Automatizacion y Robotica Profesor

of 74
Transcript of Automatizacion y Robotica Profesor
-
5/27/2018 Automatizacion y Robotica Profesor
1/74
Automatizacin y Robtica
Gua del profesor
Sistema de UniversidadesTecnolgicas
MANTENIMIENTO INDUSTRIALPrograma 2004
-
5/27/2018 Automatizacion y Robotica Profesor
2/74
Mantenimiento Industrial Automatizacin y Robtica
Coordinacin General de Universidades Tecnolgicas Pgina 1
Crditos
Elabor:
M. en C. Jos Felipe Aguilar Pereyra / Universidad Tecnolgica de Quertaro
Ing. Luis Felipe Meja Rodrguez / Universidad Tecnolgica de Quertaro
Ing. Pablo Sal Espinoza Aguirre / Universidad Tecnolgica de Quertaro
Revis: Comisin revisora. (enero 2006)Ing. Luis Felipe Meja Rodrguez / Universidad Tecnolgica de Quertaro
Autoriz:
-
5/27/2018 Automatizacion y Robotica Profesor
3/74
Mantenimiento Industrial Automatizacin y Robtica
Coordinacin General de Universidades Tecnolgicas Pgina 2
ContenidoObjetivo general :Evaluar los sistemas de produccin y maquinaria que puedenestar o ser automatizados para analizar el tipo de mantenimiento que debe seraplicado, as como proponer mejoras.
HorasTeora Prctica Total
Pgina
I Fundamentos de la automatizacin 2 1 3 3
II Sensores electrnicos 3 6 9 22
III Controles lgicos programables (PLCs) 10 23 33 28
IV Control numrico computarizado 4 10 14 52
V Robtica 6 20 26 58
VI Software de visualizacin y control deprocesos
2 3 5 70
Gua de practicas 71
Referencias
-
5/27/2018 Automatizacion y Robotica Profesor
4/74
Mantenimiento Industrial Automatizacin y Robtica
Coordinacin General de Universidades Tecnolgicas Pgina 3
I
Fundamentos de laautomatizacin
Objetivo Particular:Conocer las ventajas de los procesos automatizados y las condiciones en las que
es conveniente aplicarlos.
Habilidades por desarrollar en general:
Reconocer los conceptos bsicos, elementos utilizados y aplicaciones de laAutomatizacin y la Robtica.
Saber (Teora) 2 hrs
FUNDAMENTOS DE LA AUTOMATIZACIN
Introduccin:
Al borde del cambio de siglo, cada pas basa su desarrollo tecnolgico en lacapacidad que tienen sus industrias e instituciones para investigar y proponernuevos sistemas, materiales y equipos que satisfagan alguna necesidad as comosu competitividad y flexibilidad para cambios de modelos de productos en suslneas de produccin.
Para lograrlo se establece un modelo o perfil de empresa en el que se incluye,entre otros conceptos, algunos como stos:
Personal altamente entrenado, capaz de asumir varias funciones dentro de laempresa y con inters en aprendizaje de nuevas tecnologas.
Sistemas de calidad controlada como ISO 9000 y QS 9000, que aseguren lamejora continua de personal, productos y servicios.
Alto grado de automatizacin en sus lneas de produccin, permitiendo el fcilcambio de modelo segn demanda, evitando al mximo tiempos muertos deproduccin, calidad constante, baja conservacin de los equipos y ahorro deenerga.
Compromiso con la sociedad y su entorno ambiental con normas talescomo ISO14000 y QS 14000.
-
5/27/2018 Automatizacion y Robotica Profesor
5/74
Mantenimiento Industrial Automatizacin y Robtica
Coordinacin General de Universidades Tecnolgicas Pgina 4
Filosofas de Mejora Continua como Kaisen.
Conceptos de conservacin en lugar de mantenimiento de equipos.
El enfoque de este trabajo es el aspecto de la integracin de equipos para el logrode estos objetivos. La automatizacin es la herramienta con el que se lleva a cabo,por lo que se propone la siguiente definicin segn los conceptos ya analizados.
Automatizacin:
Es la tcnica formada por las disciplinas, Mecnica, Elctrica, informtica y
Electrnica que trata del diseo, farbricacin, instalacin y programacin dedispositivos o sistemas los cuales sustituyen la mano del hombre en los procesoso sistemas de produccin, prueba, ajuste y calibracin, con elementos demecanismo y controles autnomos.
Basados en la definicin, se plantea la filosofa para automatizar, as como lanecesidad de liberar al personal operativo de trabajos rutinarios y tediosos, evitarel contacto con equipo, materiales peligrosos y lejos de zonas de alto riesgo. Conesto se persigue ubicar al operador de maquinaria en un trabajo como supervisordonde desarrolle sus facultades intelectuales y proponga nuevas mejoras.
Adems de provocar desarrollo personal, los sistemas de produccinautomatizados logran:
Una alta calidad, constante y factible de mejorar.Menor mantenimiento correctivo y mantenimiento preventivo bien planeado.Correccin de fallas por auto-diagnstico.Planeacin de la produccin por sistemas computarizados.Informacin actualizada de la produccin en cantidad y calidad.Menores riesgos de accidentes e incremento en el nivel de seguridad.Mejora en la imagen de la compaa.Menos gastos y cuotas referentes a seguridad y accidentes, etc.
Sin embargo, esta forma de trabajo exige de inversiones financieras iniciales,personal capacitado para instalacin y operacin del equipo, una mentalidadenfocada a realizar cualquier tarea con la mxima calidad posible y una buenaactitud de apertura y cambio para mejorar.
A esta manera de trabajar se le conoce hoy en da bajo los conceptos de sistemasde produccin competitivos, de clase mundial, de alto rendimiento, o produccin ycalidad total, mejora continua, etc.
-
5/27/2018 Automatizacion y Robotica Profesor
6/74
Mantenimiento Industrial Automatizacin y Robtica
Coordinacin General de Universidades Tecnolgicas Pgina 5
Junto con la disposicin y formas de trabajo en cada empresa, estn los tipos detecnologas para lograrlo, por ello es conveniente tener un buen adiestramientotcnico Universitario.
Para lograr realizar un automatismo se requiere del conocimiento de variastcnicas, equipos y principios de funcionamiento. Las especialidades de mayordemanda son:Electrnica, Computacin, Neumtica, Hidrulica, Diseo Mecnico y Elctrico.
El xito de automatizar es el de usar cada equipo segn convenga y no limitarse auna sola tcnica por ser la ms conocida.
Algunos criterios de seleccin o definicin de equipos son los siguientes:
Fuerza en los movimientos.(Piezas a trabajar, tipos de movimientos, etc.).
Rapidez en el ciclo de trabajo.(Velocidad, aceleracin, etc.).
Exactitud.(Caracterstica del sistema de alcanzar una posicin con la mnima tolerancia oerror).
Repetibilidad(Seguridad de que despus de n ciclos el sistema sigue colocndose en lamisma posicin como al principio).
Condiciones de seguridad.(Contra explosin, manejo de sustancias txicas, etc.).
Condiciones de higiene.(Libre de posibles impurezas y contaminacin).
Trabajo pesado.(Trabajo de alta frecuencia de ciclo y trabajo continuo).
Flexibilidad.(Con facilidad de adaptarse a modificaciones segn necesidades).
Gasto de energa.(Uso y consumo de determinada fuente de energa).
Facil idad de operacin.(Facilidad de arranque, operacin y mantenimiento, etc.). Soporte tcnico.
(Asesora en campo, garanta, entrega rpida, informacin en el idiomaadecuado).
Costos.(Precio de equipo, tiempo de entrega, crditos, condiciones de pago, etc.).
Origen.(Seleccin de equipo de procedencia determinada y marca con presenciamundial).
-
5/27/2018 Automatizacion y Robotica Profesor
7/74
Mantenimiento Industrial Automatizacin y Robtica
Coordinacin General de Universidades Tecnolgicas Pgina 6
Demanda de proyectos de automatizacin, anlisis histr ico:
La integracin mundial de los procesos productivos, obliga a los industriales a
tener lneas de produccin compatibles a otras similares en otras plantas deproductos semejantes (en el pas o en el mundo), es decir, aparte de que sepueda cambiar fcilmente el tipo de producto en una lnea, tambin deben podersecambiar los equipos de trabajo y el personal an entre plantas. As se buscasatisfacer la calidad que el cliente requiere y mejorar lo que la competencia ofrece.La forma de lograrlo est enfocada a la adecuacin de un sistema de altaadministracin y la herramienta por excelencia a usar es la Automatizacin.Lo anterior lleva a establecer ciertos criterios de diseo que deben cubrir quienesaspiran a ser proveedores de elementos, equipo y proyectos de automatizacin.En cada ramo de industrias se persigue ajustarse a normas o estandares y son lasempresas lderes quienes tratan de implantar sus formas y procedimientos.
El auxilio de las instituciones educativas o de capacitacin y de las oficinas denormas, tratan de dar un equilibrio a esta gran carrera, logrando as armona entremtodos de trabajo.
Antes de la llamada revolucin industrial, los productos y procesos de produccinestaban dirigidos a la satisfaccin de algunas necesidades bsicas del ser, y lamanera de fabricarlos era artesanal, esto es, uno a uno sin tomar en cuenta laexacta repeticin de procedimientos, calidad, y condiciones de trabajo. No setomaba en cuenta el concepto de calidad total. No exista la Automatizacin y slose contaba con algunas herramientas de trabajo. No exista el concepto demantenimiento o conservacin de equipos y herramientas.
Durante la Revolucin Industrial (1760 - 1830), la produccin dio un giro, ahoracontaba mas el volumen de producto y la forma de cmo lograrlo. Se implantaronmtodos y mecanismos para lograr hacer funciones y trabajos aislados yespecficos, se disearon mquinas y una de las principales formas de energa erael vapor. La filosofa de trabajo y del trabajador cambio, la calidad mejoro y sobretodo obtuvo mayor constancia. Inicio la Mecanizacin de los procesos y laconstruccin de mquinas herramientas.En relacin, al mantenimiento de los equipos, slo se daba de manera correctiva(MC), no exista el concepto de mantenimiento preventivo. Aunque comenzaba eldiseo de herramientas, poco importaban la mquina respecto a la mano de obra,
ya que en la fabricacin de un articulo, sta intervena en mas de un 90%.
Conforme la industria ha ido evolucionando, las mquinas son ms complejas; yya en 1914, con el advenimiento de la primera guerra mundial se hizo patente lanecesidad de que algunas de estas mquinas (las vitales e importantes),trabajaran ininterrumpidamente, de manera mas eficiente y a mayor velocidad; conlo que nace la automatizacin (aunque no se le conoca con este termino); surgetambin el concepto de mantenimiento preventivo (MP), sistemas demejoramiento de la calidad y mejoramiento continuo de la produccin.
-
5/27/2018 Automatizacion y Robotica Profesor
8/74
Mantenimiento Industrial Automatizacin y Robtica
Coordinacin General de Universidades Tecnolgicas Pgina 7
Entre la primera y segunda guerra mundial inicia el uso del aire comprimido comoforma de energa mas conveniente para la operacin de herramientas.Posteriormente es la electricidad la que gobierna el diseo de mquinas
logrndose gran versatilidad en los sistemas y circuitos de control automatizados.
