25-6-14 FUND 207 JULIO 2014 CUB 81778 CUB JUNIO 08 N150 … · una excelente ponencia « Ladrillos...
44
JULIO 2014 • N.º 207
-
Upload
phungkhanh -
Category
Documents
-
view
218 -
download
0
Transcript of 25-6-14 FUND 207 JULIO 2014 CUB 81778 CUB JUNIO 08 N150 … · una excelente ponencia « Ladrillos...

JULIO 2014 • N.º 207
JUL
IO 2
014
• N
º 20
7
25-6-14 FUND 207 JULIO 2014 CUB_81778 CUB JUNIO 08 N150 01/07/14 10:42 Página 1

25-6-14 FUND 207 JULIO 2014 CUB_81778 CUB JUNIO 08 N150 01/07/14 10:42 Página 2

25-6-14 FUND 207 JULIO 2014 CUB_81778 CUB JUNIO 08 N150 01/07/14 10:42 Página 2

JULIO 2014 • N.º 207
JUL
IO 2
014
• N
º 20
7
25-6-14 FUND 207 JULIO 2014 CUB_81778 CUB JUNIO 08 N150 01/07/14 10:42 Página 1

FUNDICIONES FERREAS Y NO FERREAS EN ARENA,COQUILLA Y FUNDICION A PRESION JULIO 2014 • N.º 207
AlbertDirector
David VarelaPublicidad
PabloAdministración
Inmaculada GómezJosé Luis EnríquezAntonio SorrocheColaboradores
Calle Cid, 3, 2a - E 28001 MADRIDTel. 91 576 56 [email protected]
MAQUETACIÓNPreiser Preimpresión
IMPRESIÓNEdén Artes Gráficas, S.L.
Depósito legal: M. 16.827-1991ISSN: 1132 - 0362
Comité de Orientación
D. Ignacio Sáenz de Gorbea
D. Manuel Gómez
Pág.EDITORIAL . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2 INFORMACIONES . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
ARTÍCULOS
Aplicaciones de Bombeables en Estufa de Altos HornosChris Johnson ............................................................. 17
LK Machinery es el mayor fabricante en el mundo de máquinasde inyección de metales .................................................... 19
Superar problemas mecánicos en la obtención precisa,estable y las mediciones de velocidad de molinos deacero laminado y las aplicaciones de las ruedasCarlos Junco ................................................................. 21
Ladrillos de Aislamiento.Maximizando Ahorros de Energía para Aplicacioneen la Industria del Hierro & Acero con Selección deProductoAndy Wynn, Ermanno Magni & Massimiliano Marchetti,Steve Chernack & Chris Johnson, .............................. 22
ENGLISH NEWS. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 28EMPLEO . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 36SEGUNDA MANO . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 37GUÍA . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 38SERVICIO LECTOR . . . . . . . . . . . . . . . . . . . . . . . . . . . . 40
EDITACAPITOLE PRESS
DISEÑOLyPrd
FUNDIDORES aparece mensual mente diez veces al año (exceptoenero y agosto). Los autores son los únicos responsables de las opi-niones y conceptos por ellos emitidos. Queda prohibida la reproduccióntotal o parcial de cualquier texto o artículos de FUNDIDORES sin previoacuerdo con la revista.
25-6-14 FUN 207 JULIO 2014_80480 F-FEBRERO 08 N 146.qxd 01/07/14 10:48 Página 1

EDITORIAL
JORNADAS FUNDICIÓN DE MUCHO INTERÉS EN MÉXICOY BILBAO
38.000 millonesde dollares: el im-porte de inversio-nes extranjeras enMéxico en 2013.
Con este ritmo,México se vuelveprimera zona deinterés en Améri-cas. Aprovechandoademás el Tratadode Libre Comercio
que permite a México vender sín derechos de aduana en Es-tados Unidos y en Canada, los fundamentales económicosson excelentes.
Muy interesantes las Jornadas de México en Querétaroque fueron inauguradas por el Director de la Secretaría deDesarrolo Sustentable, Dirección de Dessarollo Empresa-rial, poder ejecutivo del Estado de Querétaro.
Después del discurso oficial agradeciendo la segunda lle-gada del evento en Querétaro, se mencionó también queexisten ayudas para atraer a Querétaro las empresas denuestros sectores.
La Jornada Fundición a permitido juntar las empresas másdinámicas del sector.
La próxima Jornada es en Querétaro, el 4 de Junio 2015:ver http://metalspain.com/FUNDICIONmexico.htm
Ahora, viene en Bilbao la tradicional Jornada Fundiciónque existe desde varios años en Bilbao, en el Barceló Ner-vión.
Es un encuentro de mucho interés entre los profesionalesde la fundición.
Nos vemos en Bilbao el 18 de Septiembre 2014 -http://metalspain.com/2014.htm
La Redacción
25-6-14 FUN 207 JULIO 2014_80480 F-FEBRERO 08 N 146.qxd 01/07/14 10:48 Página 2

INFORMACIONES
ÉXITO DE LA JORNADAFUNDICIÓN MEXICO ENQUERETARO EL 19 DE JUNIO
Los profesionales más dinámicos de lafundición se han reunido en Queré-taro, la zona de más expansión de Mé-xico para las inversiones, en la Jor-nada Fundición, el 19 de Septiembre2014 en Querétaro.
Dentro de las empresas inscritas a lajornada, y conocidas al nivel mundial,destacan FORD, VOLSKWAGEN,ACERLAN, ITT, HITCHENER…
El programa de las conferencias, quese van a publicar en la revista FUNDI-DORES, fue excelente.
– La conferencia Fundicion y Maqui-nado de Herramentales - VOLSK-
Stand EXCO: el mejor decorado de laexposición.
La conferencia de ITALPRESSE ha tenidomucho éxito.
WAGEN de MEXICO S.A de C.V. seva a publicar en una próxima ediciónde la revista FUNDIDORES.
– Diseño de alimentación en castingsutilizando simulación - FINITE SO-LUTIONS y TCM fue brillante y pre-sentado por un experto reconocidode los Estados Unidos.
– Medición exacta y estable de velo-cidad y longitud por láser en proce-sos de laminación y fundición – BE-TALASERMIKE ha llamado muchola atención por el interés del equipoy su pequeñovolumen.
– Simulación deprocesos defundición : po-sibilidades enla reducciónde defectos yaumento derendimientos.ESI group.Consu l t o r e sCPM. Brillantepresentaciónque ha com-plementado lacon fe r enc i adel día ante-rior de ESIGROUP quetambién tienein te resan tesprogramas des i m u l a c i ó npara los Trata-mientos Tér-micos.
TCM presente con un stand : FINITESOLUTIONS y DIMENSION, impresoras 3D.
Muchas informaciones sobre los ERPtambién con SYNCHRO ERP, B & LINFO …. Proveedores presentes constands en la Jornada.
El stand ESI GROUP.
Stand SYNCHRO ERP.
FUNDIDORES. JULIO 2014
25-6-14 FUN 207 JULIO 2014_80480 F-FEBRERO 08 N 146.qxd 01/07/14 10:48 Página 3

INFORMACIONES
– Modificación de Estructura y Refina-ción de Grano en Aleaciones de Ale-aciones de Aluminio- Silicio Hipo eHiper eutécticas - METALLINDUS-TRIA: muchos aplausospor esta po-nencia de excelente nivel.
– Steel degasing - MEISA - OERLIKONVACUUM LEYBOLD se va a publi-car también en la revista.
– Aplicaciones de Bombeables en Es-tufa de Altos Hornos -Grupo Indus-trial MORGAN, S.A. de C.V. ha des-pertado mucho interés y muchaspreguntas de los asistentes, inclusosobre los precios.
STAND B&L INFO.
Stand OERLIKON LEYBOLD VACUUM –representado por MEISA.
El equipo de MORGAN presente en lasJornadas.
– Innovación en Tejidos para Prendasde Protección Laboral, en el Sectorde la Fundición - LENARD BCN seva a publicar en una próxima re-vista. Hubo también hace dos añosuna conferencia brillante de LE-NARD en Bilbao, con una videoinolvidable : es indispensable usarlas técnicas optimas en protecciónde fundición hoy.
– El Efecto de la Emisividad en el Cal-culo de Perdida de Calor - GrupoIndustrial MORGAN, S.A. de C.V.segunda excelente conferencia deMORGAN, para no decir la tercera,ya que se ha hecho el día anterioruna excelente ponencia « Ladrillosde aislamiento - Maximizando elahorro de energia en aplicacionesde acero y de hierro » , muy intere-sante a dar a conocer a las fundicio-nes que tiene un taller de tratamien-tos térmicos.
– Avances en la inspección por ra-dioscopia (Rayos-X) para piezasfundidas - VJ TECHNOLOGIES fuela ponencia que más ha sorpren-dido por el avance técnico : la fotocon las dos imagenes comparado loque se obtiene hoy y lo que se ob-tiene con el sistema VJ TECHNO-LOGIES ha tenido mucho éxito porla calidad y el adelante que pre-senta.
– Nucleación del Cobre y sus Alea-ciones - METALLINDUSTRIA fue denuevo altamente apreciado comotodas las conferencias de D. Enriqueque había también presentado dosconferencias el año pasado.
– Sistema de cierre Togle Free ITAL-PRESSE fue un evento: esta novedadde ITALPRESS , muy bien presen-
Stand LENARD.
tada con un exccelente ponente, haobtenido gran interés y muchas pre-guntas que han continuado en el standde ITALPRESSE, unos de los mayoresfabricantes de maquinas de die castingde europa.
También está con stand LK Machi-nery, el fabricante chino N°1 Mundial,dueño de muchas marcas, inclusivoen Europa. AMBAR es su represen-tante, muy activo en México.
En el sector de la fundición a presión,destaca también la presencia del standde PETROFER, gran especialista de loslubrificantes.
Presente cada año en la Jornada deQuerétaro y también con stand en laJornada TRATAMIENTOS TERMICOS,PETROFER tiene una amplia gama deproductos.
Stand de ITALPRESSE.
Stand de LK MACHINERY , representado porGIA, GRUPO INDUSTRIAL AMBAR.
4 FUNDIDORES. JULIO 2014
25-6-14 FUN 207 JULIO 2014_80480 F-FEBRERO 08 N 146.qxd 01/07/14 10:48 Página 4

25-6-14 FUN 207 JULIO 2014_80480 F-FEBRERO 08 N 146.qxd 01/07/14 10:48 Página 5

INFORMACIONES
En el sector de los moldes, además deEXCO, está también AARKEL TOOLand DIE, MIDLAND TECHNOLO-GIES.
Con un buffet para el desayuno, buffetcon bebidas todo el dia, Pausa café,fue muy facil visitar los stands y hacercontactos entre profesionales de lafundición.
Los stands son: GRUPO INDUSTRIALAMBAR, SA CV, LK MACHINERY,ITALPRESSE, CIMSAMEX CARBONESINDUSTRIALES MEXICANOS SA deCV, ESI Group, EXCO, PETROFER,ASK CHEMICALS, AJAX TOCCO,SYNCHRO ERP, B & L Info, TCM Tec-nologías Computarizadas para Manu-factura SA de CV , TCT TESIC, LE-NARD BCN, GODFREY & WING Inc,FUNDIDORES , WORLD EQUIP-MENT, REPRESENTACIONES TERMI-CAS E INDUSTRIALES, NABERT-HERM, IOB, AARKEL TOOL and DIE,MIDLAND TECHNOLOGIES, MEISALEYBOLD, ENTERPRISE, AMERICANSTRESS TECHNOLOGIES …
Stand de AARKEL TOOL and DIE, y deMIDLAND TECHNOLOGIES.
Stand de PETROFER.
El equipo de ASK CHEMICALS en su stand enla Jornada Fundición de México.
TCT TESIC, ofrece plantas de fundición desegundamano de Alemania.
Stand AJAX TOCCO: especialista mundial dela inducción, muy dinámica empresa.
American Stress Technologies : activo en elsector fundición y tratamiento térmico.
GODFREY & WING : Líder al nivel mundialpara impregnación al vacío.
World Equipment & Machine Sales Co. :excelente especialista de las máquinas de
segunda mano en EEUU, México y muchosotros paises.
DÜRR: especialista reconocido de lostratamientos de superficies. Ver los artículospublicados en las revistas FUNDIDORES y
TRATAMIENTOS TERMICOS.
6 FUNDIDORES. JULIO 2014
25-6-14 FUN 207 JULIO 2014_80480 F-FEBRERO 08 N 146.qxd 01/07/14 10:48 Página 6

INFORMACIONES
CIMSA: CARBONES INDUSTRIALESMEXICANOS: con diferentes aplicaciones
industriales, incluyendo colada continua. Unaempresa muy interesante a conocer.
NABER presente con REPRESENTACIONESTERMICAS E INDUSTRIALES.
ACERLAN tomando notas en cada de lasconferencias de la Jornada.
ENTERPRISE: una gama excelente de losmejores productos para la fundición y lostratamientos térmicos ( ECLIPSE, FIREYE,
Partlow, DUNGS, DWYER, PF, RED-RAY,GEMS y muchas marcas de clase mundial).
Un buffet permanente, situado en el centro delos stands, facilita los contactos
La comida es un momento privilie-giado par aprofundizar los contactos yseguir hablando de las conferencias yde lo interesante visto en los stands.
La Jornada se completa el dia anterior,por la Jornada TRATAMIENTOS TER-MICOS ( se puede leer el reportaje de
Una excelente comida en la Jornada.
FUNDIDORES. JULIO 2014
25-6-14 FUN 207 JULIO 2014_80480 F-FEBRERO 08 N 146.qxd 01/07/14 10:48 Página 7

