Curso Básico Para Ayudante de Piso Actualizada2
130
CURSO BÁSICO LIBRO 1. 1.- Conocimientos básicos de matemáticas sumar, restar multiplicar y quebrados. El sistema métrico decimal e ingles. 2.- Conocimientos de: Cuñas, Elevadores, Collarines, Llaves de fuerza mecánicas e hidráulicas, Estrobos y eslingas. a).- Cuñas. b).- Elevadores. c).- Collarín. d).- Llaves de fuerza mecánicas e hidráulicas. e).- Estrobos y eslingas. 3.- Conocimientos de las válvulas que se utilizan en el manifool, flecha, en la línea de matar, línea de llenado etc. 4.- Clasificación de la tubería de trabajo y T.P. de producción. 5.- Conocimientos básicos del fluido de control. 6.- Conocimientos básicos de preventores. 7.- Conocimientos someros de la bomba Koomey. 1
description
curso basico para trabajor de plataforma
Transcript of Curso Básico Para Ayudante de Piso Actualizada2
CURSO BÁSICO
LIBRO 1.
1.- Conocimientos básicos de matemáticas sumar, restar multiplicar y quebrados. El sistema métrico decimal e ingles.2.- Conocimientos de: Cuñas, Elevadores, Collarines, Llaves de fuerza mecánicas e hidráulicas, Estrobos y eslingas.a).- Cuñas.b).- Elevadores.c).- Collarín.d).- Llaves de fuerza mecánicas e hidráulicas.e).- Estrobos y eslingas.3.- Conocimientos de las válvulas que se utilizan en el manifool, flecha, en la línea de matar, línea de llenado etc.4.- Clasificación de la tubería de trabajo y T.P. de producción.5.- Conocimientos básicos del fluido de control.6.- Conocimientos básicos de preventores.7.- Conocimientos someros de la bomba Koomey.
1
CAPÍTULO l.
Conocimientos Básicos De Matemáticas Sumar, Restar, Multiplicar, Quebrados y del sistema métrico decimal e ingles.
Sumas.Restas.Multiplicaciones.Divisiones.
Suma.
La suma de varios números enteros de igual clase cuyo valor absoluto, es la suma de los valores absolutos de los sumandos.
Ejemplo.
63 65 84 96 308
1.- Al conjunto de números se le llama sumandos.2.- A lo obtenido se llama resultado.
Resta.
La resta tiene dos elementos que son:
1.- Minuendo.2.- Sustraendo.
Ejemplo.
748- 329 419
1.- El número que va arriba es minuendo o entero.2.- El número que va abajo es sustraendo.3.- El resultado se llama resta o diferencia.
Multiplicación.
Es el producto de dos números enteros distintos, cuyo resultado es otro número entero.
Ejemplo.
329x 65 1645197421385
2

1.- El número de arriba se llama multiplicando.2.- El número de abajo se llama multiplicador.
División.
La división es la operación inversa a la multiplicación, nos permite conocer las veces que un valor está contenido en otro.
Ejemplo 1246.522 27423 054 102 143 110 00
El Sistema Métrico Decimal y Sistema Ingles.
Objetivos:
Sabrá Usted identificar las unidades de medición que se utilizan en el sistema métrico decimal y en el ingles, convirtiendo unidades de un sistema a otro.
Conocimientos Básicos Del Sistema Métrico Decimal e Ingles.
En ocasiones utilizamos ciertas unidades y no sabemos si pertenecen a las medidas de longitud, de superficie o cualquier otra.
En este capítulo identificará primero lo que es el sistema métrico decimal y poder diferenciarlo del sistema ingles. Se les presentarán los diversos tipos de medidas como son: Longitud, Superficie, Volumen, Capacidad y Peso, para que llegado el momento los pueda aplicar; La atención y buen aprovechamiento que tenga cada uno de los temas, redundarán en una mayor facilidad y eficiencia en el desarrollo de su trabajo.
SISTEMA MÉTRICO DECIMAL
Es el conjunto de medidas, pesos y monedas que tiene por base el metro, se le llama decimal por que los múltiplos y submúltiplos del metro siguen una nomenclatura metódica decimal.
Sistema métrico decimal, sistema decimal de unidades físicas, que toma su nombre de su unidad de longitud, el metro (del griego metron, 'medida'). El sistema métrico decimal fue introducido y adoptado legalmente en Francia en la década de 1790, y adoptado después como sistema común de pesos y medidas por la mayoría de los países. El sistema métrico decimal se usa en todo el mundo para trabajos científicos.
3
El metro (m) se definió originalmente como una diezmillonésima parte de la distancia entre el ecuador y el polo norte a lo largo del meridiano de París. Entre 1792 y 1799, esta distancia fue medida parcialmente por científicos franceses. Considerando que la Tierra era una esfera perfecta, estimaron la distancia total y la dividieron entre 10 millones. Más tarde, después de descubrirse que la forma de la Tierra no es esférica, el metro se definió como la distancia entre dos líneas finas trazadas en una barra de aleación de platino e iridio, el metro patrón internacional, conservado en París. Después volvió a definirse a partir de la longitud de onda de la luz rojiza emitida por una fuente de criptón 86. Sin embargo, las medidas de la ciencia moderna requerían una precisión aún mayor, y en 1983 el metro se definió como la longitud del espacio recorrido por la luz en el vacío durante un intervalo de tiempo de 1/299.792.458 de segundo.
El metro se subdivide en:
EL METRO LINEAL PARA LONGITUDES. EL METRO CUADRADO PARA SUPERFICIES. EL LITRO, EL METRO CÚBICO PARA VOLÚMENES. EL GRAMO PARA PESO .
Para nosotros es mucho más fácil utilizar el sistema métrico decimal por que las unidades las cambiamos de diez en diez, ya sea 10, 100, 1000 veces mayores o menores según sea la unidad a la que se requiere de longitud, peso, volumen, etc. Para expresar cantidades mayores o menores, hay medidas secundarias, es decir múltiplos y submúltiplos, que siguiendo el sistema decimal son 10, 100, 1000, etc; veces mayores o menores que la unidad principal a la que se refieren.
Para expresar múltiplos decimales de las unidades del sistema métrico se emplea una serie de prefijos griegos, mientras que para expresar fracciones decimales se utilizan otros prefijos latinos.
Los múltiplos se forman anteponiendo a la unidad respectiva los prefijos griegos:
DECA: Que significa diez (Decámetros, 10 metros).HECTO: Que significa Cien (Hectolitro, 100 litros).KILO: Que significa Mil (Kilogramo, 1000 gramos).
Los submúltiplos se forman anteponiendo a la unidad respectiva los prefijos latinos:
DECI: Que significa Décima parte.CENTI: Que significa Centésima parte.MILI: Que significa Milésima parte.
.
4
SISTEMA INGLES.
El sistema ingles su principal medida es la yarda y se subdivide como sigue.
EL PIE PARA LONGITUDES . LA PULGADA CUADRADA PARA SUPERFICIES . EL PIE CUBICO PARA VOLUMEN . EL BARRIL PARA CAPACIDAD. LA LIBRA PARA PESO .
Partes de una pulgada en 16os, 8os y 4os.
1/16" 3/16" 5/16" 7/16" 9/16" 11/16" 13/16" 15/16" 1" 1/8" 1/4" 3/8" 1/2" 5/8" 3/4" 7/8" 1"
Conocimientos Básicos Del Sistema Métrico Decimal e Ingles.
A continuación se darán las equivalencias de un sistema a otro de algunas de las unidades más comunes que utilizamos.
SMD Sistema Métrico Decimal. Sistema Ingles.
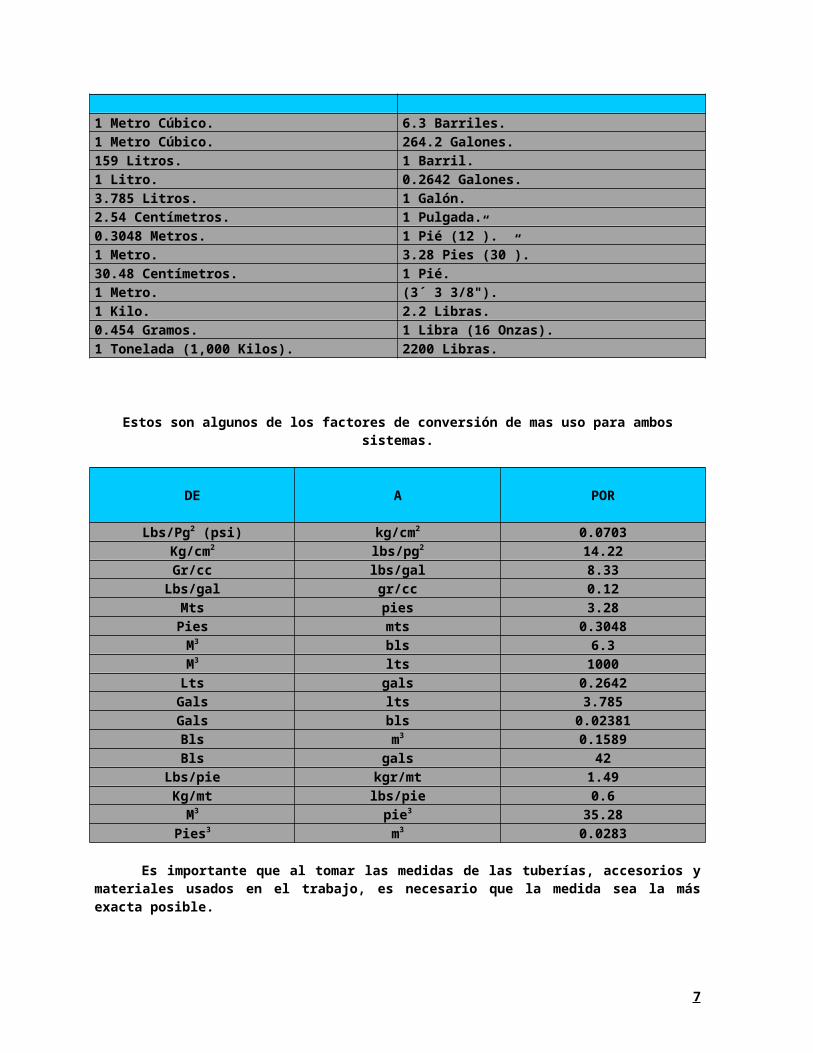
1 Metro Cúbico. 6.3 Barriles.1 Metro Cúbico. 264.2 Galones.159 Litros. 1 Barril.1 Litro. 0.2642 Galones.3.785 Litros. 1 Galón.2.54 Centímetros. 1 Pulgada.
5

0.3048 Metros. 1 Pié (12”).1 Metro. 3.28 Pies (30”).30.48 Centímetros. 1 Pié.1 Metro. (3´ 3 3/8").1 Kilo. 2.2 Libras.0.454 Gramos. 1 Libra (16 Onzas).1 Tonelada (1,000 Kilos). 2200 Libras.
Estos son algunos de los factores de conversión de mas uso para ambos sistemas.
DE A POR
Lbs/Pg2 (psi) kg/cm2 0.0703Kg/cm2 lbs/pg2 14.22Gr/cc lbs/gal 8.33
Lbs/gal gr/cc 0.12Mts pies 3.28Pies mts 0.3048M3 bls 6.3M3 lts 1000Lts gals 0.2642
Gals lts 3.785Gals bls 0.02381Bls m3 0.1589Bls gals 42
Lbs/pie kgr/mt 1.49Kg/mt lbs/pie 0.6
M3 pie3 35.28Pies3 m3 0.0283
Es importante que al tomar las medidas de las tuberías, accesorios y materiales usados en el trabajo, es necesario que la medida sea la más exacta posible.
6
CAPÍTULO II.
Conocimientos de Cuñas, Elevadores, Llaves De Fuerza Mecánicas E Hidráulicas, Estrobos y Eslingas.
SEGURIDAD EN EL MANEJO DE CUÑAS Y COLLARINES
FUNCION:
Las cuñas son piezas de metal ahusado con insertos (dados) u otros dispositivos de agarre que se emplean para sostener la tubería de perforación (T.P.)en la mesa rotaria y así evitar que se resbale o caiga dentro del pozo cuando se realiza una conexión o desconexión.
Las cuñas encajan alrededor de la tubería y se calzan al ahusamiento del buje maestro, la acción presionadora en el buje maestro cambia la dirección de la fuerza vertical (hacia abajo) ejercida por el peso de la sarta de perforación convirtiendo la fuerza vertical en fuerza lateral o transversal contra la tubería.
Existen diferentes tipos de cuñas:
Cuñas empleadas para Tubería de perforación (T.P.) Cuñas empleadas para Lastrabarrenas y/o Drill Collars y tuberías lavadoras. Cuñas empleadas en la instalación de las tuberías de revestimiento (T.R.) llamadas
comúnmente arañas (spider) las cuales a diferencia de las dos anteriores son mecánicas y/o neumáticas.Cabe señalar que las cuñas varían de tamaño y diámetro en función del tamaño y
diámetro de la tubería de perforación, Lastrabarrenas y tubería de revestimiento.
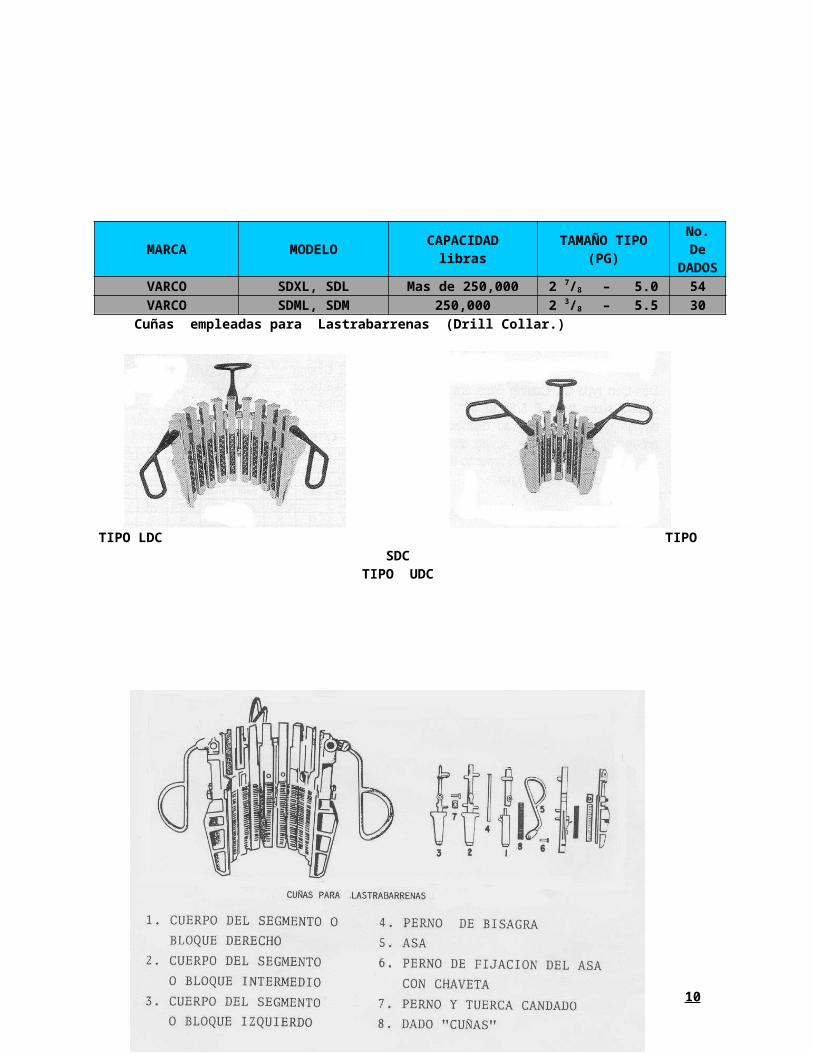
En las siguientes figuras se muestra los tipos mas comunes de cuñas para tubería de perforación T.P. así como una tabla con algunas de sus principales características.
MARCA MODELOCAPACIDAD
librasTAMAÑO TIPO
(PG)
No.De
DADOS
VARCO SDXL, SDL Mas de 250,000 2 7/8 – 5.0 54VARCO SDML, SDM 250,000 2 3/8 – 5.5 30
7