En la actualidad se considera que las mquinas llevan mas del 90% de las laboresproduccin, por lo que se ha llegado a determinar que las mquinas vitales eimportantes deben cumplir con funciones totalmente automatizadas y aplicrseleslabores de conservacin programada y uso de planes contingentes que permitanque estas proporcionen el servicio en calidad y cantidad adecuadas.
Es as que en el periodo de 1950 a 1970, el mantenimiento se rige bajo elconcepto de Mantenimiento productivo (PM) y a partir de los 70s existe elMantenimiento productivo total (TPM). Es tambin a fines de los 60s y todos los
70s que nacen e inician su crecimiento los PLC (Programmable Logic Control oControles Lgicos Programables), con los cuales los automatismos y las laboresde conservacin y mejoramiento de la calidad arrancaran una carrera vertiginosaque se da hasta nuestros das. Es en esa poca cuando verdaderamente seadopta la palabra Automatizacin como la tarea de liberar la mano del hombre delos trabajos repetidos o mecanizados.La conservacin y mantenimiento ahora se entienden como las actividadesnecesarias a realizar con las cuales la maquina o herramienta cumpla lasfunciones para la cual fue diseada.
Podemos resumir que, a medida que la ciencia y la tecnologa avanzan usando
diferentes formas de energa, distintos tipos de produccin y diferentes conceptosde cmo lograr la conservacin de mquinas, procesos y medio ambiente; lasempresas prefieren sistemas o lneas de produccin totalmente automticas, pocotrabajo de conservacin, con la versatilidad de cambios de producto sin ningnparo y sin demeritar la calidad.
Vivimos en una sociedad globalizada, en donde la competencia por hacerlo mejor,mas barato, rpido y con menos esfuerzo es motivo de mbito mundial. Aunque notodo es conveniente automatizar; por lo que en la presente obra se integranalgunos conceptos de tecnologas y equipos con el fin de formar criterio de donde,como, cuando y porque disear y construir un proceso automtico.
Condiciones de clientes y proveedores:
Las empresas demandan cada vez con ms frecuencia, proyectos deautomatizacin en donde deben tomarse en cuenta por parte del cliente,caractersticas como las siguientes:
Que puedan adaptarse cambios mecnicos futuros fcilmente. Que los equipos hidrulico, neumtico, elctrico, electrnico, etc., tengan
garanta y soporte en el lugar que opera la planta.
-
5/27/2018 Automatizacion y Robotica Profesor
9/74
Mantenimiento Industrial Automatizacin y Robtica
Coordinacin General de Universidades Tecnolgicas Pgina 8
Si el proyecto o maquinaria se transfiere a otro lugar o pas; que se tengangarantas de servicio y refacciones con rapidez, en el mismo sitio de operacindel equipo, o envos confiables y rpidos.
Que se cuente con manuales de operacin, mantenimiento y reparacin defallas, si es posible en el idioma local.
Algunas veces el proyecto deber ir acompaado con un estudio econmico derecuperacin de la inversin.
Que los equipos empleados sean compatibles con nuevos modelos de la mismamarca y/o entre marcas.
En lo que se refiere a controles electrnicos, que tengan posibilidad de enlace ocomunicacin entre ellos y a PC.
Para algunos casos se debe presentar junto con el proyecto, software de
control, administracin, comercializacin o mantenimiento preventivo del equipoo lnea de produccin. Que dentro de los manuales de usuario del equipo existan rutinas de
conservacin y mantenimiento bien especificas. Que exista por parte del proveedor capacitacin para la operacin de los
equipos.
Con necesidades a cubrir como las anteriores, la mejor oferta para el clienteresulta ser los proyectos LLAVE EN MANO. Las compaas que se esfuercen entrabajar bajo este principio seguramente lograrn la mayor y mejor presencia en elmercado.
Perfil de empresas y personal para cubrir proyectos de Automatizacin:
El estilo de operacin como el mencionado anteriormente, LLAVE EN MANO, esdifcil de lograr por parte de un solo proveedor, ya que tambin se requiere de laextrema especializacin en cada equipo; no se trata de ser especialista en todoporque ya en la simple frase existe una paradoja, sino se trata de integrar a losmejores en cada tema.La manera de trabajo que ms resultado puede dar es el hacer alianzastecnolgicas entre proveedores, distribuidores, prestadores de servicios,diseadores e integradores de equipos.
Las alianzas tecnolgicas se refieren a establecer por parte de los diseadores eintegradores de automatismos, convenios, contratos o plizas de servicio con loscuerpos tcnicos de cada marca de equipo lder y lograr el uso eficiente de cadaelemento, evitando daos por mala instalacin, operacin, transporte o arranque.No representa ningn casamiento con determinada marca, es simplemente usaral que sabe en lo que sabe.Es evidente que los equipos de trabajo irn ampliando sus conocimientos yexperiencias, de tal manera, que una sola persona pueda integrarse a trabajos dedistintas especialidades, hasta llegar a la coordinacin de proyectos; pero resultaintil imaginar que en algn momento dejaremos de usar la asesora de otrosexpertos. En este aspecto, las instituciones educativas o de capacitacin a travs
-
5/27/2018 Automatizacion y Robotica Profesor
10/74
Mantenimiento Industrial Automatizacin y Robtica
Coordinacin General de Universidades Tecnolgicas Pgina 9
de sus especialistas debern participar con mayor frecuencia para lograr cada da,mejorar la vinculacin y pertinencia entre escuela e industria. Este llamado resultaun reto, ya que requiere de mayor esfuerzo para el profesor y empresario;
convirtiendo al profesor en un asesor industrial y al empresario en promotor de lacapacitacin profesional.
El problema que tiene la industria en cuanto a lograr conjuntar grupos de personalque satisfagan las condiciones de trabajo anteriores, es la falta de polivalencia ycompatibilidad de conocimientos tecnolgicos de cada profesionista.Hasta ahora, se resuelve integrando equipos de trabajo con especialistas dediversas reas de ingeniera, administracin y comercializacin. Muchas vecesresulta difcil hablar el mismo lenguaje entre ellos por estar inclinados, cada uno, asu especialidad y hay carencia de profesionistas universitarios recin egresadoscapaces de estar involucrados en dos o ms reas. Esta deficiencia se cubre,
como ya dijimos, con la experiencia de muchos aos adquirida por el personal decualquier nivel.No obstante existen ya Universidades y Tecnolgicos en nuestro pas, tales comoel sistema de Universidades Tecnolgicas (UT), que ofrecen opciones de estudioque tienden a cubrir esta demanda. Las carreras que ofrecen estas institucionesson:Electrnica y Automatizacin, Mecatrnica, Telemtica, Mantenimiento industrial,Procesos de produccin, Administracin, Comercializacin, etc.Gran parte de los avances en la capacitacin se debe a la incursin de la industriaprivada, a travs de departamentos de diseo, desarrollo y didctica, dedicados acapacitar en forma prctica sobre las tcnicas de automatizacin y manejo de
equipos. Quiz el inconveniente en estos cursos, es en ocasiones, el enfoquedeterminado por cierta marca, aunque a veces es la exigencia o requerimiento dela misma industria.
En resumen, el perfil que deben cubrir los aspirantes a participar en proyectosreferentes a la automatizacin de maquinaria, lneas de produccin y equipo, es:
Estudios polivalentes.(En las principales tecnologas de uso actual: Hidrulica, Neumtica, Elctrica,
Electrnica, Computacin, Idioma ingls, Mercadotecnia, Mantenimiento). Experiencia laboral.
(An cuando sea universitario, o recin egresado, deber participar en la industriamientras cumple su periodo de enseanza escolar, es decir contar con unaformacin terico practica).
Trabajo en equipo.(Debido al tipo de actividades a desempear, el aspirante deber tomar en cuenta
que slo en equipo se logran los buenos proyectos). Excelentes relaciones humanas.
(Deber tener capacidad de relacionarse con todo tipo de personas sin crear conflictos).
-
5/27/2018 Automatizacion y Robotica Profesor
11/74
Mantenimiento Industrial Automatizacin y Robtica
Coordinacin General de Universidades Tecnolgicas Pgina 10
Deseos de aprendizaje.(Contar con la disposicin y entusiasmo de aprender por medio de cursos, plticas y acumulacin
de conocimientos diarios, sobre nuevas formas de trabajo y tecnologas. Autoformacin). Participacin en la enseanza.
(Deber estar dispuesto a ensear a sus compaeros lo que ha aprendido y no bloquear la
distribucin de la informacin).
Compromiso con su entorno.(Estar comprometido con el mejoramiento de su rea de trabajo, relacin consus compaeros y empresa, comunidad, medio ambiente y relacin familiar).
Toma de decisiones.(Deber ser capaz de afrontar los retos que requieran toma de decisiones en pro del buen
trabajo, la honestidad, los intereses de la empresa, beneficio de los compaeros e inters
personal, an cuando algunas de ellas parezcan amenazar el prestigio propio). Reconocer los
errores.
Calidad moral.(Que no solo est comprometido a efectuar su trabajo con calidad, sino quetambin pugne por mejorar continuamente su calidad de vida).
Criterio abierto.(No deber tener ningn principio discriminatorio por raza, credo, o inclinacinpoltica que encuentre en sus compaeros).
Los puntos anteriores podrn servir de interrogatorio personal y profundo paraevaluar y pronosticar el futuro desempeo de quien quiere ocuparse en estecampo de la ingeniera.
Arqui tectura de un Automatismo
Como ya se vio, la automatizacin no comprende el uso de un solo equipo y unasola tecnologa, sin embargo, es comn hablar hoy en da de electrnica ycontroles electrnicos para la etapa de procesamiento de seal en una mquina oproceso (tambin los hay, mecnicos, electromecnicos y neumticos).En la presente informacin tomaremos en cuenta sobre todo el uso del control ysensores electrnicos por ser los de mayor demanda actual.Valindonos de lo anterior, mostraremos en el siguiente diagrama unaconfiguracin o arquitectura general que interviene en cualquier proyecto deautomatizacin. Cabe sealar que a diferencia de la etapa de control, en lo que serefiere a los Actuadores y aun los Sensores, no podemos generalizar o tomarcomo base algn tipo de tecnologa a usar, ya que stas son aplicadas segn sea
-
5/27/2018 Automatizacion y Robotica Profesor
12/74
Mantenimiento Industrial Automatizacin y Robtica
Coordinacin General de Universidades Tecnolgicas Pgina 11
la tarea que se realizar, aunque si el procesador es un control electrnico, lasseales que llagan a l y salen de l debern ser elctricas.El concepto que exista sobre automatizacin industrial se ha modificado
profundamente con la incorporacin al mundo del trabajo del robot, que introduceel nuevo vocablo de "sistema de fabricacin flexible", cuya principal caractersticaconsiste en la facilidad de adaptacin de este ncleo de trabajo, a tareasdiferentes de produccin.