25-6-14 FUN 207 JULIO 2014_80480 F-FEBRERO 08 N 146.qxd 01/07/14 10:48 Página 8

INFORMACIONES
la Jornada Tratamientos Térmicos enla revista TRATAMIENTOS TERMI-COS en:
http://metalspain.com/Tratamientos-termicos.html)
La próxima Jornada Fundición Méxicoes el 4 de Junio 2015, en el mismocentro de convenciones, en Queré-taro.
Ya es posible reservar su stand: 399Euros, 523,99 US$
Se puede registar y pagar en linea en:
http://metalspain.com/paypal-mexico-fundicion.html
Inscribir [email protected]
Info sobre todas las Jornadas en:http://metalspain.com/jornada.htm
Servicio Lector 1
JORNADA FUNDICION –18 SEPTIEMBRE 2014 BILBAO
En 2014, la Jornada Fundición organi-zada por la revista FUNDIDORES, esel 18 de Septiembre 2014 en Bilbao.
Es una Jornada anual que se repitecada año en Bilbao y que ha reunidoen las Jornadas anteriores a FAGOREDERLAN, GERDAU, SUÑER, SEATGEARBOX del PRAT, ANTOLIN, ALS-TOM, AMURRIO FERROCARRIL ,KONIKER, UIPOS, CISA, EDERTEK,FUCHOSA, MFA, OCA, SCMFONDE-RIE, BRAVO ENTERPRISES, CO-FUNDI, COOPERATIVA AZCOI-TIANA, FAED, OLIZABAL Y HUARTE,JEZ SISTEMAS FERROVARIOS, SHAN-DAR TECHNOLOGIES, SPOOL SISTE-MAS, TABIRA, TECNALIA, VILASSA-RENCA, URKO ASE, GABI SA,GRUPO ANTOLIN, CIE AUTOMOTIV
Dentro de las conferencias ya aproba-das:
– Digitalizado 3D ultrarrápido y susaplicaciones para la fundición TE-BIS.
– Introducción del digitalizado 3D,ultrarrápido en el sector de la fundi-ción, para verificación, mecanizadoe ingeniería inversa. SOLUCIONES.
– Aplicación de los aceros especialesde alta resistencia en la industria.RUUKKI.
– Nuevos desarrollos de aditivos demoldeo de bajas emisiones RTE.
– Nondestructive Crack And Structu-ral Testing in Mass Production withAcoustic Resonant Analysis RTE.
( más por venir)
Stand: 390 euros.
Inscripción: 95 euros (incluye al-muerzo, pausa café, almuerzo, docu-mentación, confe-rencias, visita delos stands).
http://metalspain.com/2014.htm
Información:
La Jornada se com-pleta los dos díasanteriores con unaJornada TRATA-MIENTOS TERMI-COS:
metalspain.com/TT-2014.htm
La Jornada TRATAMIENTOS TERMI-COS organizada por la revista TRATA-MIENTOS TERMICOS, es el 17 deSeptiembre 2014 en Bilbao, un dia an-tes de la jornada Fundición. Hay va-rias fundiciones que vienen a esta jor-nada para su talleres de tratamientostérmicos.
Stand: 390 euros.
Inscripción : 95 euros ( incluye al-muerzo, pausa café, almuerzo, docu-mentación, conferencias, visita de losstands).
Ya se puede inscribir e enviar proposi-ciones de conferencias:
9FUNDIDORES. JULIO 2014
25-6-14 FUN 207 JULIO 2014_80480 F-FEBRERO 08 N 146.qxd 01/07/14 10:49 Página 9

INFORMACIONES
Información:
http://metalspain.com/[email protected]
Servicio Lector 2
ROSLER MULTITUMBLER - LASOLUCION IDEAL PARA ELPROCESO POR LOTESUn nuevo sistema de chorreado queconquista el mercado de granallado
No es de extrañar que característicastales como la repetición excelente delproceso, la amplia gama de aplicacio-nes, la alta rentabilidad y su diseñocompacto hacen, del innovador sis-tema de granallado Rösler MultiTum-bler (RMT ), la solución preferidapara el proceso por lotes .
Con la línea de equipos RMT, Röslerha cumplido con los requisitos idealesdel mercado para la limpieza por cho-rro y granallado de piezas robustas yresistentes que pueden rotar una sobrela otra sin riesgo de atrapamiento. Estesistema de limpieza innovador no solofue el punto culminante de las feriascelebradas en 2013, sino que ha sidoun éxito de ventas enorme, con nume-rosos pedidos de compra de diferentesindustrias y para una amplia variedadde piezas.
Un tipo de máquina que cumple prác-ticamente todos los requisitos de losclientes. La gama de equipos RMTtambién es altamente adaptable conrespecto a la capacidad de la cuba.Según el modelo, la capacidad vadesde 80 a 1200 litros. El peso má-ximo por lotes se es de entre 200 kg ycuatro toneladas métricas. Otra ven-taja de este sistema granallado es sudiseño compacto, no requiere foso yse puede integrar fácilmente en líneasde producción ya existentes delcliente.
El sistema de chorro de RMT permiteel procesamiento óptimo de piezas ro-bustas y resistentes que puedan rotaruna sobre el otro sin el riesgo de me-llarse, incluso con piezas que pesan
un gramo. El peso máximo del lote as-ciende a cuatro toneladas métricas.
Servicio Lector 3
UNESID INCORPORA AESTHER ALONSO A SUCONSEJO DE DIRECCION
Esther AlonsoÁlvarez es inge-niero de minaspor la EscuelaTécnica Supe-rior de Ingenie-ros de Minas deAsturias, licen-ciada en Perio-
dismo por la Universidad del PaísVasco, Máster en Dirección Empresaspor el Instituto Universitario de la Em-presa de la Universidad de Oviedo yDiplomada en Ingeniería Ambientalpor la EOI (Escuela de OrganizaciónIndustrial).
Se incorporó a la vida profesional enENSIDESA, hoy ArcelorMittal España,donde ha desarrollado una brillantetrayectoria que se inició en el área in-formática para pasar después a la me-dioambiental como Jefa de Medioam-biente, cargo que le permitió repre-sentar a España en importantes foroseuropeos como el Programa Acero yMedio Ambiente de la UE, Comité deMedioambiente de EUROFER y Co-mité Medioambiente del InternationalIron and Steel Institute (IISI).
En el año 2000 se responsabilizó de laContratación de Inversiones y en laactualidad es Directora de Energías yMedioambiente de ArcelorMIttal Es-paña.
Es miembro del Consejo de Adminis-tración de Fortia y preside la comisiónde medio ambiente de UNESID,donde desde ahora será tambiénmiembro del Consejo de Dirección.
Servicio Lector 4
FUNDICION ARTISTICANELECO EN MEXICO
Por este medio le envío un cordial sa-ludo a la vez nos ponemos a sus órde-nes para la fabricación de placas fun-didas en bronce.
PROMOCIÓN
Hasta 1 (mt2) $2.20 el cm2.
De 1 (mt2) Hasta 2 (mt2) $ 2.75 el cm2.
De más de 2 (mt2) Por cotización.
Incluye: modelo, logotipo y cualquiertipografía.
En caso de llevar relieves escultóricospor cotización.
Tiempo de entrega: 48 horas
Servicio Lector 5
INDICADORES DE MEMBRANATIPO CD PARA SILOS, TOLVASO DEPOSITOS
Los indicadoresde membranatipo CD sirvenpara señalizar elnivel máximo omínimo de pro-ductos pulveru-lentos o granula-dos con un diá-metro de granomáximo de 30
mm. Se utiliza principalmente en si-los, tolvas o depósitos.
La actuación del interruptor es el re-sultado de la presión ejercida por elmaterial a granel contra la membrana,que la obliga a retroceder, invirtiendoasí la posición del interruptor. Al des-cender el nivel de producto, la mem-brana queda libre y el microrruptorvuelve a su posición inicial.
Existe la posibilidad de realizar loscontroladores con la membrana enNBR, vitón o acero inoxidable, segúnsea más adecuado para cada aplica-ción concreta.
Cabe destacar el modelo CD-AII (verfoto adjunta), especialmente indicado
10 FUNDIDORES. JULIO 2014
25-6-14 FUN 207 JULIO 2014_80480 F-FEBRERO 08 N 146.qxd 01/07/14 10:49 Página 10

INFORMACIONES
para zonas con riesgo de explosiónpor polvo, gas o mezclas híbridas. Estemodelo está fabricado con la caja dealuminio y la membrana y el aro enacero inoxidable, realizando la detec-ción de cualquier nivel requerido deforma fiable y precisa.
Se trata de indicadores versátiles, conuna excelente relación calidad/precio.De gran fiabilidad y fácil instalación,proporcionan un trabajo continuo sinnecesidad de mantenimiento especí-fico. No necesitan de alimentacióneléctrica y su sensibilidad es ajustable.
Acerca de FILSA
FILSA es una empresa dedicada exclu-sivamente desde 1957 a la fabricaciónde controladores de nivel para sólidosy líquidos. De reconocido prestigio,tanto a nivel nacional como interna-cional, garantiza una alta calidad entodos sus productos y un puntual su-ministro de los mismos, proponién-dose como objetivo, no sólo mantenersu posición en el mercado, sino refor-zarla y ampliarla.
Servicio Lector 6
KIA MOTORS: NUEVA PLANTAEN MEXICO
La planta tendrá una capacidad de300 mil vehículos y producirá dos co-ches pequeños.
Servicio Lector 7
SISTEMA DE GESTION DEQUEMADOR NOXMAT®
Sistema de gestión de quemador parainstalaciones antiguas y instalacionesnuevas
Sistema de gestión de quemador des-centralizado con integrado transfor-mador de encendido en carcasa defundición de aluminio de protecciónIP 54 según IEC 529 de Elster GmbH yel software de función a medida para
el quemador NOXMAT® de la NOX-MAT GmbH y función de diagnóstico.
Parámetros de funciones
– Sistemas para su uso en el voltaje dered sin conexión a tierra y con co-nexión a tierra
– Se utiliza para quemadores de fun-cionamiento intermitente y en ope-ración continua Supervisión de lallama en operación de 1 o 2 elec-trodos
– Supervisión de la llama sobre laenergía de ionización o sonda UV.
– Indicación permanente del controlde llama en operación actual.
– Indica el estado de funcionamientodel quemador.
– Indica las condiciones de falla.– Consulta los parámetros programa-
dos.– Secuencias configurables de
tiempo de la fase de combustión.– Configurable control de la válvula
de aire.– Conducta configurable después de
mal funcionamiento.– Ajustable el umbral del control de
la llama– Parametrizable presión del aire inte-
rruptor. Función para la purga y laoperación del quemador .
– Conexión a través de enchufes de16-pin.
– La operación manual en el lugarpara la configuración o diagnósticodel quemador.
– Memoria interna de datos para fun-ciones estadísticas, tales como Fre-cuencia de operación, los déficitsde tiempo, fallos y las horas de fun-cionamiento.
Servicio Lector 8
HORNOS Y ESTUFAS“BAUTERMIC” PARACALENTAMIENTOS DIVERSOSA TEMPERATURAS HASTA200ºC/ 350ºC/ 450ºC Y1.200ºC.
Destinados para calentar y tratar tér-micamente cualquier tipo de piezacon sistema de calefacción eléctrico oa combustión con o sin recirculaciónforzada de aire para la distribuciónuniforme del calor por todo el interiorde las cámaras de trabajo. Se constru-yen en acero zincado y acero inoxida-ble y con refractario y aislante con ca-pacidades desde 20 dm3 hasta 12 m3.Llevan incorporado un cuadro de ma-niobra automático adaptado a las ne-cesidades de cada tratamiento. Todoel sistema constructivo está provistosegún la normativa C.E.
EJEMPLO DE ALGUNOS TIPOS DEHORNOS
Continuos.
Muflas.
Estufas.
11FUNDIDORES. JULIO 2014
25-6-14 FUN 207 JULIO 2014_80480 F-FEBRERO 08 N 146.qxd 01/07/14 10:49 Página 11

INFORMACIONES
Servicio Lector 9
KLUBER LANZA AL MERCADOKLUBERSYNTH NH1 4-68FOAM SPRAY, EL PRIMERLUBRICANTE EN ESPUMA DELMERCADO
Excelente adhesión, mejoras en la ca-pilaridad, consumo optimizado y apli-cación sin goteo en posiciones inver-tidas, son algunas de las principalesventajas que permiten a Klüber Lubri-cation ofrecer este innovador pro-ducto con una eficiente lubricación.
Klüber Lubrication, una de las empre-sas líderes mundiales en la fabricaciónde lubricantes especiales, presentaKlübersynth NH1 4-68 Foam Spray, elprimer lubricante en espuma del mer-cado, que combina las ventajas delaceite y de la espuma, aportando unaextraordinaria lubricación, adherenciay otros beneficios propios de las espu-mas.
Crisoles.
Túneles
Klübersynth NH1 4-68 Foam Spray esfruto de más de tres años de investiga-ción del laboratorio de I+D+i de lacompañía en Münich, siendo aplica-ble en el mantenimiento de los mediosde producción de todos aquellos sec-tores genéricos (alimentación, farma-cia, automoción, aeronáutica...) endonde se precise de una alta limpiezaen los procesos, sin goteos y/o conta-minaciones y una lubricación efi-ciente.
Lo mejor de las dos tecnologías
Bajo un formato de aerosol multifun-cional, Klübersynth NH1 4-68 FoamSpray ha sido creado a base de una in-novadora tecnología de espuma, quele permite actuar con una muy buenacapacidad lubricante y desgaste redu-cido, gracias a su excelente adheren-cia.
La combinación única de espuma yaceite de este producto permite tam-bién una aplicación sin goteo inclusoen posiciones invertidas, lo cual su-pone un importante avance tecnoló-gico por tratarse de un problema muycomún con los aceites convenciona-les.
Dosificación óptima
Otra de sus importantes ventajas es suconsumo optimizado, dado que suefecto capilar asegura que el aceitepenetre en el punto de lubricaciónpreciso, evitando el exceso de aplica-ción y la formación de neblina queproduce un aerosol convencional. Deesta forma, se reduce también la con-taminación de los componentes y delas superficies cercanas, así como lainhalación de la neblina del aceite.
Klübersynth NH1 4-68 Foam Spray esun producto registrado según NSF H1.Entre sus posibles aplicaciones figu-ran: husillos, engranajes abiertos,charnelas, barras de deslizamiento ycadenas (3-5 m). Por sus innumerablesbeneficios, este producto está perfec-tamente indicado para el kit personalde mantenimiento.
Klübersynth NH1 4-68 Foam Spray esel resultado del programa para la ges-tión eficiente de la innovación en Klü-ber Lubrication, que selecciona lasideas de usuarios y empleados de todoel mundo, verifica su viabilidad y pos-terior comercialización
Acerca de Klüber Lubrication
Klüber Lubrication es uno de los líde-res mundiales en la fabricación de lu-bricantes especiales, que ofrece solu-ciones tribológicas de gama alta aprácticamente todas las industrias ylos mercados internacionales. La ma-yoría de sus productos se desarrollan yfabrican a medida, según los requisi-tos específicos del cliente. En sus másde 80 años de vida, Klüber Lubricationha proporcionado al mercado lubri-cantes de alta calidad, consultoría ex-haustiva y amplios servicios, adqui-riendo una excelente reputación. Lacompañía cuenta con todas las certifi-caciones industriales comunes y operacon un campo de ensayos únicos ensu género, con más de 130 tribóme-tros para probar sus lubricantes espe-ciales.
Creada como una empresa minoristade productos petrolíferos en 1929 enMunich, Klüber Lubrication formahoy en día parte de la FreudenbergChemical Specialities SE & Co. KG,una unidad de negocio del GrupoFreudenberg (Weinheim. Alemania).Klüber Lubrication cuenta aproxima-damente con 2.000 empleados en másde 30 países.
En España, Klüber Lubrication Ibéricadispone de planta de producción, ofi-cinas y almacén en Parets del Vallés(Barcelona). Y delegaciones en Ma-
12 FUNDIDORES. JULIO 2014
25-6-14 FUN 207 JULIO 2014_80480 F-FEBRERO 08 N 146.qxd 01/07/14 10:49 Página 12

