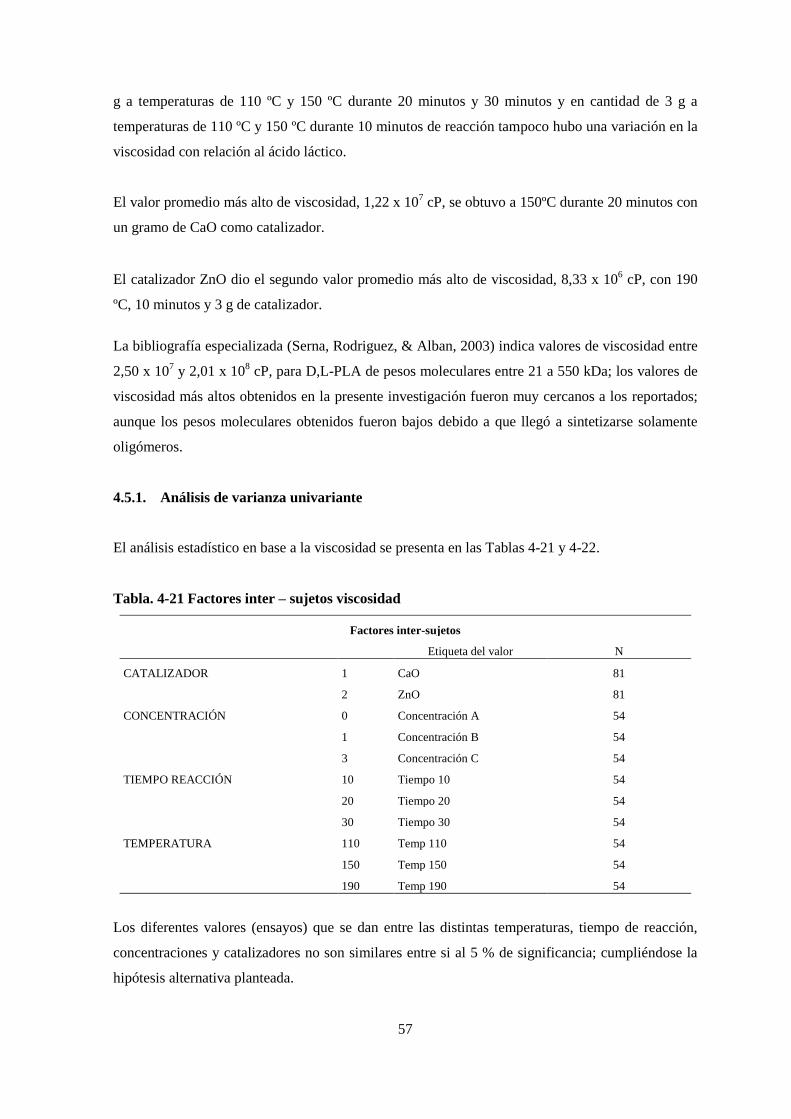
57
g a temperaturas de 110 ºC y 150 ºC durante 20 minutos y 30 minutos y en cantidad de 3 g a
temperaturas de 110 ºC y 150 ºC durante 10 minutos de reacción tampoco hubo una variación en la
viscosidad con relación al ácido láctico.
El valor promedio más alto de viscosidad, 1,22 x 107 cP, se obtuvo a 150ºC durante 20 minutos con
un gramo de CaO como catalizador.
El catalizador ZnO dio el segundo valor promedio más alto de viscosidad, 8,33 x 106 cP, con 190
ºC, 10 minutos y 3 g de catalizador.
La bibliografía especializada (Serna, Rodriguez, & Alban, 2003) indica valores de viscosidad entre
2,50 x 107 y 2,01 x 10
8 cP, para D,L-PLA de pesos moleculares entre 21 a 550 kDa; los valores de
viscosidad más altos obtenidos en la presente investigación fueron muy cercanos a los reportados;
aunque los pesos moleculares obtenidos fueron bajos debido a que llegó a sintetizarse solamente
oligómeros.
4.5.1. Análisis de varianza univariante
El análisis estadístico en base a la viscosidad se presenta en las Tablas 4-21 y 4-22.
Tabla. 4-21 Factores inter – sujetos viscosidad
Factores inter-sujetos
Etiqueta del valor N
CATALIZADOR 1 CaO 81
2 ZnO 81
CONCENTRACIÓN 0 Concentración A 54
1 Concentración B 54
3 Concentración C 54
TIEMPO REACCIÓN 10 Tiempo 10 54
20 Tiempo 20 54
30 Tiempo 30 54
TEMPERATURA 110 Temp 110 54
150 Temp 150 54
190 Temp 190 54
Los diferentes valores (ensayos) que se dan entre las distintas temperaturas, tiempo de reacción,
concentraciones y catalizadores no son similares entre si al 5 % de significancia; cumpliéndose la
hipótesis alternativa planteada.
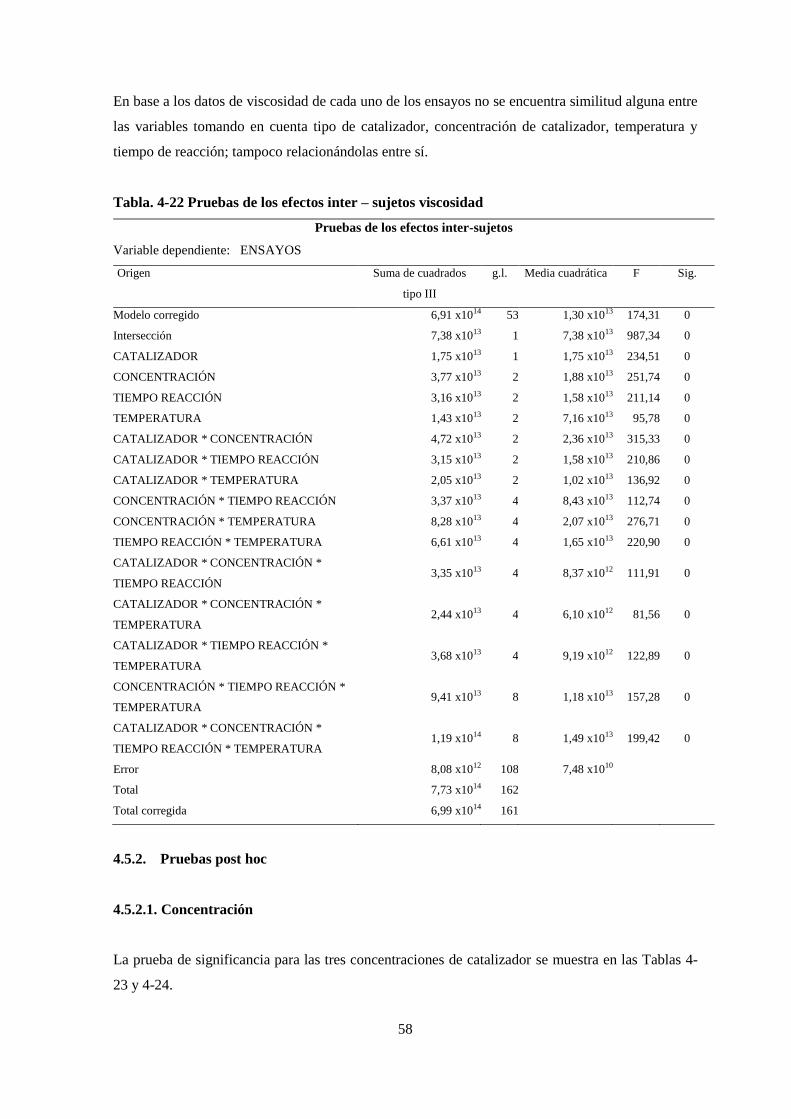
58
En base a los datos de viscosidad de cada uno de los ensayos no se encuentra similitud alguna entre
las variables tomando en cuenta tipo de catalizador, concentración de catalizador, temperatura y
tiempo de reacción; tampoco relacionándolas entre sí.
Tabla. 4-22 Pruebas de los efectos inter – sujetos viscosidad
Pruebas de los efectos inter-sujetos
Variable dependiente: ENSAYOS
Origen Suma de cuadrados
tipo III
g.l. Media cuadrática F Sig.
Modelo corregido 6,91 x1014 53 1,30 x1013 174,31 0
Intersección 7,38 x1013 1 7,38 x1013 987,34 0
CATALIZADOR 1,75 x1013 1 1,75 x1013 234,51 0
CONCENTRACIÓN 3,77 x1013 2 1,88 x1013 251,74 0
TIEMPO REACCIÓN 3,16 x1013 2 1,58 x1013 211,14 0
TEMPERATURA 1,43 x1013 2 7,16 x1013 95,78 0
CATALIZADOR * CONCENTRACIÓN 4,72 x1013 2 2,36 x1013 315,33 0
CATALIZADOR * TIEMPO REACCIÓN 3,15 x1013 2 1,58 x1013 210,86 0
CATALIZADOR * TEMPERATURA 2,05 x1013 2 1,02 x1013 136,92 0
CONCENTRACIÓN * TIEMPO REACCIÓN 3,37 x1013 4 8,43 x1013 112,74 0
CONCENTRACIÓN * TEMPERATURA 8,28 x1013 4 2,07 x1013 276,71 0
TIEMPO REACCIÓN * TEMPERATURA 6,61 x1013 4 1,65 x1013 220,90 0
CATALIZADOR * CONCENTRACIÓN *
TIEMPO REACCIÓN 3,35 x1013 4 8,37 x1012 111,91 0
CATALIZADOR * CONCENTRACIÓN *
TEMPERATURA 2,44 x1013 4 6,10 x1012 81,56 0
CATALIZADOR * TIEMPO REACCIÓN *
TEMPERATURA 3,68 x1013 4 9,19 x1012 122,89 0
CONCENTRACIÓN * TIEMPO REACCIÓN *
TEMPERATURA 9,41 x1013 8 1,18 x1013 157,28 0
CATALIZADOR * CONCENTRACIÓN *
TIEMPO REACCIÓN * TEMPERATURA 1,19 x1014 8 1,49 x1013 199,42 0
Error 8,08 x1012 108 7,48 x1010
Total 7,73 x1014 162
Total corregida 6,99 x1014 161
4.5.2. Pruebas post hoc
4.5.2.1. Concentración
La prueba de significancia para las tres concentraciones de catalizador se muestra en las Tablas 4-
23 y 4-24.