Robots
Hace pocos aos era un sueo o visin de pelcula de ciencia ficcin, pero ahorapodemos ver ROBOTS trabajando en tareas industriales de posicionamiento,transporte de material, pintura, almacenaje, soldadura, ensamble, etc. Y es que laversatilidad, exactitud, rapidez, limpieza, repetibilidad, bajo consumo de energa,confiabilidad ante el trabajo continuo, y otras, son caractersticas inherentes aellos.Slo quiz en el caso de tareas donde alguna otra tecnologa cubra lasnecesidades, es cuando conviene dejar a un lado al robot. Y es que el costo parala mayora de aplicaciones resulta mayor comparado al de otras opciones.
El principio de operacin se basa en los servo motores agrupados en un control demovimientos programable y en un diseo mecnico de brazos, bielas y ejes degiro. Podemos decir que es la aplicacin de varias tcnicas en un solo productopara dar una solucin ms completa a una tarea de automatizacin.
La palabra robot proviene del checo y la uso por primera vez el escritor KarelCapek en 1917 para referirse, en sus obras, a maquinas con forma de humanoide.En 1940, Isaac Asimov volvi a referirse a los robots en sus libros (Leyes de larobtica).Leyes De La RobticaLeyes imaginarias, propuestas por Isaac Asimov, que controlaran elcomportamiento de los robots. Son las siguientes:1.- Un robot no puede daar a un ser humano ni, por inaccin, permitir que stesea daado.2.- Un robot debe obedecer las rdenes dadas por los seres humanos exceptocuando estas rdenes entren en conflicto con la Primera Ley.3.- Un robot debe proteger su propia existencia hasta donde esta proteccin noentre en conflicto con la Primera o la Segunda Leyes.
El robot industrial, que se conoce y emplea en nuestros das, no surge comoconsecuencia de la tendencia o aficin de reproducir seres vivientes, sino comouna necesidad de los sistemas productivos.Impacto de la Robtica.La Robtica es una nueva tecnologa, que surgi como tal, hacia 1960.Han transcurrido pocos aos y el inters que ha despertado, desborda cualquierprevisin.
-
5/27/2018 Automatizacion y Robotica Profesor
13/74
Mantenimiento Industrial Automatizacin y Robtica
Coordinacin General de Universidades Tecnolgicas Pgina 12
Quizs, al nacer la Robtica en la era de la informacin, una propagandadesmedida ha propiciado una imagen irreal a nivel popular.
El auge de la Robtica y la imperiosa necesidad de su implantacin en numerosasinstalaciones industriales, requiere el concurso de un buen numero deespecialistas en la materia.
La Robtica es una tecnologa multidisciplinaria. Hace uso de todos los recursosde vanguardia de otras ciencias afines, que soportan una parte de su estructura.
Figura1 Ejemplo de un robo t
La palabra robot fue usada por primera vez en el ao 1921, cuando el escritorcheco Karel Capek (1890 - 1938) estrena en el teatro nacional de Praga su obraRossum's Universal Robot (R.U.R.).Su origen es de la palabra eslava robota, que se refiere al trabajo realizado demanera forzada.Con el objetivo de disear una maquina flexible, adaptable al entorno y de fcilmanejo, George Devol, pionero de la Robtica Industrial, patento en 1948, unmanipulador programable que fue el germen del robot industrial.
-
5/27/2018 Automatizacion y Robotica Profesor
14/74
Mantenimiento Industrial Automatizacin y Robtica
Coordinacin General de Universidades Tecnolgicas Pgina 13
En 1948 R.C. Goertz del Argonne National Laboratory desarrollo, con el objetivode manipular elementos radioactivos sin riesgo para el operador, el primer telemanipulador.
En 1954, Goertz hizo uso de la tecnologa electrnica y del servocontrolsustituyendo la transmisin mecnica por elctrica y desarrollando as el primertele manipulador con servocontrol bilateral.
Ralph Mosher, ingeniero de la General Electric en 1958 desarrollo un dispositivodenominado Handy-Man, consistente en dos brazos mecnicos teleoperadosmediante un maestro del tipo denominado exoesqueleto.La evolucin de los tele manipuladores a lo largo de los ltimos aos no ha sidotan espectacular como la de los robots. Recluidos en un mercado selecto ylimitado(industria nuclear, militar, espacial, etc.) son en general desconocidos.
La sustitucin del operador por un programa de computadora que controlase losmovimientos del manipulador dio paso al concepto de robot.La primera patente de un dispositivo robotico fue solicitada en marzo de 1954 porel inventor britnico C.W. Kenward.Geoge C. Devol, ingeniero norteamericano, inventor y autor de varias patentes,establece las bases del robot industrial moderno.En 1954 Devol concibi la idea de un dispositivo de transferencia de artculosprogramada que se patento en Estados Unidos en 1961.
En 1956 Devol y Engelberger comenzaron a trabajar en la utilizacin industrial desus maquinas, fundando la Consolidated Controls Corporation, que ms tarde se
convierte en Unimation (Universal Automation), e instalando su primera maquinaUnimate (1960), en la fabrica de General Motors de Trenton, Nueva Jersey, enuna aplicacin de fundicin por inyeccin.
En 1968 J.F. Engelberger firma acuerdos con Kawasaki para la construccin derobots tipo Unimate.El crecimiento de la robtica en Japn aventaja en breve a los Estados Unidosgracias a Nissan, que formo la primera asociacin robtica del mundo, laAsociacin de Robtica industrial de Japn (JIRA) en 1972.Dos aos mas tarde se formo el Instituto de Robtica de Amrica (RIA), que en1984 cambio su nombre por el de Asociacin de Industrias Robticas,
manteniendo las mismas siglas (RIA).Europa tuvo un despertar ms tardo.En 1973 la firma sueca ASEA construyo el primer robot con accionamientototalmente elctrico.En 1980 se funda la Federacin Internacional de Robtica con sede en EstocolmoSuecia.Cinco fases relevantes en el desarrollo de la Robtica Industrial:
1. El laboratorio ARGONNE disea, en 1950, manipuladores amo-esclavo paramanejar material radioactivo.
-
5/27/2018 Automatizacion y Robotica Profesor
15/74
Mantenimiento Industrial Automatizacin y Robtica
Coordinacin General de Universidades Tecnolgicas Pgina 14
2. Unimation, fundada en 1958 por Engelberger y hoy absorbida porWhestinghouse, realiza los primeros proyectos de robots a principios de la dcadade los sesentas, instalando el primero en 1961.
Posteriormente, en 1967, instala un conjunto de ellos en una fabrica de generalmotors. Tres aos despus, se inicia la implantacin de los robots en Europa,especialmente en el rea de fabricacin de automviles. Japn comienza aimplementar esta tecnologa hasta 1968.3. Los laboratorios de la Universidad de Stanford y del MIT acometen, en 1970, latarea de controlar un robot mediante computador.
4. En el ao de 1975, la aplicacin del microprocesador, transforma la imagen ylas caractersticas del robot, hasta entonces grande y costoso.5. A partir de 1980, el fuerte impulso en la investigacin, por parte de las empresasfabricantes de robots, otros auxiliares y diversos departamentos de Universidadesde todo el mundo, sobre la informtica aplicada y la experimentacin de los
sensores, cada vez mas perfeccionados, potencian la configuracin del robotinteligente capaz de adaptarse al ambiente y tomar decisiones en tiempo real,adecuarlas para cada situacin.Definicin del Robot Industrial.
Existen ciertas dificultades a la hora de establecer una definicin formal de loque es un robot industrial.
La primera de ellas surge de la diferencia conceptual entre el mercado japons yel euro americano de lo que es un robot y lo que es un manipulador.La definicin mas comnmente aceptada posiblemente sea la de la Asociacin deIndustrias Robticas (RIA), segn la cual:
Un robot industrial es un manipulador multifuncional reprogramable, capaz de
mover materias, piezas, herramientas, o dispositivos especiales, segntrayectorias variables, programadas para realizar tareas diversas.La definicin ms completa es la establecida por la Asociacin Francesa deNormalizacin (AFNOR) que define primero el manipulador y, basndose en dichadefinicin, el robot:
Manipulador: mecanismo formado generalmente por elementos en serie,articulados entre si, destinado al agarre y desplazamiento de objetos. Esmultifuncional y puede ser gobernado directamente por un operador humano omediante dispositivo lgico.Robot: manipulador automtico servo controlado, reprogramable, polivalente,capaz de posicionar y orientar piezas, tiles o dispositivos especiales, siguiendo
trayectoria variables reprogramables, para la ejecucin de tareas variadas.Normalmente tiene la forma de uno o varios brazos terminados en una mueca.Su unidad de control incluye un dispositivo de memoria y ocasionalmente depercepcin del entorno. Normalmente su uso es el de realizar una tarea demanera cclica, pudindose adaptar a otra sin cambios permanentes en sumaterial.1.Manipuladores:Son sistemas mecnicos multifuncionales, con un sencillo sistema de control, quepermite gobernar el movimiento de sus elementos, de los siguientes modos:
a. Manual: Cuando el operario controla directamente la tarea delmanipulador.
-
5/27/2018 Automatizacion y Robotica Profesor
16/74
Mantenimiento Industrial Automatizacin y Robtica
Coordinacin General de Universidades Tecnolgicas Pgina 15
b. De secuencia fija: cuando se repite, de forma invariable, el proceso detrabajo preparado previamente.
c. De secuencia variable: Se pueden alterar algunas caractersticas de los
ciclos de trabajo.
Grados de libertad.Se pueden definir los grados de libertad, como los posibles movimientos bsicos(giratorios y de desplazamiento) independientes.En la imagen se muestra el esquema de un robot de estructura moderna con 6grados de libertad.
Tabla 1 Clasificacin de robots
El mejor aprovechamiento de esta conjuncin tecnolgica es cuando se disponedel mayor nmero de grados de libertad. Esto es cuando puede habermovimientos en varios ejes independientes.Ejemplo: para tomar una pieza en el espacio se requiere de movimiento en el ejeX, Y, Z.
CLASIFICACIN DE LOS ROBOTS SEGN LA AFRI.
Tipo A Manipulador con control manual o telemando.
Tipo B Manipulador automtico con ciclos preajustados; regulacion mediantefines de carrera o topes; control por PLC; accionamiento neumatico,
electrico o hidraulico.
Tipo C Robot programable con trayectoria continua o punto a punto. Carece deconocimiento sobre su entorno.
Tipo D Robot capaz de adquirir datos de su entorno, readaptando su tarea enfuncin de estos.
-
5/27/2018 Automatizacion y Robotica Profesor
17/74
Mantenimiento Industrial Automatizacin y Robtica
Coordinacin General de Universidades Tecnolgicas Pgina 16
Las aplicaciones industriales requieren en muchas ocasiones de repeticin de unmovimiento en el mismo eje, o bien con desplazamiento angular. Es por estacausa que las presentaciones comerciales ms populares para estos equipos van
desde 3 hasta 6 grados de libertad.La disposicin mecnica ms usada y que ms aplicaciones cubre es la de formasimilar a la del brazo humano, pero es necesario aclarar que no es la nica nitampoco la podemos calificar como mejor, es simplemente una buena analoga deoperacin.