Cuñas empleadas para Lastrabarrenas (Drill Collar.)
TIPO LDC TIPO SDC
TIPO UDC
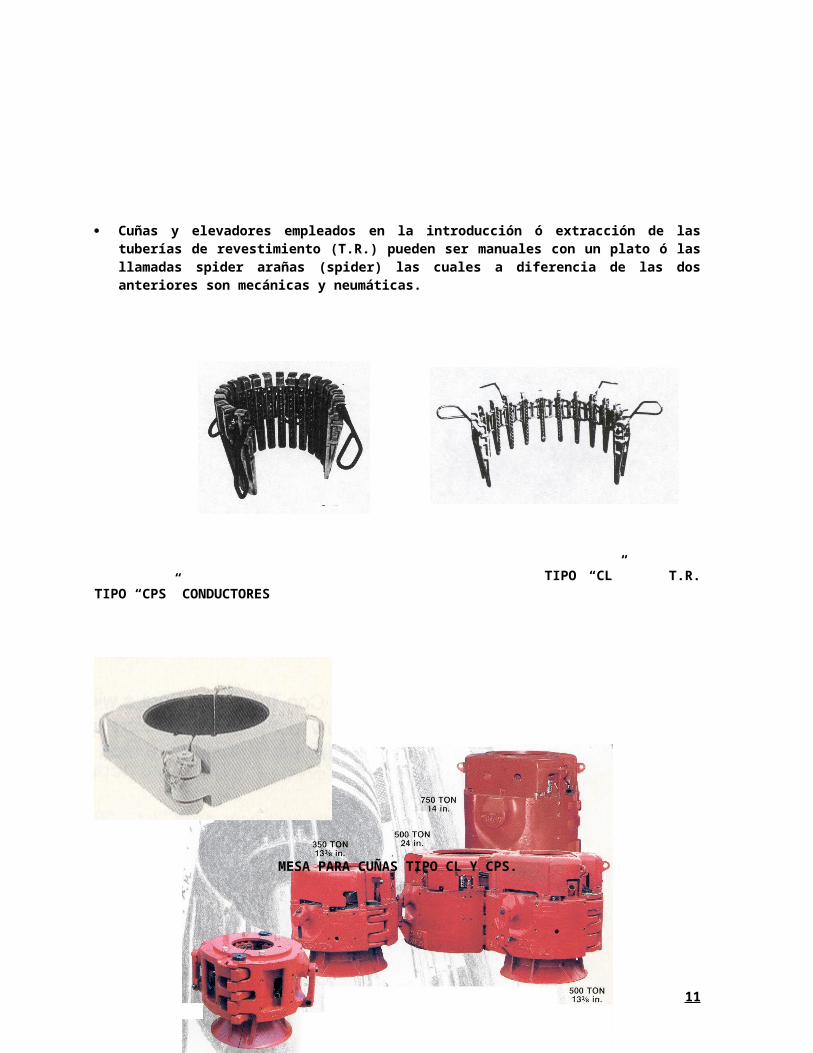
Cuñas y elevadores empleados en la introducción ó extracción de las tuberías de revestimiento (T.R.) pueden ser manuales con un plato ó las llamadas spider arañas (spider) las cuales a diferencia de las dos anteriores son mecánicas y neumáticas.
8

TIPO “CL” T.R. TIPO “CPS” CONDUCTORES
MESA PARA CUÑAS TIPO CL Y CPS.
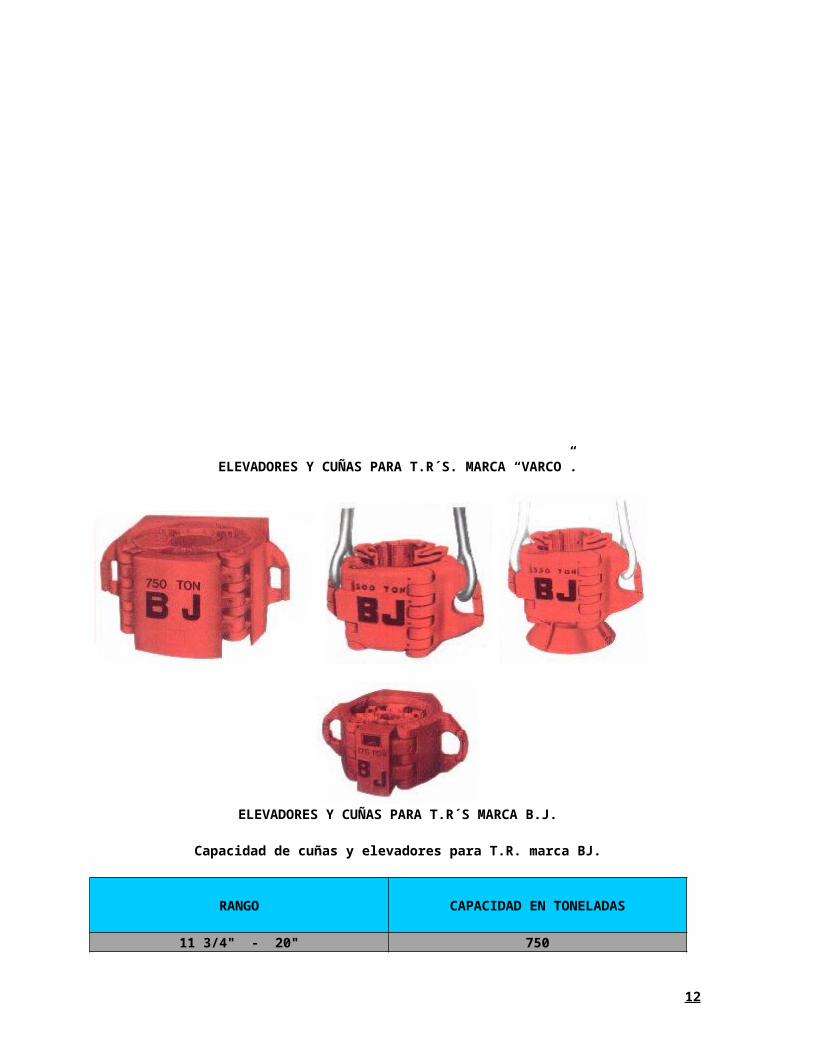
ELEVADORES Y CUÑAS PARA T.R´S. MARCA “VARCO”.
9
ELEVADORES Y CUÑAS PARA T.R´S MARCA B.J.
Capacidad de cuñas y elevadores para T.R. marca BJ.
RANGO CAPACIDAD EN TONELADAS
11 3/4" - 20" 7504 1/2" - 13 3/8" 5004 1/2" - 13 3/8" 3502 3/8" - 7 5/8" 175
Cabe señalar que las cuñas varían de tamaño y diámetro en función del tamaño y diámetro de la tubería de perforación, Lastrabarrenas y tubería de revestimiento.
COLLARINES
En el uso de las cuñas para Lastrabarrenas y tuberías lavadoras, es imprescindible utilizar collarines o grapas de seguridad, debido a que los Lastrabarrenas son totalmente lisos, no tienen cople y además son mas pesados que la mayoría de las T.P. Su función es asegurar que no haya un deslizamiento en el supuesto caso que fallara el sostén que ejercen las cuñas contra el buje maestro de la rotaria. El collarín o grapa se colocara 2 pulgadas arriba de las cuñas, e impedirá que la sarta se caiga al interior del pozo ocasionando lo que comúnmente llamamos “pez”.
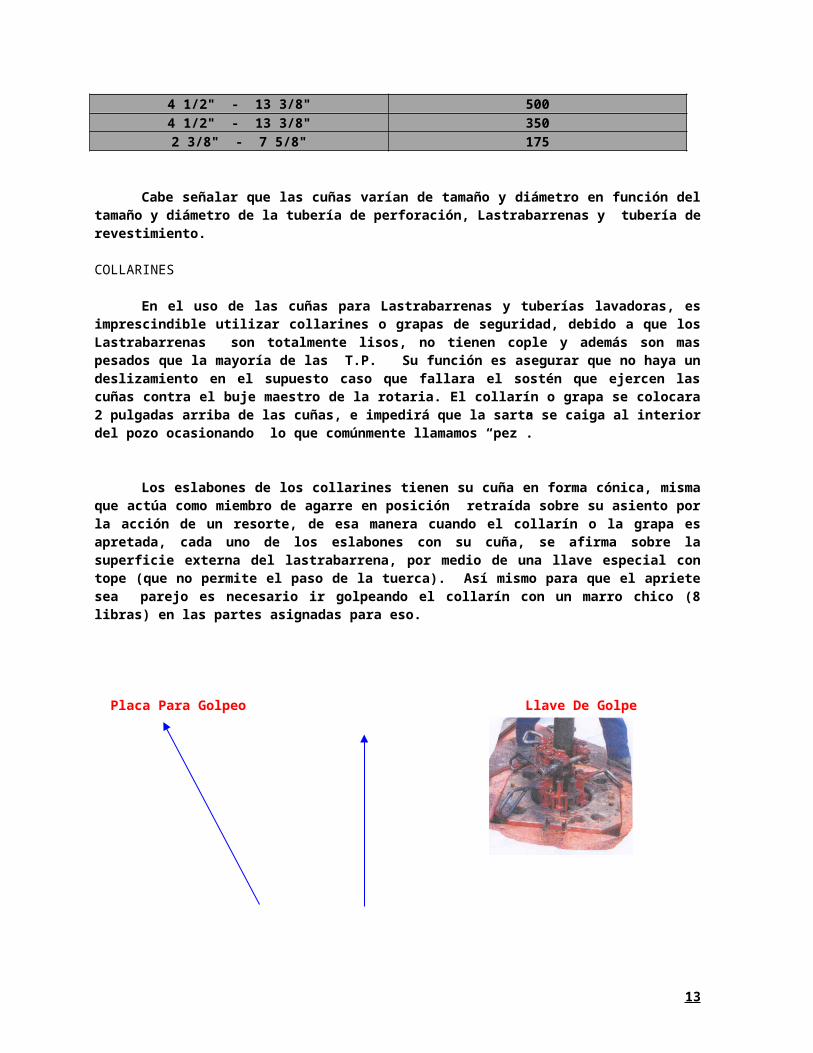
Los eslabones de los collarines tienen su cuña en forma cónica, misma que actúa como miembro de agarre en posición retraída sobre su asiento por la acción de un resorte, de esa manera cuando el collarín o la grapa es apretada, cada uno de los eslabones con su cuña, se afirma sobre la superficie externa del lastrabarrena, por medio de una llave especial con tope (que no permite el paso de la tuerca). Así mismo para que el apriete sea parejo es necesario ir golpeando el collarín con un marro chico (8 libras) en las partes asignadas para eso.
10
Placa Para Golpeo Llave De Golpe
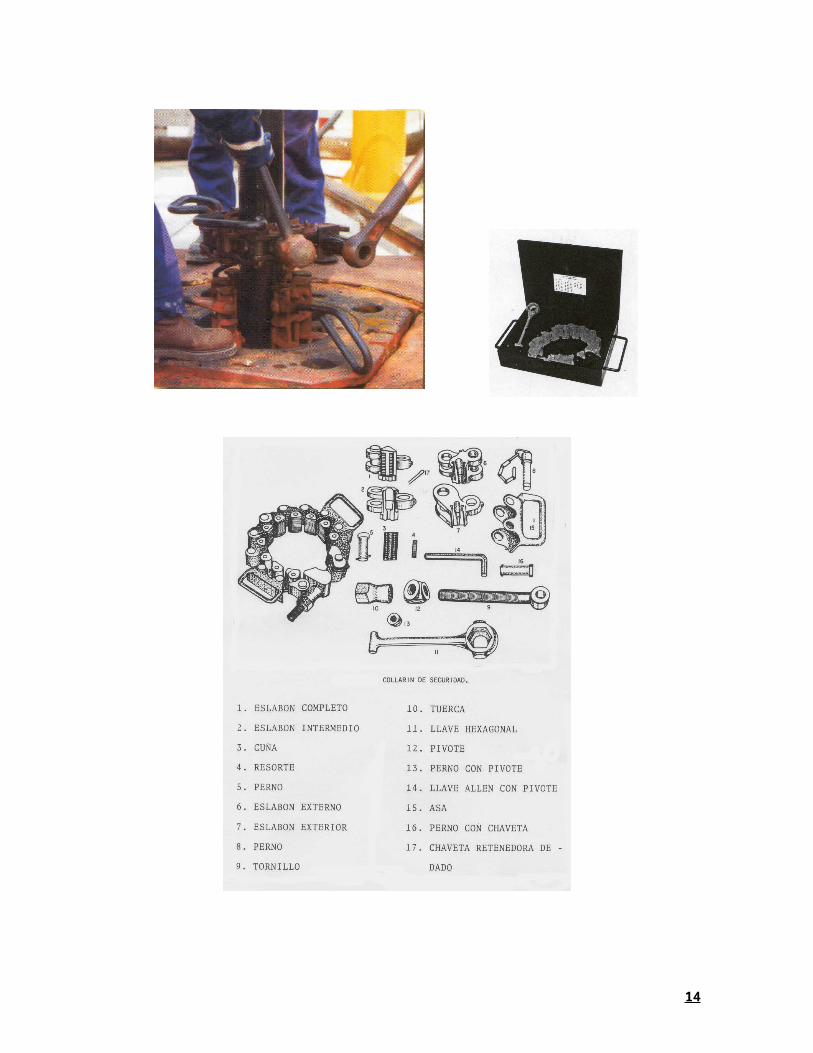
Partes de un collarín de seguridad para lastrabarrenas.
11
Estos collarines son también llamados collarines de seguridad, debido a que su función principal es la de asegurar que no exista un deslizamiento de la herramienta hacia el pozo.
Collarines de Arrastre.
Los collarines de arrastre, su función es muy similar a la de los elevadores y es la de sujetar la tubería de revestimiento de tal manera que puedan ser ascendidas o descendidas de la rampa de tuberías a el piso de perforación y a diferencia de los elevadores se sujetan con cables de acero y no con gafas o eslabones. En las plataformas de perforación los de mayor usó son dos tipos de collarines el TIPO "P" con rango de 4 1/2" a 10" y se diferencia por tener una conocidad a 5°. El TIPO "J" con rango de 2 3/8" a 16" por ser rectos.
TIPO "P" TIPO "J"
SECUENCIA DE PASOS Y RECOMENDACIONES AL UTILIZAR LAS CUÑAS Y COLLARINES
1. El perforador realiza una reunión con el personal operativo para dar instrucciones y tomar todas las precauciones de seguridad durante la operación. Normalmente cuando más se utilizan las cuñas es en una conexión y/o desconexión de T.P. al estar perforando o cuando realizan viajes a la zapata o a la superficie. Se recomienda que las reuniones se realicen cada cambio de turno y en cada cambio de guardia.
2. Se deben revisar periódicamente las cuñas, y collarines antes de meter o sacar tubería, revisar que los insertos (dados) estén en condiciones optimas de operación y limpios, teniendo especial cuidado en que cuente con los pasadores de seguridad en la parte superior del cuerpo de las cuñas, así como también cuente con los tornillos de sujeción y sostén de las asas y que estas no estén dobladas o rotas, que contenga su tornillo y tuerca de seguridad correspondientes para el caso y estén en condiciones optimas de operación.
12
5°
RECTO
SEGURO
3. En la extracción o introducción de las cuñas los tres ayudantes de piso, deben tener presente que en esta acción se deberá hacer de manera sincronizada, es decir los tres miembros de la cuadrilla deberán ejecutar la acción al mismo tiempo, para evitar el riesgo de daños lumbares o similares, el ayudante de piso que se designe será el encargado de engrasar periódicamente las cuñas y el buje para evitar pegamiento de las mismas al los bushingn´s.
13
4. Las cuñas para tubería de perforación deben ser mantenidas en buen estado y utilizadas solo con tuberías del diámetro que se este trabajando. Cuando las cuñas son demasiado pequeñas para la tubería no solo ocasionara deterioro a la tubería y a los filos de los dados, sino que también provocara el riesgo de que se suelte o se colapse el tubo. Cuando las cuñas son demasiado grandes no logran hacer contacto completo alrededor de la tubería provocando el riesgo de que esta se deslice y se vaya al fondo del pozo o que se suelte y se atoren las cuñas, tuberías y buje maestro provocando daños al equipo.
5. Al meter tubería no detenga el peso de la sarta bruscamente con las cuñas, ya que puede ocasionar una deformación permanente a la tubería y también a las mismas cuñas y bujes.
6. En cargas menores de 250,000 lbs. utilice cuñas que soporten dicho peso, pero para cargas mayores de 250,000 lbs. utilice cuñas extra largas, vigilando que los bujes de la rotaria tengan la suficiente longitud, con el propósito de que las cuñas trabajen a toda su extensión.
7. Al sacar tubería nunca deje las cuñas dentro del buje, ya que se dañan las juntas de la tubería rápidamente y se desgastan los dados.
8. Cuando se utilicen cuñas neumáticas verifique siempre que la presión de aire sea la correcta (120 lb/pg2 ) y que las mangueras conductoras del suministro de aire no contengan fugas y estén en buenas condiciones para evitar la ocurrencia de algún accidente operativo o personal.
9. Si al efectuar una reparación o mantenimiento a las cuñas neumáticas no libera la presión del aire, y desconecta las mangueras, se expone a sufrir un accidente ocasionado por la presión neumática, o por accionar los controles en un movimiento involuntario. Antes de efectuar una reparación o mantenimiento, libere la presión neumática o hidráulica para evitar un accidente si se acciona una perilla de operación accidentalmente.
14

Recomendaciones IADC para Cuñas
Los supervisores de equipo deben instruir al personal sobre el uso apropiado y mantenimiento de las cuñas.
Estos no deben ser modificados.
Las llaves, pernos, dados y cuerpos en las cuñas de tubería deben revisarse frecuentemente por desgaste.
El personal del equipo debe mantener sus manos y pies, así como las cadenas, soga, etc. Lejos de las manijas de las cuñas cuando están en movimiento.
Las cuñas deben colocarse apropiadamente cuando no están en uso.
Las manijas de las cuñas deben usarse para subirlos o bajarlos. Las manijas deben agarrarse con la palma hacia arriba.
Al menos dos empleados deben jalar las cuñas, usando técnicas de levantamiento apropiadas.
15
SEGURIDAD EN EL MANEJO DE LOS ELEVADORES
FUNCION:
Los elevadores son abrazaderas que sujetan firmemente la tubería ya sea de perforación (T.P.), de revestimiento (T.R.) o de producción (Linner), de tal manera que las tuberías puedan ser ascendidas o descendida dentro del pozo las veces que sea necesario dependiendo de la operación a realizar.
Los elevadores utilizados en la Industria Petrolera de Perforación están asegurados al block viajero o al Top Drive por medio de eslabones o gafas.
Existen diferentes tipos de elevadores según sea el diámetro, y tipo de tubería que se vaya a utilizar en el pozo, algunos de los mas comunes son :
Elevador tipo cuello de botella o de 18. Utilizados en la gran mayoría de la tubería de perforación (T.P.) debido a que tienen un ahusamiento en el cople del tubo.
TIPO “MG”
16