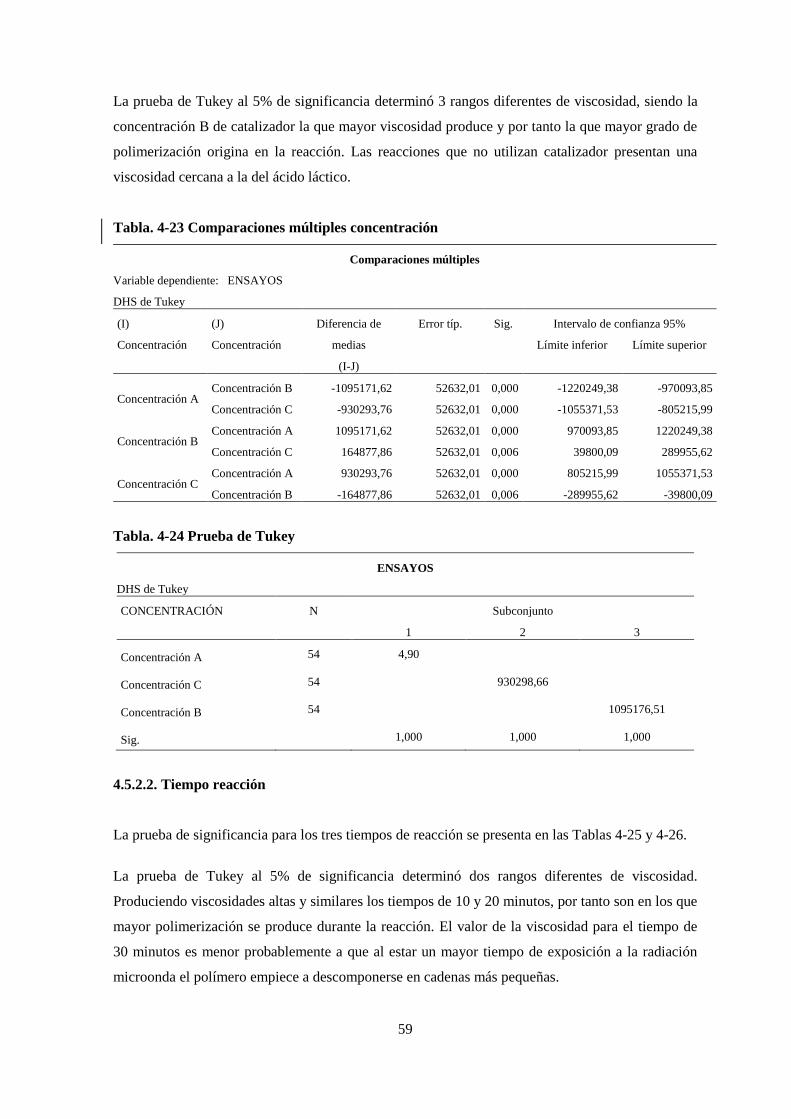
59
La prueba de Tukey al 5% de significancia determinó 3 rangos diferentes de viscosidad, siendo la
concentración B de catalizador la que mayor viscosidad produce y por tanto la que mayor grado de
polimerización origina en la reacción. Las reacciones que no utilizan catalizador presentan una
viscosidad cercana a la del ácido láctico.
Tabla. 4-23 Comparaciones múltiples concentración
Comparaciones múltiples
Variable dependiente: ENSAYOS
DHS de Tukey
(I)
Concentración
(J)
Concentración
Diferencia de
medias
(I-J)
Error típ. Sig. Intervalo de confianza 95%
Límite inferior Límite superior
Concentración A Concentración B -1095171,62 52632,01 0,000 -1220249,38 -970093,85
Concentración C -930293,76 52632,01 0,000 -1055371,53 -805215,99
Concentración B Concentración A 1095171,62 52632,01 0,000 970093,85 1220249,38
Concentración C 164877,86 52632,01 0,006 39800,09 289955,62
Concentración C Concentración A 930293,76 52632,01 0,000 805215,99 1055371,53
Concentración B -164877,86 52632,01 0,006 -289955,62 -39800,09
Tabla. 4-24 Prueba de Tukey
ENSAYOS
DHS de Tukey
CONCENTRACIÓN N Subconjunto
1 2 3
Concentración A 54 4,90
Concentración C 54 930298,66
Concentración B 54 1095176,51
Sig. 1,000 1,000 1,000
4.5.2.2. Tiempo reacción
La prueba de significancia para los tres tiempos de reacción se presenta en las Tablas 4-25 y 4-26.
La prueba de Tukey al 5% de significancia determinó dos rangos diferentes de viscosidad.
Produciendo viscosidades altas y similares los tiempos de 10 y 20 minutos, por tanto son en los que
mayor polimerización se produce durante la reacción. El valor de la viscosidad para el tiempo de
30 minutos es menor probablemente a que al estar un mayor tiempo de exposición a la radiación
microonda el polímero empiece a descomponerse en cadenas más pequeñas.

60
Tabla. 4-25 Comparaciones múltiples tiempo reacción
Comparaciones múltiples
Variable dependiente: ENSAYOS
DHS de Tukey
(I)
Tiempo
Reacción
(J)
Tiempo
Reacción
Diferencia de
medias (I-J)
Error típ. Sig. Intervalo de confianza 95%
Límite inferior Límite superior
Tiempo 10 Tiempo 20 34435,97 52632,01 0,790 -90641,80 159513,73
Tiempo 30 953394,86 52632,01 0,000 828317,09 1078472,63
Tiempo 20 Tiempo 10 -34435,97 52632,01 0,790 -159513,73 90641,80
Tiempo 30 918958,90 52632,01 0,000 793881,13 1044036,66
Tiempo 30 Tiempo 10 -953394,86 52632,01 0,000 -1078472,63 -828317,09
Tiempo 20 -918958,90 52632,01 0,000 -1044036,66 -793881,13
Tabla. 4-26 Prueba de Tukey
ENSAYOS
DHS de Tukey
TIEMPO REACCIÓN N Subconjunto
1 2
Tiempo 30 54 51042,11
Tiempo 20 54 970001,00
Tiempo 10 54 1004436,97
Sig. 1,000 0,790
La prueba de Tukey al 5% de significancia determinó dos rangos diferentes de viscosidad.
Produciendo viscosidades altas y similares los tiempos de 10 y 20 minutos, por tanto son en los que
mayor polimerización se produce durante la reacción. El valor de la viscosidad para el tiempo de
30 minutos es menor probablemente a que al estar un mayor tiempo de exposición a la radiación
microonda el polímero empiece a descomponerse en cadenas más pequeñas.
4.5.2.3. Temperatura
La prueba de significancia para las tres temperaturas de reacción se presenta en las Tablas 4-27 y 4-
28.
La prueba de Tukey al 5% de significancia detectó la presencia de dos rangos diferentes de
viscosidad, siendo las viscosidades a las temperaturas de reacción de 150 y 190 ºC similares y en
las cuales se genera mayor polimerización del ácido láctico.
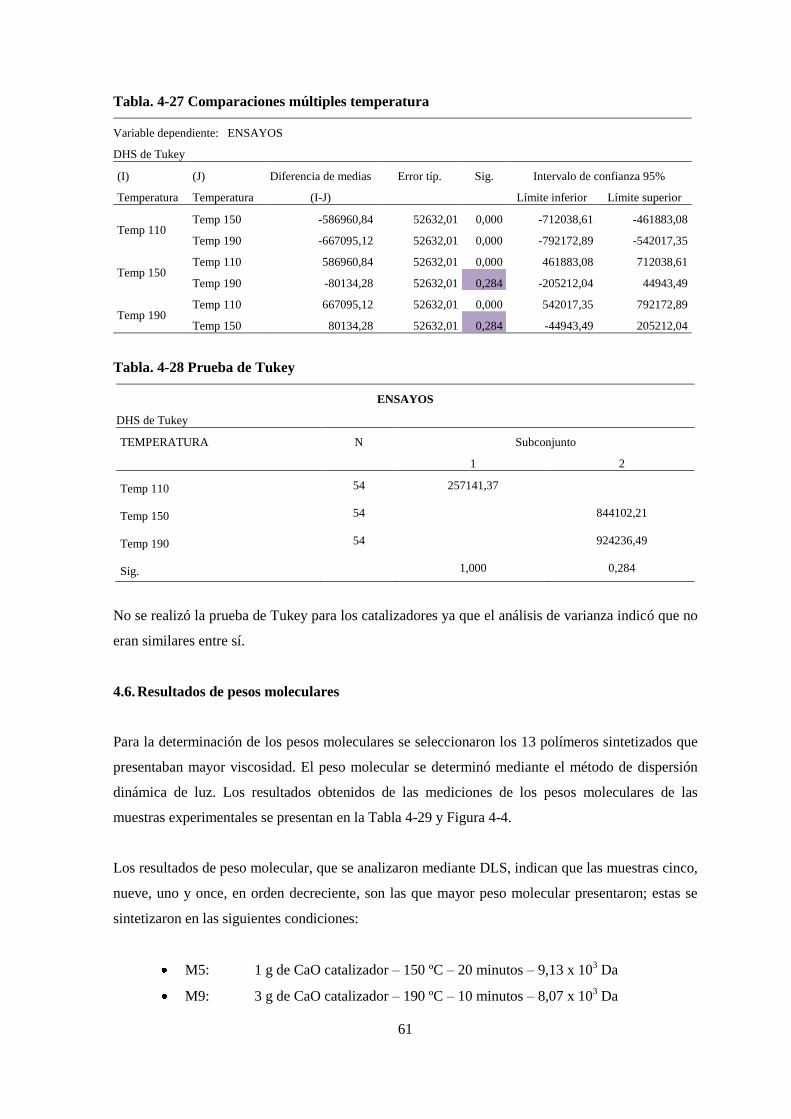
61
Tabla. 4-27 Comparaciones múltiples temperatura
Variable dependiente: ENSAYOS
DHS de Tukey
(I)
Temperatura
(J)
Temperatura
Diferencia de medias
(I-J)
Error típ. Sig. Intervalo de confianza 95%
Límite inferior Límite superior
Temp 110 Temp 150 -586960,84 52632,01 0,000 -712038,61 -461883,08
Temp 190 -667095,12 52632,01 0,000 -792172,89 -542017,35
Temp 150 Temp 110 586960,84 52632,01 0,000 461883,08 712038,61
Temp 190 -80134,28 52632,01 0,284 -205212,04 44943,49
Temp 190 Temp 110 667095,12 52632,01 0,000 542017,35 792172,89
Temp 150 80134,28 52632,01 0,284 -44943,49 205212,04
Tabla. 4-28 Prueba de Tukey
ENSAYOS
DHS de Tukey
TEMPERATURA N Subconjunto
1 2
Temp 110 54 257141,37
Temp 150 54 844102,21
Temp 190 54 924236,49
Sig. 1,000 0,284
No se realizó la prueba de Tukey para los catalizadores ya que el análisis de varianza indicó que no
eran similares entre sí.