INFORMACIONES
drid y Bilbao. Su plantilla está com-puesta por un total de 110 trabajado-res.
Sobre Freudenberg ChemicalSpecialities
Freudenberg Chemical SpecialitiesMunich fue fundada en 2004 como unnuevo grupo de negocio dentro delGrupo Freudenberg (Weinheim. Ale-mania), una compañía familiar de tec-nología diversa, con una historia demás de 160 años. Freudenberg Chemi-cal Specialities tiene una organizaciónágil, orientada hacia el mercado, conconsejo de administración y funcionescorporativas. Su objetivo es promoverel potencial de innovación en su ám-bito de actividades y ampliar el lide-razgo en el mercado mundial en lubri-cantes especiales y agentes desmolde-antes. El grupo de negocio incluyecinco divisiones ampliamente inde-pendientes, activas en más de 50 paí-ses: Klüber Lubrication, Chem-Trend,SurTec, Capol y OKS.
Servicio Lector 10
EL SOFTWARE DE ESCANEADOLASER SCENE 5.3 REALIZAREGISTROS SIN MARCADORES
Se trata de la última versión de estaherramienta, perfecta para procesarproyectos de escaneado láser con losescáneres láser Focus3D de la serie X.
FARO, el proveedor líder mundial desoluciones portátiles de medición 3Dy captura de imágenes, lanza al mer-cado su última versión del software deescaneado láser SCENE 5.3 y deSCENE WebShare Cloud 1.5, su servi-cio de alojamiento de datos de esca-neado.
El software SCENE 5.3 de FARO fun-ciona con los escáneres láser Focus3D
de la serie X y realiza registros elimi-nando los objetivos artificiales, comolas esferas y dianas. Los usuarios pue-den escoger entre dos métodos de re-gistro disponibles: basado en ‘Vista su-
perior’ o ‘Cloud-to-cloud‘. El registrobasado en ‘Vista superior’ permite po-sicionar los escaneos sin objetivos. Eninteriores y áreas construidas sin unposicionamiento previo fiable conGPS de cada uno de los escáneres,éste es un método muy eficiente y al-tamente automatizado. El segundométodo, el registro ‘Cloud-to-cloud’,abre nuevas oportunidades para queel usuario posicione los escaneos conrapidez y precisión, incluso en condi-ciones difíciles. En emplazamientosexteriores con un buen posiciona-miento previo de los escaneos graciasal receptor GPS integrado en los escá-neres láser Focus3D de la serie X, éstees el método que debe escogerse parallevar a cabo un registro sin objetivo.
Además, el software también disponede diversos procesos nuevos que per-miten al usuario responder con flexibi-lidad a una amplia gama de requisitosdel proyecto. Por ejemplo, el proceso‘Vista partida correspondiente’ hacecoincidir las áreas similares en los es-caneos vecinos para así obtener cual-quier información de posicionamientoque pueda faltar, mientras que el pro-ceso ‘Superposición de imagen en eldiseño’ permite a los usuarios colocarlos datos en su contexto geográficomediante archivos de imagen, dibujosCAD o mapas.
Oliver Bürkler, product manager do-cumentación 3D software, destaca:“El software SCENE 5.3 es la herra-mienta perfecta para procesar proyec-tos de escaneado láser. SCENE WebS-hare Cloud, la solución de aloja-miento basada en la nube de FARO,permite publicar los proyectos de es-caneado y compartirlos en todo elmundo a través de Internet. Las actua-lizaciones colectivas de la solución desoftware de escaneo láser de FARO,SCENE 5.3 y WebShare Cloud 1.5,consiguen que incluso los proyectosde documentación 3D complejos serealicen con mayor rapidez, eficienciay efectividad.”
Servicio Lector 11
DESENGRASE, LAVADO YSECADO DE PIEZASINDUSTRIALES
BAUTERMIC S.A. es una empresa queestá especializada en el diseño y fabri-cación de Lavadoras Industriales. To-das ellas preparadas para eliminar efi-cazmente restos de: Aceites – Taladri-nas – Pegamentos – Desmoldeantes –Fangos – Virutas… y en general, cual-quier tipo de suciedad superficial de-positada en todo tipo de piezas con di-ferentes dimensiones, formas, pesos yproducciones.
Estos tipos de máquinas pueden ser:
Túneles-LCB.
Cabinas LIH.
Rotativas LCR.
13FUNDIDORES. JULIO 2014
25-6-14 FUN 207 JULIO 2014_80480 F-FEBRERO 08 N 146.qxd 01/07/14 10:49 Página 13

INFORMACIONES
Se ha trasladado su nueva sede al Po-lígono Industrial El Pla de Sant Feliude Llobregat, C/ Industria 21 Barce-lona, en dónde dispone de nuevas ymás amplias instalaciones para agru-par sus oficinas, almacenes y el tallerde construcción de máquinas.
Servicio Lector 12
NUEVA CAMARA DETERMOGRAFIA FIJA NIR DELAND INSTRUMENTS INT.
Termografía y Medida detemperatura para monitorizacióncontinua de procesos y control decalidad
Cubas-LIC.
Tambores-LTC.
La nueva cámara NIR es ideal paraaplicaciones de alta temperatura, yaque trabaja en una longitud de ondade 1 µm, y combina la alta resoluciónde imágenes térmicas con una medidaprecisa de la temperatura desde 600hasta 3000 °C con una gama de 4 mo-delos.
La cámara NIR es una solución ins-tantánea para aplicaciones de altatemperatura donde se efectúa la medi-ción de objetivos muy pequeños o enmovimiento. El detector de alta resolu-ción junto con una óptica de preci-sión, permite visualizar objetivos tanpequeños como 0,013 mm cuadrados,y con el software de procesamiento deimágenes LIPS los problemas de aline-ación, simplemente desaparecen.
Con una longitud de onda de 1 µm yla compatibilidad de la cámara NIRcon los accesorios de montaje del Sis-tema 4, LAND ofrece una solución deimágenes térmicas para aplicacionesdonde tradicionalmente se han utili-zado pirómetros puntuales de longitudde onda corta.
Otras ventajas importantes de la cá-mara NIR son: una alta precisión demedida de temperatura para optimizarel control de procesos; instalaciónsimple y de fácil uso, 2 años de garan-tía y no requiere certificados de expor-tación lo que permite un suministrorápido y sin complicaciones. Ademásdispone de lentes de enfoque cortoopcionales para garantizar que la cá-mara coincide exactamente con suaplicación.
El software LIPS NIR permite capturarimágenes térmicas y vídeo en tiemporeal, además de ciertas funcionescomo: adquisición temporizada, gamade medidas de temperatura (puntual,rectángulo, polígono, isoterma, histo-gramas), paletas de colores y funcio-nes de alarma.
La nueva NIR está diseñada para apli-caciones tales como, Colada Conti-nua, Calderas, Hornos de Cemento,Soldadura de Tubos, Hornos de Vi-drio, Metal Líquido, Procesos de Re-
vestimiento, Trenes de Laminación,etc.
Servicio Lector 13
SI FABRICAS Y EXPORTASMAQUINARIA, EL MARCAJE TEAHORRARÁ DOLORES DECABEZA EN EL SERVICIO POST-VENTA
Para evitar problemas con el serviciopost-venta cuando trabajas con em-presas extranjeras, una soluciónpuede ser identificar todas las piezasde la máquina con placas y etiquetasgrabadas con códigos comprensiblespor todo el mundo. De esta forma segana en eficiencia y en satisfaccióndel cliente.
Cuando vendes una máquina al ex-tranjero pueden surgir problemas en elmontaje e instalación de la misma, so-bre todo, si la empresa que la recibeno habla el mismo idioma que la tuya.Lo mismo puede pasar cuando apa-rezca algún fallo técnico con dichamáquina, ya que muchas veces escomplicado indicar qué pieza podríaser el origen del problema. A pesar deexisten manuales técnicos con despie-ces e instrucciones, según la compleji-dad de las máquinas, puede ser unatarea complicada que los técnicos delas empresa se pongan de acuerdo.
Estas cuestiones se las planteó uncliente, fabricante de maquinaria paraenvasado, que exportaba a todo elmundo y que tenía problemas de co-municación con sus clientes. La solu-ción que encontraron fue rotular com-pletamente su máquina mediante eti-quetas con códigos alfanuméricosgrabados, de forma que todas y cadauna de las piezas estuvieran identifica-das. Para el caso del cableado fueronmás allá y pusieron placas identificati-
14 FUNDIDORES. JULIO 2014
25-6-14 FUN 207 JULIO 2014_80480 F-FEBRERO 08 N 146.qxd 01/07/14 10:49 Página 14

INFORMACIONES
vas en el final de cada extremo sujetoscon abrazaderas y otra placa con elmismo número en el lugar donde di-cho cable tenía que ir conectado. Deesta manera consiguieron:
• Que los manuales técnicos fuesenmás claros y visuales;
• Que las instalaciones fuesen másrápidas y comprensibles. Se ayuda-ron de herramientas como Skypepara verificar que los operarios ex-tranjeros estuvieran manejando co-rrectamente el equipo;
• Que para los casos en que surgieranaverías y hubiera que remplazar al-guna pieza mecánica o algunaplaca electrónica, los técnicos notuvieran más que indicar el númerode la misma;
• Que los técnicos que prestan el ser-vicio post-venta realizaran su tra-bajo más rápidamente y con menoserrores, ganando en eficiencia yahorrando costes a la empresa.
• Que los clientes estuviesen más sa-tisfechos con el servicio post-venta.
Entre las distintas máquinas de mar-caje que les propusimos, esta empresafinalmente se decidió por compraruna máquina de grabado por fresamodelo IS400 por su versatilidad yporque, en algunos casos, también re-alizaban marcaje directo sobre piezasde metal. El software GravoStyle queincluye la máquina les permitía hacerfácilmente importación de datos exter-nos, crear matrices, códigos, etc.
Para las placas yetiquetas identifi-cativas utilizaronGravoply 2, unmaterial ABS de
dos capas de tal forma que cuandograbas la primera capa sale el color dela capa base y así evitas tener que co-lorearlo para tener contraste. Este ma-terial resultó apropiado por sus carac-terísticas y porque el grabado confresa del Gravoply 2 es muy rápido,indeleble, permanente y con muchadefinición.
Cada una de las máquinas estabaidentificada con más de 1.000 etique-tas, que se entregaron al cliente corta-das en distintos tamaños y adhesiva-das por la parte trasera. Gracias anuestro servicio de manipulado dematerial pudimos entregar las placassegún los requerimientos del cliente.
Servicio Lector 14
BRAMMER: AHORROS ENMRO SIN INVERSIÓN PREVIA
Brammer Iberia, compañía líder enservicios y soluciones de manteni-miento para la industria (MRO), per-mite al cliente empezar a ahorrar an-tes de realizar ningún tipo de desem-bolso.
En la actualidad, las variables que unfabricante debe controlar no hacensino crecer (inventarios, estandariza-ción de producto, impacto ambiental,coste de las materias prima, etc) y, porsi ello fuera poco, en los últimos añosel entorno se ha hecho más volátil eimprevisible que nunca. Este escena-rio ha reforzado aún más la necesidadde todo fabricante de sacar el máximorendimiento competitivo a sus recur-sos financieros y a su capital humano.
La externalización de los servicios demantenimiento industrial es una estra-tegia que permite alcanzar dicho obje-
tivo. Los estudios indican que más del40% de las compras de MRO son noplanificadas y que, en la mayoría decasos, el inventario inactivo alcanza el50%. Al traspasar estas complejas ta-reas a un proveedor único y expertocomo Brammer, el fabricante ahorraen los costes totales de adquisición,reduce su capital circulante y liberatiempo para que sus empleados pue-dan dedicarlo a optimizar el procesoproductivo.
En su máxima expresión, esta estrate-gia significa la integración en las insta-laciones del fabricante de un Insite™,es decir, de un equipo de Brammerque vela continuamente por minimi-zar los costes de MRO. Sin embargo,tanto si se adopta la fórmula del In-site™ como cualquier otra, la relaciónse funda siempre en un asesoramientotécnico que Brammer desarrolla antesde que el cliente realice ninguna in-versión, y que permite identificar me-joras en el aprovisionamiento y losprocesos de MRO, así como posiblesahorros energéticos y potenciales opti-mizaciones de la eficiencia produc-tiva.
Según Martínez, las claves de ese co-nocimiento acumulado por Brammerse encuentran en la transformación yadaptación de productos, la conver-sión de componentes de E.O., la ra-cionalización de productos y marcas,el diseño del stock, la gestión de stocken consigna (mediante Invend™, lagama de máquinas expendedoras deEPI s), la gestión del inventario por elproveedor, la agrupación de facturas ylas soluciones de e-commerce.
La oferta de productos de Brammer in-cluye rodamientos, productos detransmisión de mecánica y eléctrica,hidráulica, neumática, estanqueidad ymovimiento lineal, así como tambiénuna amplia gama de herramientas yproductos de mantenimiento y salud yseguridad. La empresa es un distribui-dor autorizado de muchas de las prin-cipales marcas a nivel mundial, inclui-das entre otras: 3M, Ammeraal, AlfaLaval, Bahco, Beta, Dewalt, Gates,
15FUNDIDORES. JULIO 2014
25-6-14 FUN 207 JULIO 2014_80480 F-FEBRERO 08 N 146.qxd 01/07/14 10:49 Página 15