TIPO “MGG”
Capacidad en toneladas elevadores 18° marca BJ.
T.P. TIPO GG TIPO MGG TIPO RG TIPO MG TIPO LG
2 3/8" 175 150 100 402 7/8" 175 150 100 403 1/2" 175 150 100
3 1/2" FH y IF 2004" 225 175 100
4 1/2" FH y REG 225 175 1005" y 4 1/2" IF 350 - 500 200 100
5 1/2" 350 - 500 200
17
Elevador tipo plano o de 90. Utilizados en tuberías de perforación , portabarrenas y tuberías de producción de cople plano.
TIPO “MAA”
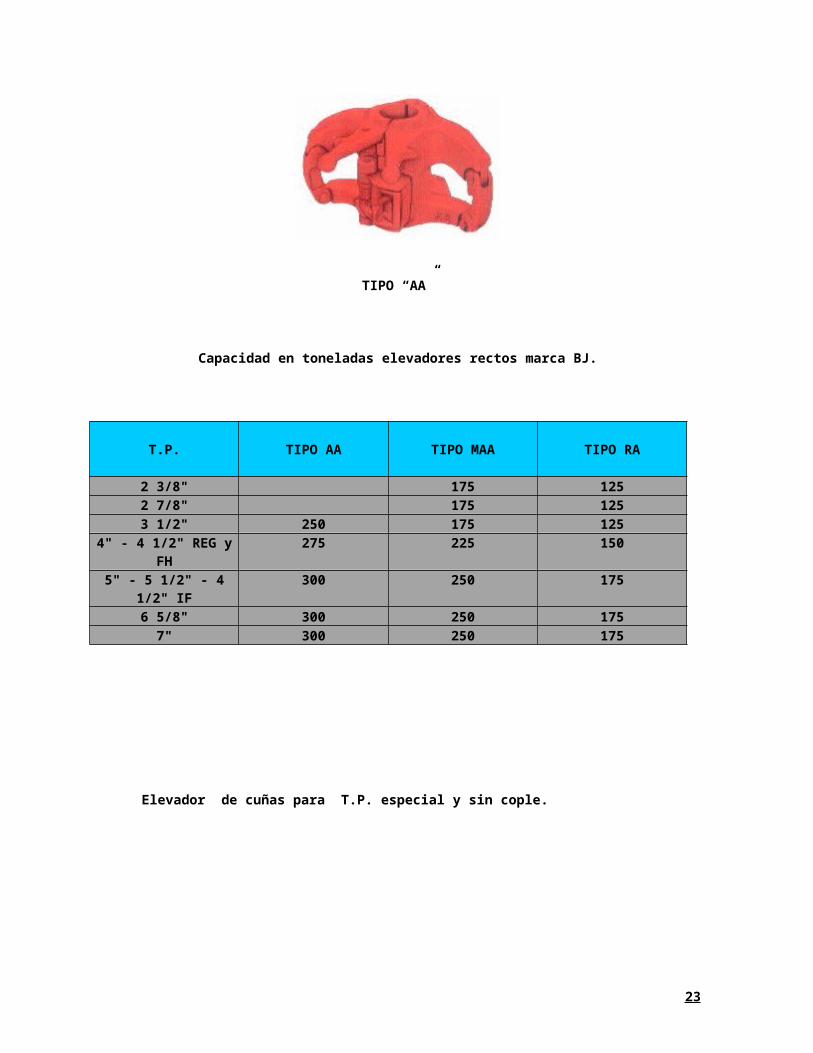
TIPO “AA”
Capacidad en toneladas elevadores rectos marca BJ.
T.P. TIPO AA TIPO MAA TIPO RA
2 3/8" 175 1252 7/8" 175 1253 1/2" 250 175 125
4" - 4 1/2" REG y FH 275 225 1505" - 5 1/2" - 4 1/2" IF 300 250 175
6 5/8" 300 250 1757" 300 250 175
18

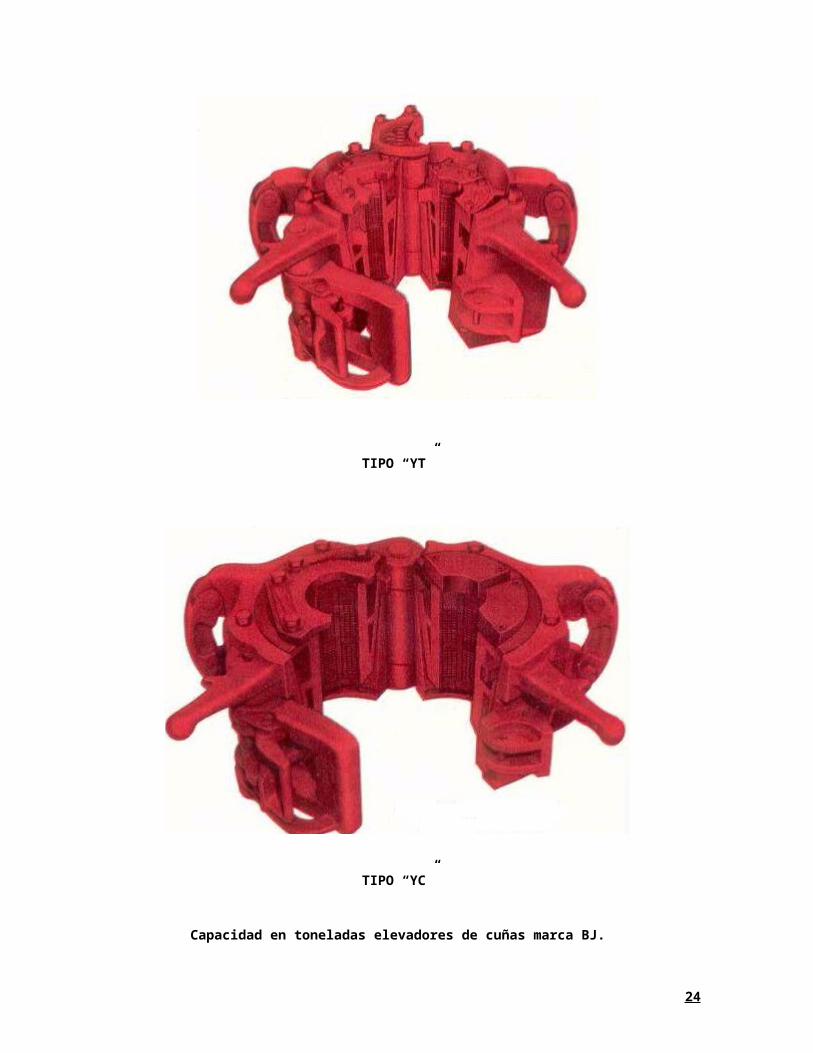
Elevador de cuñas para T.P. especial y sin cople.
TIPO “YT”
TIPO “YC”
19

Capacidad en toneladas elevadores de cuñas marca BJ.
TIPO RANGO CAPACIDAD
YC 4" - 7" 75YT 1.315" - 3 1/2" 75
MYT 1.315" - 2 7/8" 40LYT 1.050" – 2 1/16" 20
Estos dos últimos tipos de elevadores actualmente son utilizados en equipos de reparación de pozos y en la zona marina principalmente.
Cabe señalar que en los lastrabarrenas (DRIL COLLAR) hay dos sistemas de izaje que normalmente se utilizan uno es del elevador para D.C. con madrina de levante y otro al que hay que agregar al D.C. una madrina de levante.
Sustituto De Izaje ó Madrina”
20

Elevador de D.C. con madrina de levante.
21

Eslabones ó gafas.
Los eslabones del elevador, también llamados gafas, son generalmente las partes mas duraderas del equipo de perforación y no requieren mucho mantenimiento, sin embargo deben ser calibradas periódicamente para determinar el grado del desgaste sufrido. Los tornillos de las gafas que insertan al elevador con los eslabones de la polea viajera, y se deben instalar de la parte lateral a la parte frontal a modo de que las tuercas queden frente al chango, para que las revise visualmente en caso que estas se aflojen.
22
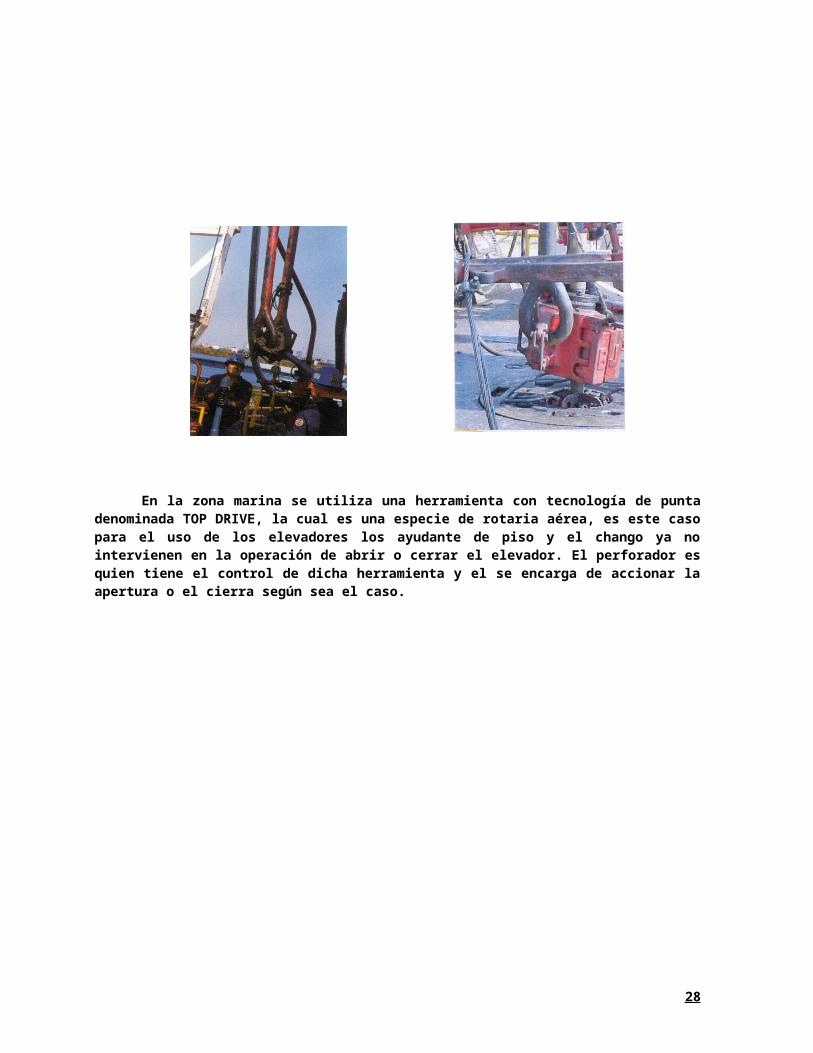
En la zona marina se utiliza una herramienta con tecnología de punta denominada TOP DRIVE, la cual es una especie de rotaria aérea, es este caso para el uso de los elevadores los ayudante de piso y el chango ya no intervienen en la operación de abrir o cerrar el elevador. El perforador es quien tiene el control de dicha herramienta y el se encarga de accionar la apertura o el cierra según sea el caso.
TOP DRIVE “BOWEN” TOP DRIVE “TESCO”
23
RECOMENDACIONES PRACTICAS.
1. El perforador realiza una reunión con el personal operativo para dar instrucciones y tomar todas las precauciones de seguridad durante la operación. Normalmente cuando más se utilizan los elevadores es en las conexiones y/o desconexiones de T.P. al estar perforando o cuando realizan viajes a la zapata o a la superficie. Se recomienda que las reuniones se realicen cada cambio de turno y cada cambio de guardia.
2. Los elevadores deben mantenerse limpios y bien lubricados para evitar la ocurrencia de accidentes, por mala operación del personal con el elevador. Sobre todo el pasador de la bisagra del elevador, la bisagra y el mecanismo del seguro.
24
.
3. Antes de utilizar un elevador se debe revisar del mecanismo del cerrojo, resorte y perno, que no tengan o presenten juego por desgaste, si se presenta esta situación no lo utilice para evitar ocasionar un accidente operativo o al personal. Además se deben de revisar los pernos de las orejas donde se engancha los elevadores, poniendo cuidado en la rosca y las tuercas que no estén flojas o dañadas.
25

CUELLO
PERNO
CANDADO
RESORTE TORNILLO O SEGUROS DE LAS OREJAS
4. Si el perno central que une las dos mitades del elevador presenta juego por desgaste
normal, se debe cambiar el elevador por otro en buenas condiciones, debido a que se corre el riesgo de que el elevador se abra al momento de levantar la tubería.
5. Los pernos de las orejas donde se enganchan los elevadores tienen que soportar mucho uso y abuso de trabajo, por lo que deberán reemplazarse de inmediato cuando se observen señales de desgaste que puedan provocar un riesgo al equipo o al personal.
6. Las tuercas que corresponden a estos pernos deberán estar aseguradas de algún modo (seguro, pasador con tuerca o chaveta) y además deben revisarse con regularidad.
Principales recomendaciones de IADC para Elevadores.
Los supervisores de equipo deben instruir al personal sobre el uso apropiado y mantenimiento de los elevadores.
Estos no deben ser modificados.
Los ganchos, pernos, y brazos elevadores deben inspeccionarse principalmente.
No deben usarse los elevadores para transportar personal.
Las cerraduras de los elevadores deben estar bien ajustadas y deben revisarse los pernos para asegurar que estén bien colocados.
Los elevadores no deben agarrarse en el área de los ojos de orificio.
Solo deben usarse los cuernos o manerales del elevador a una altura mayor de 18" en los eslabones del elevador para controlarlo.
26

SEGURIDAD EN EL MANEJO DE LAS LLAVES DE FUERZA
FUNCION:
En la industria petrolera de perforación se utilizan llaves de fuerza mecánica y llaves hidráulicas o neumáticas. Estas se usan constantemente junto con las cuñas y los elevadores en la gran mayoría de las maniobras de conexión y/o desconexión de tubería de perforación (T.P.) cuando se esta perforando, así también cuando realizan viajes a la zapata o a la superficie. La función principal de estas llaves es el de apretar o desenroscar la tubería (T.P.) que se utiliza en las distintas etapas de perforación de un pozo.
Dentro de las llaves de fuerza mecánicas existen diferentes tipos de los cuales se muestra una tabla con las características principales de cada una de ellas, así como sus partes principales.
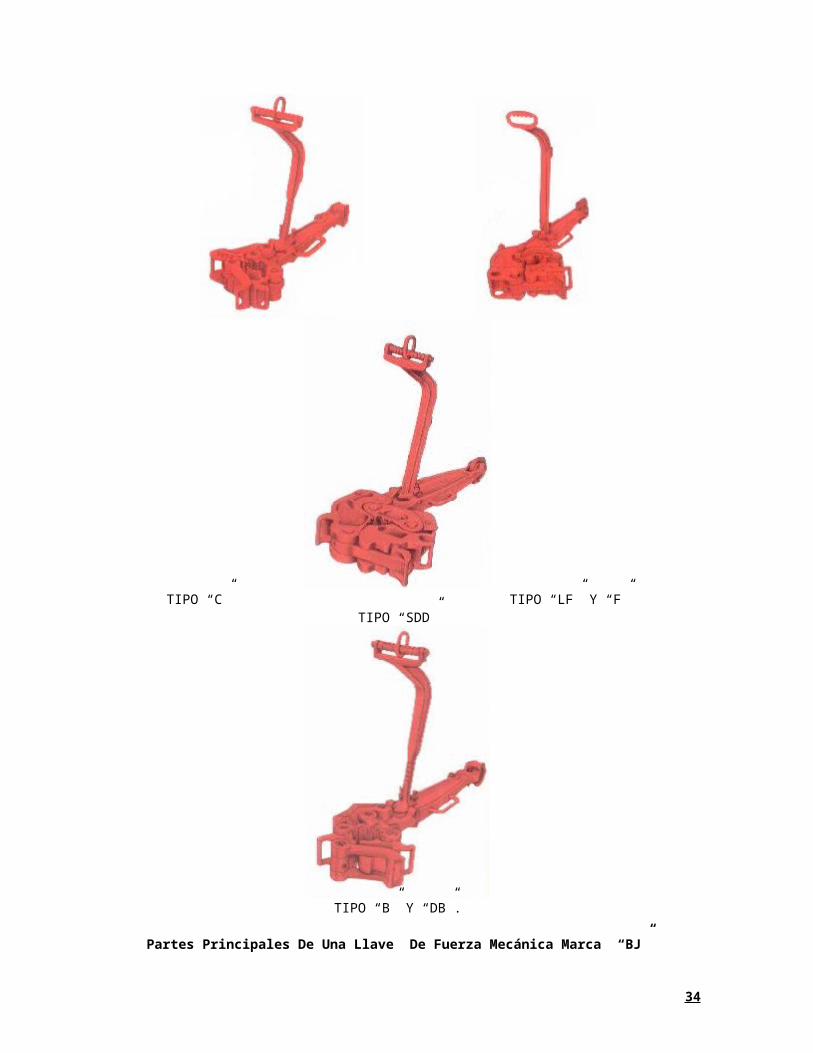
TIPO “C” TIPO “LF” Y “F” TIPO “SDD”
TIPO “B” Y “DB”.
Partes Principales De Una Llave De Fuerza Mecánica Marca “BJ”
27
RANGO TIPO SDD TIPO DB TIPO B TIPO C TIPO F TIPO LF
4" - 15 3/4" 100,00016" - 17" 60,000
3 1/2" - 11 1/4" 65,00011 1/2 - 17" 40,000
3 1/2" - 6 3/4" 55,0007" - 13 3/8" 30,00013 3/8" - 25" 25,000
2 3/8" - 10 3/4"" 35,0002 3/8" - 10 3/4" 25,000
2 3/8" - 7" 16,000
Nota : Las llaves mas utilizadas en perforación son las DB y las tipo SDD por su gran capacidad.
28