4.6. Resultados de pesos moleculares
Para la determinación de los pesos moleculares se seleccionaron los 13 polímeros sintetizados que
presentaban mayor viscosidad. El peso molecular se determinó mediante el método de dispersión
dinámica de luz. Los resultados obtenidos de las mediciones de los pesos moleculares de las
muestras experimentales se presentan en la Tabla 4-29 y Figura 4-4.
Los resultados de peso molecular, que se analizaron mediante DLS, indican que las muestras cinco,
nueve, uno y once, en orden decreciente, son las que mayor peso molecular presentaron; estas se
sintetizaron en las siguientes condiciones:
M5: 1 g de CaO catalizador – 150 ºC – 20 minutos – 9,13 x 103 Da
M9: 3 g de CaO catalizador – 190 ºC – 10 minutos – 8,07 x 103 Da
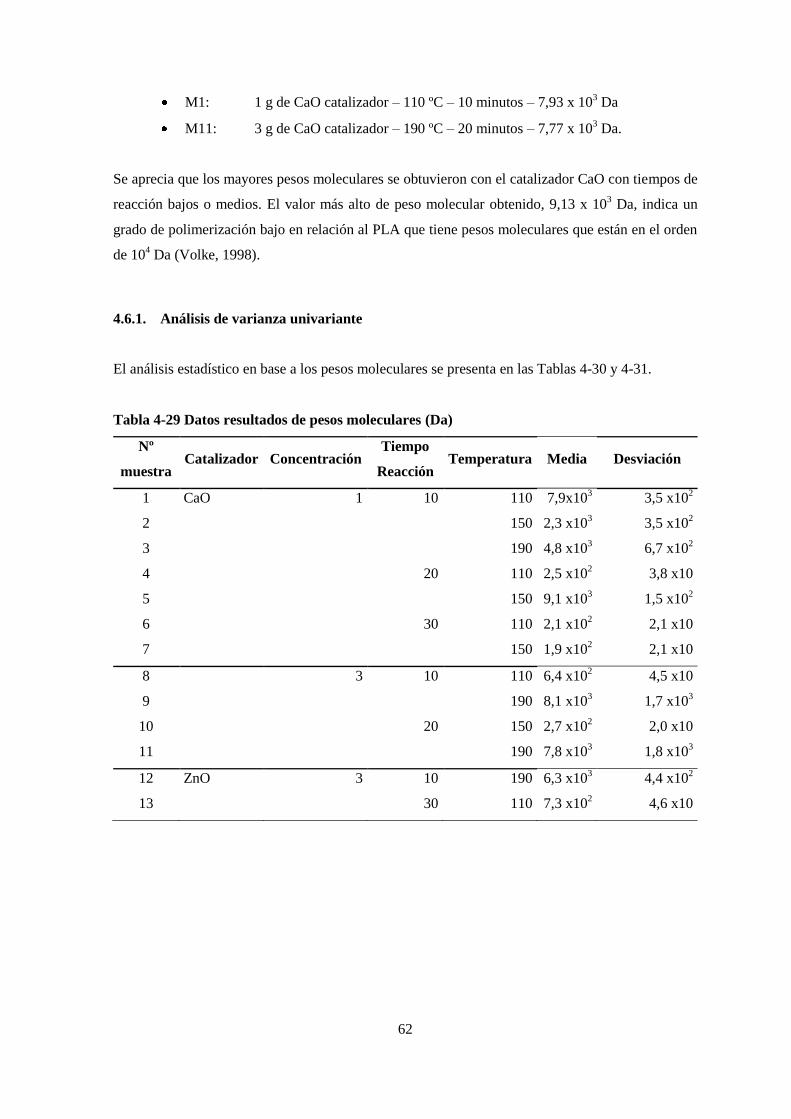
62
M1: 1 g de CaO catalizador – 110 ºC – 10 minutos – 7,93 x 103 Da
M11: 3 g de CaO catalizador – 190 ºC – 20 minutos – 7,77 x 103 Da.
Se aprecia que los mayores pesos moleculares se obtuvieron con el catalizador CaO con tiempos de
reacción bajos o medios. El valor más alto de peso molecular obtenido, 9,13 x 103 Da, indica un
grado de polimerización bajo en relación al PLA que tiene pesos moleculares que están en el orden
de 104 Da (Volke, 1998).
4.6.1. Análisis de varianza univariante
El análisis estadístico en base a los pesos moleculares se presenta en las Tablas 4-30 y 4-31.
Tabla 4-29 Datos resultados de pesos moleculares (Da)
Nº
muestra Catalizador Concentración
Tiempo
Reacción Temperatura Media Desviación
1 CaO 1 10 110 7,9x103
3,5 x102
2
150 2,3 x103 3,5 x10
2
3
190 4,8 x103 6,7 x10
2
4
20 110 2,5 x102 3,8 x10
5
150 9,1 x103 1,5 x10
2
6
30 110 2,1 x102 2,1 x10
7 150 1,9 x102 2,1 x10
8
3 10 110 6,4 x102 4,5 x10
9
190 8,1 x103 1,7 x10
3
10
20 150 2,7 x102 2,0 x10
11 190 7,8 x103 1,8 x10
3
12 ZnO 3 10 190 6,3 x103 4,4 x10
2
13 30 110 7,3 x102 4,6 x10
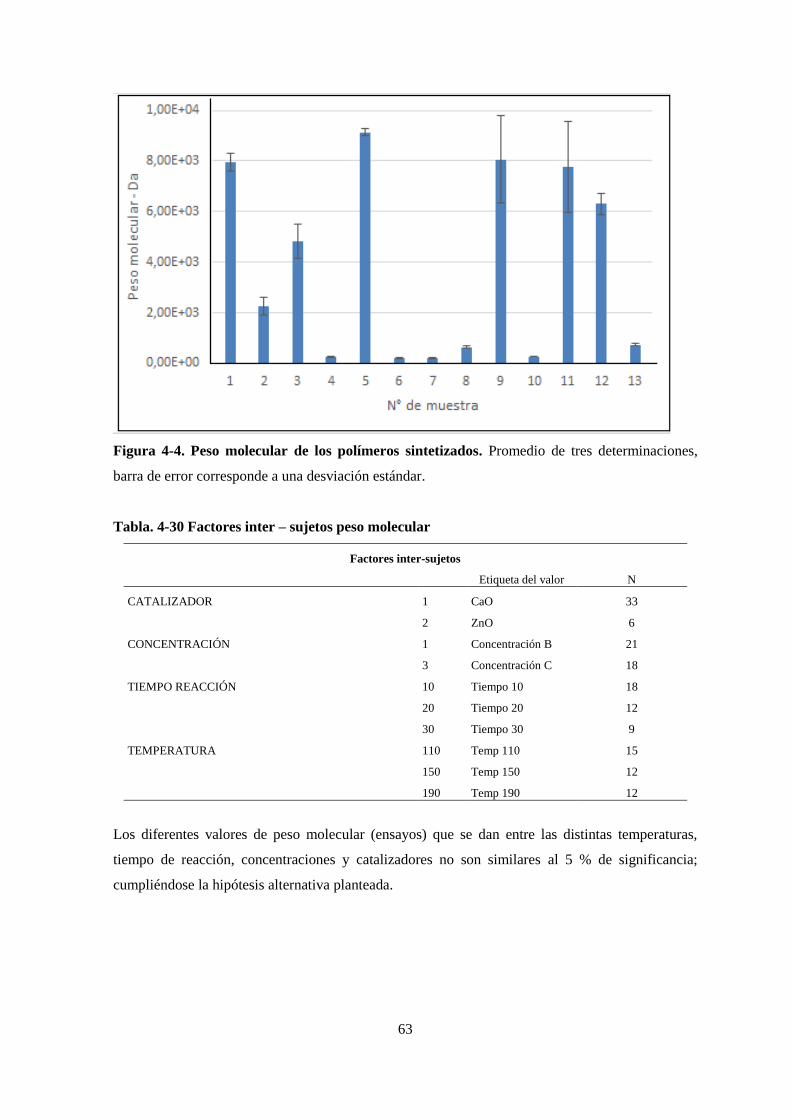
63
Figura 4-4. Peso molecular de los polímeros sintetizados. Promedio de tres determinaciones,
barra de error corresponde a una desviación estándar.
Tabla. 4-30 Factores inter – sujetos peso molecular
Factores inter-sujetos
Etiqueta del valor N
CATALIZADOR 1 CaO 33
2 ZnO 6
CONCENTRACIÓN 1 Concentración B 21
3 Concentración C 18
TIEMPO REACCIÓN 10 Tiempo 10 18
20 Tiempo 20 12
30 Tiempo 30 9
TEMPERATURA 110 Temp 110 15
150 Temp 150 12
190 Temp 190 12
Los diferentes valores de peso molecular (ensayos) que se dan entre las distintas temperaturas,
tiempo de reacción, concentraciones y catalizadores no son similares al 5 % de significancia;
cumpliéndose la hipótesis alternativa planteada.