INFORMACIONES
Grundfos, Honeywell, Kimberly Clark,Loctite, Mapa Spontex, Metabo, NSK,Parker Hannifin, Renold, Rocol, Sie-mens, Simrit, Schaeffler, SKF, SMC,Stanley, THK y Timken. Entre sus prin-cipales clientes se encuentran Alcoa,Bridgestone, Coca Cola Enterprise,Crown, Danone, Dupont, Kraft Foods,PepsiCo, Procter & Gamble, Renault,Smurfit Kappa y Unilever.
Servicio Lector 15
HARDOX DE SSAB, UNAHISTORIA DE EXITO QUECELEBRA SUS 40 ANOS
Hardox, propiedad de SSAB, se haconvertido en sinónimo de durabili-dad y máxima calidad en el mundodel acero. Ahora que ha cumplido 40años, su posición de líder es más só-lida que nunca. Para SSAB, Hardox esuno de los productos de más éxito.
Cuando nació Hardox hace 40 años,SSAB tenía como objetivo desarrollaruna chapa antidesgaste que fuera másdura y resistente que otros aceros quehabía en el mercado. Tenía que serdura para poder soportar un impor-tante desgaste durante periodos detiempo prolongados, y resistente paraaguantar el plegado y uso intensivo sinagrietarse.
En 1974 se presentó como una “chapaantidesgaste flexible”. Era la primerachapa antidesgaste del mundo quecombinaba dureza y tenacidad, y tam-bién funcionaba bien como acero deconstrucción, comenta Christer Offer-man, especialista en chapa antides-gaste de SSAB. El éxito fue inmediato,y desde entonces hemos ido evolucio-nando para conseguir que Hardoxcumpla demandas cada vez más exi-gentes. Gracias a esto, Hardox siguesiendo un líder en el campo de laschapas antidesgaste.
Ha sido importante para el desarrollode los productos de la gama Hardoxque fueran duraderos y funcionaranbien como acero de construcción.
El hecho de que Hardox sea un exce-lente acero de construcción ha sidouna de las claves de su éxito, continúadiciendo Christer Offerman. Esto es deuna importancia capital para nuestrosclientes, ya que supone para ellos quepueden producir soluciones efectivaspara carrocerías de camiones, contene-dores y cubetas finas y ligeras capacesde resistir altos niveles de desgaste.
La búsqueda de estructuras más lige-ras por parte de los fabricantes es in-tensiva a lo largo y ancho del planeta.Un menor peso significa más capaci-dad de carga y mejores propiedadesmedioambientales.
Una buena economía del transporte essiempre la prioridad para nuestrosclientes, pero las ventajas medioam-bientales que Hardox puede ofrecerestán cobrando cada vez más relevan-cia. Un vehículo más ligero utilizamenos combustible y requiere menostrayectos con lo que sus emisiones dis-minuyen.
Hardox siempre ha sido muy bien re-cibido por el mercado en todo elmundo. Las ventajas para los clienteshan sido claras todos estos años y hanllevado a la creación de una de lasmarcas más sólida del planeta en elmundo del acero.
El interés por el uso del nombre Har-dox en el marketing de carrocerías decamiones, cubetas de excavadoras yotros productos finales ha hecho queSSAB decidiera presentar el conceptode Hardox In My BodyTM.
Hardox In My BodyTM es la formaque los clientes de SSAB tienen demostrar que los productos cumplendeterminados requisitos de calidad. Elnúmero de empresas que cumplen losrequisitos de Hardox In My BodyTMcontinúa creciendo. Es un buen indi-cador de que, incluso después de 40años en el mercado, Hardox mantienesu liderazgo en el mercado mundial. Yesta es una posición que pretendemosconservar durante muchos años más.
Servicio Lector 16
TANGIT CELEBRA SU 50ANIVERSARIO
Tangit la marca líder en saneamiento yfontanería cumple 50 años de expe-riencia e investigación ofreciendo so-luciones para el día a día en sus traba-jos de pegado de tuberías. En 1964lanzó el primer Adhesivo PVC-U yLimpiador PVC-U, desde entonces noha dejado de innovar trabajando codocon codo con los profesionales.
Algunos de los lanzamientos más rele-vantes han sido en 2001 cuando se in-troduce en el mercado el sellador derosca Uni-lock y al año siguiente seunen el sellador de rosca Metalock yPlasticlock, más recientemente en2007 se lanza el Adhesivo PVC Flexi-ble.
Los adhesivos de PVC Tangit garanti-zan uniones resistentes a cualquier ni-vel, sometidas a todo tipo de presio-nes, con mayor rendimiento y menortiempo de espera.
Mientras que los Selladores de RoscaTangit se caracterizan por su máximarentabilidad, permiten el reajuste y eldesmontaje, no obstruyen las tuberíasni los filtros y resisten temperaturas ex-tremas. Encontramos una gama de 3productos que cubren las diferentesnecesidades:
– Tangit Uni-Lock: Sellador universalpara todo tipo de roscas.
– Tangit Metalock: sellador de roscasmetálicas.
– Tangit Plasticlock: sellador de ros-cas de plástico.
Servicio Lector 17
16 FUNDIDORES. JULIO 2014
25-6-14 FUN 207 JULIO 2014_80480 F-FEBRERO 08 N 146.qxd 01/07/14 10:49 Página 16

Un fabricante de altos hornos de acero noto que la car-casa de una de sus estufas para altos hornos se había co-menzado a deformar bajo operaciones de condicionesestándares alrededor de las conexiones adyacentes a lasestufas sopladoras inferiores. Después de hacer medidastermográficas la carcasa exhibió temperaturas en excesode 520oF (270oC). Por lo tanto, se pudo determinar quela mayoría de las tablas de lana mineral que sirven comoaislamiento de soporte se habían deteriorado con eltiempo.
Figura 1. Ubicación de deformidades por puntos calientes en laestufa “G” del horno y la foto y monitoreo termográfico antes de la
reparación.
Este problema es una aplicación perfecta para Kaofil®XTP. Kaofil XTP es una mezcla de fibras cerámicas re-fractarias Kaowool® y rellenos de aglutinante para altatemperatura y alta resistencia con un límite de tempera-tura de uso continuo hasta 2000oF (1090oC). La línea deproductos Kaofil se presta particularmente para aplica-ciones de reparación porque el producto puede ser apli-cado usando un bomba de diafragma a través de una se-rie de orificios en la carcasa de la unidad mientras estaen operación.
Procedimiento para usar el Kaofil bombeable para estaaplicación:
1. Use técnicas de monitoreo termográfico para identifi-car los puntos calientes en la estufa del alto horno
2. Taladre y suelde varias boquillas roscados de 1 pul-gada en la carcasa adyacente a los puntos calientes
3. Conecte la manguera de la bomba de diafragma a lasboquillas roscadas
4. Inyecte el bombeable a la carcasa y detrás del cubri-miento de ladrillo para llenar los vacios dejados porlas tablas de lana mineral
5. Deje que el material frague y monitoree con escaneotermo gráfico para validar el rendimiento.
APLICACIONES DE BOMBEABLES EN ESTUFA DE ALTOS HORNOS
Autor: Chris Johnson - Morgan Advanced Materials - Thermal Ceramics North América
17FUNDIDORES. JULIO 2014
25-6-14 FUN 207 JULIO 2014_80480 F-FEBRERO 08 N 146.qxd 01/07/14 10:49 Página 17

Una vez que el Kaofil fue inyectado en el área de cone-xiones, la mezcla fue fraguada por al menos 10 minutosantes de tomar monitoreo termográfico adicional. Todoel monitoreo termográfico fue tomado mientras la estufadel horno estaba operando en condiciones de operaciónestándar.
Se observó una temperatura de 242oF (117oC) despuésde bombear el Kaofil XTP en sitio. Esto equivale a 46%de la reducción de temperatura en la carcasa y aproxi-madamente 36% de reducción en perdida de calor (Vealas Tablas 1 y 2, seguidas).
Figura 2. Ubicación de las boquillas roscadas de 1 pulgadaadyacentes a los puntos calientes y la bomba de diafragma usada
para inyectar los Bombeables en la carcasa detrás de la zonacaliente. Note que dos de las boquillas fueron usadas para inyectar
el Kaofil XTP con las otras dos boquillas como escape.
Tabla 1. Calculo de la perdida de calor en el área de conexión de laestufa “G” del alto horno antes de la reparación.
Una vez que el área de prueba fue completada, muchosotros puntos calientes en el área de conexiones de estaestufa de alto horno fueron bombeadas con Kaofil XTP yresultados similares fueron alcanzados. La reparación aesta área de la estufa del alto horno fue completada en48 horas y no requirió parada del proceso. Esto es unaprueba de cómo la familia de productos moldeables deThermal Ceramics puede solucionar una variedad de re-tos presentados en la industria del Hierro y del Aceromoderna.
Agradecimiento especial a Kadhirvelu Munuswamy deMurugappa Morgan Thermal Ceramics Ltd por las foto-grafías y monitoreo termográficos.
Servicio Lector 30 ■
Figura 3. Fotos del punto caliente y monitoreo termográfico del áreade conexión de la estufa “G” del alto horno después de bombear el
Kaofil XTP.
Tabla 2. Calculo de la perdida de calor en el área de conexión de laestufa “G” del alto horno después de bombear el Kaofil XTP.
18 FUNDIDORES. JULIO 2014
BREVES
NUEVA CÁMARA LINEAL MV1-
L2048 DE PHOTONFOCUS
La serie de cámaras lineales MV1-L2048(I/C) está basada en los sensors CMOSCMV2000 CMOSIS. Los sensoresCMV2000 CMOSIS están optimizadospara condiciones de poca iluminación yestán disponibles en versiones mono-
cromo, NIR (I) y Color (C). Las cámarasde esta serie tienen salidas GigE o Came-raLink. Están disponibles cuatro modeloscon diferentes interfaces y sensores.
Estas cámaras están enfocadas a aplica-ciones industriales. Debido al GlobalShutter, es posible su utilización hasta enaplicaciones de alta velocidad con tiem-pos de exposición de µs.
CIMSAMEX - EXPERTOS EN
LA MANUFACTURA Y
FABRICACION DE
PRODUCTOS DE CARBON
GRAFITO
Actualmente nuestra empresa es recono-cida en México, Centroamérica y Suda-mérica por nuestros altos estándares de
calidad, precisa asesoría técnica y el con-tinuo desarrollo de nuevos productos degrafito para la industria.
Expertos en la manufactura y proyectosde ingenio creando una confiabilidad alcliente de la funcion electrica y mecani-camente en empresas dedicadas a las dis-tintas ramas como son siderurgica, inyec-toras, manufactura, vidrieras etc.
EXCO: LIDER MUNDIAL
Exco Engineering es un líder mundial enla construccion de grandes moldes de altapresión, y es un proveedor de herramien-tas importantes para GM, Ford y Chrys-ler LLC en Norteamérica y Daimler AGen Europa. Exco tiene más de 50 años deexperiencia.
25-6-14 FUN 207 JULIO 2014_80480 F-FEBRERO 08 N 146.qxd 01/07/14 10:49 Página 18

LK Machinery es el mayor fabricante en el mundo de má-quinas de inyección de metales (Zamac, Aluminio yMagnesio) contando con más de 300,000 m2 y 7 plantasen China. Su red de distribución se extiende en todo elmundo con 26 agentes distribuidos en Asia, Europa yAmérica vendiendo más de 3,500 equipos de inyecciónde metales al año.
Las máquinas de inyección de Aluminio son también co-nocidas como de “cámara fría” debido a que el horno defundición se encuentra separado de la estructura princi-pal ya que la temperatura de fundición del material esalta (650°C), la alimentación se puede realizar en formamanual o con alimentador automático.
Las máquinas de la serie IMPRESS son aptas para unagran variedad de productos en fundición de aleación dealuminio y piezas de fundición de aleación de cobre, ta-les como electrodomésticos, herramientas de mano, mo-tores eléctricos, neumáticos / hidráulico / filtración decomponentes, equipos de computación, automotriz, elciclo de los componentes de motor etc.
La serie IMPRESS cuenta con un rango que va desde las130 hasta 4000 toneladas de fuerza de cierre.
GIA ofrece también otras máquinas CLASSIC ( Zamac)
LK MACHINERY ES EL MAYOR FABRICANTE EN EL MUNDO DE MAQUINAS DEINYECCION DE METALES
19FUNDIDORES. JULIO 2014
25-6-14 FUN 207 JULIO 2014_80480 F-FEBRERO 08 N 146.qxd 01/07/14 10:49 Página 19

AVIS Series Muy interesante ver la oferta completa en el stand deGIA en la Jornada Fundición de Querétaro el 19 de Ju-nio.
Servicio Lector 31 ■
20 FUNDIDORES. JULIO 2014
BREVES
TCM TECNOLOGÍAS
COMPUTARIZADAS PARA
MANUFACTURA SA DE CV
Somos una Em-
presa Mexicana
fundada en 1996,
ofrecemos siste-
mas y un com-
pleto rango de
servicios en CAD/CAM/CAE, prototipos
rapidos, analisis de elementos finitos, inge-
nieria en reversa e inspeccion de primeros
arti culos.
Desde ese año TCM ha sido pionera en el
manejo de esta tecnologi a.
Gracias a nuestros 16 años de experiencia
nos hemos consolidado como la empresa li-
der en el mercado nacional en el modelado,
maquinado, inspeccion e ingenieria in-
versa.
Brindamos servicio a todo el pais desde nues-
tras oficinas en las ciudades de Guadalajara,
Monterrey, Leon, Queretaro y el D.F.
Todo esto a traves de la practica profesio-
nal, comprometidos con nuestras metas,
siempre predispuestos para la acción, de-
sarrollando ideas con calidad, creatividad,
fluidez y entrega.
TCM puede responder a las necesidades
claves de sus clientes con:
CAPACIDAD: Nuestro equipo de trabajo.
RAPIDEZ: Establecimiento oportuno de
plazos.
EXPERIENCIA: Una base solida de co-
nocimientos.
INNOVACION: Soluciones Rapidas a
problemas especi ficos.
25-6-14 FUN 207 JULIO 2014_80480 F-FEBRERO 08 N 146.qxd 01/07/14 10:49 Página 20

RESUMEN
La medición precisa de la longitud y la velocidad en lalosa, palanquilla, y bloques de colada continua ha sidomuy difícil debido a una serie de retos mecánicos del sis-tema, tales como el calor, sarro, y el deterioro de las pie-zas mecánicas.
Está bien documentado que los “encoders” mecánicoshacen un pobre trabajo de la medición de la longitud yla velocidad real en máquinas de colada continua du-rante la producción. El corazón del problema es que loscodificadores mecánicos no miden la longitud del pro-ducto y la velocidad directamente, sino que realizan es-tas mediciones indirectamente mediante el uso de un ta-cómetro conectado a un rodillo o rueda en contacto conel producto. Estos sistemas mecánicos están sujetos adeslizamiento y cambios de calibración causados porvariaciones en el diámetro del rodillo o rueda debido a laacumulación de suciedad o desgaste. Además, es extre-madamente difícil obtener mediciones precisas en entor-nos de fabricación en extremo calientes.
Un medidor de no contacto que mide directamente lalongitud del producto y la velocidad eliminaría los erro-
res de medición asociados con las técnicas de mediciónde contacto. La nueva generación medidores de alta pre-cisión eficientes en costo, tales como el medidor LaserS-peed, se utiliza hoy en día en muchas aplicaciones de fa-bricación de Colada Continua. Por ejemplo, esta tecno-logía avanzada de medición tiene la capacidad de medirestas dimensiones a velocidades muy lentas con 0.05%de precisión, y sin hacer contacto con la losa o palan-quilla. Se puede incluso medir con precisión la longitudy la velocidad de la línea cuando está detenida, y tam-bién se puede medir con igual precisión la colada y la es-coria. Los costes de mantenimiento también se reducenya que el indicador puede montarse hasta 2,5 metros dedistancia de la losa o palanquilla, reduciendo los reque-rimientos de enfriamiento y el riesgo de fallo prematurodebido al calor excesivo.
En este documento se describe un método probado paracapturar de forma precisa y consistente mediciones delongitud y velocidad de losa continua de palanquilla yruedas y otros procesos durante la producción, y se dis-cuten algunas mejoras de procesos que se han logrado.
Servicio Lector 32 ■
SUPERAR PROBLEMAS MECÁNICOS EN LA OBTENCIÓN PRECISA, ESTABLE YLAS MEDICIONES DE VELOCIDAD DE MOLINOS DE ACERO LAMINADO Y LASAPLICACIONES DE LAS RUEDAS
Por Carlos Junco, Regional Solutions Engineer - Beta LaserMike
21FUNDIDORES. JULIO 2014
25-6-14 FUN 207 JULIO 2014_80480 F-FEBRERO 08 N 146.qxd 01/07/14 10:49 Página 21