Dependiendo de los actuadores (servo motores) instalados, as ser la capacidadpara carga y manipulacin de piezas. Tambin influye en el tamao, el rea oespacio de trabajo al que deben llegar.Otro dato interesante para comentar es que las caractersticas tcnicas a las queestn sujetos son las mismas que las descritas en el anlisis de los servo motores
y, los lmites de movimiento estn determinados por dispositivos mecnicos queintervienen, por ejemplo: grado de giro, extensin de los brazos, retraccin de losbrazos, etc.Para garantizar la exactitud de movimientos y el buen trabajo dentro de unproceso de produccin, es necesario que los dispositivos o herramientas alternastengan un alto grado de repetibilidad, por ejemplo: mesas transportadoras dematerial de donde el Robot tomar la pieza.Podemos ver a continuacin un esquema de agrupacin de movimientos en unapresentacin clsica.
-
5/27/2018 Automatizacion y Robotica Profesor
18/74
Mantenimiento Industrial Automatizacin y Robtica
Coordinacin General de Universidades Tecnolgicas Pgina 17
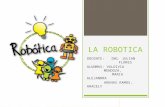
Figura 2 Movimientos de un robo t polar
Robot Industrial de 4 a 10 ejes.
Programacin libre con mtodo dereproduccin o Teach-in.
Puede alcanzar cualquier punto del campo detrabajo.
Gran flexibilidad.Equipamiento con sensorica tctil o visual.
Relativamente costoso.Accionamiento elctrico o hidrosttico.
Control Puntual
Apropiado para cargar y descargar mquinasde produccin.
Trabajo de estivacin.Soldadura de puntos.
Trabajo de montaje y ensamblado.
Control de trayectoria.Apropiado especialmente para soldadura
continua.
Trabajo de rectificado y desbastado.Guas de herramientas en las tcnicas de
rayos Waterjet y rayos lser.Pintura.Pegado.
Equipo de colocacin.(Pick and place)
Equipables hasta 5 ejes.Programacin de proceso entre ejes fijos.
Gran eficiencia.Gran exactitud con pequeas piezas
Accionamiento generalmente neumtico.
ManipuladoresDispositivos guiados por el hombre para
vencer fuerzas mayores.Humanizacin del puesto de trabajo.Aplicacin en entornos peligrosos.
FESTO PNEUMATIC
-
5/27/2018 Automatizacion y Robotica Profesor
19/74
Mantenimiento Industrial Automatizacin y Robtica
Coordinacin General de Universidades Tecnolgicas Pgina 18
Saber hacer (Prctica) 1 hr
Ejercicio 1 Conceptos fundamentales de Robtica
Menciona los tipos de robots que conoces.
Dibuja un robot manipulador tipo puma.
Menciona los tipos de articulaciones que existen en los robots polares ycartesianos.
Escriba la definicin de robot de ISO.
Escriba otra definicin de robot de otra fuente diferente a la anterior y registre lafuente bibliogrfica.
-
5/27/2018 Automatizacion y Robotica Profesor
20/74
Mantenimiento Industrial Automatizacin y Robtica
Coordinacin General de Universidades Tecnolgicas Pgina 19
Ejercicio 2 Mapa conceptual sobre automatizacin
Desarrolle un mapa conceptual sobre el tema de automatizacin donde se
encuentren los siguientes aspectos: Concepto, tecnologas empleadas y loselementos ms representativos de las mismas, ventajas y desventajas.
Concepto
Ventajas Desventajas
Tecnologas empleadas
Elementos: Elementos: Elementos: Elementos: Elementos:
-
5/27/2018 Automatizacion y Robotica Profesor
21/74
Mantenimiento Industrial Automatizacin y Robtica
Coordinacin General de Universidades Tecnolgicas Pgina 20
Categorice los los procesos de transporte de material, troquelado, soldadura,empaque, maquinado, ensamble, pintura, inyeccin de plstico, fundicin ytratamientos trmicos respecto de su riesgo volumen.
Proceso: Riesgo Volumen de produccinTransporte de materialJustificacin
TroqueladoJustificacin
SoldaduraJustificacin
Empaque y embalajeJustificacin
MaquinadoJustificacin
EnsambleJustificacin
PinturaJustificacin
Inyeccin de plsticoJustificacin
FundicinJustificacin
Tratamientos trmicosJustificacin
-
5/27/2018 Automatizacion y Robotica Profesor
22/74
Mantenimiento Industrial Automatizacin y Robtica
Coordinacin General de Universidades Tecnolgicas Pgina 21
Prctica 1 Anteproyecto de Automatizacin de un proceso de taladrado
Tarea 1 Definicin propia de Automatizacin y Robot
Tarea 2 Anlisis de las caractersticas de un robot comercial
-
5/27/2018 Automatizacion y Robotica Profesor
23/74
Mantenimiento Industrial Automatizacin y Robtica
Coordinacin General de Universidades Tecnolgicas Pgina 22
II
Sensores electrnicosObjetivo Particular:
Emplear los diferentes tipos de sensores que se utilizan en la industria, y suaplicacin dependiendo del tipo de proceso industrial.
Habilidades por desarrollar en general:Seleccionar, instalar y diagnosticar los sensores mecnicos y electrnicos que se
emplean en la automatizacin industrial.
Saber (Teora) 3 hrs
SENSORES ELECTRNICOS
SENSOR: Todo aquel elemento capaz de emitir seal (elctrica, o neumtica,auxiliados comunmente de la mecnica), avisando del cambio de estado (encantidad fija o variable), de alguna variable fsica o elemento de mecanismo enuna maquina o proceso.Los sensores pueden registrar el cambio de forma continua (analgica) o demanera discontinua (on / off, todo o nada, 0/1, o bien, digital); reportan el estadode las mquinas.Por lo general, el registro de seal se acopla o convierte, si es necesario, de unaseal neumtica de baja presin a una de mayor presin, o de una elctrica debajo voltaje a una de mas, o entre ambas. Estas llegan a los elementosprocesadores o controladores de seal dentro de los cuales l mas usado hoy enda es el control lgico programable PLC.En los proyectos de automatizacin de mquinas herramientas por lo general seusan mas los sensores on/off y en la automatizacin de procesos continuos deproduccin se emplean mas los analgicos. Lo anterior no es una regla, sino undato emanado de estadsticas de ventas.Como ya se dijo, nos basaremos en los proyectos con seales on/off.Los voltajes de entradas para sensores on/off a un PLC, que se usan mayormenteen la industria son: 24 Vcd, 110 Vca, 220 Vca y para sensores analgicos: 0 10Vcd, -10 10Vcd, 4 20mA.En la actualidad es posible construir cualquier tipo de sensor para deteccin decualquier variable fsica y acoplarlo a un sistema electrnico que permita absorberciertas variaciones y aplicarle procesos matemticos de linealizacin de larespuesta antes de ser conectado al procesador o PLC.
-
5/27/2018 Automatizacion y Robotica Profesor
24/74
Mantenimiento Industrial Automatizacin y Robtica
Coordinacin General de Universidades Tecnolgicas Pgina 23
Una clasificacin practica de los sensores on/off es: por su uso, principio fsico dedeteccin, o construccin.A continuacin se da una sntesis al respecto:
Sensores o detectores neumticos,Sensores o detectores elctricos,
Sensores electrnicos.
Sensores o detectores neumticos:
1.- Detector de flujo anular.2.- Detector por obturacin de fuga.
Sensor Magntico Neumtico Sensor de presin neumtica
-
5/27/2018 Automatizacion y Robotica Profesor
25/74
Mantenimiento Industrial Automatizacin y Robtica
Coordinacin General de Universidades Tecnolgicas Pgina 24
Figura 3 Sensores neumticos
Algunos dispositivos de maniobra de uso comn conectados como sensores para
las Entradas al PLC son elementos elctricos y electrnicos cuyos smbolos derepresentacin normalizados para esquemas elctricos provienen bsicamente dedos nomenclaturas de equipo elctrico; DIN y ANSI.
Sensores o detectores elctricos.
Figura 4 Sensores elctricos
-
5/27/2018 Automatizacion y Robotica Profesor
26/74
Mantenimiento Industrial Automatizacin y Robtica
Coordinacin General de Universidades Tecnolgicas Pgina 25
Sensores electrnicos
Figura 5 Sensores electrn icos
-
5/27/2018 Automatizacion y Robotica Profesor
27/74
Mantenimiento Industrial Automatizacin y Robtica
Coordinacin General de Universidades Tecnolgicas Pgina 26
Saber hacer (Prctica) 6 hr
Ejercicio 3 Seleccin de sensores para aplicaciones especficasSeleccione el sensor adecuado para la aplicacin indicada:
Aplicacin Descripcin
Sensor: Marca: Modelo:Caractersticas:
Aplicacin Descripcin
Sensor: Marca: Modelo:Caractersticas:
Aplicacin Descripcin
Sensor: Marca: Modelo:Caractersticas:
-
5/27/2018 Automatizacion y Robotica Profesor
28/74
Mantenimiento Industrial Automatizacin y Robtica
Coordinacin General de Universidades Tecnolgicas Pgina 27
Prctica 2 Conexin, montaje y ajuste de diversos sensores electrnicos,elctricos y electromecnicos.
Tarea 3 Mapa conceptual de los principios fsicos de los sensores electrnicos,elctricos y electromecnicos.
Proyecto 1. Construccin de un sensor opto-electrnico tipo reflex con salida arelevador
Descripcin: Disear, ensamblar y probar un sensor opto-electrnico tipo reflexcon salida a relevador.
Caractersticas:Tensin: 15 a 30 V C.D.
Salida: Juego de contactos N.A. y N. C.Encapsulado: Compacto con sistema de fijacin incluidoConexin: Borne de conexin con tornillo cinco terminales
-
5/27/2018 Automatizacion y Robotica Profesor
29/74
Mantenimiento Industrial Automatizacin y Robtica
Coordinacin General de Universidades Tecnolgicas Pgina 28
III
Controladores lgicosprogramables (PLCs)
Objetivo Particular:Conocer los principios de aplicacin, la manera como se realizan las conexiones y
la programacin de los PLCs.
Habilidades por desarrollar en general:
Seleccionar, instalar, programar y mantener los PLCs utilizados en laautomatizacin industrial.
Saber (Teora) 10 hrs
CONTROLADORES LGICOS PROGRAMABLES (PLCs)
INTRODUCCION
Toda empresa industrial, como productora de bienes, se encuentra sometida a unentorno altamente competitivo no solo en cuanto sirve al mercado nacional, sino aque extiende su actividad en el mbito internacional. Para crecer, o aun ms parasubsistir, se ve en la necesidad de adaptarse con rapidez a las exigencias delmercado, intentando adelantarse a sus competidores; es un entorno cambiante enel que la planificacin necesaria se hace tanto ms difcil cuanto ms amplo es elhorizonte temporal que contempla.