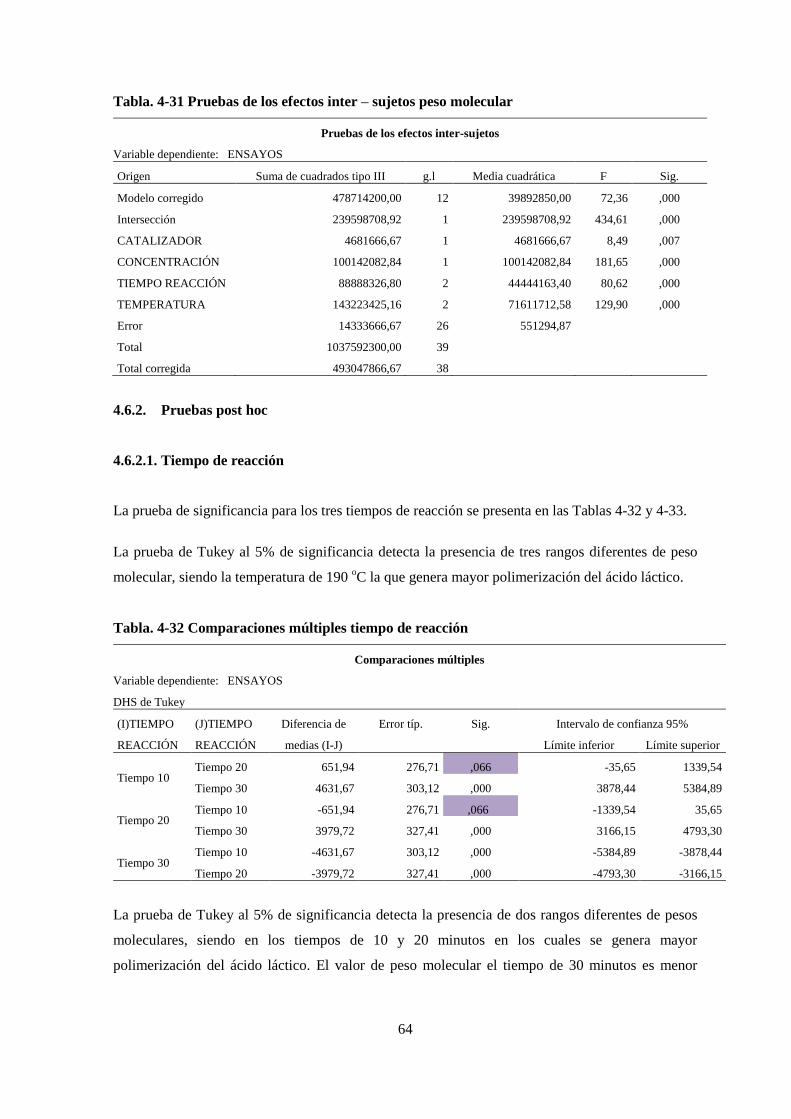
64
Tabla. 4-31 Pruebas de los efectos inter – sujetos peso molecular
Pruebas de los efectos inter-sujetos
Variable dependiente: ENSAYOS
Origen Suma de cuadrados tipo III g.l Media cuadrática F Sig.
Modelo corregido 478714200,00 12 39892850,00 72,36 ,000
Intersección 239598708,92 1 239598708,92 434,61 ,000
CATALIZADOR 4681666,67 1 4681666,67 8,49 ,007
CONCENTRACIÓN 100142082,84 1 100142082,84 181,65 ,000
TIEMPO REACCIÓN 88888326,80 2 44444163,40 80,62 ,000
TEMPERATURA 143223425,16 2 71611712,58 129,90 ,000
Error 14333666,67 26 551294,87
Total 1037592300,00 39
Total corregida 493047866,67 38
4.6.2. Pruebas post hoc
4.6.2.1. Tiempo de reacción
La prueba de significancia para los tres tiempos de reacción se presenta en las Tablas 4-32 y 4-33.
La prueba de Tukey al 5% de significancia detecta la presencia de tres rangos diferentes de peso
molecular, siendo la temperatura de 190 oC la que genera mayor polimerización del ácido láctico.
Tabla. 4-32 Comparaciones múltiples tiempo de reacción
Comparaciones múltiples
Variable dependiente: ENSAYOS
DHS de Tukey
(I)TIEMPO
REACCIÓN
(J)TIEMPO
REACCIÓN
Diferencia de
medias (I-J)
Error típ. Sig. Intervalo de confianza 95%
Límite inferior Límite superior
Tiempo 10 Tiempo 20 651,94 276,71 ,066 -35,65 1339,54
Tiempo 30 4631,67 303,12 ,000 3878,44 5384,89
Tiempo 20 Tiempo 10 -651,94 276,71 ,066 -1339,54 35,65
Tiempo 30 3979,72 327,41 ,000 3166,15 4793,30
Tiempo 30 Tiempo 10 -4631,67 303,12 ,000 -5384,89 -3878,44
Tiempo 20 -3979,72 327,41 ,000 -4793,30 -3166,15
La prueba de Tukey al 5% de significancia detecta la presencia de dos rangos diferentes de pesos
moleculares, siendo en los tiempos de 10 y 20 minutos en los cuales se genera mayor
polimerización del ácido láctico. El valor de peso molecular el tiempo de 30 minutos es menor
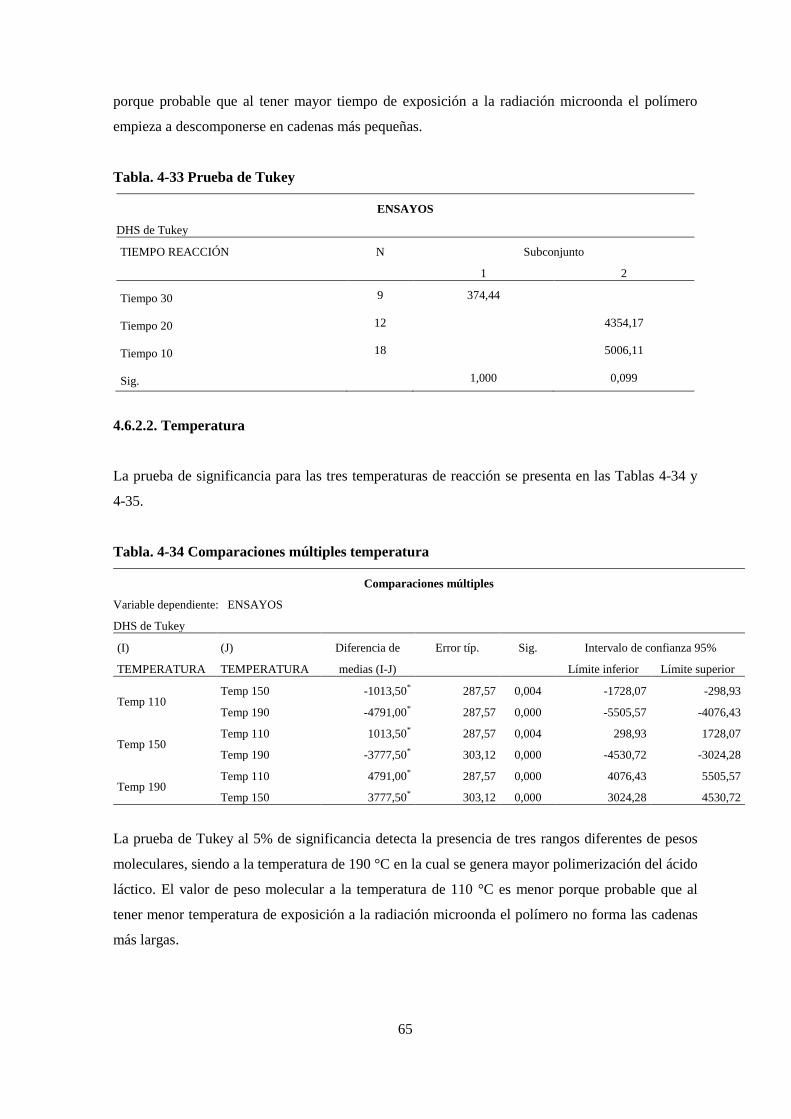
65
porque probable que al tener mayor tiempo de exposición a la radiación microonda el polímero
empieza a descomponerse en cadenas más pequeñas.
Tabla. 4-33 Prueba de Tukey
ENSAYOS
DHS de Tukey
TIEMPO REACCIÓN N Subconjunto
1 2
Tiempo 30 9 374,44
Tiempo 20 12 4354,17
Tiempo 10 18 5006,11
Sig. 1,000 0,099
4.6.2.2. Temperatura
La prueba de significancia para las tres temperaturas de reacción se presenta en las Tablas 4-34 y
4-35.
Tabla. 4-34 Comparaciones múltiples temperatura
Comparaciones múltiples
Variable dependiente: ENSAYOS
DHS de Tukey
(I)
TEMPERATURA
(J)
TEMPERATURA
Diferencia de
medias (I-J)
Error típ. Sig. Intervalo de confianza 95%
Límite inferior Límite superior
Temp 110 Temp 150 -1013,50* 287,57 0,004 -1728,07 -298,93
Temp 190 -4791,00* 287,57 0,000 -5505,57 -4076,43
Temp 150 Temp 110 1013,50* 287,57 0,004 298,93 1728,07
Temp 190 -3777,50* 303,12 0,000 -4530,72 -3024,28
Temp 190 Temp 110 4791,00* 287,57 0,000 4076,43 5505,57
Temp 150 3777,50* 303,12 0,000 3024,28 4530,72
La prueba de Tukey al 5% de significancia detecta la presencia de tres rangos diferentes de pesos
moleculares, siendo a la temperatura de 190 °C en la cual se genera mayor polimerización del ácido
láctico. El valor de peso molecular a la temperatura de 110 °C es menor porque probable que al
tener menor temperatura de exposición a la radiación microonda el polímero no forma las cadenas
más largas.