RECOMENDACIONES EN LA INSTALACION DE LAS LLAVES
Instale las llaves de fuerza de acuerdo a las especificaciones del fabricante
Utilice cable de acero flexible de 9/16” para colgar las llaves (considerando el factor de seguridad 5).
Instale las poleas lubricadas en los lugares correspondientes para proporcionar suavidad al mover las llaves.
Utilice grillete en la unión del cable de sostén a la llave de fuerza y al barril de contrapeso, por seguridad y facilidad.
En los ojos de los extremos de los cables que sostienen a las llaves instale guardacabos para proteger dichos ojos y al personal que labora.
Después de efectuar un corte en el cable, amarre los extremos del cable que ha sido cortado para evitar que se desentorche.
Al instalar el cable de seguridad a la llave, su longitud deberá formar un ángulo recto (90) con la propia llave.
Ancle el cable de seguridad (salvavidas) a una base segura independiente de la torre con su respectivo grillete.
Asegúrese además que la línea no friccione contra un borde filoso de la estructura para evitar que se dañe o se corte.
El diámetro del cable de seguridad aconsejado es de ¾” para equipos de reparación y de 1” para equipos de perforación.
Mediante las tuercas en la parte superior e inferior, nivele la llave para evitar la mala sujeción de la misma a las juntas por manejar.
MEDIDAS DE CABLE DE ACERO TIPO BOA 6 X 19
DIAMETROPg
MEDIDAMm
RESISTENCIA A LA RUPTURA
TONELADAS9 /16” 0.870 13.485 / 8” 1.080 16.673 / 4” 1.540 23.757 /8” 2.100 32.13
RECOMENDACIONES DE SEGURIDAD EN SU OPERACION
1. Inspeccione las llaves antes de utilizarla sobretodo dados, cables, quijadas, extensiones, pernos, resortes, etc.
2. Las llaves deben de estar bien niveladas, limpias, lubricadas y engrasadas.
3. Los dados no deben de estar gastados en su cuerpo de ataque, además estos deben de tener su seguro y chaveta para evitar que estas caigan en el pozo.
4. Los cables de jalón y los cables salvavidas se deberán cambiar en el momento que presentan deterioro, o a la mínima advertencia de falla del cable en los alambres.
5. Instale las quijadas de las llaves en las respectivas áreas de contacto en la junta de la tubería o sustituto de enlace.
29
6. Se requiere un juego de llaves para conectar y desconectar la tubería y se les conoce según el modo en que son utilizadas y el funcionamiento de cada una.
7. Cuando se emplean para hacer una conexión mientras se esta metiendo la tubería en el pozo, la llave que queda a la derecha del perforador se le denomina de enrosque o apriete y a la llave de la izquierda se le denomina de contrafuerza o aguante. Esta ultima es la que impide que la tubería gire.
8. Cuando se esta sacando la tubería del pozo, la llave de la izquierda es la de desenrosque o de aflojar (quebrar). Las quijadas de las llaves se pueden graduar al tamaño preciso de la tubería o lastrabarrenas y/o Drill Collars que se estén manejando, cambiando o añadiendo segmentos, según sea necesario.
9. Si va a generar torque severo, primero afiance las llaves de fuerza y después retírese para aplicar la tensión requerida al cable.
30

10. Cuando las llaves no están en uso, estas deben quedar aseguradas o retiradas fuera del área de trabajo.
11. Mantenga orden y limpieza en el piso de trabajo para evitar tropezones y resbalones.
LLAVE DE TORQUE HIDRAULICA VARCO TW-60
31

Debido a las condiciones riesgosas en el piso de trabajo creadas por el uso de llaves manuales, falla de cables, la acción de látigo de una llave que es accionada con torsión, o el retroceso de la llave al quebrar la junta, se añade la utilización de una llave hidráulica de diseño compacto. La operación de apretar y quebrar se hace mas simple debido a su potencia hidráulica que se aplica en uniones de tubería de perforación y lastrabarrenas ( de 4 a 8 pulgadas). El torque es variado y se preajusta al valor requerido. Tiene cuerpo de agarre superior e inferior y un sistema de control de posición vertical el cual permite subir y bajar hasta el lugar donde se encuentre la junta. La llave TW 60 se puede inclinar y dar rotación al piñón de la junta hasta 34 para producir el torque deseado.
Tiene 6 pies (1.83 m) de movimiento vertical, así que puede localizar la altura exacta de la junta. Esta llave esta diseñada ergonomicamente con todos los controles en la parte frontal de la herramienta.
PESO. 1.450 Kg. PRESION HIDRAULICA 2,000 lb/pg2. REQUERIMIENTOS DE FLUJO 30-35 GPM TORQUE DE APRIETE 63,000 pie/lb. TORQUE DE QUEBRAR 75,000 pie/lb MAXIMO.
Cuenta además con dos torquimetros, sistema de posicionamiento vertical, de 1.83 m y se ensambla y corre en retroceso o posicionamiento horizontal de la llave, hasta 2.87 m máximo
Especificaciones Técnicas
32
LLAVE VARCO TW-60 Medidas en el
Sistema Ingles
Medidas en el
Sistema Métrico Decimal
Peso (con colgador) 2,250 lbs 1,219 Kg
Tamaños (diámetros de junta de Tubería)
4 a 8 pg 101 a 203 mm
Torsión de Enrosque 63,000 lb/pie 83,428 N.m.
Torsión de desenrosque 75,000 lb/pie 101,700 N.m.
Presión normal de operación 2,000 lb/pg2 13.79 M Pa
Requisitos de potencia Hidráulica
38-45 GPM a 1,500 a 1,500 lb/pg2 8.6 a 10.2 m3/hr a 10.33 M Pa
Sistema de centro cerrado 5-15 GPM de 1,500 a 2,000lb/pg2
A 3.3 m3/hr de 10.33 a 13.79 M Pa
Carrera (desplazamiento vertical)
72 pg 1.83 m
Velocidad de desplazamiento 2 pg/seg 50 mm/seg
D U R A C I O N D E L C I C L O A 4 0 G P M
Con ambas quijadas Máximo de 2.5 seg
Con la quijada de arriba Máximo de 1.25 seg
Con torsión de 34( grados) Máximo de 2.0 seg
33
SECUENCIA DE OPERACIÓN SACANDO TUBERÍA
1) Empuje la llave contra la junta de la tubería y cierre ambas compuertas.2) Gradúe la altura conforme sea necesario para que la junta quede centrada entre los
cuerpos superior e inferior.3) Jale la palanca de AGARRE INFERIOR para aprisionar la caja.4) Jale la palanca de TORSION y manténgala en esa posición hasta que el cuerpo superior
deje de girar.5) Jale la palanca de AGARRE SUPERIOR para aprisionar el piñón.6) Empuje la palanca de TORSION y manténgala oprimida hasta que el cuerpo superior deje
de girar.7) Empuje la palanca de AGARRE SUPERIOR para soltar el piñón.(tal vez necesite mas torsión
a la izquierda antes de desenroscar. Repita los pasos de 4 al 7 conforme se necesite para facilitar el desenrosque).
8) Desenrosque el piñón y estibe el tramo de tubería.9) Empuje la palanca de AGARRE INFERIOR para soltar la caja.10) Abra las compuertas y retire la llave.
SECUENCIA DE OPERACIÓN METIENDO TUBERÍA
1) Alineé las dos mitades del cuerpo, empuje la TW 60 contra la junta de tubería y cierre la compuerta inferior.
2) Sitúe la TW 60 a la altura debida, para que el tope de la caja quede centrado entre las quijadas de sujeción de arriba y abajo.
3) Mantenga la compuerta superior abierta y enchufe en la caja el piñón del tramo que se va a añadir a la sarta.
4) Cierre la compuerta superior.5) Una vez que se enrosca el nueve tramo, jale las palancas marcadas CLAM TOP (SUJETAR
ARRIBA) y CLAM BTM (SUJETAR ABAJO).
34

6) Jale hacia fuera la palanca TORSION y manténgala sujeta hasta que se alcáncela tensión prefijada. Verifique la lectura en el indicador de torsión.
7) Empuje la palanca de SUJETAR ARRIBA para soltar el piñón.8) Empuje la palanca TORSION y manténgala oprimida hasta que el cuerpo de arriba quede en
posición central.9) Empuje la palanca de SUJETAR ABAJO para soltar la caja.10) Abra ambas compuertas y aparte la TW 60.
Recomendaciones IADC para Llaves de fuerza
Los supervisores deben de instruir al personal sobre el uso adecuado de las llaves de fuerza.
Las llaves de aguante y apriete deben estar provistas con líneas de suficiente diámetro. Se deben instalar y utilizar líneas de aguante como política de la compañía. Deben colocarse etiquetas de inspección.
El contrapeso de la llave y sus partes deben sujetarse y localizarse de tal manera que no caigan sobre algún miembro de la cuadrilla o lo golpeen.
Los pesos de las herramientas, protectores de tubos, etc., no deben agregarse a los pesos de los contrapesos.
Los dados de las llaves deben mantenerse adecuadamente. Las llaves deben estar provistas con dados afilados en todo momento y deben estar
correctamente insertados en las ranuras. Deben proveerse los medios apropiados para asegurar las llaves en las embarcaciones
para transporte y prevenir su movimiento durante mal tiempo. La mesa rotaria no debe usarse para quebrar o enroscar tubería. Se deben usar dos llaves
para ambas operaciones. Cuando se necesita de un jalado excesivo para quebrar una unión, todos los miembros de
la cuadrilla que estén en el piso deben alejarse de la mesa rotaria y del camino de las pinzas antes de que se aplique el torque.
Los empleados no deben pararse entre las llaves de la tubería mientras el perforador está quebrando o enroscando los lastrabarrenas o tuberías.
Todos los pernos usados para asegurar las cadenas deben mantenerse en su lugar con pasadores de seguridad.
Las llaves de potencia hidráulica deben ser operadas solo por el personal designado. Se debe utilizar el procedimiento de cierre y etiquetado cuando se utilicen dichas llaves.
35

SEGURIDAD EN EL MANEJO DE ESTROBOS Y ESLINGAS
DEFINICIONES :
CUERDAS DE ALAMBRE: Las mayoría de las cuerdas de alambre utilizados en la perforación tienen 6 hilos exteriores situados envolviendo el centro de cada cuerda de alambre(Alma), este centro actúa como apoyo para los hilos exteriores. Los hilos exteriores proveen la mayoría de la fuerza en la cuerda corrida, o en el cable de sostén. Los hilos pueden tener 7 alambres en cada hilo a mas de 37, dependiendo de las características requeridas tales como resistencia a la abrasión o flexibilidad. Los alambres, hilos y centros actúan como partes independientes en movimiento, ajustándose a las cargas y a las bandas de acuerdo a como la cuerda de alambre trabaje.
Criterios De Inspección Para Cuerdas De Alambre Corredizas
La inspección visual de las cuerdas corredizas es el método primario, para garantizar una operación segura.
Rompimiento de alambres: 6 alambres rotos en un ramal de cuerda o 3 alambres rotos en un hilo en un ramal de cuerda.
Corrosión: moho resultante por la oxidación del acero Enroscamientos : distorsión permanente en el alambre y en los hilos. Abrasión: ocurre normalmente sobre los alambres exteriores durante las operaciones a la
que esta expuesto el alambre (rondanas, tambores), una roldana dañada acelera la abrasión y causara que el alambre o la cuerda se vuelva insegura.
Aplastamiento: Este es causado por el mal encarretamiento sobre los tambores o cargando la cuerda de alambre mas allá de la capacidad especificada.
Reducción de diámetro: una reducción del diámetro en la cuerda de alambre puede significar que el centro o el alma esta quebrada y no podrá soportar mas a los hilos exteriores. Esta condición es muy peligrosa y puede dar como resultado una falla de la cuerda del alambre.
Todos estos factores individualmente pueden resultar en el removimiento de la cuerda de alambre de servicio. La combinación de todas las condiciones arriba mencionadas impactan severamente en el debilitamiento de la fortaleza de la cuerda de alambre y puede causar una falla de la cuerda de alambre.
Se entiende por Estrobo o cable de sostén de acero a las herramienta para levantamiento o cualquier cuerda utilizada para levantar materiales. Existen de diferentes medidas dependiendo del numero de Torones y numero de alambres en cada Toron. Por ejemplo un Estrobo de 6 x 19 comprende 6 Torones de 19 alambres cada uno y un alma.
Alma: el alma de un cable es la parte central sobre la cual se asientan los elementos de carga o Torones, básicamente existen dos tipos: almas de fibra y almas de acero.
36

Cable Con Alma De Acero Cable Con Alma De Fibra
La vida útil de los estorbos depende del uso o manejo adecuado, el mantenimiento, la aplicación del factor de seguridad. La capacidad de los estrobos es la cantidad máxima de carga a levantar según el diámetro de los estrobos, pero utilizando el factor de seguridad.El diámetro de los estrobos se define como el diámetro del circulo que circunscribe a todos los Torones.
Las medidas mas comunes o de mayor uso de los estrobos en diámetro son: ¼, 3/8, ½, 5/8, ¾ , 7/8, 1”, 1 1/8”, 1 ¼”, y 1 ½”.
Los estrobos se miden longitudinalmente en pies, siendo los mas comunes 5, 10 ,20 ,30, 40, 50, etc. Pies.No importando su longitud el peso que soportan es igual de acuerdo al diámetro.
Los estrobos pueden ser de un solo brazo o ramal con alma de acero o alma de fibra con los extremos de los mismos de acuerdo a 5 tipos clasificados principalmente, hasta estrobos de cuatro brazos con extremos unidos a argolla con rozadera y 5 tipos de clasificación.
Estrobo De Un Solo Brazo
Tipos De Extremos Para Estrobos De Un Brazo
37