Hasta ahora la automatizacin de mquinas y procesos ha permitido mejorar laproductividad, la disminucin de costos, y la mejora de la calidad de los productos.Pero esto no es suficiente cuando, por ejemplo un producto no obtiene el xitoesperado o su ciclo de vida resulta acortado por la aparicin de un producto
sustituto. De ello se derivan unos costos que no han podido ser absorbidos por laautomatizacin tradicional.
Un proyecto de automatizacin integrada requiere una elaboracin muy detalladaque defina las necesidades actuales y los objetivos de la empresa. Si el proyectoesta bien definido podr empezar por la automatizacin de reas de produccinbien determinadas para la posterior integracin, lo que ser de particular interspara las empresas ya establecidas que persiguen su modernizacin.
Por esta razn es interesante que aquellos que de alguna forma intervienen en lasdecisiones y acciones que afectan el sistema productivo, adquieran unconocimiento sobre los equipos que la tecnologa actual pone a su disposicin de
-
5/27/2018 Automatizacion y Robotica Profesor
30/74
Mantenimiento Industrial Automatizacin y Robtica
Coordinacin General de Universidades Tecnolgicas Pgina 29
la automatizacin integrada. El controlador lgico programable es uno de estosequipos, y por ello, es un equipo que vale la pena conocer,
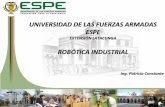
La automatizacin de una mquina o proceso productivo simple tiene comoconsecuencia la liberacin fsica y mental del hombre de dicha labor. Se denominaautomatismo al dispositivo fsico que realiza esta funcin controlando sufuncionamiento.Todo sistema automtico por simple que parezca tiene el objetivo de controlar larespuesta de una maquina o proceso productivo, sin que el operador intervengadirectamente sobre sus elementos de salida. Dicho operador manipula nicamentelas magnitudes de las seales denominadas de consigna y el sistema de controlse encarga de gobernar dicha salida a travs de los accionamientos.Cuando un sistema de control se encarga de tomar ciertas decisiones antedeterminados comportamientos de la maquina o proceso, se habla de un sistemaautomtico de control. Para ello se requiere la existencia de sensores quedetecten el comportamiento de dicha maquina o proceso y de unas interfaces paraadaptar las seales de los sensores a las entradas del sistema de control. Estetipo de sistemas se denomina de lazo cerrado ya que su diagrama muestra unretorno o retroalimentacin formando un lazo de control.
Figura. 6 sistema automtico de lazo cerrado
En los automatismos encontramos habitualmente una diversidad de componenteso subsistemas de tipo mecnico, hidrulico, neumtico, elctrico. Se trata pues desistemas que combinan mltiples tecnologas, haciendo necesario un lenguajecomn para la coordinacin e integracin optima de todas ellas en el sistema.
Los sistemas de control pueden clasificarse en dos grandes grupos:
Sistemas cableados
Sistemas programables.
Automatismo oParte de control
Mquinao procesooperativo
Sensores
Actuadores
Trabajo
rdenes de
Seales de
-
5/27/2018 Automatizacion y Robotica Profesor
31/74
Mantenimiento Industrial Automatizacin y Robtica
Coordinacin General de Universidades Tecnolgicas Pgina 30
Los primeros realizan una funcin de control fija que depende de los componentesque lo forman y de la forma en que se han interconectado. Por tanto, la nicaforma de alterar la funcin de control es modificando sus componentes o la formade interconexin.Los sistemas programables, en cambio, pueden realizar distintas funciones decontrol sin alterar su configuracin fsica, sino solo cambiando el programa decontrol.
Tipo Familia tecnolgica Subfamilia especifca
Lgica
cableada
Elctrica Rels electromagnticos
Electroneumtica
Electrohidralica
Electrnica Electrnica esttica
Lgica
Programada
Sistemas informticos:
Microprocesadores o
microcontroladores
Electrnica MicrosistemasAutmatas Programables
Tabla 2. Opciones tecnolgicas
El PLC
Se entiende por Controlador Lgico Programable (PLC), o Autmata Programable,a toda mquina electrnica, diseada para controlar en tiempo real y en medioindustrial procesos secuenciales. Su manejo y programacin puede ser realizadapor personal elctrico o electrnico sin conocimientos informticos. Realiza
funciones lgicas: series, paralelos, temporizaciones, conteos y otras mspotentes como clculos, regularizaciones, etc.Tambin se le puede definir como una "caja negra" en la que existen unosterminales de entrada a los que se conectarn pulsadores, finales de carrera,fotoclulas, detectores; unos terminales de salida a los que se le conectarnbobinas de contactores, electrovlvulas, lmparas ..., de tal forma que la actuacinde estos ltimos est en funcin de las seales de estrada que estn activadas encada momento, segn el programa almacenado.Esto quiere decir que los elementos tradicionales como rels auxiliares, rels deenclavamiento, temporizadores, contadores..., son internos. La tarea del usuario
-
5/27/2018 Automatizacion y Robotica Profesor
32/74
Mantenimiento Industrial Automatizacin y Robtica
Coordinacin General de Universidades Tecnolgicas Pgina 31
se reduce a realizar el "programa", que no es ms que la relacin entre lasseales de entrada que se tienen que cumplir para activar cada salida.
ANTECEDENTES HISTORICOSEl desafo constante que toda industria tiene planteado para ser competitiva hasido el motor impulsor del desarrollo de nuevas tecnologas para conseguir unamayor productividad.Debido a que ciertas etapas en los procesos de fabricacin se realizan enambientes nocivos para la salud, con gases txicos, ruidos, temperatura asextremadamente altas o bajas, etc., unido a consideraciones de productividad,llev a pensar en la posibilidad de dejar ciertas tareas tediosas, repetitivas ypeligrosas a un ente al que no pudieran afectarle las condiciones ambientalesadversas: haba nacido la mquina y con ella la automatizacin.Surgieron empresas dedicadas al desarrollo de los elementos que hicieran posibletal automatizacin; debido a que las mquinas eran diferentes y diferentes lasmaniobras a realizar, se hizo necesario crear unos elementos estndar que,mediante la combinacin de los mismos, el usuario pudiera realizar la secuenciade movimientos deseada para solucionar su problema de aplicacin particular
Rels, temporizadores, contadores..., fueron y son los elementos con que secuenta para realizar el control de cualquier mquina. Debido a la constante mejorade la calidad de estos elementos y la demanda del mercado, que exiga mayor ymejor calidad en la produccin, se fue incrementando el nmero de etapas en lo sprocesos de fabricacin controlados de forma automtica.
Comenzaron a aparecer problemas: los armarios de maniobras o cajas en dondese coloca el conjunto de rels, temporizadores, y dems elementos constitutivosdel control, se hacan cada vez ms y ms grandes, la probabilidad de avera eraenorme, su localizacin, larga y complicada, el stock que el usuario se veaobligado a soportar era numeroso y el costo del mismo se incrementaba cada vezms.El desarrollo tecnolgico que trajeron los semiconductores primero y los circuitosintegrados despus intentaron resolver el problema sustituyendo las funciones
realizadas mediante rels por funciones realizadas con puertas lgicas.Con estos nuevos elementos se gan en fiabilidad y se redujo el problema delespacio, pero no as la deteccin de averas ni el problema del mantenimiento deun stock. De todas maneras, subsista un problema: la falta de flexibilidad de lossistemas.Debido a las constantes modificaciones que las industrias se vean obligadas arealizar en sus instalaciones para la mejora de la productividad, los armarios demaniobra tenan que ser cambiados, la consiguiente prdida de tiempo y elaumento del costo que ello produca
-
5/27/2018 Automatizacion y Robotica Profesor
33/74
Mantenimiento Industrial Automatizacin y Robtica
Coordinacin General de Universidades Tecnolgicas Pgina 32
En 1968, Ford y General Motors impusieron a sus proveedores de automatismosunas especificaciones para la realizacin de un sistema de control electrnico paramquinas tranfer. Este equipo deba ser fcilmente programable, sin recurrir a lascomputadoras industriales ya en servicio en la industria.A medio camino entre estos microcomputadores y la lgica cableada aparecen losprimeros modelos de Autmatas, tambin llamados controladores lgicosprogramables (PLC's) Limitados originalmente a los tratamientos de lgicasecuencial, los Autmatas se desarrollaron rpidamente, y actualmente extiendensus aplicaciones al conjunto de sistemas de control de procesos y de mquinas.
CAMPOS DE APLICACIN
El PLC por sus especiales caractersticas de diseos tiene un campo de aplicacinmuy extenso. La constante evolucin del hardware y software amplacontinuamente este campo para poder satisfacer las necesidades que se detectanen el espectro de sus posibilidades. Su utilizacin se da fundamentalmente esaquellas instalaciones en donde es necesario realizar procesos de maniobra,control, sealizacin, etc., por tanto, su aplicacin abarca desde procesos defabricacin industrial de cualquier tipo al de transformaciones industriales, controlde instalaciones, etc.Sus reducidas dimensiones, la extrema facilidad de su montaje, la posibilidad dealmacenar los programas para su posterior y rpida utilizacin o alteracin de losmismos, etc., hace que su eficiencia se aprecie fundamentalmente en procesos enque se producen necesidades tales como:
Espacio reducido.
Procesos de produccin peridicamente cambiantes.
Procesos secuenciales.
Maquinaria de procesos variables.
Instalaciones de procesos complejos y amplios.
Chequeo de programacin centralizada de las partes del proceso.
Ejemplos de aplicaciones generales podran ser los siguientes:a) Maniobras de mquinas
Maquinaria industrial del mueble y madera.
Maquinaria en proceso de grava, arena y cemento.
Maquinaria en la industria del plstico.
Mquinas-herramientas complejas.
Maquinaria en procesos textiles y de confeccin.
Maquinaria de ensamble
-
5/27/2018 Automatizacion y Robotica Profesor
34/74
Mantenimiento Industrial Automatizacin y Robtica
Coordinacin General de Universidades Tecnolgicas Pgina 33
Mquinas transfer.
b) Maniobras de instalaciones.
Instalaciones de aire acondicionado, calefaccin, etc
Instalaciones de seguridad.
Instalaciones de fro industrial.
instalaciones de almacenamiento y trasvase de cereales. Instalaciones de plantas einbotelladoras.
instalaciones en industria de automocin.
Instalaciones de tratamientos trmicos
Instalaciones de plantas depuradoras de residuos.
Instalaciones de cermica.
c) Sealizacin y control
Chequeo de programas.
Sealizacin del estado de procesos.
VENTAJAS E INCONVENIENTES DEL PLC
No todos los Autmatas ofrecen las mismas ventajas sobre la lgica cableada, elloes debido, principalmente, a la variedad de' modelos existentes en el mercado y alas innovaciones tcnicas que surgen constantemente. Tales consideraciones noobligan a referirnos a las ventajas que proporciona un Autmata de tipo medio.
Ventajas del PLC
Las condiciones favorables que presenta un PLC son las siguientes
1. Menor tiempo empleado en la elaboracin de proyectos debido a que
No es necesario dibujar el esquema de contactos.
No es necesario simplificar las ecuaciones lgicas ya que, por lo general, lacapacidad de almacenamiento del mdulo de memoria es lo suficientementegrande.