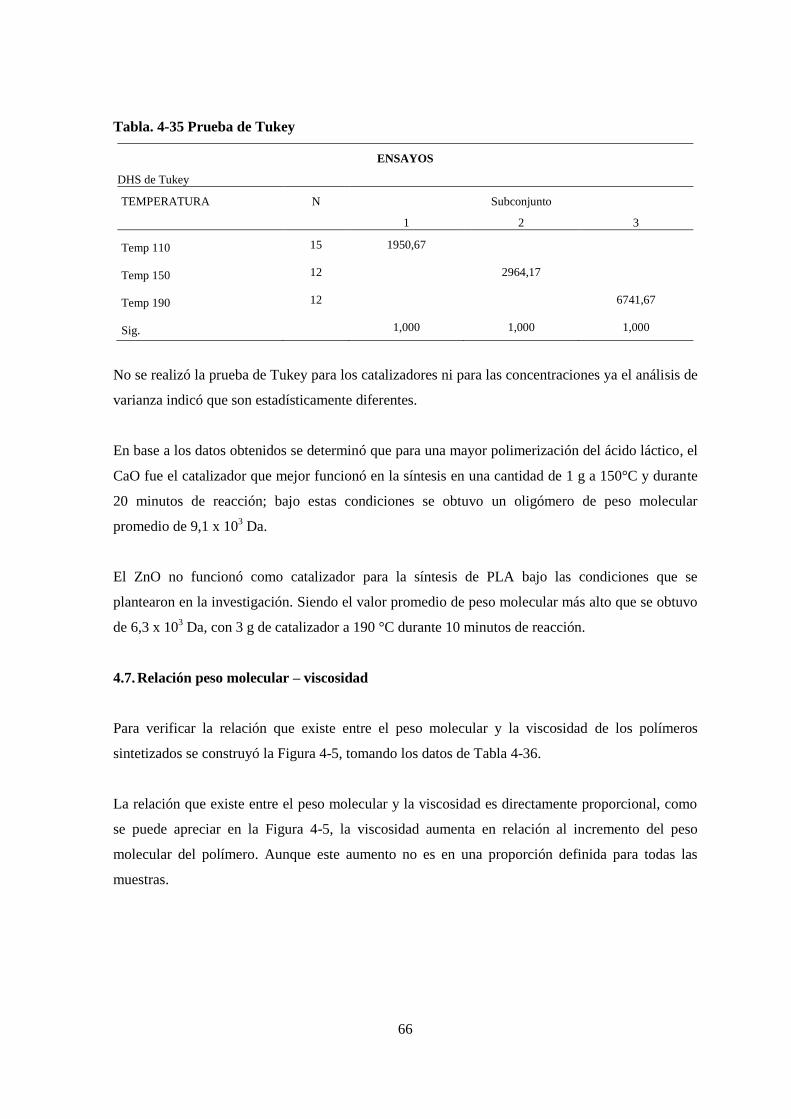
66
Tabla. 4-35 Prueba de Tukey
ENSAYOS
DHS de Tukey
TEMPERATURA N Subconjunto
1 2 3
Temp 110 15 1950,67
Temp 150 12 2964,17
Temp 190 12 6741,67
Sig. 1,000 1,000 1,000
No se realizó la prueba de Tukey para los catalizadores ni para las concentraciones ya el análisis de
varianza indicó que son estadísticamente diferentes.
En base a los datos obtenidos se determinó que para una mayor polimerización del ácido láctico, el
CaO fue el catalizador que mejor funcionó en la síntesis en una cantidad de 1 g a 150°C y durante
20 minutos de reacción; bajo estas condiciones se obtuvo un oligómero de peso molecular
promedio de 9,1 x 103 Da.
El ZnO no funcionó como catalizador para la síntesis de PLA bajo las condiciones que se
plantearon en la investigación. Siendo el valor promedio de peso molecular más alto que se obtuvo
de 6,3 x 103 Da, con 3 g de catalizador a 190 °C durante 10 minutos de reacción.
4.7. Relación peso molecular – viscosidad
Para verificar la relación que existe entre el peso molecular y la viscosidad de los polímeros
sintetizados se construyó la Figura 4-5, tomando los datos de Tabla 4-36.
La relación que existe entre el peso molecular y la viscosidad es directamente proporcional, como
se puede apreciar en la Figura 4-5, la viscosidad aumenta en relación al incremento del peso
molecular del polímero. Aunque este aumento no es en una proporción definida para todas las
muestras.

67
Tabla. 4-36 Peso molecular - viscosidad
# Catalizador Concentración Tiempo
reacción
Temperatura oC
Peso molecular
Da
Viscosidad
cP
1 CaO 1 10 110 7,93x103 2,78 x106
2
150 2,27 x103 1,80 x106
3
190 4,83 x103 2,45 x106
4
20 110 2,47 x102 3,75 x105
5
150 9,13 x103 1,22 x107
6
30 110 2,07 x102 3,98 x104
7 150 1,87 x102 4,69 x104
8
3 10 110 6,37 x102 6,65 x105
9
190 8,07 x103 2,04 x106
10
20 150 2,70 x102 9,67 x105
11 190 7,77 x103 3,76 x106
12 ZnO 3 10 190 6,30 x103 8,33 x106
13 30 110 7,30 x102 7,68 x105
Figura 4-5. Relación entre el peso molecular y la viscosidad de los polímeros sintetizados.
4.8. Relación peso molecular – punto de fusión
Para verificar la relación que existe entre el peso molecular y el punto de fusión de los polímeros
sintetizados se realizó la Figura 4-6, tomando los datos de Tabla 4-37.
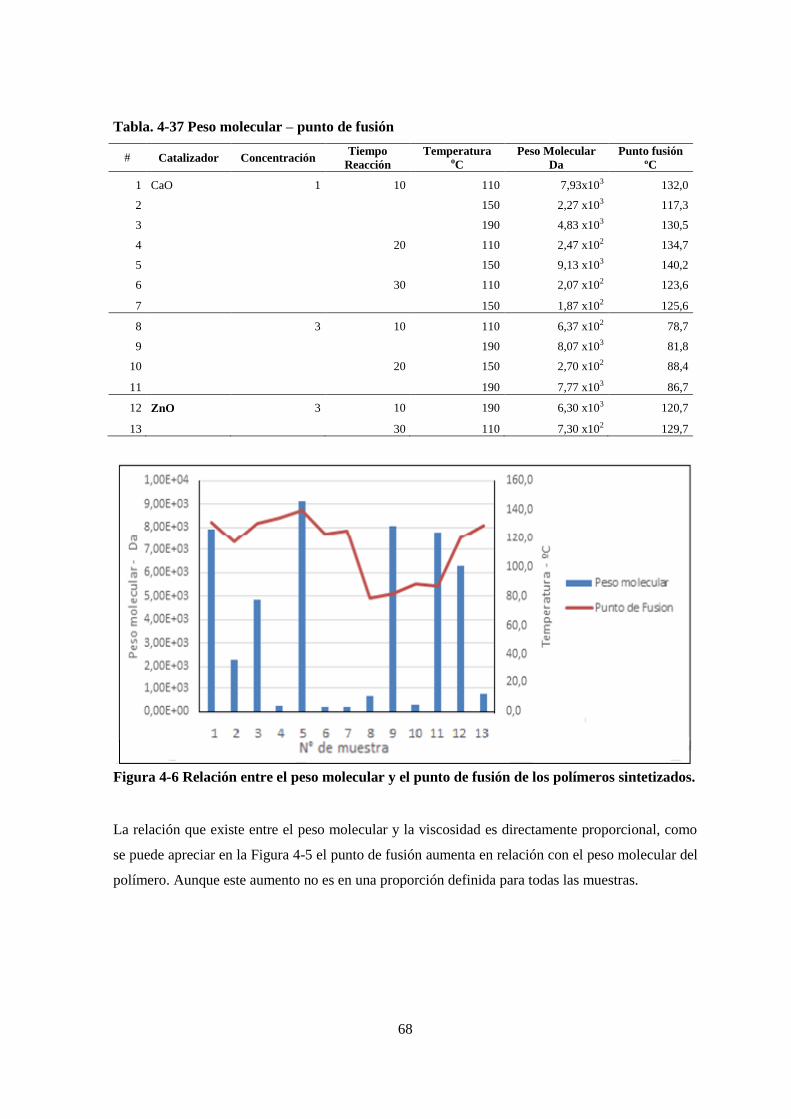
68
Tabla. 4-37 Peso molecular – punto de fusión
# Catalizador Concentración Tiempo
Reacción
Temperatura oC
Peso Molecular
Da
Punto fusión
ºC
1 CaO 1 10 110 7,93x103 132,0
2
150 2,27 x103 117,3
3
190 4,83 x103 130,5
4
20 110 2,47 x102 134,7
5
150 9,13 x103 140,2
6
30 110 2,07 x102 123,6
7 150 1,87 x102 125,6
8
3 10 110 6,37 x102 78,7
9
190 8,07 x103 81,8
10
20 150 2,70 x102 88,4
11 190 7,77 x103 86,7
12 ZnO 3 10 190 6,30 x103 120,7
13 30 110 7,30 x102 129,7
Figura 4-6 Relación entre el peso molecular y el punto de fusión de los polímeros sintetizados.
La relación que existe entre el peso molecular y la viscosidad es directamente proporcional, como
se puede apreciar en la Figura 4-5 el punto de fusión aumenta en relación con el peso molecular del
polímero. Aunque este aumento no es en una proporción definida para todas las muestras.
69
CAPÍTULO V
CONCLUSIONES Y RECOMENDACIONES
5.1. Conclusiones
1. La caracterización del lactosuero de quesería obtenido de la fábrica El Campesino indicó la
composición en los siguientes porcentajes: solidos totales 7,3 %, proteína 1,1 %, grasa 0,5
%, cenizas 0,8 % y lactosa 5,0 %, similar a lo que indica la bibliografía.
2. En la caracterización del lactosuero se determinó que la presencia de ácido láctico, una vez
fermentada toda la lactosa y extraída la grasa y la proteína, está en un porcentaje promedio
del 86 %, este grado de concentración es similar al ácido láctico comercial, 88 %, con el
que se realizó el diseño experimental.
3. Las condiciones más favorables a las cuales se produjo un mayor grado de polimerización,
en base a los pesos moleculares de los productos de reacción, son en orden descendente:
1 g de CaO catalizador – 150 ºC – 20 minutos – 9,13 x 103 Da
3 g de CaO catalizador – 190 ºC – 10 minutos – 8,07 x 103 Da
1 g de CaO catalizador – 110 ºC – 10 minutos – 7,93 x 103 Da
3 g de CaO catalizador – 190 ºC – 20 minutos – 7,77 x 103 Da.
4. A partir de los resultados obtenidos de los puntos de fusión de los polímeros sintetizados,
se determinó que los valores son inferiores a los valores teóricos del PLA (170 – 190 ºC);
siendo 140,2 ºC el valor promedio más alto obtenido en el estudio.
5. Se determinó, mediante el método de dispersión dinámica de luz, los pesos moleculares de
13 ensayos seleccionados en base a su mayor viscosidad: Siendo el valor más alto 9,13 x
103 Da; lo cual indica un grado de polimerización bajo en relación al PLA que tiene pesos
moleculares que están en el orden de 104 Da.