INTRODUCCION
Ladrillos Aislantes (IFB por siglas en inglés) son produc-tos establecidos para resolver muchos problemas de sos-tenimiento de calor a alta temperatura en una variedadde aplicaciones en la industria del Hierro y del Acero, in-cluyendo Estufas de Altos Hornos, ductos en hornos deProceso de Reducción y Recalentamiento Directo ycomo aislamiento de soporte en Hornos de Coke, Artesasy Cucharones, y se usan ampliamente para formar pare-des laterales, techos y corazones en una varias aplica-ciones de tratamiento térmico, recocido y galvanizado(Figura 1).
El precio volátil de los recursos energéticos en años re-cientes ha incrementado la importancia de maximizarahorros de energía en estas aplicaciones. En algunas deestas aplicaciones, la energía se ha convertido en elcosto de operación más significativo. El control de la efi-ciencia de energía es influenciado principalmente por el
Figura 1. Ladrillos Aislante en Chimenea de Horno de Coke(izquierda) y Horno Túnel (derecha).
diseño de ingeniería y el material de revestimiento, es vi-tal que diseñadores industriales entiendan las ventajas ydesventajas de los diferentes materiales refractarios dis-ponibles en el mercado para diseñar sistemas que mini-micen el uso de energía durante la operación. En parti-cular, para optimizar el ahorro de energía los diseñado-res necesitan saber que Ladrillo Aislante provee perdidasmínimas.
Diferentes fabricantes fabrican Ladrillos Aislantes con di-ferentes técnicas (colados, lanzado, extrusión, espu-mado, prensado, etc.), pueden producir químicas y mi-croestructuras muy diferentes en el ladrillo, causando auna variedad de conductividades térmicas en los pro-ductos para un mismo rango de temperatura. Así mismoocasiona una amplia variación en la habilidad de los La-drillos Refractarios de controlar la perdida de energía enlas aplicaciones. Este articulo reporta los resultados deun estudio que cuantifica las diferencias del uso de ener-gía que ofrecen los tres tipos de Ladrillos Aislantes máspopulares disponibles en el mercado (colados, prensa-dos y extruidos) dentro de los Ladrillos Aislantes Clase 23y Clase 26. Perdidas de energía se midieron usando unhorno de laboratorio estándar, construido con una varie-dad de ladrillos de prueba. Este trabajo demuestra quehasta un 37% de diferencia en uso de energía puede sermedido entre Ladrillos Aislantes Clase 23 fabricados condiferentes métodos y hasta 38.5% entre Ladrillos Aislan-tes Clase 26.
LADRILLOS DE AISLAMIENTO.MAXIMIZANDO AHORROS DE ENERGIA PARA APLICACIONES EN LAINDUSTRIA DEL HIERRO & ACERO CON SELECCION DE PRODUCTO
Por: Dr. Andy Wynn, Thermal Ceramics UK Ltd; Ermanno Magni & Massimiliano Marchetti, Thermal Ceramics Italiana s.r.l.;Steve Chernack & Chris Johnson, Thermal Ceramics Inc. USA
FUNDIDORES. JULIO 201422
25-6-14 FUN 207 JULIO 2014_80480 F-FEBRERO 08 N 146.qxd 01/07/14 10:49 Página 22
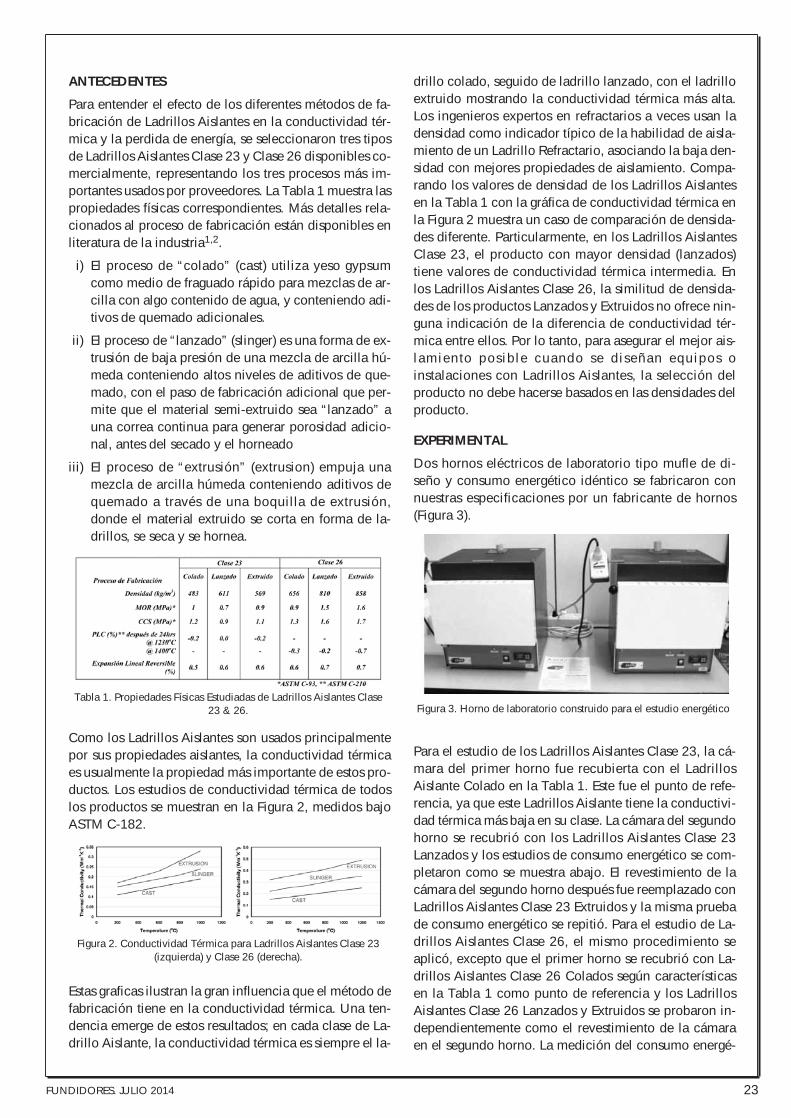
ANTECEDENTES
Para entender el efecto de los diferentes métodos de fa-bricación de Ladrillos Aislantes en la conductividad tér-mica y la perdida de energía, se seleccionaron tres tiposde Ladrillos Aislantes Clase 23 y Clase 26 disponibles co-mercialmente, representando los tres procesos más im-portantes usados por proveedores. La Tabla 1 muestra laspropiedades físicas correspondientes. Más detalles rela-cionados al proceso de fabricación están disponibles enliteratura de la industria1,2.
i) El proceso de “colado” (cast) utiliza yeso gypsumcomo medio de fraguado rápido para mezclas de ar-cilla con algo contenido de agua, y conteniendo adi-tivos de quemado adicionales.
ii) El proceso de “lanzado” (slinger) es una forma de ex-trusión de baja presión de una mezcla de arcilla hú-meda conteniendo altos niveles de aditivos de que-mado, con el paso de fabricación adicional que per-mite que el material semi-extruido sea “lanzado” auna correa continua para generar porosidad adicio-nal, antes del secado y el horneado
iii) El proceso de “extrusión” (extrusion) empuja unamezcla de arcilla húmeda conteniendo aditivos dequemado a través de una boquilla de extrusión,donde el material extruido se corta en forma de la-drillos, se seca y se hornea.
Como los Ladrillos Aislantes son usados principalmentepor sus propiedades aislantes, la conductividad térmicaes usualmente la propiedad más importante de estos pro-ductos. Los estudios de conductividad térmica de todoslos productos se muestran en la Figura 2, medidos bajoASTM C-182.
Estas graficas ilustran la gran influencia que el método defabricación tiene en la conductividad térmica. Una ten-dencia emerge de estos resultados; en cada clase de La-drillo Aislante, la conductividad térmica es siempre el la-
Tabla 1. Propiedades Físicas Estudiadas de Ladrillos Aislantes Clase23 & 26.
Figura 2. Conductividad Térmica para Ladrillos Aislantes Clase 23(izquierda) y Clase 26 (derecha).
drillo colado, seguido de ladrillo lanzado, con el ladrilloextruido mostrando la conductividad térmica más alta.Los ingenieros expertos en refractarios a veces usan ladensidad como indicador típico de la habilidad de aisla-miento de un Ladrillo Refractario, asociando la baja den-sidad con mejores propiedades de aislamiento. Compa-rando los valores de densidad de los Ladrillos Aislantesen la Tabla 1 con la gráfica de conductividad térmica enla Figura 2 muestra un caso de comparación de densida-des diferente. Particularmente, en los Ladrillos AislantesClase 23, el producto con mayor densidad (lanzados)tiene valores de conductividad térmica intermedia. Enlos Ladrillos Aislantes Clase 26, la similitud de densida-des de los productos Lanzados y Extruidos no ofrece nin-guna indicación de la diferencia de conductividad tér-mica entre ellos. Por lo tanto, para asegurar el mejor ais-lamiento posible cuando se diseñan equipos oinstalaciones con Ladrillos Aislantes, la selección delproducto no debe hacerse basados en las densidades delproducto.
EXPERIMENTAL
Dos hornos eléctricos de laboratorio tipo mufle de di-seño y consumo energético idéntico se fabricaron connuestras especificaciones por un fabricante de hornos(Figura 3).
Para el estudio de los Ladrillos Aislantes Clase 23, la cá-mara del primer horno fue recubierta con el LadrillosAislante Colado en la Tabla 1. Este fue el punto de refe-rencia, ya que este Ladrillos Aislante tiene la conductivi-dad térmica más baja en su clase. La cámara del segundohorno se recubrió con los Ladrillos Aislantes Clase 23Lanzados y los estudios de consumo energético se com-pletaron como se muestra abajo. El revestimiento de lacámara del segundo horno después fue reemplazado conLadrillos Aislantes Clase 23 Extruidos y la misma pruebade consumo energético se repitió. Para el estudio de La-drillos Aislantes Clase 26, el mismo procedimiento seaplicó, excepto que el primer horno se recubrió con La-drillos Aislantes Clase 26 Colados según característicasen la Tabla 1 como punto de referencia y los LadrillosAislantes Clase 26 Lanzados y Extruidos se probaron in-dependientemente como el revestimiento de la cámaraen el segundo horno. La medición del consumo energé-
Figura 3. Horno de laboratorio construido para el estudio energético
23FUNDIDORES. JULIO 2014
25-6-14 FUN 207 JULIO 2014_80480 F-FEBRERO 08 N 146.qxd 01/07/14 10:49 Página 23

tico durante los horneados de prueba para cada horno sehizo con un medidor de potencia instalando entre lafuente de poder y el control del horno. En cada estudio lacomparación de cada Clase, 23 y 26, se realizaron dospruebas de horneado:
Prueba 1. Calentamiento de 3oC /minuto desde tempera-tura ambiente a 800oC, manteniendo por 15 horas, y en-friando naturalmente.
Prueba 2. Calentamiento de 3oC /minuto desde tempera-tura ambiente a 1000oC, manteniendo por 15 horas yenfriando naturalmente.
RESULTADOS
Los resultados de las pruebas de consumo energético semuestran en la Tabla 2.
Monitoreando los hornos durante las pruebas usandouna cámara infrarroja (VarioCAM, detector FPA 320x240pixel, 25 mm FOV 32°x25°) la temperatura superficialdel horno puede ser medida. La Figura 4 muestra comoel calor se emana a través del cuerpo del horno con cá-mara interna recubierta con el Ladillo Aislante de másalta conductividad térmica y como la temperatura super-ficial del horno muestra sobrecalentamiento. Este com-portamiento ilustra el efecto combinado de aplicacionesde desperdicio de costos energéticos y representa pro-blemas de salud y seguridad en términos de temperaturasde trabajo peligrosas.
DISCUSION
La Tabla 2 muestra que usando diferentes tipos de Ladri-llo Aislante como revestimiento interno en el horno
Tabla 2: Resultados de Pruebas de Consumo Energético con LadrillosAislantes Clase 23 & 26.
Figura 4. Termográfico IR del horno tipo Mufle durante una pruebade horneado a 1000oC.
puede tener efectos considerables en l energía requeridapara calentar el horno. Para los Ladrillos Aislantes Clase23 Colados se requirió menos del 37% de energía du-rante el ciclo de prueba hasta 1000oC comparándoloscon los Extruidos. Para los Ladrillos Aislantes Clase 26los Colados requirieron menos de 38% de energía com-parados con los Extruidos durante el ciclo de pruebahasta 1000oC. Esto muestra los beneficios de usar los La-drillos Aislantes con la menor conductividad térmica po-sible para maximizar ahorros energeticos. Estas diferen-cias en el consumo energético se deben al diferencial dela conductividad térmica de los Ladrillos Aislantes. Enmateriales de químicas similares, la conductividad tér-mica es controlada por la estructura del material. Los di-ferentes procesos de fabricación de los Ladrillos Aislan-tes estudiados producen diferencias inherentes en macroy microestructura en los materiales y estos procesos defabricación son los que controlan el comportamiento delas propiedades térmicas de los productos. La Figura 5muestra la diferencia entre las microestructuras de losLadrillos Aislantes Clase 23 estudiados.
La Figura 5 muestra que la textura de los Ladrillos Aislan-tes es más fina en los productos Colados y más gruesa enlos productos Extruidos. Esto también se observa en la mi-croestructura bajo un microscopio electrónico (Figura 6).El Ladrillos Aislante Extruido tiene orificios más grandes enla estructura, de entre 300 a 1000 micras. Estos tamañosde poro grandes se forman cuando los materiales combus-tibles (orgánicos) son agregados a la mezcla antes de ex-trusión y son quemados durante el proceso de horneado.Usualmente, esferas de polímero expandidas de 0.5-1.5mm de diámetro son usadas por los fabricantes para crearaltos niveles de porosidad en el productos horneado. Estotiene un efecto reductor de la densidad, haciendo que alladrillo más ligero en peso, pero no contribuye tanto paramejorar las propiedades de aislamiento en los LadrillosAislantes, como descubriremos más tarde. Los LadrillosAislantes Colados tienen una microestructura mucho másfina que es creada por descomposición de los ligantes or-gánicos durante el horneado.
Figura 5. Macroestructura de Ladrillos Aislantes Clase 23.
Figura 6a. Microestructura de Ladrillos Aislantes Clase 23 Colados.
24 FUNDIDORES. JULIO 2014
25-6-14 FUN 207 JULIO 2014_80480 F-FEBRERO 08 N 146.qxd 01/07/14 10:49 Página 24