-
5/27/2018 Automatizacion y Robotica Profesor
35/74
Mantenimiento Industrial Automatizacin y Robtica
Coordinacin General de Universidades Tecnolgicas Pgina 34
La lista de materiales queda sensiblemente reducida, y al elaborar elpresupuesto correspondiente eliminaremos parte de problema que supone elcontar con diferentes proveedores, distintos plazos de entrega, etc.
2. Posibilidad de introducir modificaciones sin cambiar el cableado ni aadiraparatos.
3. Mnimo espacio de ocupacin.
4. Menor costo demano de obra de la instalacin.
5. Economa de mantenimiento. Adems de aumentar la fiabilidad del sistema, aleliminar contactos mviles, los mismos autmatas pueden detectar e indicaraveras.
6. Posibilidad de gobernar varias mquinas con un mismo Autmata.
7. Menor tiempo para la puesta en funcionamiento del proceso al quedar reducidoel tiempo de cableado.
8. Si por alguna razn la mquina queda fuera de servicio, el Autmata siguesiendo til para otra mquina o sistema de produccin.
Inconvenientes del PLC.
Como inconvenientes podramos hablar, en primer lugar, de que hace falta unprogramador, lo que obliga a adiestrar a uno de los tcnicos en tal sentido.
Pero hay otro factor importante, como el costo inicial, que puede o no ser uninconveniente, segn las caractersticas del automatismo en cuestin. Dado que elPLC cubre ventajosamente un amplio espacio entre la lgica cableada y elmicropocesador, es preciso que el proyectista lo conozca tanto en su amplitudcomo en sus limitaciones. Por tanto, aunque el costo inicial debe ser tenido encuenta a la hora de decidirnos por uno u otro sistema, conviene analizar todos losdems factores para asegurarnos una decisin acertada.
CONFIGURACION DE UN PLC
Por configuracin del PLC se entiende la estructura que adopta su sistema fsico,esencialmente la unidad de control, el sistema de entradas/salidas y la memoriade la maquina, a fin de adaptarlo a las particularidades de la aplicacin. Existenbsicamente dos configuraciones posibles:
-
5/27/2018 Automatizacion y Robotica Profesor
36/74
Mantenimiento Industrial Automatizacin y Robtica
Coordinacin General de Universidades Tecnolgicas Pgina 35
Estructura compacta (control centralizado)
Estructura modular (control distribuido)
En el primer caso, una sola CPU o unidad central de proceso soporta variosmdulos entradas/salidas, que contienen exclusivamente interfaces E/S. Puestoque estos mdulos no pueden funcionar de forma autnoma, el control quedacentralizado en la CPU nica.
Los Sistemas de control distribuido tienen varios mdulos con sus propiasunidades de proceso y en general con sus propias interfaces E/S.
ARQUITECTURA INTERNA DE UN PLC
Se componen de tres bloques principalmente:
La seccin de entradas.
La unidad central de proceso.
La seccin de salidas
Figura 7 PLC bsico.
La seccin de entradas, mediante la interfaz, adapta y codifica de formacomprensible por la CPU las seales procedentes de los dispositivos de entrada,esto es, pulsadores, finales de carrera, sensores, tambin tiene la misin de
proteccin de los circuitos internos del PLC, realizando una separacin elctricaentre estos y los sensores.La unidad central de proceso interpreta las instrucciones del programa del usuarioy en funcin de los valores de las entradas, activa las salidas deseadas.La seccin de salidas, trabaja en forma inversa a la de entrada, es decir,decodifica las seales procedentes de la CPU y manda con ellas los dispositivosde salida o actuadores, como lamparas, rels, contactores, electrovlvulas etc.,aqu tambin existe proteccin de los circuitos internos,
UnidadCentralde
Proceso
Seccindesalidas
SeccindeSalidas
Dispositivos
de entrada oSensores
Dispositivosde salida oactuadores
-
5/27/2018 Automatizacion y Robotica Profesor
37/74
Mantenimiento Industrial Automatizacin y Robtica
Coordinacin General de Universidades Tecnolgicas Pgina 36
5 PROGRAMACIN DE UN PLC
Para lograr que un PLC tenga control sobre una mquina o proceso es necesario
que se le defina una secuencia de ordenes con las que se fija la forma en que lasentradas actuaran sobre las salidas. Para definir la secuencia de ordenes al PLCse emplea un lenguaje de programacin; este lenguaje se puede definir como elconjunto de smbolos y textos que sirven para recuperar y enviar informacin alPLC.Para lograr una adecuada programacin de un PLC es necesario seguir una seriede pasos:
Determinar que debe hacer el sistema de control y en que orden (por ejemplo,mediante un diagrama de flujo, una descripcin literal, etc.)
Identificar los componentes (seales) de entrada y salida del automatismo. Representar mediante un modelo el sistema de control, indicando todas las
funciones que intervienen, las relaciones entre ellas y la secuencia que debeseguir. Esta representacin puede ser algebraica o grfica.
Asignar direcciones de entrada/salida a cada uno de los componentes queaparecen en el modelo.
Codificar la representacin anterior en instrucciones o smbolos apropiadospara la programacin.
Transferir las instrucciones al PLC. Depurar el programa.
La programacin del PLC se realiza a partir de una representacin de lamaquina o proceso y de su control. La representacin puede ser:
Proposicional: descripciones literales. Algebraica: funciones Booleanas y aritmticas. Grfica:esquemas de rels, diagramas lgicos, ordinogramas etc.
En general ninguna forma de representar es estrictamente superior al resto,depende en cada caso de la complejidad del problema a representar y a quien vadirigida la utilizacin de una u otra. Incluso es frecuente el empleo combinado detodas ellas en la representacin final.
-
5/27/2018 Automatizacion y Robotica Profesor
38/74
Mantenimiento Industrial Automatizacin y Robtica
Coordinacin General de Universidades Tecnolgicas Pgina 37
Figura 8 Esquema de entradas y salidas de un PLC.Descr ipciones literales
La descripcin del proceso y su control puede hacerse con la enumeracin literal
de las acciones a desarrollar por el mismo, expuestas secuencialmente y conindicacin de las condiciones de habilitacin o validacin en cada caso.La ventaja de estas descripciones, que es a su vez su principal inconveniente, esla ausencia de rigor en la exposicin: cualquier persona, aun poco calificada desdeel punto de vista de la automtica, es capaz de explicar lo que debe hacer unproceso que conozca.
Figura 9 Descripcin literal
El operador pulsa los mandos
manuales cy dy se reanuda elciclo
Apriete de la pieza pormedio del cilindro A. Verificacin de este
apriete por la presincomprobada por elmanmetro A.
Bajada de la cabeza deltaladrado B y rotacin Rdel taladro.
-
5/27/2018 Automatizacion y Robotica Profesor
39/74
Mantenimiento Industrial Automatizacin y Robtica
Coordinacin General de Universidades Tecnolgicas Pgina 38
Funciones algebraicas
La funcin algebraica de cada salida o funcin de mando puede obtenerse
directamente a partir de las especificaciones del cliente o bien derivarse de ellasaplicando mtodos de sntesis basados en el lgebra de Boole. Estarepresentacin puede ser tan compleja como sea necesario, siempre y cuando serespeten las reglas del lgebra. Por ejemplo, la alarma S debe activarse cuando elcontacto C este cerrado y los contactos A y B en estados opuestos. La funcinBooleana ser:
S= ( A B' + A B ) CEsquema de rels
el esquema de rels es la representacin grfica de las tareas del automatismo
mediante smbolos de contactos abierto - cerrado. La funcin de control obtenidadepender de las conexiones entre los distintos contactos de los rels queintervienen.
Figura 10 Descripcin por rels
Diagramas lgicos
La representacin del sistema de control por diagramas lgicos se basa en elempleo de smbolos normalizados (compuertas) que representan funcioneslgicas directas del lgebra de Boole (AND, OR, etc.) o sistemas lgicos mscomplejos (biestables, registros, contadores, etc.)
-
5/27/2018 Automatizacion y Robotica Profesor
40/74
Mantenimiento Industrial Automatizacin y Robtica
Coordinacin General de Universidades Tecnolgicas Pgina 39
Figura 11 Descripcin por compuertas.
Diagramas de flu jo
Extensamente utilizado por los diseadores de software para PC, el modeloemplea una simbologa de bloques, convenientemente entrelazados querepresentan la evolucin temporal o condicional de las acciones a ejecutar.
Ciertamente para describir el funcionamiento general, puede no serlo tanto cuandose intenten representar las variables y seales que intervienen y las relacionesentre ellas, a no ser que el modelo se complete con expresiones algebraicas.
Figura 12 Descripcin por diagrama de flujo
Tabla 3 Equivalencias entre smbolos utilizados en lgica cableada y programada.
Arrancar
Leer la posicion del
Llego ala
Continuar elmovimiento del Detener el
VF
-
5/27/2018 Automatizacion y Robotica Profesor
41/74
Mantenimiento Industrial Automatizacin y Robtica
Coordinacin General de Universidades Tecnolgicas Pgina 40
-
5/27/2018 Automatizacion y Robotica Profesor
42/74
Mantenimiento Industrial Automatizacin y Robtica
Coordinacin General de Universidades Tecnolgicas Pgina 41
EL PLC SIEMENS CPU 214
Este PLC forma parte de la familia CPU S7-200. Es un aparto autnomo compacto
que incorpora una unidad central de procesamiento, la fuente de alimentacin, ascomo entradas y salidas digitales.
La CPU ejecuta el programa y almacena los datos para la tarea deautomatizaci0n 0 el proceso.
La fuente de alimentacin proporciona corriente a la unidad central y a losmdulos de ampliacin conectados.
Las entradas y salidas controlan el sistema de automatizacin. Las entradasvigilan las seales de los aparatos de campo (sensores o interruptores) y lassalidas vigilan las bombas, motores u otros dispositivos del proceso.
La interfase de comunicacin permite conectar la CPU a una unidad deprogramacin o a otros dispositivos.
Los diodos luminosos indican el modo de operacin de la CPU ( RUN o STOP),el estado de las entradas y salidas integradas, as como los posibles fallos delsistema que se hayan detectado.
Figura 13 CPU 214
-
5/27/2018 Automatizacion y Robotica Profesor
43/74
Mantenimiento Industrial Automatizacin y Robtica
Coordinacin General de Universidades Tecnolgicas Pgina 42
Figura 14 Identificacin de terminales de conexin para la CPU 214 AC7DC /rel
ESTABLECER LA COMUNICACIN CON LA CPU 214
La figura muestra una configuracin tpica para conectar una PC a la CPUmediante el cable PC/PPI. Para establecer un enlace correcto entre loscomponentes:
1. Ajuste los interruptores DIPdel cable PC/PPI para determinar la velocidadde transferencia deseada (0100 = 9600 bits/s).
2. Conecte el extremo RS-232 (PC) del cable PC/PPI al puerto decomunicacin de su PC (COM1 o COM2) y apriete los tornillos de conexin.
3. Conecte el otro extremo (RS-485) del cable PC/PPI a la interfase decomunicacin de la CPU y apriete los tornillos de conexin.