6. El grado de polimerización del ácido láctico fue bajo ya que llegó a sintetizarse
oligómeros, de bajo peso molecular, y no pudo formarse cadenas de mayor tamaño, esto
debido, probablemente, al agua presente en la reacción, ya que al ser una reacción de
condensación debe eliminarse el agua conforme transcurre la reacción. La polimerización
70
del ácido láctico se realiza en dos etapas; la primera es la etapa de deshidratación y
oligomerización y una segunda etapa de polimerización.
7. Realizar la reacción de polimerización en ausencia de catalizador no permite la síntesis del
poli(ácido láctico) y la temperatura muy elevada, 190 ºC, destruye los enlaces que se
hubiesen formado durante la reacción
5.2. Recomendaciones
1. Ya que la polimerización de ácido láctico es una reacción de condensación, para
investigaciones posteriores, se recomienda extraer el agua de la reacción para así facilitar la
formación del polímero.
71
BIBLIOGRAFÍA
Alais, C. (2003). Cien cia de la leche. Barcelona, España: Reverte S.A.
Albertsson, A., & Karlsson, S. (1995). Degradable polymers for the future. Acta polymerica, 46
(2), 114 - 123.
Alvarez, A. (1982). Diccionarios Rioduero. Bioquímica. Madrid: Católica S.A.
Aradilla, D., Oliver, R., & Estrany, F. (diciembre de 2009). La química de la radiación de
microondas. Obtenido de Técnica industrial:
http://www.tecnicaindustrial.es/tiadmin/numeros/66/75/a75.pdf
Barreno, M., Quillupangui, C., Salazar, G., & Vizcaino, K. (2009). Obtención de nisina a partir de
suero de quesería mediante lactococcus. Quito: Universidad Central del Ecuador, Facultad
de Ciencia Químicas.
Barros, C. (2008). Los aditivos en la alimentación de los españoles y la legislación que regula su
autorización y uso. Madrid: Visión libros.
Calvo, F., & Isac, J. (12 de julio de 2012). Introducción a la química de los polímeros
biodegradables. Real Sociedad Española de Química, 109(1), 38 - 44.
Castro, J., & Mendoza, G. (2012). Estudio de algunos óxidos metálicos en la preparación de ácido
láctico. Memorias de Verano de investigacion científica UG, Guadalajara: Universidad de
Guadalajara.
Champetier, G. (1973). Introducción a la química macromolecular. Madrid, España: Espasa.
Clementi, L., Gugliotta, L., & Vega, J. (julio de 2009). Estimación de distribuciones de tamaños de
partícula por técnicas de dispersión de luz. Utilización de algorítmos genéticos para
resolver el problema inverso. Asociación Argentina de Materiales, 2, págs. 1 - 6. Misiones.
Colonna, P. (2010). Química verde. Zaragoza: Acribia.
Estupiñan , H., Parada, D., Laverde, D., Peña, D., & Vasquez, C. (2007). Obtención de ácido poli l-
láctico mediante policondensación con catalizador de cinc metálico. Scientia et technica,
XIII(36), 267 - 272
Fonseca, P., Ponce, I., Cedeno, C., Rivero, L., & Marti, L. (2007). Elaboración de una bebida
fermentada a partir del suero de queso, características distintivas y control de calidad.
Revista Cubana de Alimentación y Nutrición, 17(2), 103 - 108.
Gennaro, A. (2003). Remington: the science and practice of pharmacy (segunda ed., Vol. 1).
Buenos Aires, Argentina: Editorial Médica Panamericana.
Herrera, A., Robles, M., & Bustamante, P. (marzo de 2012). Polimerización de ácido lácteo.
Recuperado el 12 de septiembre de 2013, de http://www.eis.uva.es:
http://www.eis.uva.es/~biopolimeros/monica/Polimerizacion.htm
72
Herryman, M., & Blanco, G. (2005). Ácido láctico y poliláctico: Situación actual y tendencias. Red
de Revistas Científicas de América Latina, el Caribe, España y Portugal, XXXIX(1), 49 -
59.
Hobart, W. (1991). Métodos Instrumentales de análisis. México: Iberoamericano.
Horiba. (septiembre de 2014). Dynamic light scattering. Obtenido el 12 de marzo del 2015 de
HORIBA Scientific: http://www.horiba.com/scientific/products/particle-
characterization/technology/dynamic-light-scattering/
INEC. (2011). Informe ejecutivo ESPAC 2011. Recuperado el 12 de abril de 2015, de Informe
ejecutivo ESPAC 2011:
http://www.inec.gob.ec/estadisticas/index.php?option=com_remository&Itemid=&func=st
artdown&id=1529&lang=es&TB_iframe=true&height=250&width=800
Kishda, H. (2005). Conversion of glycerin into lactic acid by alkaline hydrothermal reaction.
Environmental Science & Technology, 39(6), 1893 - 1902.
Koolman, J., & Rohm, K. (2004). Bioquímica. Madrid: Médica Panamericana.
López, A., García, M., & Quintero, R. (2004). Biotecnología alimentaria. México D.F.: Limusa.
Montoya, D. (1989). Las fermentaciones como soporte de los procesos biotecnológicos. Santa Fé
Universidad Nacional de Colombia, 30 - 120.
Moya, A. (1995). Aprovechamiento de lactosueros por fermentación, producciòn de àcido l-
làctico. Castilla: Ediciones de la Universidad de Castilla.
Palmisano, A., & Pettigrew, C. (1992). Biodegradability of plastics. Bioscience, 42(1), 678 - 685.
Perales, M. (2010). Síntesis de polímeros biodegradables: ácido poliláctico. X Congreso Nacional
de Microscopía. Morelia.
Serna, L., & Rodríguez, A. (2005). Producción biotecnológica de ácido láctico. Ciencia y
Tecnología Alimentaria, 5(1), 54 - 65.
Serna, L., Rodriguez, A., & Alban, F. (2003). Ácido poliláctico (PLA): propiedades y aplicaciones.
Ingeniería y Competitividad, 5(1), 16 - 26.
Skoog, D., & James, A. (2001). Principios de analisis instrumental. Madrid: McGraw-Hill.
Torres, A., Li, S., Roussos, S., & Vert, M. (1996). Poly (lactic acid) degration in soil or under
controlled conditions. Journal of Applied Polymer Science, 62(13), 2295 - 2302.
Valencia, E., & Ramirez, M. (2009). La industria de la leche y la contaminación del agua. Ciencia
y cultura, 16(13), 27.
Valencia, T. (Enero de 2009). Aprovechamiento tecnológico del lactosuero y del gel deshidratado
de Opuntia subulata para la elaboración de una bebida nutraceútica. Tesis de grado
Riobamba, Chimborazo, Ecuador: Escuela Politécnica de Chimborazo.
Varela, U. (2004). Química sustentable. (N. Norma, Ed.) Santa Fé, Argentina: UNL.
Vert, M., & Li., S. (1999). Biodegradable polymers: polyesters. New York: John Wiley & Sons.

73
Volke, T. (1998). Los plasticos en la actualidad y su efecto en el entorno. Ciencia y desarrollo,
24(139), 54 - 61.
Zapata, D., Pujol, R., & Coda, F. (marzo de 2012). Polímeros biodegradables: una alternativa de
futuro a la sostenibilidad de medio ambiente. Técnica Industrial, 297, 76 - 80.