La Figura 7 muestra la distribución del tamaño de porode los Ladrillos Aislantes Clase 23 Colados, Lanzados yExtruidos como una medida de la porosimetría de mer-curio. Estudios de microscopio y porosimetría muestranque los Ladrillos Aislantes Colados tienen una propor-ción de tamaño de poro más alta en el rango de <10 mi-cras comparados a los Lanzados y Extruidos. Esta combi-nación de estructura porosa ultra fina acompañada de laausencia de poros de gran tamaño ofrece a los productosColados la conductividad térmica más baja. El estudiomacroscópico permite observar claramente que los La-drillos Aislantes Extruidos tiene el volumen más alto deporos de gran tamaño en la estructura (Figura 5), contra-rio a los resultados de porosimetría (hasta 600-800 mi-cras, porosimetría de mercurio alcanza su capacidad li-mite en términos de medición exacta del tamaño deporo). Características estructurales similares fueron en-contradas en productos Clase 26, con los Ladrillos Ais-lantes Colados teniendo poros de tamaño en micras ultrafinas y los Ladrillos Aislantes Extruidos con tamaño deporo en milímetros como consecuencia de los aditivosorgánicos.
Estas estructuras muy diferentes en Ladrillos AislantesColados vs. Lanzados vs. Extruidos interfieren con losmecanismos de transferencia de calor de diferentes ma-neras, por lo que se observa tanta diferencia en el con-sumo energético para las pruebas de horneado. Los La-drillos Aislantes se usan normalmente en aplicacionesmayores a 1000oC, porque a estas temperaturas estosproveen la mejor rentabilidad disponible, comparadoscon aislamientos refractarios alternativos (Figura 8). Atemperaturas mayores a 1000oC, la radiación se con-vierte en el mecanismo de transferencia de calor más im-portante, en lugar de la convección y la conducción, que
Figura 6b. Microestructura de Ladrillos Aislantes Clase 23 Extruido.
Figura 7. Distribución del Tamaño de Poro de Ladrillos AislantesClase 23.
son los mecanismos de transferencia de calor más signi-ficativos a temperaturas más bajas. Los tamaños de porograndes en Ladrillos Aislantes Extruidos son ineficientespara retardar la transferencia de energía en las longitudesde onda de rayos infrarrojos involucrados, y este tipo deLadrillos Aislantes exhiben una conductividad térmicamás alta comparados con los Ladrillos Aislantes Colados.A la inversa, la estructura microporosa de los LadrillosAislantes Colados es mucho más eficiente en interferircon la transferencia de energía en longitudes de onda in-frarrojos porque los tamaños de poro tienen una longitudde onda similar a la radiación infrarroja, y este tipo deLadrillos Aislantes exhiben la conductividad térmica másbaja de todos los Ladrillos Aislantes estudiados.
CALCULOS DE AHORRO ENERGETICO
Los resultados de pruebas de laboratorio demostraron laposibilidad de minimizar el consumo energético con laapropiada selección de Ladrillos Aislantes en la instala-ción de un revestimiento refractario. Para entender cómopuede afectar instalaciones industriales reales y de grantamaño, se hicieron cálculos de flujo (usando los mismosLadrillos Aislantes Colados y Extruidos en los estudios delaboratorio) para evaluar costos operativos de energía ensitios estratégicos de dos aplicaciones de recocido queutilizan Ladrillos Aislantes como material de revesti-miento refractario, un Horno de Recocido de Cadena yun Horno de Recocido de Hierro Fundido (Tabla 3).
Observe que la sección de pared modelada para elHorno de Recocido de Cadena es una capa de LadrillosAislantes Clase 26 en la cara caliente, respaldado por La-drillos Aislantes Clase 23 y Tabla de Vermiculita, mien-tras que la sección del techo modelada para el Horno de
Figura 8. Conductividad Térmica vs. Temperatura para VariosRefractarios.
Tabla 3. Condiciones de Operación para Cálculos de Flujo de Calor.
25FUNDIDORES. JULIO 2014
25-6-14 FUN 207 JULIO 2014_80480 F-FEBRERO 08 N 146.qxd 01/07/14 10:49 Página 25

Recocido de Hierro Fundido es una capa gruesa de La-drillos Aislantes Clase 23. Estos representan dos de lasinstalaciones de Ladrillos Aislantes más comunes, dondelas paredes normalmente se construyen usando ladrillosde tamaño estándar, y los techos se construyen con blo-ques especiales pre-ensamblados. Los resultados de laconductividad térmica mostrados en la Figura 2 fueronusados para el cálculo del flujo de calor en ambas insta-laciones de dos maneras; uno de los álcudos asume to-dos los Ladrillos Aislantes Colados y el otro calculadoscon todos los Ladrillos Aislantes Extruidos. Los resultadosse muestran en las Figuras 9 y 10.
La Tabla 4 muestra los resultados de Cálculos de Flujo deCalor e ilustra las diferencias significativas que las tem-peraturas de carcaza pueden alcanzar cuando se usandiferentes tipos de Ladrillos Aislantes. Usando LadrillosAislantes Colados producen mucha menos temperaturade carcaza que usando Ladrillos Aislantes Extruidos. Latemperatura de superficie más baja obtenida usando La-drillos Aislantes Colados produce un ambiente de tra-bajo mucho más agradable para los operadores y mini-
Figura 9. Cálculos de Flujo para Horno de Recocido de Cadenausando Ladrillos Aislantes “Colados” (derecha) & “Extruidos”
(izquierda).
Figura 10. Cálculos de Flujo de Calor para Techo del Horno deRecocido para Hierro Fundido usando Ladrillos Aislantes ‘Colados’
(izquierda) y Ladrillos Aislantes ‘Extruidos’ (derecha).
Tabla 4. Resultados de Cálculos de Flujo de Calor y Ahorro deEnergía.
miza el riesgo de quemaduras si los operadores entran encontacto con la superficie del equipo.
Pared del Horno de Recocido de Cadena
Los cálculos de flujo de calor muestran que para la Pa-red del Horno de Recocido de Cadena, la estructuradel revestimiento con Ladrillos Aislantes Extruidos re-quiere 271W/m2 mas de anergia para mantener los1200oC de temperatura de operación comparando conla estructura del revestimiento de Ladrillos AislantesColados, debido a la conductividad térmica más bajade los Colados contra los Extruidos. Así para los 127m2 de área de superficie, la diferencia de consumoenergético entre las dos paredes de los hornos simula-dos equivale a un ahorro de 42,450 m3 de gas naturalpor ano usando Ladrillos Aislantes Colados y compa-rando con los Extruidos. Asumiendo el precio del gas aUS$0.192/m3, esto equivale a un ahorro anual deUS$8,150 para esta sección de pared solamente. Asu-miendo que la vida útil del revestimiento de la pareden el horno es de 10 años, el ahorro total durante lavida del revestimiento del horno serían US$81,500.Mientras que este modelo estudia solo la estructura dela pared, los ahorros que pueden obtenerse en la es-tructura completa pueden ser mucho más significati-vos que los calculados con la selección apropiada delos Ladrillos Aislantes y el soporte refractario. Un áreade trabajo de 127 m2 en la pared del Horno de Reco-cido de Cadena necesitaría ~7,200 Ladrillos Aislantesde tamaño estándar. Basados en el diferencial de pre-cio en el mercado actual entre Ladrillos Aislantes Co-lados y Extruidos, a pesar que el precio del LadrilloAislante es un poco mayor, en este ejemplo la diferen-cia de precios entre ladrillos podría pagarse en solo 3meses. Después de este periodo de retorno de la inver-sión, el resto de los 10 años de servicio proveerá aho-rros energéticos continuos debido a los disminuidosrequerimientos energéticos.
Techo del Horno de Recocido de Hierro Fundido
Para el Techo del Horno de Recocido de Hierro Fundido,la estructura del revestimiento con los Ladrillos AislantesExtruidos requieren 434W/m2 mas de energía para man-tener los 930oC de temperatura de operación que la es-tructura de revestimiento de Ladrillos Aislantes Colados.Para el área de trabajo de 46.5 m2, la diferencia de con-sumo energético entre los dos techos de horno simuladosequivale a un ahorro de 17,615 m3 de gas natural al añousando Ladrillos Aislantes Colados en vez de Extruidos,lo que equivale a US$3,382 al año por esta pequeña sec-ción de techo. Asumiendo que el revestimiento del techode un horno es de 10 años, los ahorros totales durante lavida del horno pueden ser US$33,820. Mientras este mo-delo solo estudia la estructura del techo, los ahorros quepueden ser alcanzados con la estructura completa pue-den ser significativos con la selección apropiada de los
26 FUNDIDORES. JULIO 2014
25-6-14 FUN 207 JULIO 2014_80480 F-FEBRERO 08 N 146.qxd 01/07/14 10:49 Página 26

Ladrillos Aislantes y refractarios de soporte. El área deltecho de 46.5 m2 necesitaría ~2,600 Ladrillos Aislantesde tamaño estándar, y en este caso el retorno de la in-versión estaría por debajo de los 3 meses.
Impacto Adicional en la Selección de Ladrillos Aislantes
Otra consecuencia importante en el ahorro de energíalogrado al Ladrillos Aislantes con conductividad tér-mica más baja es la reducción de emisiones de CO2.Los Ladrillos Aislantes Colados en vez de Extruidos re-ducen el impacto ambiental de la operación del horno.En los ejemplos anteriores, ya que las paredes delHorno de Recocido de Cadena requiere 42,450 m3 me-nos al año de gas natural para operar usando LadrillosAislantes Colados vs Extruidos, y sabiendo que 1 m3 degas natural produce ~ 1 m3 de CO2, hay una reducciónpotencial en emisiones de CO2 de ~42,000 m3 al año.1 m3 de CO2 equivale a 1.96 kg, lo que equivale ~83 tal año de reducción de CO2 producido o 830 t durantela vida del revestimiento. Para el Techo del Horno deRecocido de Hierro Fundido, 17,615 m3 menos al añode gas natural es usado para operar el horno cuando sereviste con Ladrillos Aislantes Colados vs Extruidos, loque equivale a una reducción potencial en emisionesde CO2 de ~17,600 m3 al año o ~34.5 t al año de re-ducción de CO2 producido. La decisión de Ladrillos deAislamiento en el revestimiento del horno también im-pactaría otros aspectos prácticos del uso del horno enun ambiente de producción. Seleccionando LadrillosAislantes Colados en vez de Extruidos permitiría un ca-lentamiento y enfriamiento más rápidos, por la densi-dad más baja de los Ladrillos Aislantes Colados tienenuna masa térmica menor, como evidencia de la bajacapacidad de almacenamiento calórico en la Tabla IV.Este efecto fue observado en los estudios de energía re-portados anteriormente en este artículo. Durante ambaspruebas de horneado de 800oC y 1000oC, los LadrillosAislantes Colados alcanzaron la temperatura progra-mada de manera más rápida que los Ladrillos AislantesExtruidos.
CONCLUSIONES
Monitoreando uso de energía en los hornos de laborato-rio con revestimiento de Ladrillos Aislantes fabricadospor diferentes procesos, y modelando los efectos delflujo de calor usando los Ladrillos Aislantes fabricadospor diferentes procesos en dos importantes aplicacionesen la industria del Hierro y del Acero, se ha podido de-mostrar:
Para Ladrillos Aislantes Clase 23:
– Ladrillos fabricados por procesos de Colado ofrecenla conductividad térmica más baja en su clase.
– Ladrillos fabricados por procesos de Colado puedenreducir el consumo energético hasta un 37%.
– Ladrillos fabricados por procesos de Colado reducenlas temperaturas de carcaza y emisiones de CO2 ypermiten calentamientos y enfriamientos más rápidoscomparados con otros procesos de fabricación de La-drillos Aislantes.
Para Ladrillos Aislantes Clase 26:
– Ladrillos fabricados por procesos de Colado ofrecen laconductividad térmica más baja en su clase
– Ladrillos fabricados por procesos de Colado puedenreducir el consumo energético hasta un 38%
– Ladrillos fabricados por procesos de Colado reducenlas temperaturas de carcaza y emisiones de CO2 ypermiten calentamientos y enfriamientos más rápidoscomparados con otros procesos de fabricación de La-drillos Aislantes.
Este estudio ofrece las siguientes directrices para los di-señadores industriales que desean minimizar las pérdi-das de calor en sus instalaciones y equipos:
– Los Ladrillos Aislantes no deben seleccionarse basa-dos en sus densidades aparentes, ya que no hay corre-lación directa entre densidad y capacidad de aisla-miento.
– Mucha atención debe prestarse al reporte de conduc-tividad térmica de Ladrillos Aislantes. Resultados so-bre conductividad térmica publicados comercial-mente varían en calidad y exactitud, con algunas ho-jas técnicas omitiendo el método de prueba, haciendolos resultados engañosos cuando se comparan y se se-leccionan productos.
– La conductividad térmica publicada debe medirse aun estándar internacional reconocido (e.g. ASTM C-182) y debe ser lo más bajo posible.
– Seleccionando un Ladrillo Refractario basado solo enprecio puede traducirse en un ahorro económico falsoy un error muy costo a largo plazo
– Ladrillos Aislantes fabricados por procesos de Coladoofrecen la conductividad térmica más baja disponibleen Ladrillos Aislantes en la actualidad en aplicacionesde la temperatura de operación y por lo tanto proveengrandes ahorros energéticos.
REFERENCIAS
1. K.J. Moody, J.P. Street, E. Magni, “Insulating Firebrick:Manufacturing Processes and Product Quality,” Con-ferencia Alafar, Guatemala, Nov. 7-11, 2004.
2 A.M. Wynn, M. Marchetti, J.P. Street, T. Yin, “Insula-ting Firebrick – Effect of Manufacturing Method onProduct Performance,” Conferencia UNITECR 09,Brazil, Oct. 13-16, 2009.
Servicio Lector 33 ■
27FUNDIDORES. JULIO 2014
25-6-14 FUN 207 JULIO 2014_80480 F-FEBRERO 08 N 146.qxd 01/07/14 10:49 Página 27

28 FUNDIDORES. JULIO 2014
SUCCESS OF FOUNDRY CONGRESS IN MEXICO
Querétaro is THE place to be thanks to very importantinvestments done in this part of Mexico. All major OEMare present.
FORD, FORD, VOLSKWAGEN, ACERLAN, ITT,HITCHENER, etc. are registred to visit the congress andthe stands of EXCO, PETROFER, ASK CHEMICALS, AJAXTOCCO, SYNCHRO ERP, B & L Info GRUPOINDUSTRIAL AMBAR, SA CV, LK MACHINERY,ITALPRESSE, CIMSAMEX CARBONES INDUSTRIALESMEXICANOS SA de CV, ESI Group, TCM TecnologíasComputarizadas para Manufactura SA de CV , TCT TESIC,LENARD BCN, GODFREY & WING Inc, FUNDIDORES ,WORLD EQUIPMENT, REPRESENTACIONES TERMICASE INDUSTRIALES, NABERTHERM, IOB, AARKEL TOOLand DIE, MIDLAND TECHNOLOGIES, MEISALEYBOLD, ENTERPRISE, AMERICAN STRESSTECHNOLOGIES.
See all photos at the beginning of the magazine and athttp://metalspain.com/FUNDICIONmexico-foundry.htm
Stand
To register a Stand in Mexico Foundry Congress June 4th2015 : 399 euros
http://metalspain.com/paypal-mexico-fundicion.html
Information :http://metalspain.com/FUNDICIONmexico.htm
Contact [email protected]
A HEAT TREATMENT CONGRESS is held the day before ,June 3rd, same place
25-6-14 FUN 207 JULIO 2014_80480 F-FEBRERO 08 N 146.qxd 01/07/14 10:49 Página 28