Diferentes Tipos De Posiciones En Los Estrobos
RECTO LAZADA CANASTA CANASTA CANASTA CANASTA CANASTA CANASTA CANASTA O O O EN A A A A A VERTICAL ENGANCH. SESTO ANGULO 30 60 90 120 150
FACTOR DE SEGURIDAD:
El factor de seguridad es la relación que existe entre la resistencia real de un cable y la carga con que se trabaja.
Se considera que para usos generales deberá trabajarse con un factor de seguridad de 5 a 1.
Para casos de transporte de personal el factor de seguridad deberá ser entre 8 y 12 a 1.
Para transporte de metales fundidos se considera de 10 a 1 y para cables estáticos o estructurales entre 3 y 4 a 1.
Entre mayor sea el factor de seguridad, el cable trabajara mas descansado y por lo tanto su vida útil se prolongara y las condiciones de trabajo serán mas seguras.
Ejemplo : un cable de 6 x 19, con alma de acero arado mejorado tipo BOA, con un diámetro de 1”, su punto de ruptura es de 41.71 toneladas, aplicándole el factor de seguridad de 5 a 1 la carga recomendable es de 8.342 toneladas.
A continuación se muestran algunas tablas con las principales características y tipos de estrobos
DIAMETRO DEL CABLEPULGADAS.
TONELADAS RECOMENDADAS O CON FACTOR DE SEGURIDAD
CARGA A RUPTURA O PESO LIMITE
¼ 0.548 2.7403/8 1.216 6.08½ 2.136 10.685/8 3.334 16.67¾ 4.750 23.757/8 6.426 32.131” 8.342 41.71
1 1/8 10.498 52.491 ¼ 12.894 64.471 ½ 18.360 91.801 5/8 21.354 106.771 ¾ 24.748 123.741 7/8 28.140 140.702” 31.932 159.66
NOTA: Carga a ruptura o peso limite es el mayor peso posible que puede sostener un estrobo y que lo expone a reventarse.
38
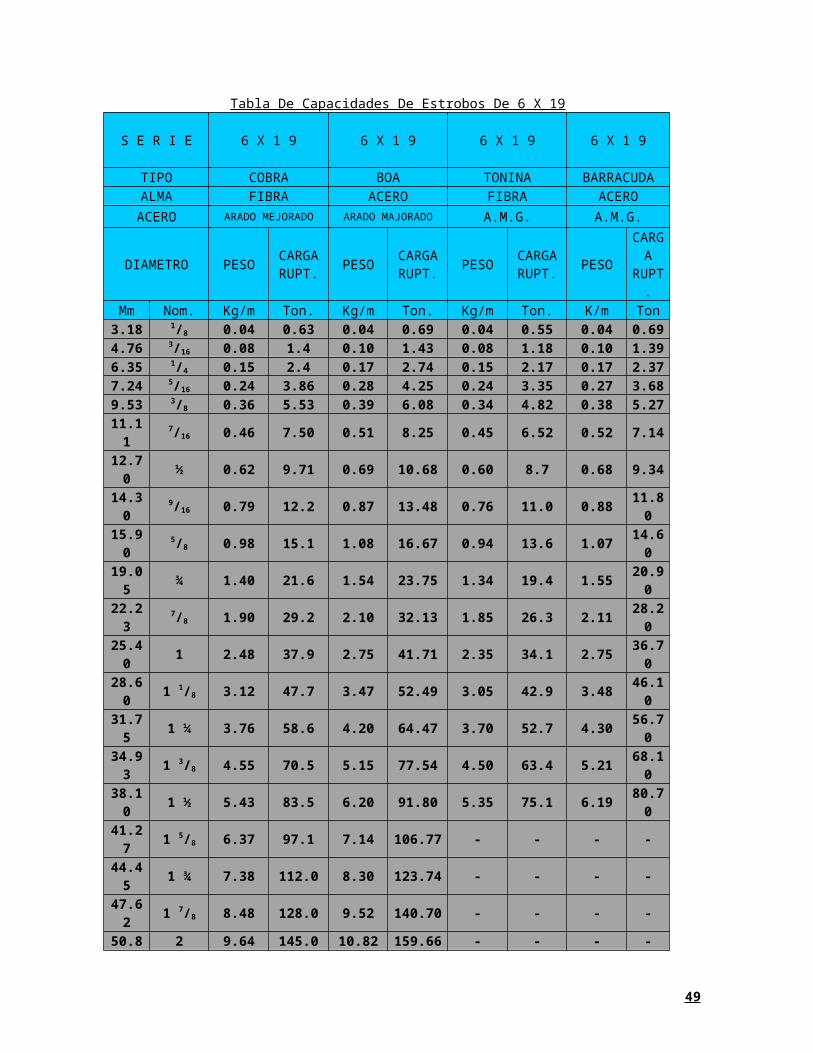
Tabla De Capacidades De Estrobos De 6 X 19
S E R I E 6 X 1 9 6 X 1 9 6 X 1 9 6 X 1 9
TIPO COBRA BOA TONINA BARRACUDAALMA FIBRA ACERO FIBRA ACERO
ACERO ARADO MEJORADO ARADO MAJORADO A.M.G. A.M.G.
DIAMETRO PESOCARGARUPT.
PESOCARGARUPT.
PESOCARGARUPT.
PESO
CARGA
RUPT.
Mm Nom. Kg/m Ton. Kg/m Ton. Kg/m Ton. K/m Ton3.18 1/8 0.04 0.63 0.04 0.69 0.04 0.55 0.04 0.694.76 3/16 0.08 1.4 0.10 1.43 0.08 1.18 0.10 1.396.35 1/4 0.15 2.4 0.17 2.74 0.15 2.17 0.17 2.377.24 5/16 0.24 3.86 0.28 4.25 0.24 3.35 0.27 3.689.53 3/8 0.36 5.53 0.39 6.08 0.34 4.82 0.38 5.2711.11 7/16 0.46 7.50 0.51 8.25 0.45 6.52 0.52 7.1412.70 ½ 0.62 9.71 0.69 10.68 0.60 8.7 0.68 9.3414.30 9/16 0.79 12.2 0.87 13.48 0.76 11.0 0.88 11.8015.90 5/8 0.98 15.1 1.08 16.67 0.94 13.6 1.07 14.6019.05 ¾ 1.40 21.6 1.54 23.75 1.34 19.4 1.55 20.9022.23 7/8 1.90 29.2 2.10 32.13 1.85 26.3 2.11 28.2025.40 1 2.48 37.9 2.75 41.71 2.35 34.1 2.75 36.7028.60 1 1/8 3.12 47.7 3.47 52.49 3.05 42.9 3.48 46.1031.75 1 ¼ 3.76 58.6 4.20 64.47 3.70 52.7 4.30 56.7034.93 1 3/8 4.55 70.5 5.15 77.54 4.50 63.4 5.21 68.1038.10 1 ½ 5.43 83.5 6.20 91.80 5.35 75.1 6.19 80.7041.27 1 5/8 6.37 97.1 7.14 106.77 - - - -44.45 1 ¾ 7.38 112.0 8.30 123.74 - - - -47.62 1 7/8 8.48 128.0 9.52 140.70 - - - -50.80 2 9.64 145.0 10.82 159.66 - - - -
NOTA : A.M.G. = ARADO MEJORADO GALVANIZADO
39
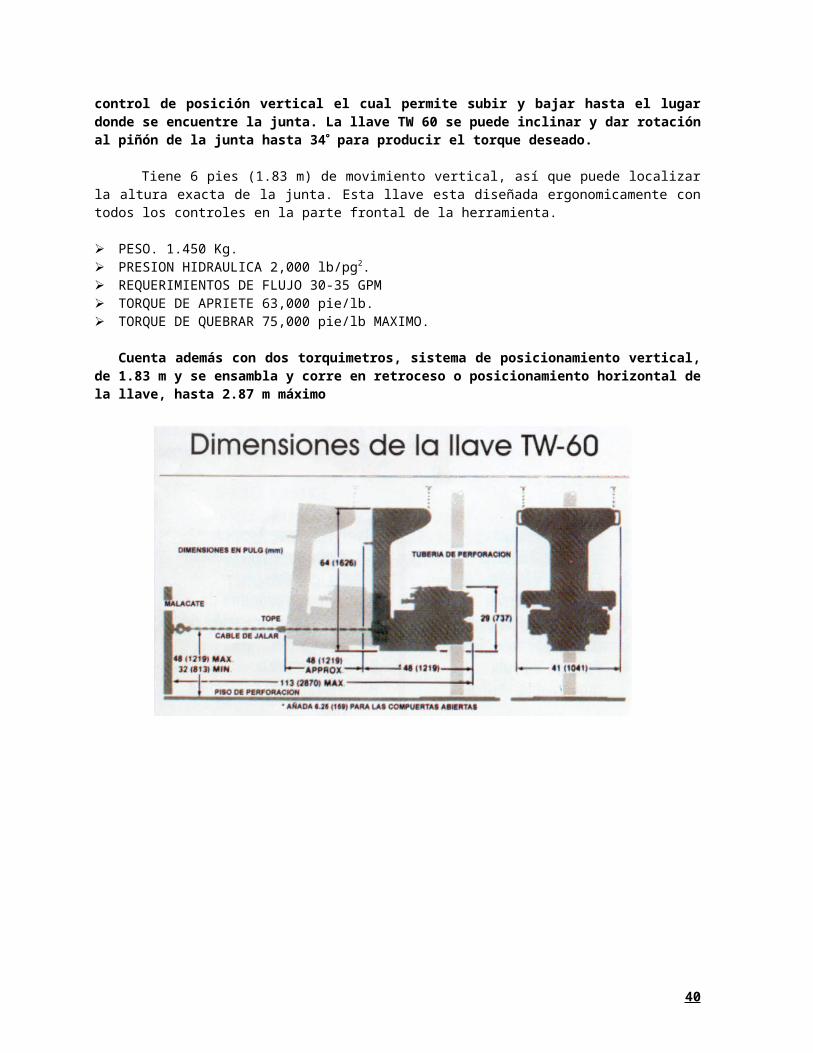
Tabla De Capacidad De Estrobos 6 X 37S E R I E 6 X 3 7 6 X 3 7 6 X 3 7T I P O S U P E R F L E X C A S C A B E L A N G U L AA L M A F I B R A A C E R O F I B R A
A C E R OA R A D O
M E J O R A D OA R A D O
M E J O R A D O
A R A D OM E J O R A D O
G A L V A N I Z D O
D I A M E T R O P E S OC A R G AR U P T.
P E S OC A R G AR U P T.
P E S OC A R G AR U P T.
Mm Nom Kg/m Ton. Kg/m Ton. Kg/m Ton.6.35 ¼ 0.15 2.4 0.16 2.59 - -7.24 5/16 0.24 3.66 0.29 4.03 0.24 2.99.53 3/8 0.35 5.23 0.38 5.75 0.33 4.611.11 7/16 0.48 7.09 0.54 7.80 0.44 6.312.70 ½ 0.62 9.7 0.70 10.4 0.58 8.714.30 9/16 0.78 12.2 0.88 13.2 0.73 11.015.90 5/8 0.97 15.1 1.09 16.2 0.91 13.619.05 ¾ 1.38 21.6 1.57 23.2 1.30 19.421.23 7/8 1.90 29.2 2.15 31.4 1.77 26.325.40 1 2.47 37.9 2.78 40.7 2.30 34.128.60 1 1/8 3.12 47.7 3.54 51.3 2.90 42.931.75 1 ¼ 3.85 58.6 4.35 63.0 3.60 52.734.93 1 3/8 4.66 70.5 5.28 75.7 4.35 63.438.10 1 ½ 5.56 83.5 6.27 .89.7 5.20 75.141.27 1 5/8 6.42 97.1 7.37 104.0 6.10 87.444.45 1 ¾ 7.49 112.0 8.58 121.0 7.08 101.047.62 1 7/8 8.67 128.0 9.79 138.0 8.12 115.050.80 2 9.84 145.0 11.15 156.0 9.24 131.0
40
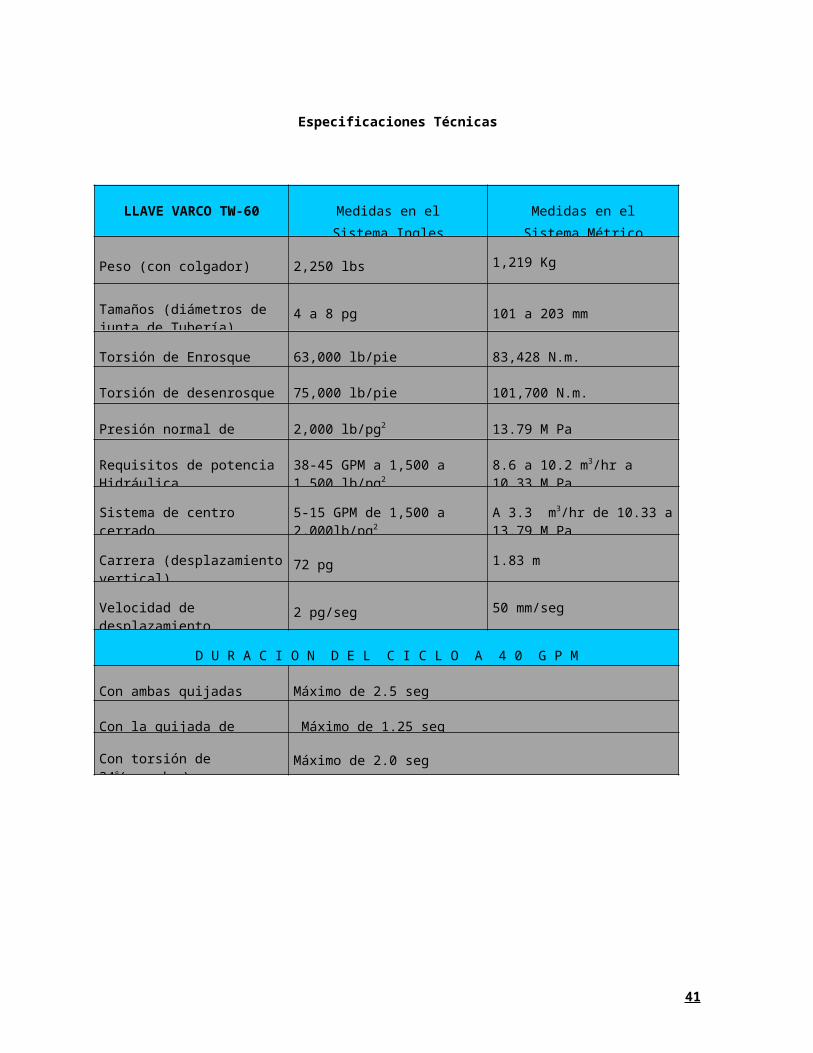
Tabla De Capacidad De Estrobos De Uno Y Dos Brazos
D I A M E T R OUN RAMAL DOS RAMALES
9090
CON UN LAZO
DOBLE 60 90 120
Nom. Mm Ton. Ton. Ton. Ton. Ton. Ton.1/8 3.18 0.13 0.09 0.25 0.22 0.18 0.133/16 4.76 0.28 0.21 0.56 0.48 0.40 0.30¼ 6.35 0.48 0.36 0.96 0.83 0.69 0.41
5/16 7.94 0.77 0.57 1.54 1.34 1.09 0.733/8 9.53 1.11 0.82 2.21 1.92 1.56 1.287/16 11.11 1.50 1.11 3.00 2.60 2.12 1.51½ 12.70 1.94 1.44 3.88 3.36 2.75 1.92
9/16 14.30 2.44 1.81 4.68 4.23 3.45 2.435/8 15.90 3.02 2.23 6.04 5.23 4.27 3.01¾ 19.05 4.32 3.20 8.64 7.48 6.11 4.377/8 22.23 5.84 4.32 11.68 10.11 8.26 5.831 25.40 7.58 5.61 15.16 13.13 10.72 7.54
1 1/8 28.50 9.54 7.06 19.08 16.52 13.49 9.511 ¼ 31.75 11.72 8.67 23.44 20.30 16.57 11.751 3/8 34.93 14.10 10.43 28.20 24.42 19.94 14.161 ½ 38.10 16.70 12.36 33.40 28.92 23.62 16.711 5/8 41.27 19.42 14.37 38.84 33.64 27.46 19.431 ¾ 44.45 22.40 16.58 44.80 38.80 31.68 22.421 7/8 47.62 25.60 18.94 51.20 44.34 36.20 25.68
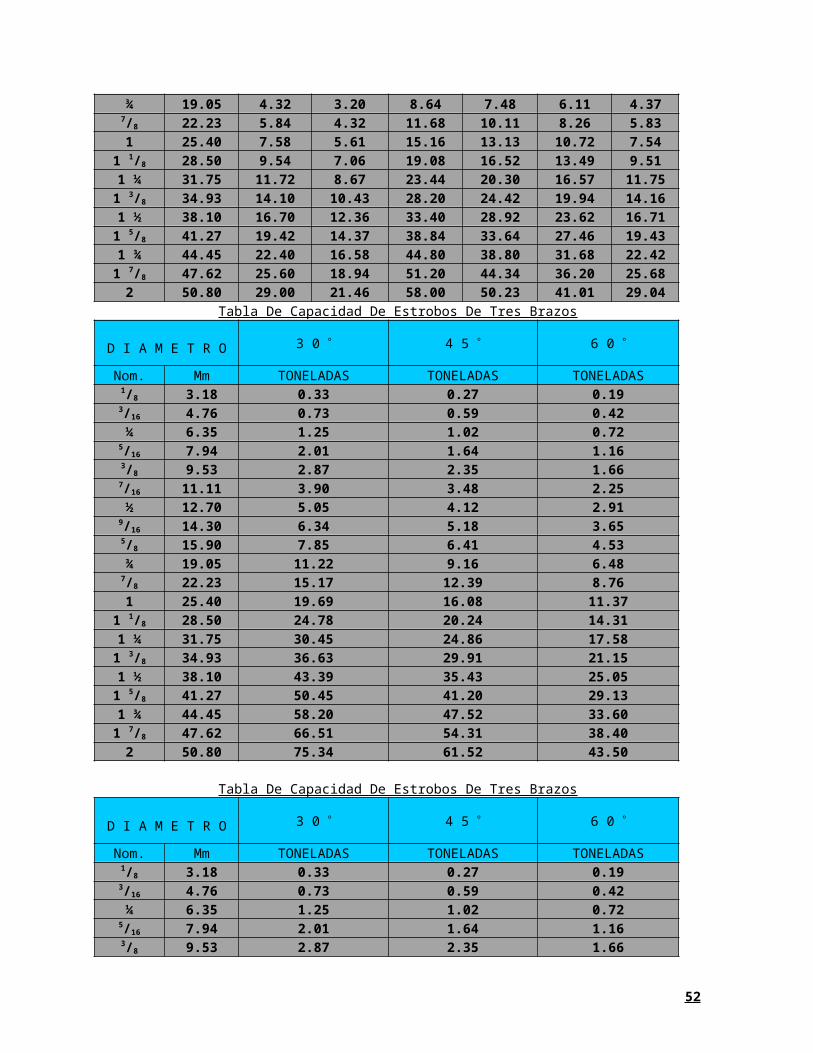
2 50.80 29.00 21.46 58.00 50.23 41.01 29.04Tabla De Capacidad De Estrobos De Tres Brazos
D I A M E T R O 3 0 4 5 6 0
Nom. Mm TONELADAS TONELADAS TONELADAS1/8 3.18 0.33 0.27 0.193/16 4.76 0.73 0.59 0.42¼ 6.35 1.25 1.02 0.72
5/16 7.94 2.01 1.64 1.163/8 9.53 2.87 2.35 1.667/16 11.11 3.90 3.48 2.25½ 12.70 5.05 4.12 2.91
9/16 14.30 6.34 5.18 3.655/8 15.90 7.85 6.41 4.53¾ 19.05 11.22 9.16 6.487/8 22.23 15.17 12.39 8.761 25.40 19.69 16.08 11.37
1 1/8 28.50 24.78 20.24 14.311 ¼ 31.75 30.45 24.86 17.581 3/8 34.93 36.63 29.91 21.151 ½ 38.10 43.39 35.43 25.051 5/8 41.27 50.45 41.20 29.131 ¾ 44.45 58.20 47.52 33.601 7/8 47.62 66.51 54.31 38.40
2 50.80 75.34 61.52 43.50
41
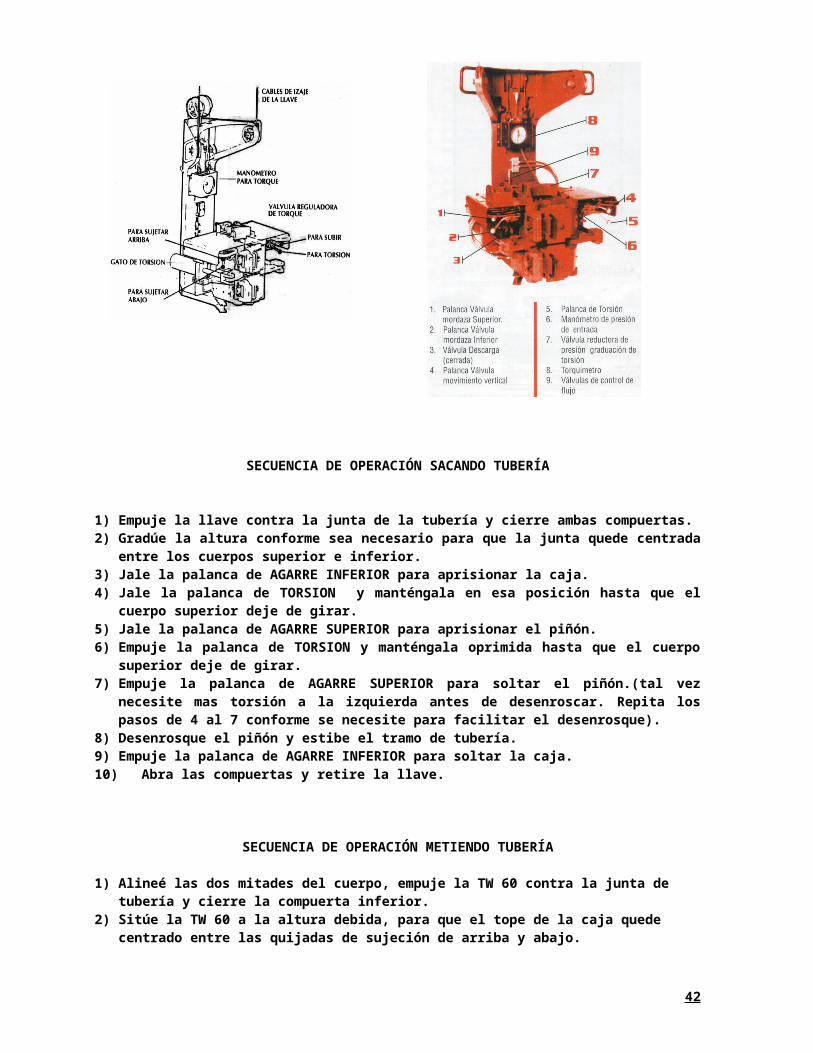
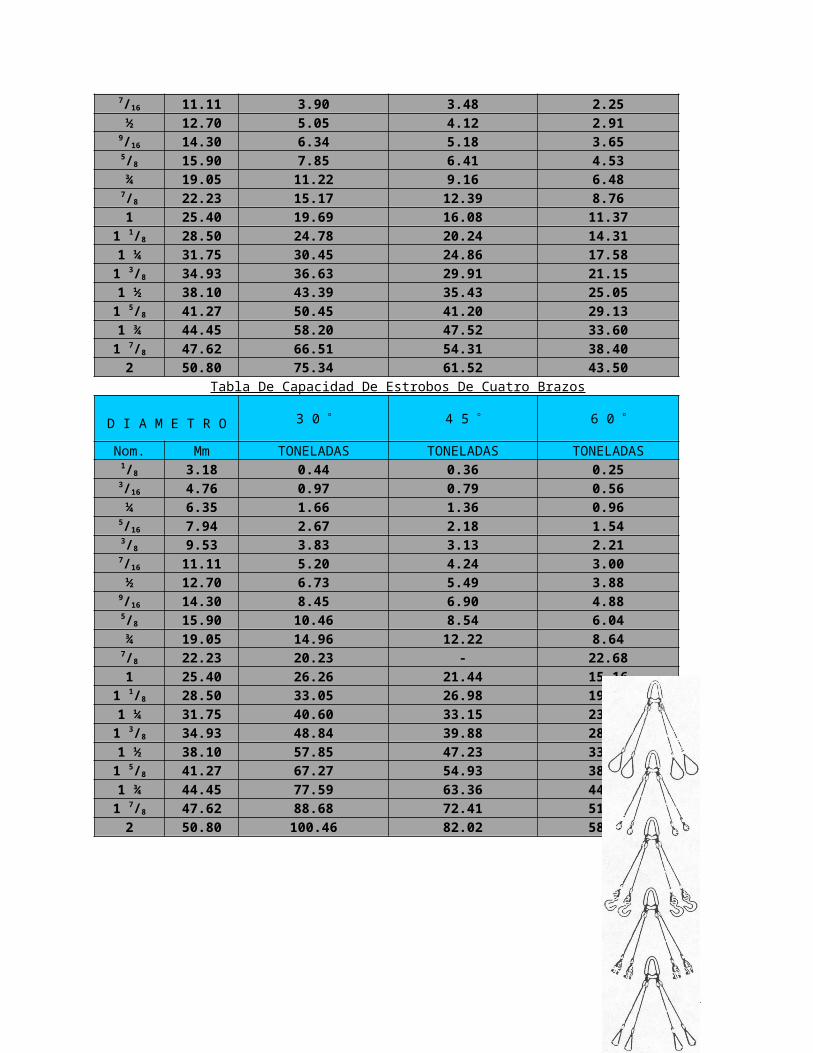
Tabla De Capacidad De Estrobos De Tres Brazos
D I A M E T R O 3 0 4 5 6 0
Nom. Mm TONELADAS TONELADAS TONELADAS1/8 3.18 0.33 0.27 0.193/16 4.76 0.73 0.59 0.42¼ 6.35 1.25 1.02 0.72
5/16 7.94 2.01 1.64 1.163/8 9.53 2.87 2.35 1.667/16 11.11 3.90 3.48 2.25½ 12.70 5.05 4.12 2.91
9/16 14.30 6.34 5.18 3.655/8 15.90 7.85 6.41 4.53¾ 19.05 11.22 9.16 6.487/8 22.23 15.17 12.39 8.761 25.40 19.69 16.08 11.37
1 1/8 28.50 24.78 20.24 14.311 ¼ 31.75 30.45 24.86 17.581 3/8 34.93 36.63 29.91 21.151 ½ 38.10 43.39 35.43 25.051 5/8 41.27 50.45 41.20 29.131 ¾ 44.45 58.20 47.52 33.601 7/8 47.62 66.51 54.31 38.40
2 50.80 75.34 61.52 43.50Tabla De Capacidad De Estrobos De Cuatro Brazos
D I A M E T R O 3 0 4 5 6 0
Nom. Mm TONELADAS TONELADAS TONELADAS1/8 3.18 0.44 0.36 0.253/16 4.76 0.97 0.79 0.56¼ 6.35 1.66 1.36 0.96
5/16 7.94 2.67 2.18 1.543/8 9.53 3.83 3.13 2.217/16 11.11 5.20 4.24 3.00½ 12.70 6.73 5.49 3.88
9/16 14.30 8.45 6.90 4.885/8 15.90 10.46 8.54 6.04¾ 19.05 14.96 12.22 8.647/8 22.23 20.23 - 22.681 25.40 26.26 21.44 15.16
1 1/8 28.50 33.05 26.98 19.081 ¼ 31.75 40.60 33.15 23.441 3/8 34.93 48.84 39.88 28.201 ½ 38.10 57.85 47.23 33.401 5/8 41.27 67.27 54.93 38.841 ¾ 44.45 77.59 63.36 44.801 7/8 47.62 88.68 72.41 51.20
2 50.80 100.46 82.02 58.00
42
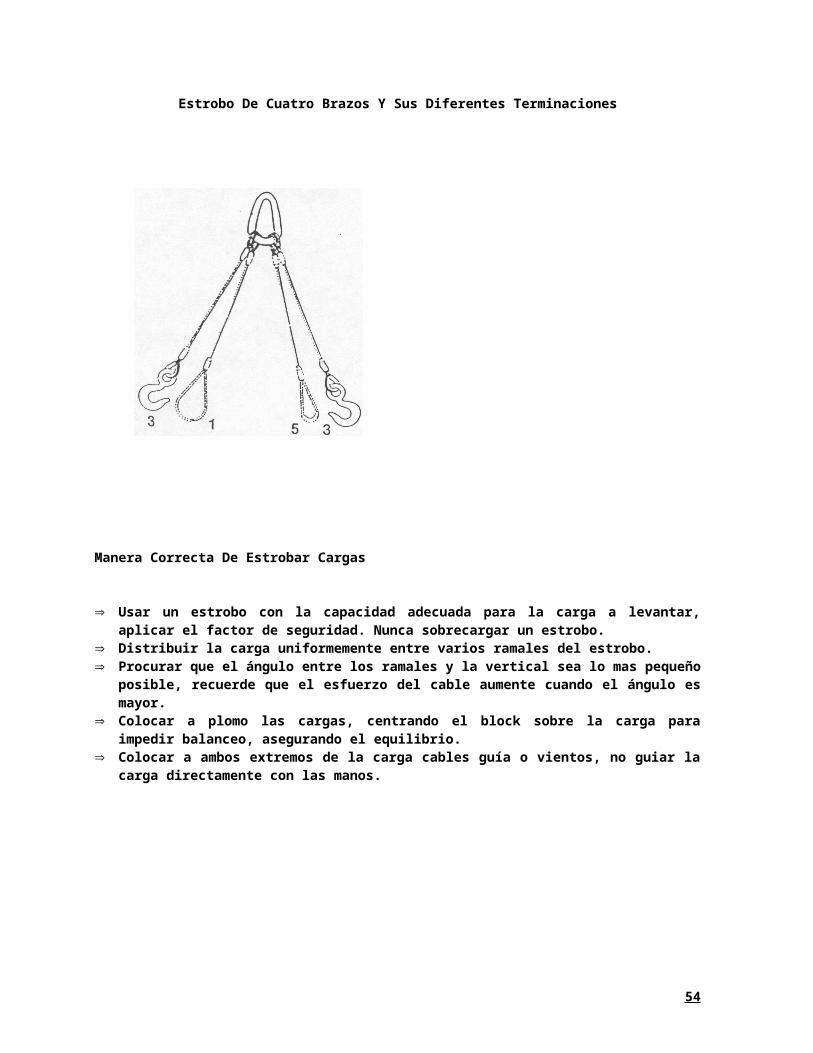
Estrobo De Cuatro Brazos Y Sus Diferentes Terminaciones
Manera Correcta De Estrobar Cargas
Usar un estrobo con la capacidad adecuada para la carga a levantar, aplicar el factor de seguridad. Nunca sobrecargar un estrobo.
Distribuir la carga uniformemente entre varios ramales del estrobo. Procurar que el ángulo entre los ramales y la vertical sea lo mas pequeño posible, recuerde
que el esfuerzo del cable aumente cuando el ángulo es mayor. Colocar a plomo las cargas, centrando el block sobre la carga para impedir balanceo,
asegurando el equilibrio. Colocar a ambos extremos de la carga cables guía o vientos, no guiar la carga directamente
con las manos.
43