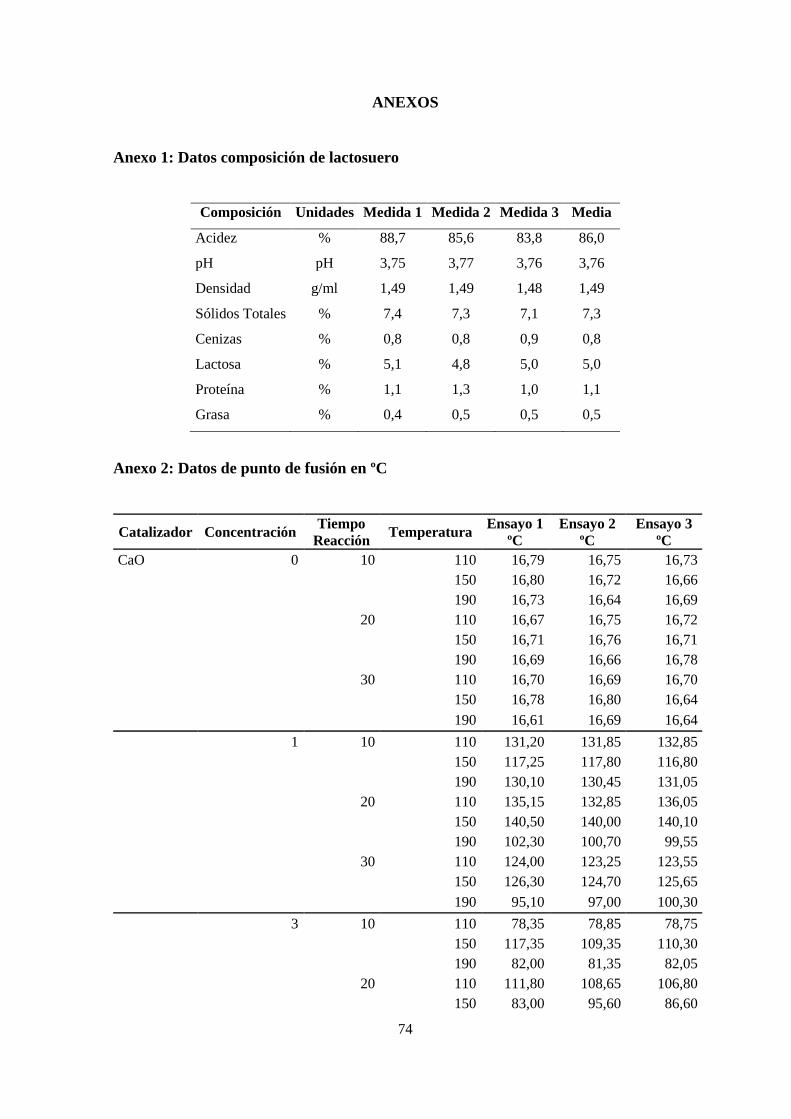
74
ANEXOS
Anexo 1: Datos composición de lactosuero
Composición Unidades Medida 1 Medida 2 Medida 3 Media
Acidez % 88,7 85,6 83,8 86,0
pH pH 3,75 3,77 3,76 3,76
Densidad g/ml 1,49 1,49 1,48 1,49
Sólidos Totales % 7,4 7,3 7,1 7,3
Cenizas % 0,8 0,8 0,9 0,8
Lactosa % 5,1 4,8 5,0 5,0
Proteína % 1,1 1,3 1,0 1,1
Grasa % 0,4 0,5 0,5 0,5
Anexo 2: Datos de punto de fusión en ºC
Catalizador Concentración Tiempo
Reacción Temperatura
Ensayo 1
ºC
Ensayo 2
ºC
Ensayo 3
ºC
CaO 0 10 110 16,79 16,75 16,73
150 16,80 16,72 16,66
190 16,73 16,64 16,69
20 110 16,67 16,75 16,72
150 16,71 16,76 16,71
190 16,69 16,66 16,78
30 110 16,70 16,69 16,70
150 16,78 16,80 16,64
190 16,61 16,69 16,64
1 10 110 131,20 131,85 132,85
150 117,25 117,80 116,80
190 130,10 130,45 131,05
20 110 135,15 132,85 136,05
150 140,50 140,00 140,10
190 102,30 100,70 99,55
30 110 124,00 123,25 123,55
150 126,30 124,70 125,65
190 95,10 97,00 100,30
3 10 110 78,35 78,85 78,75
150 117,35 109,35 110,30
190 82,00 81,35 82,05
20 110 111,80 108,65 106,80
150 83,00 95,60 86,60
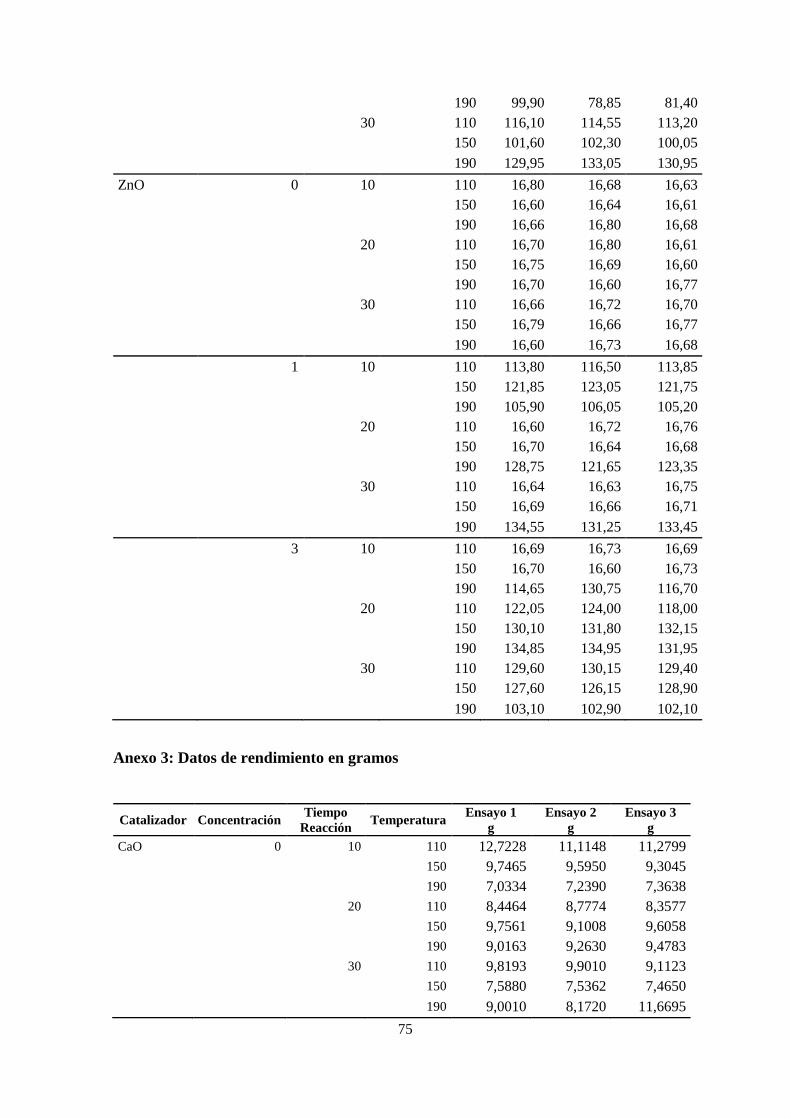
75
190 99,90 78,85 81,40
30 110 116,10 114,55 113,20
150 101,60 102,30 100,05
190 129,95 133,05 130,95
ZnO 0 10 110 16,80 16,68 16,63
150 16,60 16,64 16,61
190 16,66 16,80 16,68
20 110 16,70 16,80 16,61
150 16,75 16,69 16,60
190 16,70 16,60 16,77
30 110 16,66 16,72 16,70
150 16,79 16,66 16,77
190 16,60 16,73 16,68
1 10 110 113,80 116,50 113,85
150 121,85 123,05 121,75
190 105,90 106,05 105,20
20 110 16,60 16,72 16,76
150 16,70 16,64 16,68
190 128,75 121,65 123,35
30 110 16,64 16,63 16,75
150 16,69 16,66 16,71
190 134,55 131,25 133,45
3 10 110 16,69 16,73 16,69
150 16,70 16,60 16,73
190 114,65 130,75 116,70
20 110 122,05 124,00 118,00
150 130,10 131,80 132,15
190 134,85 134,95 131,95
30 110 129,60 130,15 129,40
150 127,60 126,15 128,90
190 103,10 102,90 102,10
Anexo 3: Datos de rendimiento en gramos
Catalizador Concentración Tiempo
Reacción Temperatura
Ensayo 1
g
Ensayo 2
g
Ensayo 3
g
CaO 0 10 110 12,7228 11,1148 11,2799
150 9,7465 9,5950 9,3045
190 7,0334 7,2390 7,3638
20 110 8,4464 8,7774 8,3577
150 9,7561 9,1008 9,6058
190 9,0163 9,2630 9,4783
30 110 9,8193 9,9010 9,1123
150 7,5880 7,5362 7,4650
190 9,0010 8,1720 11,6695
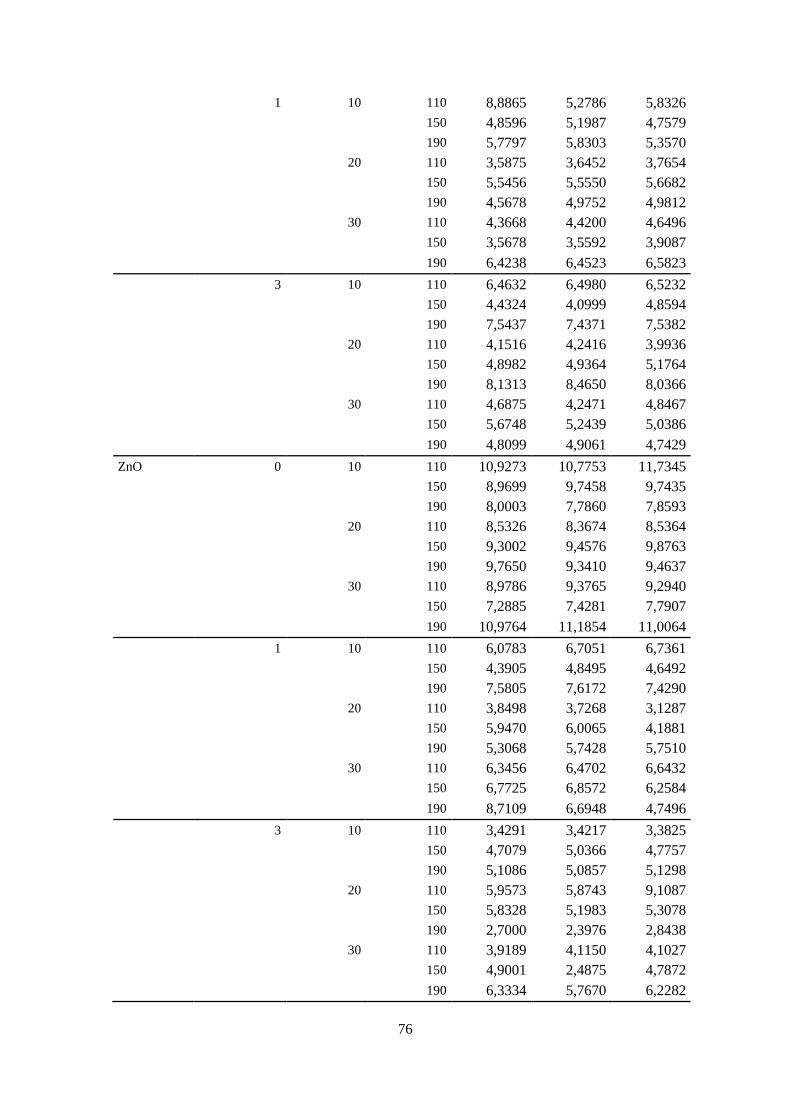
76
1 10 110 8,8865 5,2786 5,8326
150 4,8596 5,1987 4,7579
190 5,7797 5,8303 5,3570
20 110 3,5875 3,6452 3,7654
150 5,5456 5,5550 5,6682
190 4,5678 4,9752 4,9812
30 110 4,3668 4,4200 4,6496
150 3,5678 3,5592 3,9087
190 6,4238 6,4523 6,5823
3 10 110 6,4632 6,4980 6,5232
150 4,4324 4,0999 4,8594
190 7,5437 7,4371 7,5382
20 110 4,1516 4,2416 3,9936
150 4,8982 4,9364 5,1764
190 8,1313 8,4650 8,0366
30 110 4,6875 4,2471 4,8467
150 5,6748 5,2439 5,0386
190 4,8099 4,9061 4,7429
ZnO 0 10 110 10,9273 10,7753 11,7345
150 8,9699 9,7458 9,7435
190 8,0003 7,7860 7,8593
20 110 8,5326 8,3674 8,5364