29FUNDIDORES. JULIO 2014
http://metalspain.com/mexico-2014-english.htm with thesame prices.
FOUNDRY CONGRESS IN SPAIN SEPT 18TH2014 BILBAO
Every year in Bilbao, a foundry Congress is organized withmain suppliers and Spanish foundries.
The congress is September 18, 2014, Hotel Barceló
Nervión****
Stan : 390 euros
Register : 95 euros ( Conferences, Lunch, coffee break,
documentation, visit of stands)
See photos and Information :
http://metalspain.com/foundry-bilbao.html
Contact: [email protected]
PUMPABLES IN HOT BLAST FURNACE STOVEAPPLICATIONS
A blast furnace iron manufacturer recently noticed the
casing of one of their blast furnace stoves had started to
deform under standard operating conditions around the
saddles connecting adjacent blast stoves. After conducting
thermographic scans casing temperatures were observed
in excess of 520°F (270°C). Therefore it was determined
that most of the mineral wool board backup insulation
had deteriorated over time.
25-6-14 FUN 207 JULIO 2014_80480 F-FEBRERO 08 N 146.qxd 01/07/14 10:49 Página 29

30 FUNDIDORES. JULIO 2014
This issue is a perfect application for Kaofil® XTP.Kaofil XTP is a mixture of Kaowool® refractory ceramicfibers and fillers dispersed in a high temperature, highstrength binder with a continuous use limit of 2000°F(1090°C). The Kaofil product line lends itself particularlywell to hot repair applications because the product can beapplied using a diaphragm pump through a series of holesin the unit casing while it is still operating.
Procedure for using the Kaofil Pumpable for thisapplication:
1. Using thermographic scanning techniques identify thehot spots of the blast furnace stoves.
2. Drill and weld a number of 1² threaded pipe nippleson the casing adjacent to the hot spots.
3. Connect the hose of the diaphragm pump to the pipenipples.
4. Inject the pumpable into the casing and behind thebrick lining to fill the voids left by the mineral woolboard.
5. Let the material cure and take additionalthermographic scans to validate performance.
Figure 1. Location of hot spot deformation on the “G” blast furnacestove and the before repair picture and thermographic scan.
Figure 2. Location of 1” pipe nipples adjacent to hot spots and thediaphragm pump used to inject the Pumpable into the casing behind thehot face layer. Note that 2 of the pipe nipples were used for injecting theKaofil XTP with the other two pipe nipples were used for relief.
Once the Kaofill was injected into the saddle area, the mixwas allowed to cure for about 10 minutes beforeadditional thermographic scans were taken. Allthermographic scans were taken while the blast furnacestove was running at standard operating conditions. Acasing temperature of 242°F (117°C) was observed afterpumping the Kaofill XTP into place. This equates to a 46%reduction in casing temperature and approximately 36%reduction in heat loss (see Tables 1 and 2 below).
Once this trial area was completed, several other hot spotareas on saddle of this blast furnace stove were pumpedwith the Kaofil XTP and achieved similar results. Therepair to this area of the blast furnace stove wascompleted in about 48 hours and required no down time.This is proof Thermal Ceramics¹ family of mastic productscan meet a variety of challenges presented by the moderniron and steel industry.
Special thanks to Kadhirvelu Munuswamy fromMurugappa Morgan Thermal
Ceramics Ltd for the photographs and thermographicscans.
ALUMINIUM CHINA 2014 ENHANCESINTERNATIONAL VISITOR PROGRAM WITHNEW MATCH-MAKING SERVICEAt Aluminium China 2014, over 500 exhibitors from morethan 30 countries will meet 16,000 qualified buyers. Theexhibits, which will encompass the entire aluminumindustry chain, will span three exhibition halls and cover35,000sqm. Aluminium China is firmly established asAsia‘s top trade, sourcing, networking and brandingplatform. This year’s event, the 10th anniversary of theshow, will run from July 9 to 11 at the Shanghai NewInternational Expo Centre (SNIEC).
To better serve international visitors, ALUMINIUM CHINA2014 has introduced a new, highly effective matchingservice that directly connects top buyers, agents anddistributors with exhibitors. This pairing service helpsboth parties to discover and connect with their ideal
Figure 3. Hot spot picture and thermographic scan of saddle area onthe “G” blast furnace stove after pumping in the Kaofil XTP.
25-6-14 FUN 207 JULIO 2014_80480 F-FEBRERO 08 N 146.qxd 01/07/14 10:49 Página 30

31FUNDIDORES. JULIO 2014
partners. The visitor program will this year include theAluminium Downstream Processing Forum, theDownstream Processing Product Display Area and factorytours.
ALUMINIUM CHINA 2014 is more than just a trade show.Its powerful and expansive networking effect givesinternational visitors abundant opportunities to buildbusiness contacts and offers unparalelled value-addedservices that maximize the return they gain my making thetrip.
Match-Making: The Ideal Way for InternationalBusinesses to Connect with Chinese Partners
With its finger on the pulse of the global market andcomprehensive array of exhibits that illustrate the latestglobal trends, Aluminium China 2014 is the ideal placefor sourcing aluminium raw materials, semi-finished andfinished products, production and processing machineryand accessories.
PARTS MANUFACTURERS AUTOMATEDEBURRING/FINISHING TO SPEEDTHROUGHPUTNew abrasive technology delivers automated deburringand surface finishing in single operation
By automating deburring operations instead of handling itas part of a secondary process offline, CNC part andcomponent manufacturers are reducing labor costs andspeeding high-volume parts finishing.
Now, with a new advance in abrasive technology,machining center operators are now able to add surfacefinishing simultaneously in the same operation to speedthings even further.
For Eric Sun, Founder of Orange Vise Company, theunique combination of automated deburring and surfacingfinishing allowed his company to eliminate several timeconsuming and laborious processes that had been slowingthem down.
Orange Vise manufactures CNC machine vises and quickchange fixturing components in Orange County,California, using a Mori Seiki NHX4000 high speedhorizontal machining center.
As with most CNC machining centers, however, theprocess of deburring typically involved taking the partoffline and having it addressed by hand using a variety ofabrasive tools. Sun not only wanted to automate the
process, but also eliminate a messy grinding process thecompany was using to achieve a specific surface finish.
According to Sun, the company’s CNC machine vises areconstructed of different materials and surface treatments.The body of the vise is made of cast iron with selectivelyhardened surfaces. The vise also comes with a variety ofdifferent sized with different heat treatments.
The hardened surfaces, which could measure as high as50-60 on the Rockwell C Scale, required grinding becausemilling cutters would wear out too quickly. Out ofnecessity, Orange Vise would also grind the non-critical,unhardened surfaces to create a uniform appearance overthe entire workpiece.
“This process involved removing, cleaning, and thenrepositioning parts several times to be able to grind eachface. It was time intensive, particularly for the work thatwas purely cosmetic,” explains Sun.
It was at this time that Sun discovered a new abrasive toolfrom Brush Research Manufacturing, the abrasivetechnology company known for inventing the Flex-HoneTool and turning it into a global brand.
The company’s new line of NamPower abrasive discbrushes are designed to allow CNC operators to automatethe deburring process while delivering an ideal surfacefinish in the same operation.
“We started using the NamPower brushes for deburring,but quickly discovered they provided a really nice surfacefinish,” says Sun.
Composed of flexible abrasive nylon filaments bonded toa fiber reinforced thermoplastic base, the NamPowerabrasive disc brushes contain a unique combination ofboth ceramic and silicon carbide abrasive.
These abrasive filaments work like flexible files,conforming to part contours, wiping and filing across partedges and surfaces to deliver maximum burr removal rates
25-6-14 FUN 207 JULIO 2014_80480 F-FEBRERO 08 N 146.qxd 01/07/14 10:49 Página 31

32
along with an ideal surface finish. Other common usesare edge blending, part cleaning, and rust removal.
Although there are other abrasive nylon filament productsthat utilize silicon carbide or ceramic, it is thecombination of both in one tool that makes it unique. Theceramic abrasive is responsible for material removal, buttends to cut a bit coarse. The silicon carbide acts as abuffer to the cutting action. The result is deburring andfinishing in a single operation.
The NamPower brushes work well with non-ferrous, castiron, mild steel and ductile iron, stainless and alloy steels,titanium and high nickel alloys.
Sun’s first decision was between the product’s twoavailable fill configurations: the Dot Style, for generalpurpose deburring and surface finishing and the TurbineStyle, which has a higher density fill for more aggressivelydeburring.
To achieve the smoothest finish possible and approximatethe ground surfaces of the CNC vise, Sun says he selectedthe Dot style brush and intentionally reduced the spindlespeed. He was immediately pleased with the results.
“The surface finish was good enough that we wereactually blending it with our ground finishes,” says Sun.“With large surfaces that required multiple passes, therewere no visible blends. The whole thing looked like itwas done in one pass.”
“Needless to say, the brushes sped up the process quite abit,” adds Sun.
Orange Vise has found the Dot style NamPower brush tobe flexible enough to conform to features of varyingheights and could be used on other parts as well.
“We weren’t expecting to use brushes so much, but we’refinding more and more uses for them,” says Sun. “We usethe same brushes for aluminum, steel, cast iron and
several other materials without having to swap them outvery often.”
One such application, and one of its primary purposes, isfor edge blending.
According to Sun, Orange Vise utilizes a variety ofdeburring tools, including a 45 degree chamfer. Althoughthe tool doesn’t typically leave a burr, when it begins towear – even slightly – it can. Based on this potential,Orange Vise required an employee to inspect each partand handle any burrs by hand.
Now the company automatically deburrs chamfered holesand edges using the NamPower Brush.
In addition, Eric says Orange Vise does some engraving onthe vice jaws, using a ball end mill. Although theengraving on the underside of the vice doesn’t requiredeburring, Orange Vise wanted finer engraving on the top.For this, they used a 45 degree V-bit that created burrs.The options for removing the burrs were either to grindthem out or to use the NamPower brush. Sun opted forthe latter.
“Grinding would be so much more work. With thebrushes it really doesn’t take any extra effort at all. It addsmaybe 30 seconds to the process,” says Sun.
The NamPower brushes were developed with toollongevity in mind. Ceramic is an extremely durablematerial and there are reports of the brush lasting over100,000 parts.
The brushes are essentially “self-sharpening” over theirlife, as well. Because of its linear construction, sharp newgrains constantly come in contact with the work surfaceand wear off exposing fresh cutting particles. Thisprovides consistent deburring action throughout the lengthof bristles.
“We use them just about every day and there’s definitelyno difference in performance from Day One until now,”says Sun.
To eliminate filament smearing, improve surface finishand promote longer tool life, the disc brushes are alsodesigned with a new tool holder that allows coolant toflow through its center for better lubricant dispersion. Thispermits the brush to run at greater cut depths whilereducing heat generation
Manufacturers can visit the Brush Research web site for aninstructional video, How to Automate Deburring andSurface Finishing with NamPower Abrasive Brushes, or toreview other literature about the product.
FUNDIDORES. JULIO 2014
25-6-14 FUN 207 JULIO 2014_80480 F-FEBRERO 08 N 146.qxd 01/07/14 10:49 Página 32

33
ECOCURETM SOLVENTLESS COLD-BOXTECHNOLOGY NOW ALSO AVAILABLE FORIRON CASTING APPLICATIONS
ASK Chemicals has now successfully transferred theestablished ECOCURETM Solventless (SL) technology toiron casting applications. With this new cold-boxtechnology from ASK Chemicals, foundries can not onlydramatically reduce emissions, but also improveperformance.
Thanks to the significant reduction in solvents used in part2 of the solventless system, emissions have been reducedthroughout the entire process. But ECOCURETM SL foriron casting also offers a number of other impressiveperformance properties: For example, the production ofgas, condensate and smoke is reduced in the castingprocess thanks to the new technology. In addition,particularly high initial strength and reduced sand stickingare also achieved. The reduced proportion of solvent usedin this technology also means that the demand for aminesis likewise reduced.
The new system for iron casting has already demonstratedits strengths. Working hand-in-hand with its customers,ASK Chemicals has successfully adapted the new systemto the customers’ specific conditions and requirements,and as a result very soon after the launch of the newsystem various cast iron components – including brakedisks, transmission housings, crankcases and castings forhydraulic systems – are already being manufactured withthe new ECOCURETM SL technology.
With all the benefits it offers, the ECOCURETM SL cold-box technology is the perfect solution for meeting all ofthe current and future requirements of aluminum and ironfoundries, particularly in terms of the ever-increasingdemand for high-performance yet eco-friendly cold-boxsolutions.
Figure 1. Improved performance characteristics of the newECOCURETM SL cold-box technology.
COST-EFFECTIVE INVESTMENT CASTING WITH3D PRINTING
Until now, the low volume production of complex partsusing investment casting has been associated with longlead-times and potentially high cost. The Schmolz +Bickenbach Guss Gruppe shows that there is anotherway: It favours voxeljet’s 3D print technology for theproduction of investment patterns, and is setting thebenchmark with regard to cost efficiency, accuracy,complexity and production time.
Whether in the automotive industry or machinebuilding—the production of complex parts such as FEADbrackets, gearboxes and other powertrain components fordevelopment or small series production, should be quickand efficient. Conventional investment casting featuresseveral weaknesses in this respect. Thomas Peipp,Investment Casting Manager at Schmolz+BickenbachGuss GmbH at the Ennepetal location: “The problem isthe immediate production of the required wax patternsthat result in expensive injection moulding tools and waxpresses. These tool costs can become prohibitivelyexpensive and time consuming when used with smallseries or development, as they ultimately result in veryhigh unit prices.”
voxeljet’s 3D print technology can help with these typesof situations and beyond. The modern 3D printers of theAugsburg-based provider can produce perfect investablepatterns quickly, precisely and cost-effectively. ThesePMMA models can completely replace wax models, themost important part: The production of the plastic modelsusing 3D printing is very simple, accurate and fast. Notooling is required, as the digital printing process is basedon the CAD data for the component; the 3D printer buildsthe model using the layer building method, withexceptional repeatability and capability no matter howcomplex. Designs are developed beyond presentmanufacturing techniques; changes are as simple as reissuing the CAD data.
Lost models in record time
The newest voxeljet printers can produce a plastic modelfor a Francis wheel with a diameter of 500 mm in lessthan 24 hours. The material used in this context is PMMA,which already softens at 73° C and burns without residueat temperatures over 700° C. It means that the parts areideally suited for use as smelt models for investmentcasting purposes. Schmolz + Bickenbach has extensiveexperience with the 3D printing of plastic models: “In thepast, we had the models printed at the voxeljet service
FUNDIDORES. JULIO 2014
25-6-14 FUN 207 JULIO 2014_80480 F-FEBRERO 08 N 146.qxd 01/07/14 10:49 Página 33