4. Alimente la CPU 214
5. Conecte el simulador de entradas a la CPU 214
-
5/27/2018 Automatizacion y Robotica Profesor
44/74
Mantenimiento Industrial Automatizacin y Robtica
Coordinacin General de Universidades Tecnolgicas Pgina 43
Figura 15 Comunicacin con un CPU en modo PPI
CREAR Y GUARDAR UN PROYECTO
Antes de poder generar un programa es necesario crear o abrir un proyecto. Alcrear un
proyecto, el software abre los siguientes editores:
Editor KOP o AWL
Editor de Bloque de datos
Tabla de estado
Tabla de smbolos
-
5/27/2018 Automatizacion y Robotica Profesor
45/74
Mantenimiento Industrial Automatizacin y Robtica
Coordinacin General de Universidades Tecnolgicas Pgina 44
Crear un nuevo proyecto
Mediante el men proyecto se puede crear un nuevo proyecto. Elija el comando de
men Proyecto > Nuevo ... Aparecer el cuadro de dialogo "Tipo de CP'. Alelegir una CPU determinada en la lista desplegable, el software visualizara sololas opciones disponibles para la misma
Figura 16 Crear un nuevo proyecto
Guardar un proyecto
Para guardar todos los componentes de su proyecto elija el comando de menProyecto>Guardar todo o haga clic en el botn correspondiente. Para guardar
una copia del proyecto actual bajo otro nombre o en otro directorio, elija elcomando de men Proyecto>Guardar como.
CREAR UN PROGRAMA
Introducir programas en KOP
La ventana del editor KOP permite escribir programas utilizando smbolos grficos.La barra de herramientas incluye algunos de los elementos ms usuales paraintroducir los programas. El primer cuadro de lista desplegable (a la izquierda)
contiene los grupos de operaciones.
En cada segmento se pueden introducir dos tipos de comentarios:
Los comentarios de segmento de una sola lnea siempre son visibles en eleditor KOP. Para acceder a ellos haga clic en cualquier parte del titulo delsegmento.
Para acceder a los comentarios del segmento de mas de una lnea haga dobleclic en el numero del segmento
-
5/27/2018 Automatizacion y Robotica Profesor
46/74
Mantenimiento Industrial Automatizacin y Robtica
Coordinacin General de Universidades Tecnolgicas Pgina 45
Para comenzar a introducir su programa:
1. Para introducir el titulo del programa, elija el comando de men Edicin >
Titulo. Introduzca el titulo y haga clic en el botn "Aceptar".
2. Para introducir elementos KOP, elija el tipo de elemento deseado haciendo clicen el botn correspondiente. Alternativamente, puede seleccionarlo de la listade operaciones.
3. Introduzca la direccin o el parmetro en cada cuadro de texto y pulse la teclaENTER
Figura 17 Ventana del editor KOP.
CARGAR EL PROGRAMA EN LA CPU
Una vez finalizado el programa, el proyecto se puede cargar en la CPU. Elija elcomando de men Proyecto > Cargar en CPU o haga clic en el botncorrespondiente de la ventana principal.
-
5/27/2018 Automatizacion y Robotica Profesor
47/74
Mantenimiento Industrial Automatizacin y Robtica
Coordinacin General de Universidades Tecnolgicas Pgina 46
El cuadro de dialogo "Cargar en CPU' permite indicar los componentes delproyecto que se desean cargar El bloque lgico (OB 1) contiene el programa a ejecutar por la CPU
El bloque de datos (DB 1) contiene los valores de inicializacin utilizado en elprograma de usuario.
La configuracin de la CPU (CFG) contiene la informacin de instalacin delsistema, incluyendo los parmetros de comunicacin, las reas remanentes,los ajustes de los filtros de entrada, las contraseas y los ajustes de lassalidas.
Figura 18 Cargar los componentes del proyecto en la CPU
-
5/27/2018 Automatizacion y Robotica Profesor
48/74
Mantenimiento Industrial Automatizacin y Robtica
Coordinacin General de Universidades Tecnolgicas Pgina 47
TABLA DE SMBOLOS
La tabla de smbolos permite adjudicar nombres simblicos a las entradas, salidas
y marcas internas. Los smbolos que se hayan asignado a dichas direcciones sepueden utilizar en los editores KOP y AWL.La primera columna de la tabla desmbolos se utiliza para destacar una fila. Las dems columnas son para elnombre simblico, la direccin y el comentario. Tenga en cuenta las siguientesreglas al crear una tabla de smbolos:
Puede introducir los nombres simblicos y las direcciones absolutas encualquier orden
Puede utilizar hasta 23 caracteres en el campo del nombre simblico. Puede definir hasta un total de 1000 smbolos. En la tabla de smbolos se distingue entre maysculas y minsculas. Ejemplo:
"Bomba1" se considera diferente a "bomba1". El editor de la tabla de smbolos elimina todos los espacios en blanco de los
nombres simblicos.
Tabla 4 Tabla de smbolos
Los nombres y/o las direcciones simblicas dobles se marcaran en cursiva decolor azul, no se compilaran y no se reconocern fuera de la tabla de smbolos.
-
5/27/2018 Automatizacion y Robotica Profesor
49/74
Mantenimiento Industrial Automatizacin y Robtica
Coordinacin General de Universidades Tecnolgicas Pgina 48
Saber hacer (Prctica) 23 hr
Ejercicio 4 Conexin de un PLC en un proceso de troquelado
Realice los diagramas elctrico e hidrulico para el proceso de troquelado
Ejercicio 5 Arranque y paro motor C.A. Trifsico
Realice el diagramas elctrico de un circuito de arranque y paro motor C.A.Trifsico.Desarrolle el diagrama de escalera y escriba la lista de instrucciones para laprogramacin de un PLC que realice la misma funcin.
Procedimiento Realizar la conexin fsica entre el PLC y la PC utilizando correctamente el cable
de comunicacin. Crear el proyecto correspondiente a la solucin descrita para el grafcet
correspondiente en el editor KOP (Diagrama de contactos). Cargar el programa al PLC Seleccionar en modo RUN el PLC. Verificar simulando la solucin del programa de escalera propuesto. Cablear a las entradas y salidas del PLC los sensores y actuadotes
correspondientes, considerando que se est trabajando con voltaje de cd. y ac. Realizar un reporte.
Contenido del reporte solicitado
Breve descripcin de un motor Trifsico, Contactores y Arrancadores. GRAFCET del proceso. Diagrama de conexiones de entradas y salidas al PLC. Diagrama elctrico tanto de fuerza como de potencia del motor. Tabla de direccionamiento empleado tanto para las entradas y salidas para el
programa de lenguaje de escalera para el Step7. Programa del lenguaje de escalera de la solucin. Conclusiones.
-
5/27/2018 Automatizacion y Robotica Profesor
50/74
Mantenimiento Industrial Automatizacin y Robtica
Coordinacin General de Universidades Tecnolgicas Pgina 49
Descripcin del Problema:
Si el sensor N0. 2 no detecta, entonces energizamos la solenoide de la vlvulaN0. 1 y se vierte el ingrediente A en la tolva.
Si el sensor N0. 2 detecta y el sensor N0. 1 an no detecta, entoncesdesenergizamos la solenoide de la vlvula N0. 1 y energizamos la solenoide dela vlvula N0. 2 para vertir el ingrediente B en la tolva.
Una vez detectando ambos sensores, desenergizamos la solenoide N0. 2,encendemos el motor por un tiempo de 10 s.
Al termino del tiempo apagamos el motor, energizamos la solenoide N0.3. Al estar energizada la vlvula N0.3, y no presentar deteccin ambos sensores
entonces iniciamos un tiempo de 5 s. Al trmino de este ltimo tiempo (5 s.), desenergizamos la solenoide N0.3. Y renicia el ciclo, considera un botn de arranque y otro de paro.
-
5/27/2018 Automatizacion y Robotica Profesor
51/74
Mantenimiento Industrial Automatizacin y Robtica
Coordinacin General de Universidades Tecnolgicas Pgina 50
Ejercicio 6 TemporizadoresRealice un programa para PLC que realice el control de un semforo.
Procedimiento
Definir la direccin de cada una de las salidas solicitadas Proponer una solucin al problema planteado Implementar la solucin en el PLC Realizar la programacin Verificar la correcta ejecucin del programa Cablear con focos de colores que trabajen a 127 Vac y botones de
arranque y de paro no retentivos Realizar un reporte final
Contenido del reporte solicitado
Tabla de entradas y salidas ( Direccin, Nombre simblico, descripcin) Descripcin literal del sistema Diagrama funcional (Grafcet, Diagrama de flujo, o el indicado por el
profesor) Copia en disco del programa
Ejercicio 7 ContadoresRealice un programa para PLC que realice el conteo de dos entradas. La entradaA para incrementar y la entrada B para decrementar
Conecta los elementos indicados, de acuerdo a la tabla de entradas y salidas.Desarrolla un programa que prenda el foco al presionar 5 veces el botn 1. Paraapagar el foco, al regresar el contador a 0 (reset), presiona el botn 2.
Entradas y salidas
Direccin Nombre simblico Descripcin
I0.0 Botn 1 (pulsos a contar)I0.1 Botn 2 (reset)Q0.1 Foco A
-
5/27/2018 Automatizacion y Robotica Profesor
52/74
Mantenimiento Industrial Automatizacin y Robtica
Coordinacin General de Universidades Tecnolgicas Pgina 51
Programa (LDR)
Prctica 3 Conexin de energa, sensores y prueba de entradas del PLC
Prctica 4 Elementos de programacin del PLC
Prctica 5 Elementos de programacin del PLC
Prctica 6 Temporizadores
Prctica 7 Contadores
Tarea 4 Mapa conceptual del PLC
Tarea 5 Programa para proceso de troquelado
Tarea 6 Temporizadores
Tarea 8 Contadores
-
5/27/2018 Automatizacion y Robotica Profesor
53/74
Mantenimiento Industrial Automatizacin y Robtica
Coordinacin General de Universidades Tecnolgicas Pgina 52
IV
Control numrico computarizado(CNC)
Objetivo Particular:Manejar y programar los diferentes tipos de mquinas CNC.
Habilidades por desarrollar en general:Reconocer las mquinas-herramienta con control numrico, sus caractersticas,
componentes y aplicaciones.Programar operaciones de mquinado bsicas
Saber (Teora) 4 hrs
Saber hacer (Prctica) 10 hr
CNC
El Control Numrico Computarizado (CNC) permite realizar operaciones demaquinado en forma automtica (esto es, sin intervencin de operadoreshumanos).
El control de las operaciones lo lleva un programa, compuesto de rdenesformadas con letras y nmeros.
Mquinas de control numrico
La aplicacin principal del control numrico ha sido en mquinas-herramienta quetrabajan a partir del arranque de viruta, sin embargo se le ha dado aplicacintambin en otras mquinas. Algunas de las mquinas-herramienta que usan elcontrol numrico son:
Torno Fresadora Centro de maquinado Mandrinadora Cortadora Taladro Rectificadora Etc.