GRILLETES
Un grillete es un montaje con forma de “U” con un seguro removible, algunos de estos seguros son deslizables, pero la gran mayoría tienen un tornillo para sujetarlo. El seguro puede removerse del grillete, y el grillete se puede deslizar a través del final del cable y atar al objeto a izar, entonces el seguro se inserta para completar el montaje.Los grilletes trabajan con un factor de seguridad de 5 .44. los grilletes pueden dañarse fácilmente durante su uso, los seguros del grillete se pueden romper o doblar y el pasador del seguro se puede romper o perder.
La capacidad de carga de los grilletes es de acuerdo al diámetro, el cual viene grabado en el cuerpo del grillete indicando su diámetro en pulgadas y su capacidad en toneladas.
Grillete Roscado Grillete Recto
Tabla De Capacidad De Los Grilletes
CARGA
DETRABAJOEN
TONS.
TAMAÑOLONGINT.
ANCHO INTERIOR
EN
DIAMETRO TOLERANCIAPESO EN KG
PORPIEZANOM mm PERNO CUERDA PERNO CUERDA LARGO ANCHO
0.33 3/16 4.76 4.76 22.2 9.53 17.5 6.35 14.3 1.59 0.020.50 ¼ 6.35 28.6 12.7 19.8 7.94 17.5 1.59 1.59 0.050.75 5/16 7.94 31.0 13.5 21.4 9.53 20.6 1.59 1.59 0.08
1 3/8 9.53 36.5 16.7 26.2 11.1 24.7 3.18 1.59 0.141.5 7/16 11.11 42.8 18.3 29.4 12.7 27.0 3.18 1.59 0.202 ½ 12.70 47.5 20.0 33.3 15.9 30.2 3.18 1.59 0.29
3.25 5/8 15.90 60 27.0 42.9 19.1 39.7 3.18 1.59 0.604.75 ¾ 19.05 71 31.8 51 22.2 47.6 6.35 1.59 1.056.5 7/8 22.23 84 36.5 58 25.4 54 6.35 1.59 1.548.5 1 25.40 95 42.9 68 28.6 60 6.35 1.59 2.359.5 1 1/8 28.50 108 46.0 74 31.8 67 6.35 1.59 3.1612 1 ¼ 31.75 119 52 83 34.0 76 6.35 1.59 4.59
13.5 1 3/8 34.93 132 57 89 38.1 84 6.35 3.18 6.2417 1 ½ 38.10 146 60 98 41.3 92 6.35 3.18 8.1225 1 7/8 47.62 178 73 127 51 110 19.1 3.18 13.435 2 50.80 197 83 146 57 127 19.1 3.18 20.955 2 ½ 64 267 105 184 70 152 19.1 6.35 40.6
Esta tabla nos indica cual es la capacidad de carga de los grilletes de acuerdo a su diámetro. Así por ejemplo: Un grillete de ¼ de pulgada puede soportar media tonelada, un
44

grillete de ½ puede soportar 2 toneladas, un grillete de una pulgada puede soportar 8.5 toneladas.
E S L I N G A SSon fajas de tela o de algún otro material que se utilizan para cargar son también
herramientas de carga.Características de las eslingas: Son suficientemente flexibles para adaptarse a la forma de cualquier carga. Su operación es muy segura, gracias a su gran área de contacto Son ligeras y fáciles de usar, ahorrando tiempo y dinero Son fáciles de inspeccionar Trabajan con un factor de seguridad de 5.
Tipos De Eslingas
A. Eslingas redondasConstruidas en múltiples hilos de fibra poliéster 100% cubiertas con una funda del
mismo material.
No dañan superficies pulidas ni pintadas. Por su textura y limpieza no se requiere de guantes para su manejo. Su selección es muy simple y rápida por su código de color. No tienen costuras a lo largo, lo que les da mayor duración. Son resistentes a la mayoría de los ácidos. A las capacidades de trabajo tienen una muy baja elongación. Al finalizar la maniobra se liberan fácilmente de la carga. Son ligeras, flexibles, limpias, fáciles de manejar y guardar. Pueden curvarse a radios muy pequeños. Pueden utilizarse hasta 93 grados centígrados. Se pueden inspeccionar visualmente. Su capacidad es limitada para resistir fuerte alcalinidad, éteres, aldehídos y
concentraciones fuertes de ácido sulfúrico. Se deben proteger de esquinas afiladas Chisporroteo de soldadura o astillas metálicas pueden dañar su funda.
45