center. The advantages of the 3D print technology, alongwith continuously rising order volumes, prompted us toinvest in our own voxeljet printer in 2013. With theVX1000 printer, our investment casting plant can printparts up to a size of 1060 x 600 x 500 mm and amaximum unit weight of 70 kg. Now we can offer ourcustomers even more rapid and efficient support,” saysThomas Peipp.
The models are built using the layer building method: Aspart of this process, plastic powder is applied to a buildingplatform in a thin layer, and is then selectively printedwith a solvent. The solvent ensures that the particles areglued together over a locally restricted area. The desiredobject is created by the application and printing ofadditional layers. The unprinted powder supports theprinted structure, so that even complicated free formsurfaces with undercuts can be created without asupporting structure. After the printing process, theresidual particle material is removed from the finishedmodel, which is then infiltrated with wax. This providesthe plastic models with a closed and clean surface, whichhas a positive effect on the quality of the investment castparts.
Plastic models are replacing wax models
The subsequent handling process is the same regardless ofwhether the model has been conventionally producedwith wax or printed on a 3D printer. The first ceramiccoatings are applied after the receiving inspection andmounting of the deadhead system. Afterwards, the modelsare put into the kiln. Since the plastic models alreadysoften at 73°C and shrink as a result, there are no tears inthe ceramic shell. Once temperatures reach 700°C andmore, the molds will burn out completely without anyresidue. The one-time use of the model explains whythese models are called “lost models”.
The casting dies must be blown out before the glowinghot steel or aluminum alloys are poured into the dies.There is no requirement to wash out the molds. After thecooling period, the casting dies must be removed alongwith the casting and feeding systems, sharp corners mustbe debured and any unwanted surface defects must beremoved. This process is followed by non-destructiveinspections and dimension controls in accordance withthe customers’ specifications. “Whether prototype,individual part or small series–3D printing technologymakes it possible to produce highly complex design andinvestment casting models quickly, easily and cost-effectively. An enormous advantage for investment castingspecialists, and especially our customers,” concludesThomas Peipp.
BUHLER INVESTS IN QUALITY
On May 20th, Bühler China opened the new factory inWuxi, the Chinese headquarters for the Buhler Group.
The city of Wuxi is located just half an hour fromShanghai with the the high-velocity “Bullet Train”, justone of the many signs of China’s technological andeconomic success. China’s growth and technologicaldevelopment are key reasons why Bühler opened the newfactory in Wuxi. This new facility allows Buhler torespond to the growing need of the producers of the diecasting industry in China for machines of the quality thatdistinguishes Bühler.
In order to meet this demand, Bühler has invested 50million Swiss Francs into the new factory. “This shows thatwe believe in and are committed to the Chinese market”,Jonathan Abbis, President of the Die Casting division atBühler, said in his speech at the inauguration of the newmanufacturing plant. “In building the factory, we did notcompromise on a single item. In Wuxi we are producingmachines of the exact same level of quality and reliabilitythat our customers have come to expect from all Bühlermachines.”
80 guests – representing around 50 companies from allover China – came to the inauguration to see forthemselves. In the new factory, Bühler is producingEcoline and Ecoline Pro die casting machines. Currentlythe factory has a capacity of about 200 machines per yearwith the potential to produce up to 300 machinesannually. In order to ensure the quality of the production,35% of the total investment in Wuxi was allocated forstate of the art machining equipment. “If we produce parts
34 FUNDIDORES. JULIO 2014
25-6-14 FUN 207 JULIO 2014_80480 F-FEBRERO 08 N 146.qxd 01/07/14 10:49 Página 34

ourselves, the transfer of knowledge will be so mucheasier”, said Robin Lu, President of the Die Castingdivision Bühler China.
However, it is not only about equipment. Wuxi is theheadquarters of Bühler China. The location is not onlyused for manufacturing, but it is also used for research anddevelopment, sales and service, as well as a trainingcenter. “Besides Europe and the USA, China is one of thethree large centers for our business”, said MarcelloFabbroni, Head of Product Management and Marketing atBühler. “Of course, it is crucial that we maintain apresence on site in all of these centers”.
FROM INDIA: S.S. ENGINEERING WORKSThe shot sleeve is a critical element of aluminum die castprocess. For maximum productivity, and also maximumoperating life for both shot sleeve and plunger tip, theplunger must consistently move smoothly, and at a steadyspeed through a perfectly round, straight, shot sleeve.This does not always happen, however, because whenheated, metal expands. If partially filled with hot moltenalloy, the shot sleeve will become distorted.
Goal
– Stabilize temperatures to maintain a round and straightshot sleeve, so that plunger tip can seal on shot sleevewall, extending tooling life
– Allow plunger to move through the shot sleevesmoothly and consistently, reducing scrap
– Provide a long life minimizing unscheduled downtime
Function
The function of the shot sleeve is to contain the moltenaluminum being pushed into the mold by the plunger tip.
With the Thermally Controlled ShotSleeve, SS.Engineering again sets a new standard ofexcellence in the die cast industry. Results may varydepending on individual press characteristics and setup.
Benefits of Controlling the Shot Sleeve
– Reduces scrap– Aids consistent shot cycle– Extends life of shot sleeve– Extends life of plunger tip– Cooling automatically controlled– Can be re-used on replacement shot sleeves
FLOW SCIENCE ANNOUNCES RELEASE OFFLOW-3D VERSION 11Flow Science, Inc. announces the availability of a newrelease of FLOW-3D, version 11. A major release, FLOW-3D v11 features a state-of-the-art postprocessor,FlowSight™, advanced meshing capabilities, a newsediment transport and erosion model and many morenumerical solutions designed to help Flow Science’scustomers continue to innovate, design and research.
FlowSight is a new advanced visualization tool for FLOW-3D based on the world-leading EnSight® post-processor.FlowSight offers users new and powerful ways to analyze,visualize, and communicate their simulation data.
This release also comes with increased meshingcapabilities, including conformed and partially-overlapping meshes, and solution sub-domains thatsignificantly decrease the memory requirements,simulation times, and size of results files withoutcompromising accuracy.
FURNACES OF CHINAMelting furnace for aluminum, copper smelting furnace,melting zinc furnace, furnace annealing, furnace, holdingfurnace, melting furnace, furnace, heat combustionequipment.
35FUNDIDORES. JULIO 2014
25-6-14 FUN 207 JULIO 2014_80480 F-FEBRERO 08 N 146.qxd 01/07/14 10:49 Página 35
INGENIERO MANUFACTURA YCALIDAD(RAMOS ARIZPE, COAHUILA)
Empresa metalmecanica, Interesados enviar C.V [email protected]. Experiencia 3 años en el puestoen empresa automotriz, Esc. Licenciatura o ingeniería,
Edad 30-47 años.
BAJIO - SALES ACCOUNT MANAGER-Minimum 5 years of experience as Sales Manager for an
automotive systems and components company. -Motivatedindependent professional capable of working somewhatautonomously -Team player who is willing to support
TMD’s expansion into Mexico with cross functional supportas required -Work history with Automotive OEM’s eitherdirectly or through major Tier 1’s. (HONDA) -Candidate
must be able to bring well established customerrelationships with key Purchasing, Engineering and
Program Management contacts. -Experience with injectionand blow molding processes is required, knowledge of
system sub assembly is preferred. -Strategic cycle planningexperience (sales forecast & business plan) is desirable. -
Proven ability in commercial account maintenance(Manage account plans, quote requests, program
acquisition, commercial issues, product costing) -Strongnegotiation skills and experience, combined with
interpersonal skills and the ability to develop customerrelationships is a must for a candidate to be successful in
this position. -Computer experience and proficiency inWord, Excel, PowerPoint, as well as customer specificinternet based commercial tracking systems (Arena,
Covisint) is required -Bachelor’s Degree. - English 99%Please send your English resume to
VALLE HERMOSO, TAMAULIPAS – TÉCNICOSDE DIE CASTING
Empresa dedicada a brindar servicio al sector automotrizubicada en Valle Hermoso, Tamaulipas Requisitos:
Conocimientos en: Hidráulica, electrónica y neumática.Experiencia en fundición de aluminio y magnesio.
Acostumbrado a trabajar en lugar a temperaturas altas.Disponibilidad de trabajar en turnos (operación de la plantaes 24x7). Responsabilidades de Operación y Mantenimientoen: a) Máquina de fundición a presión. b) Prensa de ajustec) Sistema de torres de refrigeración. d) Horno de fusión yhorno de mantenimiento. e) Mantenimiento, Correctivo,Preventivo y Predictivo de los equipos del departamento
Interesados, favor de enviar CV a Luis Gonzalez:[email protected]
LOOKING FOR CANDIDATES BOF (ALLLEVELS) FOR OUR COMPANY LOCATED IN
SOUTHERN OHIO. EXCELLENTOPPORTUNITIES AND GOOD SALARIES.Contact Jim 330-782-7915 or send resume to
LOOKING HEAD OPERATION (CEO) STEELINDUSTRY
Looking Head Operation (CEO) for Steel Plant. Personshould be from Production Operation not from Projects.
Person should be from continuous rolling mill. CTC wouldbe 1+ Cr. PA.
We are looking who can head Steel Plant
Contact with me for further discussion 01165654009 ormail me resume urgently
PROCESS ENGINEER POSITION AVAILABLE INTHE MIDWEST
Position Description:
The Melt Shop Process Engineer is a “hands-on” positionthat requires close collaboration with the EAF and Caster
Operators and Operations Management. Candidates for thisposition must possess a degree in Metallurgy or have
equivalent experience. A minimum of 5 years’ experienceworking as a Process Engineer in steel making is required.
Viable candidates must be comfortable with new andspecial product development, failure analysis and process
data collection.
Responsibilities:• Assist in the development of new products and define
specific melting, refining and casting standardpractices to achieve proper chemistries and steel
cleanliness control.
• Oversee slab quality evaluation programs (scarfing)with tie back to scrap mix utilization. Serve as a key
player in the Scrap Quality Management System workingclosely with other engineers and Melt Shop
Operations.
• Work with Operations to improve Slab Yard logistics andslab handling.
• Involvement in all CAPEX project work at caster and slabyard where there are product quality elements.
• Serve as an operational resource as needed forfailure analysis and investigations in casting operational
issues (general supporting role to theOperations group).
• Must be proficient with databases, MS products, andmass scale data analysis, including capability to interpret
analytical results.
• Generate improved efficiency of casting processes andsystems and work with Automation resources to improve
caster data collection.
• Generate interim manual data collection systems asneeded and maintain slab quality performance
measurements.
• Analyze downstream Hot Strip Mill and other customerdata to make process improvements in slab quality.
Please send all resumes/referrals [email protected]
Más informaciones en http://metalspain.com/empleo.htm
25-6-14 FUN 207 JULIO 2014_80480 F-FEBRERO 08 N 146.qxd 01/07/14 10:49 Página 36

GRANALLADORA DE GANCHO DE OCASIÓN
– MARCA: ALJU– MODELO: REGINA 161-A– INTERIOR TODO DE MANGANESO– TOTALMENTE REVISADA Y GARANTIZADA.
GRANALLATECNICTel. 93 715 00 00 FAX 93 715 11 52
Email: [email protected]
RELACION DE EQUIPAMIENTOS2 Maquinas de Moldeo INT. ALONSO m/ JA-2
Automáticas revisadas CE 2 HIDRÓMETROS marca SPACE-PGF-3, para el control de la humedad
de la tierra en verde.1 PARRILLA de desmoldeo medidas 2500 x 2500 mm1 VENTILADOR SOPLANTE DE 18.000 m3 con caseta insonora2 VENTILADORES SOPLANTES de 12.000 y 18.000 m31 SIN FIN. 1.900 mm entre ejes. 230/400 V. 3 Kw. 1.500 rpm. 1 POLIPASTO monorail motorizado de 4 Tns. Marca JASO.1 MEZCLADORA continúa OMEGA 22 (9Tn.)1 MEZCLADORA OMEGA Spartan 20P (20 Tns.) 1 MEZCLADORA articulada continua IMF (12/15 Tn.)1 MESA COMPACTADORA (1000 X 800 mm) 1 ELECTROIMAN, para manipulación de piezas hasta 200 Kgs. 1 RECUPERADORA MECÁNICA, 12 Tns/hora y parrilla de 2500 x
2500 x 10 Tns.1 Espectómetro SPECTROCAST. 19 Canales para hierro Laminar, esferoi-
dal y aceros Bajo Aleados. Sistema Operativo Microsoft MS-DOS 1 Pulidora de probetas para laboratorio. Marca MEDUR.1 Lijadora madera (modelistas).1 CARRUSEL con dos carros transfer y 18 placas/carrosde 1400x1100
mm (con grupo hidráulico)Motores eléctricos de varias potenciasVIBRADORES URBA
FUNDICIÓN CENTRIFUGADA PARA BRONCE EN VENTA1 Spectómetro, Spectro LAB para bronce.1 Durómetro fijo, Centauro HB 3000-OM2 Hornos de gas-oil, Morgan 450. 800 Kgs.1 Horno de inducción con doble cuba y su transformador. TAYLOR 2 x
MF5001 Compresor, Atlas Copco Gx5 7,5 CV.1 Separador magnético de virutas.1 Grupo electrógeno de 20 KW, SD-MO FC5J021 Centrifugadora automática de 2 cabezales.2 Centrifugadoras de 1 cabezal.
Elementos auxiliares para la fundición y centrifugación de bronce.
EUSKATFUND, S.L.Pol. Ind. GoiainC/. Padurea 8
Telf.945465581 Fax.94546595301170 Legutiano (Álava)
E-mail: [email protected]
Sr. Juan Medina. Móvil 649 961497
Info: http://metalspain.com
ROTARY FURNACE - 10 TON -ready for sale
second hand, completely renewed by CIFE IMPIANTIand CIFE IMPIANTI guaranteed. ready for sale.
BUHLER DIECASTING MACHINES ( USED)
We are looking to buy second hand BUHLER coldchamber diecasting ( 4 pcs) as follows: 1.) BUHLER
SC 840 - 900 tons 2.) CARAT 105 or BUHLER SC 1000tons If possible including peripheral equipment; *
Holding/dosing furnace * Ladle * Sprayer *Trimmpress Machines from the years 2000-2003 Any
offer is welcome. Regards, Andre Schreuder Schreudergieterij Techniek [email protected]
25-6-14 FUN 207 JULIO 2014_80480 F-FEBRERO 08 N 146.qxd 01/07/14 10:49 Página 37

FUNDIDORES. JULIO 201438
PARA ESTAR PRESENTE EN ESTARÚBRICA:
enviar un email a:[email protected]
Tel: 91 576 56 09
25-6-14 FUN 207 JULIO 2014_80480 F-FEBRERO 08 N 146.qxd 01/07/14 10:49 Página 38

FUNDIDORES. JULIO 2014 39
GUIA
25-6-14 FUN 207 JULIO 2014_80480 F-FEBRERO 08 N 146.qxd 01/07/14 10:49 Página 39

FUNDIDORES. JULIO 201440
GUIA
25-6-14 FUN 207 JULIO 2014_80480 F-FEBRERO 08 N 146.qxd 01/07/14 10:49 Página 40