-
5/27/2018 Automatizacion y Robotica Profesor
54/74
Mantenimiento Industrial Automatizacin y Robtica
Coordinacin General de Universidades Tecnolgicas Pgina 53
Ventajas del cont rol numrico
Maquinado de piezas muy difciles o imposibles de elaborar en unamquina convencional.
Fabricacin de piezas con gran precisin e intercambiabilidad. Ahorro de herramientas. Reduccin del tiempo de verificacin. Seguridad de precisin entre lotes de piezas. Aumento de la productividad, al reducir el tiempo de maquinado. Menor tiempo para el cambio de pieza. Flexibilidad de maquinado.
ProgramacinPara realizar un programa deben tomarse en cuenta diversos factores, quepueden ser divididos en geomtricos y tecnolgicos.
Factores geomtricos:
Dimensiones Tolerancias Acanado superficial Origen de movimientos
Superficies de referencia Etc.
Factores tecnolgicos:
Material de la pieza Velocidad de corte Herramientas a utilizar Tipo de maquinado Profundidad de pasada Revoluciones de la pieza o la herramienta Lubricante refrigerante empleado Etc.
Equipo necesario
La programacin generalmente se hace en una computadora PC, y el programaresultante se transfiere mediante diskette u otro medio al equipo CNC.
Una prctica comn es el uso de software CAD-CAM, donde a partir de un diseoes posible generar en forma automtica el programa para el equipo CNC.
-
5/27/2018 Automatizacion y Robotica Profesor
55/74
Mantenimiento Industrial Automatizacin y Robtica
Coordinacin General de Universidades Tecnolgicas Pgina 54
Definicin de las funciones
La norma ISO aconseja utilizar los siguientes caracteres alfabticos para las
funciones.
Funcin SignificadoA Coordenada angular alrededor del eje XB Coordenada angular alrededor del eje YC Coordenada angular alrededor del eje ZD Coordenada angular alrededor de un eje especial o tercera
velocidad de avanceE Coordenada angular alrededor de un eje especial o segunda
velocidad de avanceF Funcin de velocidad de avanceG Funcin preparatoriaH DisponibleI Disponible para utilizar en CN continuosJ Disponible para utilizar en CN continuosK Disponible para utilizar en CN continuosM Funcin auxiliarN Nmero de bloqueO No utilizarP Movimiento terciario paralelo al eje XQ Movimiento terciario paralelo al eje Y
R Movimiento terciario paralelo al eje Z o desplazamiento rpidosegn ZS Funcin de velocidad de rotacinT Funcin herramientaU Movimiento secundario paralelo al eje XV Movimiento secundario paralelo al eje YW Movimiento secundario paralelo al eje ZX Movimiento principal del eje XY Movimiento principal del eje YZ Movimiento principal del eje Z
Tabla de funciones preparatorias
Cdigo FuncinG00 Posicionamiento lineal en rpidoG01 Interpolacin linealG02 Interpolacin circular en sentido horarioG03 Interpolacin circular en sentido antihorarioG04 Parada con temporizacinG17 Seleccin del plano X-YG18 Seleccin del plano X-Z
-
5/27/2018 Automatizacion y Robotica Profesor
56/74
Mantenimiento Industrial Automatizacin y Robtica
Coordinacin General de Universidades Tecnolgicas Pgina 55
G19 Seleccin del plano Y-ZG40 Anulacin de compensacin de radio de herramientaG41 Compensacin de herramienta a izquierdaG42 Compensacin de herramienta a derechaG43 Compensacin de herramienta en longitudG44 Anulacin de compensacin de longitudG80 Anulacin de ciclo fijoG81 Ciclo fijoG82 Ciclo fijoG83 Ciclo fijoG84 Ciclo fijoG85 Ciclo fijoG86 Ciclo fijo
G87 Ciclo fijoG88 Ciclo fijoG89 Ciclo fijoG90 Programacin de cotas absolutasG91 Programacin de cotas incrementalesG70 Programacin de cotas en mmG71 Programacin de cotas en pulgadas
Tabla de funciones auxiliares
Funcin Significado
M00 Parada del programaM01 Parada opcionalM02 Fin del programaM03 Giro del husillo en sentido horarioM04 Giro del husillo en sentido antihorarioM05 Parada del husilloM06 Cambio de herramientaM07 Refrigerante en niebla de aceiteM08 Refrigerante convencionalM09 Anulacin de niebla de aceite, refrigerante y aireM19 Orientacin del eje en la paradaM30 Fin de programa y vuelta a la secuencia # 1M71 Giro de mesa 5M72 Giro de mesa 10M73 Giro de mesa 20M74 Giro de mesa 45M75 Giro de mesa 90M76 Giro de mesa 180M10 Fin de la primera operacin, en caso de utilizar cargador
automtico de piezasM81 Giro de mesa en sentido antihorario
-
5/27/2018 Automatizacion y Robotica Profesor
57/74
Mantenimiento Industrial Automatizacin y Robtica
Coordinacin General de Universidades Tecnolgicas Pgina 56
Equipo CNC Torno
Equipo CNC Panel
-
5/27/2018 Automatizacion y Robotica Profesor
58/74
Mantenimiento Industrial Automatizacin y Robtica
Coordinacin General de Universidades Tecnolgicas Pgina 57
Ejemplo de progr ama
-
5/27/2018 Automatizacion y Robotica Profesor
59/74
Mantenimiento Industrial Automatizacin y Robtica
Coordinacin General de Universidades Tecnolgicas Pgina 58
V
RobticaObjetivo Particular:
Aplicar y programar un manipulador, realizando proyectos de aplicacin..
Habilidades por desarrollar en general:Reconocer los robots industriales, sus caractersticas, componentes y
aplicaciones.Programar en forma elemental un robot industrial.
Saber (Teora) 6 hrs
Saber hacer (Prctica) 20 hr
Robtica
Definicin de robo t.
Mquina controlada por computadora y programada para moverse, manipularobjetos y realizar trabajos, a la vez que interacciona con su entorno.
Los robots son capaces de realizar tareas repetitivas de forma ms rpida, baratay precisa que los seres humanos.
El trmino procede de la palabra checa robota, que significa 'trabajo obligatorio';fue empleado por primera vez en la obra teatral Robots Universales de Rossumpor el novelista Karel apek (1921).
Desde entonces se ha empleado la palabra robot para referirse a una mquinaque realiza trabajos para ayudar a las personas o efecta tareas difciles odesagradables para los humanos.
Definicin de la Real Academia Espaola.
Mquina o ingenio electrnico programable, capaz de manipular objetos y realizaroperaciones antes reservadas solo a las personas.
(del checo robota, trabajo, prestacin personal)
-
5/27/2018 Automatizacion y Robotica Profesor
60/74
Mantenimiento Industrial Automatizacin y Robtica
Coordinacin General de Universidades Tecnolgicas Pgina 59
Definicin de RIA (Robot Institu te of America).
Un robot es un manipulador multifuncional reprogramable, diseado para movermaterial, partes, herramientas o dispositivos especializados, mediantemovimientos variables, para la ejecucin de una variedad de tareas.
Niveles de robots, de acuerdo a la JIRA (Japan Industr ial Robot Association).
Especifica cuatro niveles de robots:
Manipuladores manuales que ejecutan secuencias fijas o preestablecidas. Robots que reproducen lo que se les ensea, y repiten instrucciones fijas
despus de que se les ensea un procedimiento de trabajo. Robots con control numrico, que ejecutan operaciones con base en
informacin codificada numricamente. Robots inteligentes, que ejecutan varias funciones a travs de de sus
capacidades de sensado y reconocimiento.
3 leyes de la robtica (Isaac Asimov)
Leyes imaginarias, propuestas por Isaac Asimov, que controlaran elcomportamiento de los robots.
1. Un robot no puede daar a un ser humano ni, por inaccin, permitir queste sea daado.
2. Un robot debe obedecer las rdenes dadas por los seres humanos exceptocuando estas rdenes entren en conflicto con la Primera Ley.
3. Un robot debe proteger su propia existencia hasta donde esta proteccin noentre en conflicto con la Primera o la Segunda Leyes.
En sus ltimos aos de vida, Isaac Asimov propuso una ley ms importante,llamada ley 0:
Un robot no puede realizar ninguna accin, ni por inaccin permitir que nadie larealice, que resulte perjudicial para la humanidad, aun cuando ello entre enconflicto con las otras tres Leyes.
Evolucin histrica de los robots
El concepto de mquinas automatizadas se remonta a la antigedad, con mitos deseres mecnicos vivientes.
-
5/27/2018 Automatizacion y Robotica Profesor
61/74
Mantenimiento Industrial Automatizacin y Robtica
Coordinacin General de Universidades Tecnolgicas Pgina 60
Los autmatas, o mquinas semejantes a personas, ya aparecan en los relojes delas iglesias medievales, y los relojeros del siglo XVIII eran famosos por susingeniosas criaturas mecnicas.
Para corregir errores, los robots desde su origen han empleado como mecanismola realimentacin.
Un ejemplo de control por realimentacin es un bebedero que emplea un flotadorpara determinar el nivel del agua:
Cuando el agua cae por debajo de un nivel determinado, el flotador baja,abre una vlvula y deja entrar ms agua en el bebedero.
Al subir el agua, el flotador tambin sube, y al llegar a cierta altura se cierrala vlvula y se corta el paso del agua.
El primer autntico controlador realimentado fue el regulador de Watt, inventadoen 1788 por el ingeniero britnico James Watt. Este dispositivo constaba de dosbolas metlicas unidas al eje motor de una mquina de vapor y conectadas conuna vlvula que regulaba el flujo de vapor.
El control por realimentacin, el desarrollo de herramientas especializadas y ladivisin del trabajo en tareas ms pequeas que pudieran realizar obreros omquinas fueron aspectos esenciales en la automatizacin de las fbricas en elsiglo XVIII.
A medida que mejoraba la tecnologa se desarrollaron mquinas especializadaspara tareas como poner tapones a las botellas o verter caucho lquido en moldespara neumticos.
Sin embargo, ninguna de estas mquinas tena la versatilidad del brazo humano, yno podan alcanzar objetos alejados y colocarlos en la posicin deseada.
El desarrollo del brazo artificial multiarticulado, o manipulador, llev al modernorobot.
En 1954, George Devol (USA) desarroll un brazo primitivo que se podaprogramar para realizar tareas especficas.
En 1975, Victor Scheinman (USA) desarroll un manipulador polivalente realmenteflexible conocido como Brazo Manipulador Universal Programable (PUMA, siglasen ingls).
-
5/27/2018 Automatizacion y Robotica Profesor
62/74
Mantenimiento Industrial Automatizacin y Robtica
Coordinacin General de Universidades Tecnolgicas Pgina 61
El PUMA era capaz de mover un objeto y colocarlo en cualquier orientacin en unlugar deseado que estuviera a su alcance.
El concepto bsico multiarticulado del PUMA es la base de la mayora de losrobots actuales.
El diseo de un manipulador robtico se inspira en el brazo humano, aunque conalgunas diferencias.
Por ejemplo, un brazo robtico puede