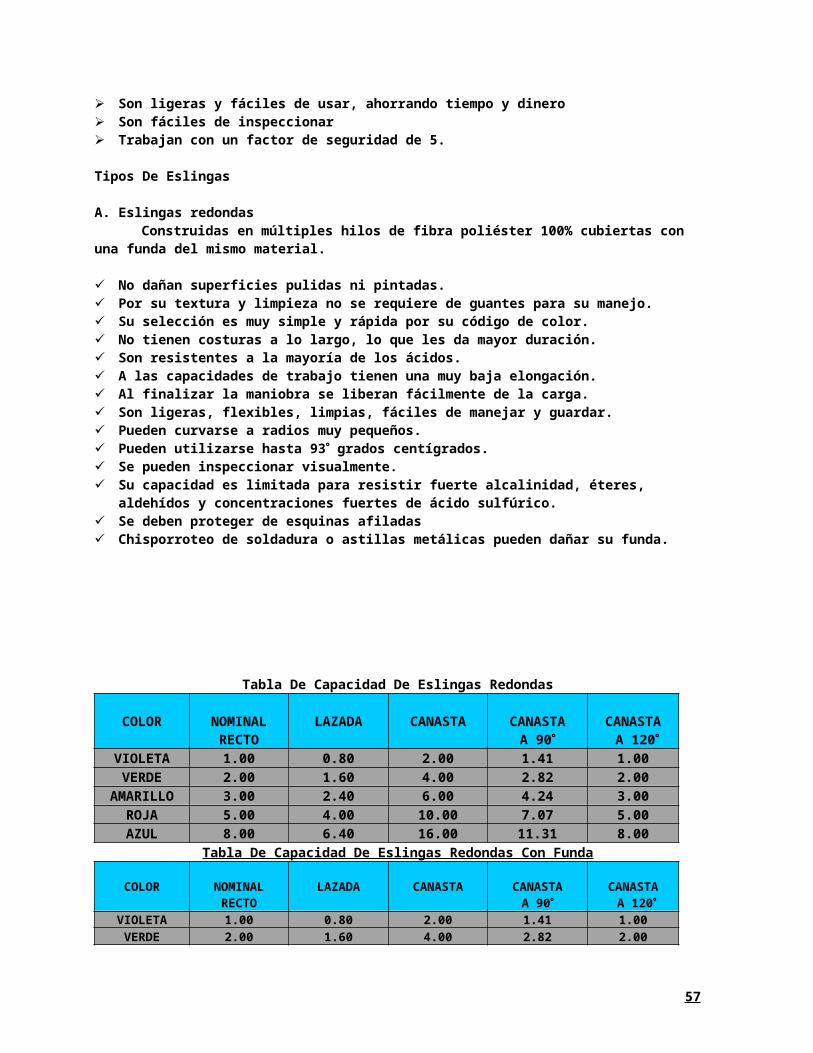
Tabla De Capacidad De Eslingas Redondas
COLOR NOMINALRECTO
LAZADA CANASTA CANASTA A 90
CANASTA A 120
VIOLETA 1.00 0.80 2.00 1.41 1.00VERDE 2.00 1.60 4.00 2.82 2.00
AMARILLO 3.00 2.40 6.00 4.24 3.00ROJA 5.00 4.00 10.00 7.07 5.00AZUL 8.00 6.40 16.00 11.31 8.00
Tabla De Capacidad De Eslingas Redondas Con Funda
COLOR NOMINALRECTO
LAZADA CANASTA CANASTA A 90
CANASTA A 120
VIOLETA 1.00 0.80 2.00 1.41 1.00VERDE 2.00 1.60 4.00 2.82 2.00
AMARILLO 3.00 2.40 6.00 4.24 3.00ROJA 5.00 4.00 10.00 7.07 5.00
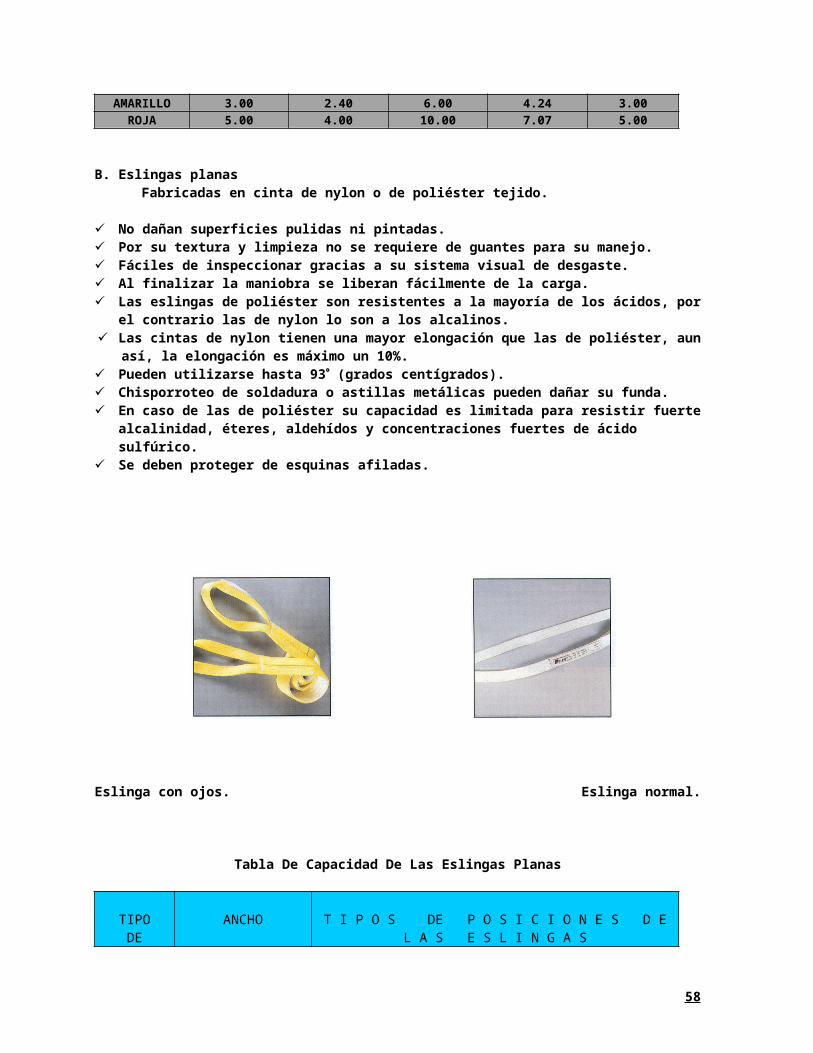
B. Eslingas planasFabricadas en cinta de nylon o de poliéster tejido.
No dañan superficies pulidas ni pintadas. Por su textura y limpieza no se requiere de guantes para su manejo. Fáciles de inspeccionar gracias a su sistema visual de desgaste. Al finalizar la maniobra se liberan fácilmente de la carga. Las eslingas de poliéster son resistentes a la mayoría de los ácidos, por el contrario las de
nylon lo son a los alcalinos. Las cintas de nylon tienen una mayor elongación que las de poliéster, aun así, la
elongación es máximo un 10%. Pueden utilizarse hasta 93 (grados centígrados). Chisporroteo de soldadura o astillas metálicas pueden dañar su funda. En caso de las de poliéster su capacidad es limitada para resistir fuerte alcalinidad, éteres,
aldehídos y concentraciones fuertes de ácido sulfúrico. Se deben proteger de esquinas afiladas.
Eslinga con ojos. Eslinga normal.
46

Tabla De Capacidad De Las Eslingas Planas
TIPODE
ESLINGA
ANCHO T I P O S DE P O S I C I O N E S D E L A S E S L I N G A S
NOM mm RECTO LAZADA CANASTACANASTA
A90
CANASTAA
120SENCILLA 1 25 0. 72 0. 58 1. 45 1. 02 . 72SENCILLA 2 51 1. 45 1. 16 2. 90 2. 05 1. 45SENCILLA 3 76 2. 18 1. 74 4. 36 3. 08 2. 18SENCILLA 4 102 2. 90 2. 32 5. 80 4. 10 2. 90SENCILLA 5 127 3. 63 2. 90 7. 26 5. 13 3. 63SENCILLA 6 152 4..36 3. 48 8. 72 6. 16 4. 30SENCILLA 8 203 5. 81 4. 64 11. 62 8. 21 5. 81SENCILLA 10 254 7. 26 5. 80 14. 52 10. 26 7. 26SENCILLA 12 305 8. 72 6. 97 17. 44 12. 33 8. 72
DOBLE 1 25 1. 45 1. 16 2. 90 2. 05 1. 45DOBLE 2 51 2. 90 2. 32 5. 80 4. 10 2. 90DOBLE 3 76 3. 90 3. 12 7. 80 5. 51 3. 90DOBLE 4 102 5. 22 4. 17 10. 44 7. 38 5. 22DOBLE 5 127 6. 17 4. 93 12. 34 8. 72 6. 17DOBLE 6 152 7. 40 5. 92 14. 80 10.46 7. 40DOBLE 8 203 8. 72 6. 97 17. 44 12. 33 8. 72DOBLE 10 254 10. 17 8. 13 20. 34 14. 38 10. 17DOBLE 12 305 12. 21 9. 76 24. 42 17. 26 12. 21
C. Eslingas de malla metálicaEstán fabricadas de malla metálica de acero galvanizado de alta resistencia y
accesorios de acero aleado. Accesorios recubiertos para mejorar apariencia y resistencia a la corrosión. Soportan cargas abrasivas. Trabajan a muy altas temperaturas, pueden soportar hasta 288 grados centígrados. Soportan cargas tendientes a cortar otro tipo de eslingas. Al finalizar la maniobra se liberan fácilmente de la carga.
D. Eslingas de cadena
La industria tiene una gran cantidad de accidentes, incapacidades debido al mal manejo de las eslingas de cadena, las cuales trabajan con un factor de seguridad de 3.076.
Los accidentes relacionados con las eslingas de cadena pueden ser atribuidos a los siguientes factores:
Sobrecarga Angulo de levantamiento inadecuado Enganche deficiente Impactos con las cargas Desgaste, abrasión y distorsión.
47

Recomendaciones Para El Uso Adecuado De Las Eslingas De Cadena
Conocer el limite de carga: Estableciendo el peso de la carga antes de que se realice el levantamiento ya que ello
permitiera elegir la medida correcta de la cadena para la eslingas. El peso de la carga debe ser marcado en esta para que nadie cometa un error al seleccionar la eslingas que corresponda.
1. Determinar El Ángulo De La Eslingas:El agrandar el ángulo del separador reduce el ángulo de levantamiento aumentando la
carga a cada brazo.
2. Enlazar Bien La Carga:El concentrar la carga en un punto o el colocarla fuera de su centro, reduce la
capacidad de levantamiento y frecuentemente causa accidentes.
3. Levantar las cargas suave y uniformemente:Deben evitarse tensiones bruscas ya que los tirones pueden romper una cadena o
retroceder y estibar los eslabones.
4. Evitar Que La Cadena Se Enrede, Anude O Retuerza:Una cadena retorcida puede causar daños graves al hacer girar la carga. Cuando se
presenten estos casos la carga debe ser bajada y la cadena destorcida.
5. Inspeccionarlas Regularmente:Mantenerse siempre alerta para descubrir ranuras o muescas ya que ambas
condiciones contribuyen a debilitar o a estirar los eslabones.
6. Rotular Las Eslingas Dañadas:Cuando se observen defectos, sacar inmediatamente de su soporte la a la eslinga
dañada y colocarle una tarjeta roja para que nadie la use por error.
7. Colocar Las Cadenas En Su Soporte:Esto significa que no se deberán dejar las eslingas en el suelo o en lugares donde estén
expuestas a la abrasión o a que alguien pueda tropezar y caer. Existe un solo lugar para las eslingas que no están en uso y ese lugar es su soporte correspondiente.
RELACION AL ANGULO
Cuanto mayor sea el ángulo de la eslinga tanto menor es su capacidad nominal, para factores de perdida. Para factores de perdida, ver la tabla, así determinara el ángulo que hay entre el ramal de la eslinga y el plano vertical, luego multiplicar la capacidad nominal de la eslinga por el factor de perdida correspondiente, que da la tabla. Esto le brindara una reducción de la capacidad nominal de las eslingas.
ANGULO FACTOR ANGULO FACTOR70 0. 3420 75 0. 258860 0. 5000 65 0. 4226 50 0. 6428 55 0. 573640 0. 7660 45 0. 707130 0. 8660 35 0. 819220 0. 9397 25 0. 906310 0. 9848 15 0. 96590 1. 000 5 0.9922
48
EJEMPLO:
Tomemos una eslinga que tenga una capacidad de 2,000 libras. Si el ángulo es de 50 entonces el factor de perdida es de 0. 6428, multiplicando 2,000 * 0. 6428 = 1286 libras, la cual es la capacidad nominal de la eslinga a 50.
49

CAPÍTULO IV.
Conocimientos De Las Válvulas Que Se Utilizan En EL Manifool, Flecha En La Línea De Matar, Línea Llenadera, Etc. Etc.
Los accesorios que se emplean en el sistema de bombeo, van desde la bomba de Iodos hasta la unión giratoria, deberán soportar 5000 lb/pg2 de presión de trabajo.
Accesorios desde la bomba de Iodos hasta el múltiple del tubo vertical
NIPLES DE TUBERIA DE PRODUCCION con diámetro exterior de 2 3/8 pg, diámetro interior de 1.995 pg, grado J-55, peso 4.70 lb/pie, resistencia a la presión interna de 7700 lb/pg2, rosca plana maquinada de 11 1/2 hilos por pulgada (no se debe usar tarraja) o niples de los mismos diámetros exteriores e interiores grado E, clase 2, peso nominal de 4.85 lb/pie, resistencia a la presión interna de 7800 lb/pg2.
VÁLVULA CAMERON
FLEX-SEAL tipo "S" con extremos roscados, diámetro hominal de 2 y 3 pg y con sello de metal en hule.
50

51
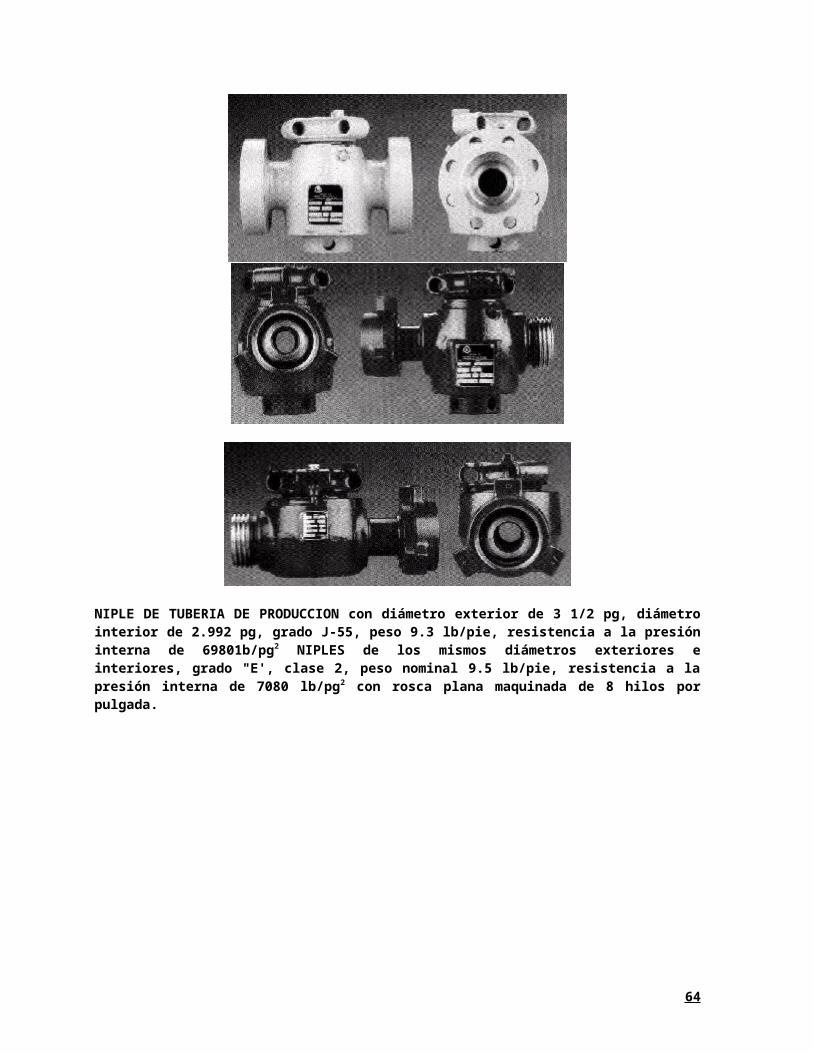
NIPLE DE TUBERIA DE PRODUCCION con diámetro exterior de 3 1/2 pg, diámetro interior de 2.992 pg, grado J-55, peso 9.3 lb/pie, resistencia a la presión interna de 69801b/pg2 NIPLES de los mismos diámetros exteriores e interiores, grado "E', clase 2, peso nominal 9.5 lb/pie, resistencia a la presión interna de 7080 lb/pg2 con rosca plana maquinada de 8 hilos por pulgada.
CODOS AMERICAN DE 90° de 3 pg de radio largo; presión de trabajo 5000 lb/Pg2
52
MANGUERAS FLEXIBLES VIBRATORIAS con diámetro interior de 2 1/2 pg, grado "E', presión de trabajo 5000 lb/pg2 y longitud de 20 pies o más si así se requiere.
T. AMERICAN de 3 pg de radio largo,
presión de trabajo 5000 lb/pg2
Fig. 166
TUBERIA de 3 1/2 pg diámetro exterior, grado J-55,9.30 lb/pie, diámetro interior de 2.992 pg resistencia a la presión interna 6980 lb/pg2 con rosca maquinada de 11 1/2 hilos por pulgada o TUBERIA con diámetro exterior de 3 1/2 pg, grado "E', clase 2, peso nominal 9.5 lb/pie, diámetro interior de 2.992 pg, resistencia a la presión interna de 7080 lb/pg2 y rosca-plana maquinada de 8-hilos por pulgada.
MANOMETRO DE PRESION
rango 0-6000 lb/pg2.
Fig. 167
53
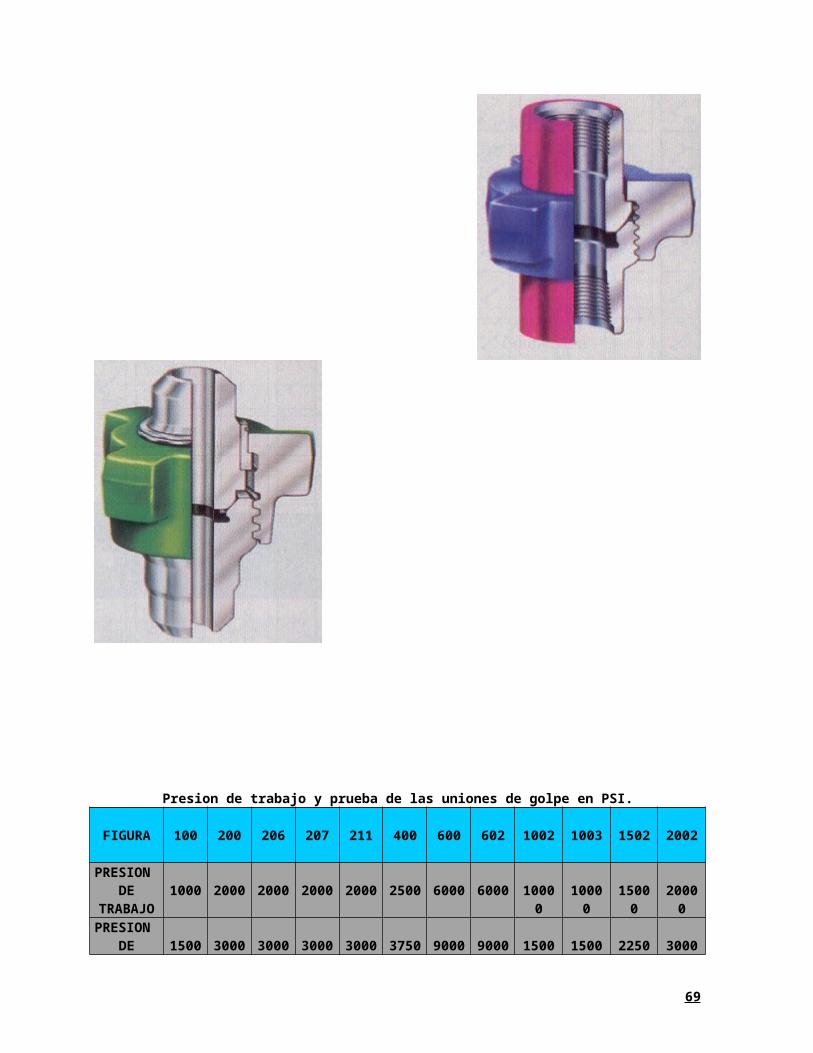
UNIONES DE GOLPE
54