150 9,3002 9,4576 9,8763
190 9,7650 9,3410 9,4637
30 110 8,9786 9,3765 9,2940
150 7,2885 7,4281 7,7907
190 10,9764 11,1854 11,0064
1 10 110 6,0783 6,7051 6,7361
150 4,3905 4,8495 4,6492
190 7,5805 7,6172 7,4290
20 110 3,8498 3,7268 3,1287
150 5,9470 6,0065 4,1881
190 5,3068 5,7428 5,7510
30 110 6,3456 6,4702 6,6432
150 6,7725 6,8572 6,2584
190 8,7109 6,6948 4,7496
3 10 110 3,4291 3,4217 3,3825
150 4,7079 5,0366 4,7757
190 5,1086 5,0857 5,1298
20 110 5,9573 5,8743 9,1087
150 5,8328 5,1983 5,3078
190 2,7000 2,3976 2,8438
30 110 3,9189 4,1150 4,1027
150 4,9001 2,4875 4,7872
190 6,3334 5,7670 6,2282
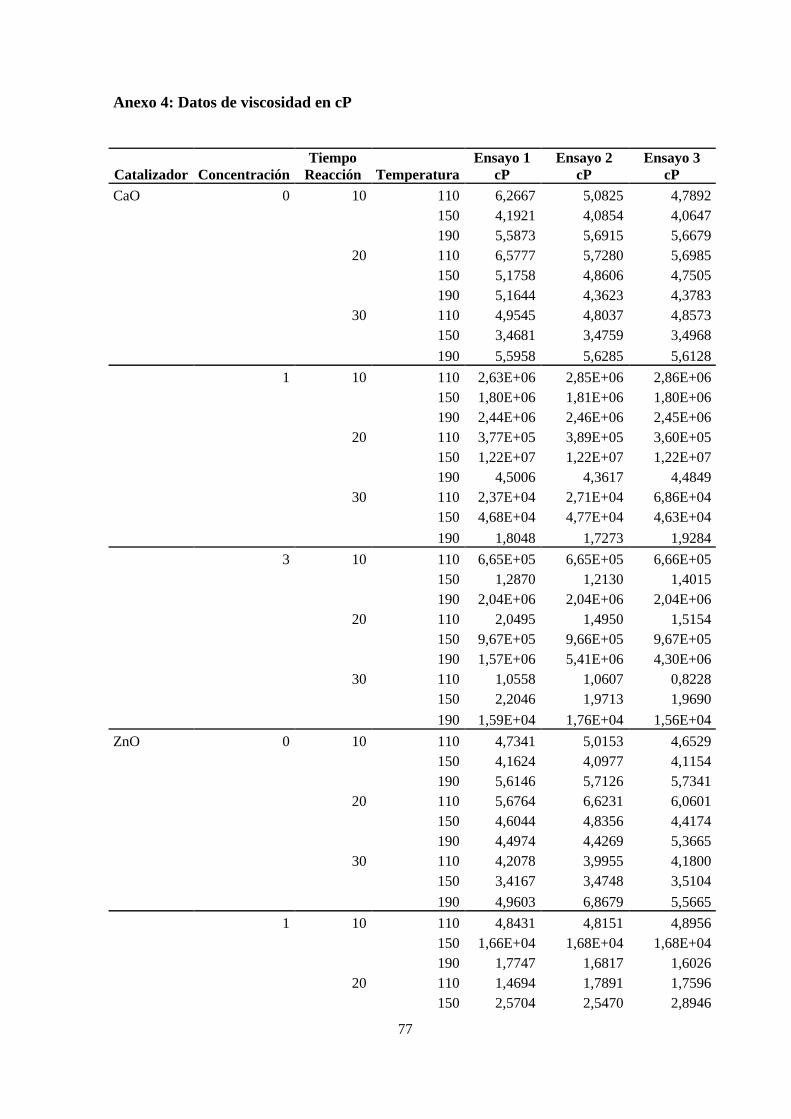
77
Anexo 4: Datos de viscosidad en cP
Catalizador Concentración
Tiempo
Reacción Temperatura
Ensayo 1
cP
Ensayo 2
cP
Ensayo 3
cP
CaO 0 10 110 6,2667 5,0825 4,7892
150 4,1921 4,0854 4,0647
190 5,5873 5,6915 5,6679
20 110 6,5777 5,7280 5,6985
150 5,1758 4,8606 4,7505
190 5,1644 4,3623 4,3783
30 110 4,9545 4,8037 4,8573
150 3,4681 3,4759 3,4968
190 5,5958 5,6285 5,6128
1 10 110 2,63E+06 2,85E+06 2,86E+06
150 1,80E+06 1,81E+06 1,80E+06
190 2,44E+06 2,46E+06 2,45E+06
20 110 3,77E+05 3,89E+05 3,60E+05
150 1,22E+07 1,22E+07 1,22E+07
190 4,5006 4,3617 4,4849
30 110 2,37E+04 2,71E+04 6,86E+04
150 4,68E+04 4,77E+04 4,63E+04
190 1,8048 1,7273 1,9284
3 10 110 6,65E+05 6,65E+05 6,66E+05
150 1,2870 1,2130 1,4015
190 2,04E+06 2,04E+06 2,04E+06
20 110 2,0495 1,4950 1,5154
150 9,67E+05 9,66E+05 9,67E+05
190 1,57E+06 5,41E+06 4,30E+06
30 110 1,0558 1,0607 0,8228
150 2,2046 1,9713 1,9690
190 1,59E+04 1,76E+04 1,56E+04
ZnO 0 10 110 4,7341 5,0153 4,6529
150 4,1624 4,0977 4,1154
190 5,6146 5,7126 5,7341
20 110 5,6764 6,6231 6,0601
150 4,6044 4,8356 4,4174
190 4,4974 4,4269 5,3665
30 110 4,2078 3,9955 4,1800
150 3,4167 3,4748 3,5104
190 4,9603 6,8679 5,5665
1 10 110 4,8431 4,8151 4,8956
150 1,66E+04 1,68E+04 1,68E+04
190 1,7747 1,6817 1,6026
20 110 1,4694 1,7891 1,7596
150 2,5704 2,5470 2,8946
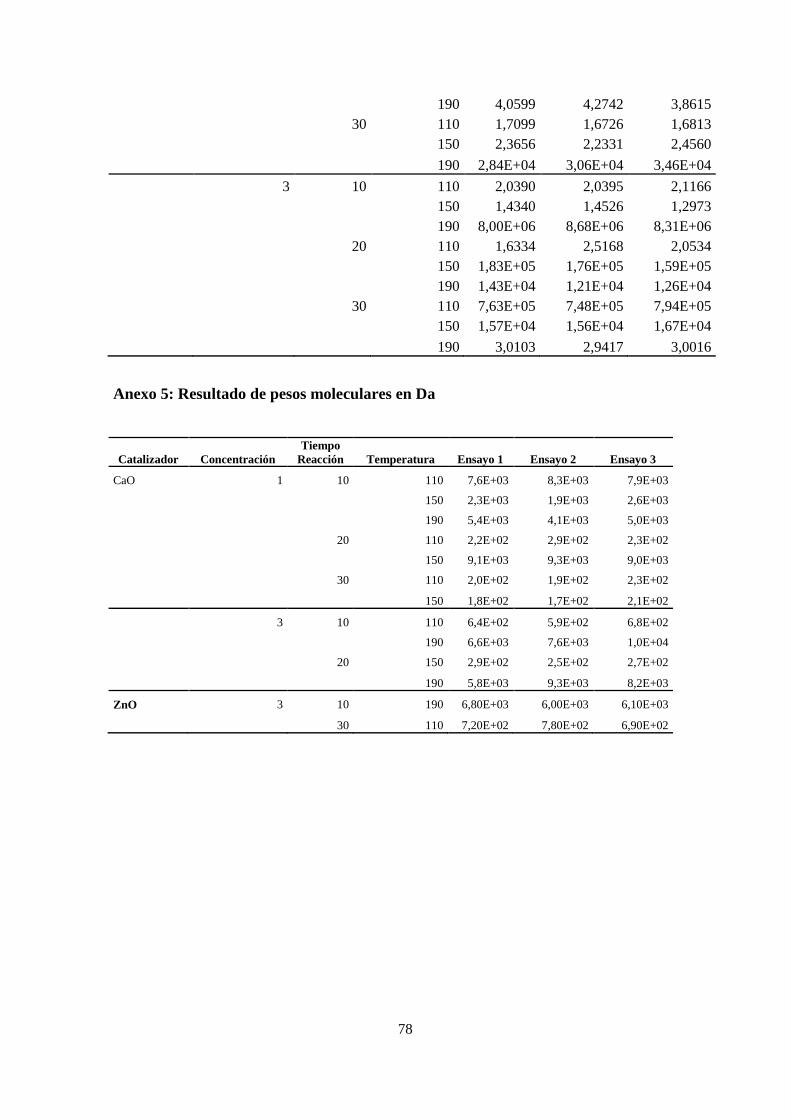
78
190 4,0599 4,2742 3,8615
30 110 1,7099 1,6726 1,6813
150 2,3656 2,2331 2,4560
190 2,84E+04 3,06E+04 3,46E+04
3 10 110 2,0390 2,0395 2,1166
150 1,4340 1,4526 1,2973
190 8,00E+06 8,68E+06 8,31E+06
20 110 1,6334 2,5168 2,0534
150 1,83E+05 1,76E+05 1,59E+05
190 1,43E+04 1,21E+04 1,26E+04
30 110 7,63E+05 7,48E+05 7,94E+05
150 1,57E+04 1,56E+04 1,67E+04
190 3,0103 2,9417 3,0016
Anexo 5: Resultado de pesos moleculares en Da
Catalizador Concentración
Tiempo
Reacción Temperatura Ensayo 1 Ensayo 2 Ensayo 3
CaO 1 10 110 7,6E+03 8,3E+03 7,9E+03
150 2,3E+03 1,9E+03 2,6E+03
190 5,4E+03 4,1E+03 5,0E+03
20 110 2,2E+02 2,9E+02 2,3E+02
150 9,1E+03 9,3E+03 9,0E+03
30 110 2,0E+02 1,9E+02 2,3E+02
150 1,8E+02 1,7E+02 2,1E+02
3 10 110 6,4E+02 5,9E+02 6,8E+02
190 6,6E+03 7,6E+03 1,0E+04
20 150 2,9E+02 2,5E+02 2,7E+02
190 5,8E+03 9,3E+03 8,2E+03
ZnO 3 10 190 6,80E+03 6,00E+03 6,10E+03
30 110 7,20E+02 7,80E+02 6,90E+02