Presion de trabajo y prueba de las uniones de golpe en PSI.
FIGURA 100 200 206 207 211 400 600 602 1002 1003 1502 2002
PRESIONDE
TRABAJO1000 2000 2000 2000 2000 2500 6000 6000 10000 10000 15000 20000
PRESIONDE
PRUEBA1500 3000 3000 3000 3000 3750 9000 9000 15000 15000 22500 30000
55

MULTIPLE DEL TUBO VERTICAL
Múltiple para arreglo de preventores 1
VALVULAS CAMERON FLEX-SEAL tipos "S' de compuerta de 3 y 2 pg con sello de metal en hule, NIPLES DE TUBERIA con diámetro exterior de 3 1/2 y 2 3/8 pg, T.,AMERICAN de 3 pg de radio largo, UNIONES DE GOLPE figura 602, presión de trabajo 6000 lb/pg2
MANOMETRO DE PRESION rango de 0-6000 lb/pg2
TRANSMISOR DE PRESION J-2 rango de 0-6000:lb/pg2
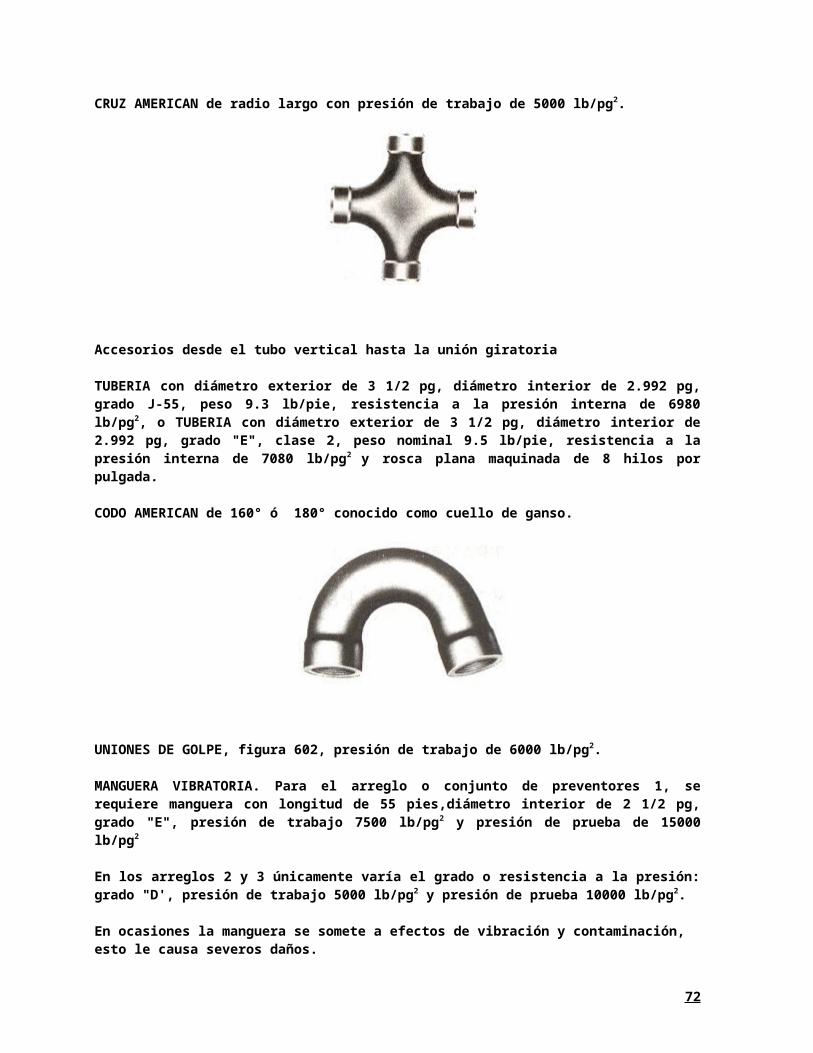
CRUZ AMERICAN de radio largo con presión de trabajo de 5000 lb/pg2.
56
Accesorios desde el tubo vertical hasta la unión giratoria
TUBERIA con diámetro exterior de 3 1/2 pg, diámetro interior de 2.992 pg, grado J-55, peso 9.3 lb/pie, resistencia a la presión interna de 6980 lb/pg2, o TUBERIA con diámetro exterior de 3 1/2 pg, diámetro interior de 2.992 pg, grado "E", clase 2, peso nominal 9.5 lb/pie, resistencia a la presión interna de 7080 lb/pg2 y rosca plana maquinada de 8 hilos por pulgada.
CODO AMERICAN de 160° ó 180° conocido como cuello de ganso.
UNIONES DE GOLPE, figura 602, presión de trabajo de 6000 lb/pg2.
MANGUERA VIBRATORIA. Para el arreglo o conjunto de preventores 1, se requiere manguera con longitud de 55 pies,diámetro interior de 2 1/2 pg, grado "E", presión de trabajo 7500 lb/pg 2 y presión de prueba de 15000 lb/pg2
En los arreglos 2 y 3 únicamente varía el grado o resistencia a la presión: grado "D', presión de trabajo 5000 lb/pg2 y presión de prueba 10000 lb/pg2.
En ocasiones la manguera se somete a efectos de vibración y contaminación, esto le causa severos daños.
57
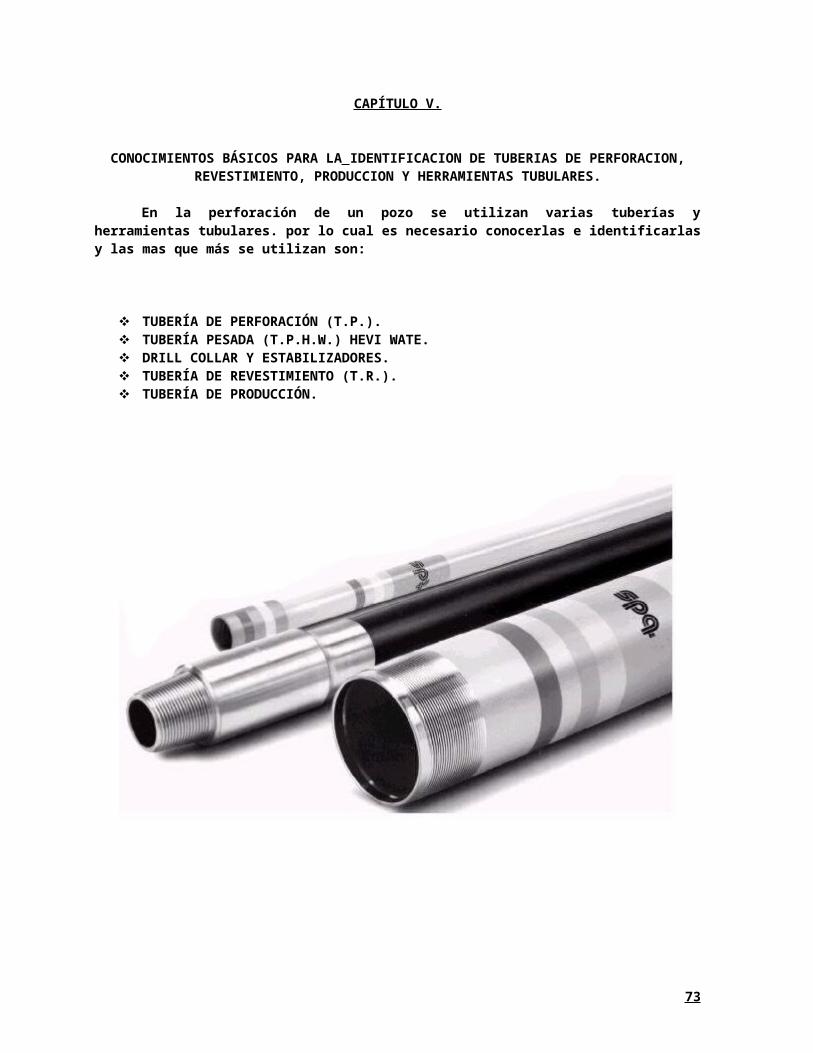
CAPÍTULO V.
CONOCIMIENTOS BÁSICOS PARA LA IDENTIFICACION DE TUBERIAS DE PERFORACION, REVESTIMIENTO, PRODUCCION Y HERRAMIENTAS TUBULARES.
En la perforación de un pozo se utilizan varias tuberías y herramientas tubulares. por lo cual es necesario conocerlas e identificarlas y las mas que más se utilizan son:
TUBERÍA DE PERFORACIÓN (T.P.). TUBERÍA PESADA (T.P.H.W.) HEVI WATE. DRILL COLLAR Y ESTABILIZADORES. TUBERÍA DE REVESTIMIENTO (T.R.). TUBERÍA DE PRODUCCIÓN.
58

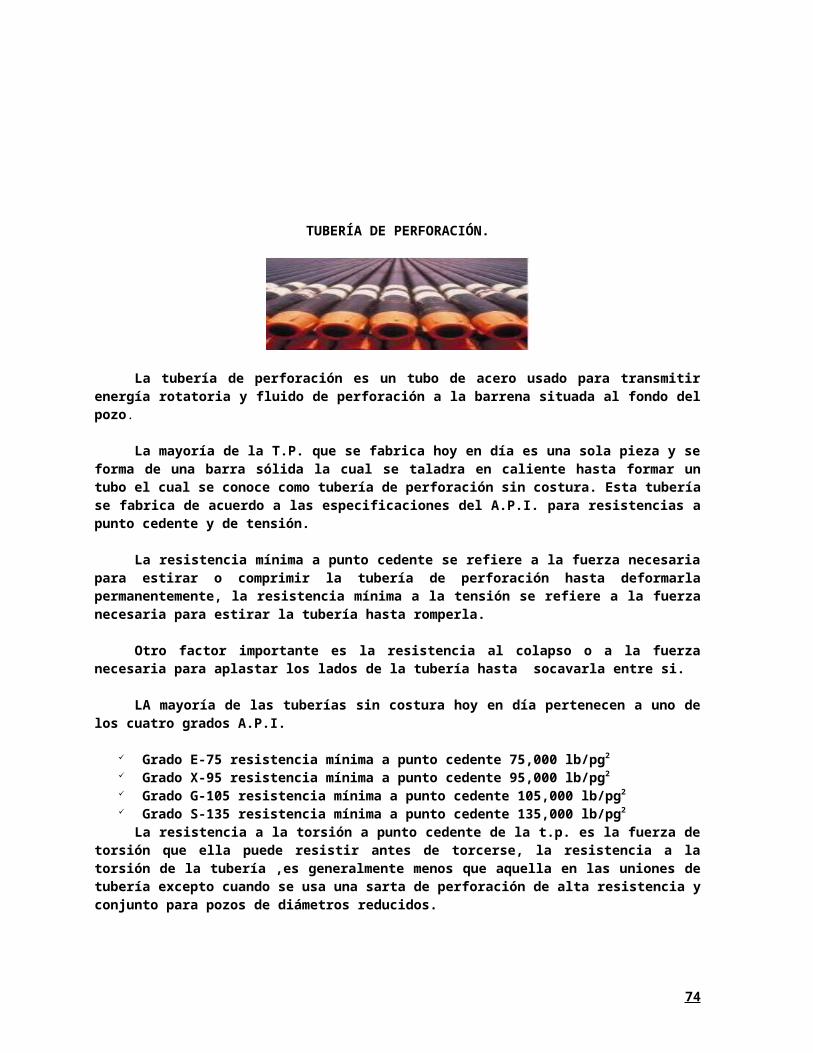
TUBERÍA DE PERFORACIÓN.
La tubería de perforación es un tubo de acero usado para transmitir energía rotatoria y fluido de perforación a la barrena situada al fondo del pozo.
La mayoría de la T.P. que se fabrica hoy en día es una sola pieza y se forma de una barra sólida la cual se taladra en caliente hasta formar un tubo el cual se conoce como tubería de perforación sin costura. Esta tubería se fabrica de acuerdo a las especificaciones del A.P.I. para resistencias a punto cedente y de tensión.
La resistencia mínima a punto cedente se refiere a la fuerza necesaria para estirar o comprimir la tubería de perforación hasta deformarla permanentemente, la resistencia mínima a la tensión se refiere a la fuerza necesaria para estirar la tubería hasta romperla.
Otro factor importante es la resistencia al colapso o a la fuerza necesaria para aplastar los lados de la tubería hasta socavarla entre si.
LA mayoría de las tuberías sin costura hoy en día pertenecen a uno de los cuatro grados A.P.I.
Grado E-75 resistencia mínima a punto cedente 75,000 lb/pg2
Grado X-95 resistencia mínima a punto cedente 95,000 lb/pg2
Grado G-105 resistencia mínima a punto cedente 105,000 lb/pg2
Grado S-135 resistencia mínima a punto cedente 135,000 lb/pg2
La resistencia a la torsión a punto cedente de la t.p. es la fuerza de torsión que ella puede resistir antes de torcerse, la resistencia a la torsión de la tubería ,es generalmente menos que aquella en las uniones de tubería excepto cuando se usa una sarta de perforación de alta resistencia y conjunto para pozos de diámetros reducidos.
La resistencia a la ruptura de una tubería de perforación es la presión interna que puede reventar una tubería dritinando una fuga, la presión de ruptura en una sarta de perforación en un pozo, es la suma de la presión de la bomba aplicada en el interior de la sarta más la presión hidrostática.
La causa más común de fallas en la t.p. es la fatiga como son los cortes producidos por las cuñas, los desgarres ocasionados en el metal al girar la tubería.
Los cuatro tipos de fatiga son:
La fatiga pura.La fatiga por mella.La fatiga por corrosión.La fatiga por erosión.
La identificación de la tubería de perforación es en base de un código de bandas y colores distribuidas en su cuerpo.
59

BANDA PARA IDENTIFICAR LA TUBERÍA POR SU PESO.
BANDA DE PINTURA PARA IDENTIFICAR LOS TUBOS POR SU CLASE
BANDAS PARA IDENTIFICAR LA TUBERÍA POR GRADO
COLORES DE LAS BANDAS PARA IDENTIFICAR POR CLASE.
1. CLASE 1 UNA BLANCA2. CLASE PREMIUM DOS BLANCAS3. CLASE 2 UNA AMARILLA4. CLASE 3 UNA AZUL5. CLASE 4 UNA VERDE6. CHATARRA UNA ROJA
COLORES DE LAS BANDAS PARA IDENTIFICAR POR PESO.
1. AZUL BAJO LIBRAJE2. NARANJA ALTO LIBRAJE
EJEMPLO: T.P. 5" 19.5 # AZUL.T.P. 5" 25.6 # NARANJA.
COLOR Y NUMERO DE BANDAS PARA IDENTIFICAR POR GRADO.
1. GRADO "E" UNA BLANCA.2. GRADO "X" DOS BLANCAS.3. GRADO "G" TRES BLANCAS.4. GRADO "S" CUATRO BLANCAS.
COLOR DE MUESCAS PARA IDENTIFICAR ESTADO DE LA ROSCA.
1. VERDE BUEN ESTADO.2. ROJO FABRICAR ROSCA NUEVA.3. AZUL RAPARACION EN CAMPO.
LAS TUBERÍAS DE PERFORACIÓN SE FABRICAN EN TRES DIFERENTES MEDIDAS (RANGOS).
1. Rango 1 De 5.6 m. a 6.8 m.2. Rango 2 De 8.4 m. a 9.4 m.3. Rango 3 De 11.8 m. a 14.1 m.
60
MUESCAS PARA IDENTIFICAR REPARACIÓN.

TUBERÍA PESADA “HEVI WATE”
La tubería pesada se identifica por tener los piñones y cajas mas largas que de la tubería de perforación y en la parte media un resalte del mismo diámetro de las cajas.
El tamaño de esta varia y son de 3 1/2", 4 1/2" y 5".
TUBERÍA PESADA HEVI WATE.
TUBERÍA PESADA HEVI WATE ESPIRAL.
61

LASTRABARRENAS “DRILL COLLAR”
Los DRILL COLLAR es la tubería mas pesada que se utiliza y es para cargar peso a la barrena y se identifica por tener el cuerpo liso ó helicoidal (espiral).
El tamaño de estos varia y son de 9 1/2", 8", 7 3/4", 6 1/2", 6 1/4", 4 3/4" y 3 1/8". y se utilizan de acuerdo al diámetro de la barrena.
DRILL COLLAR NORMAL.
DRILL COLLAR HELICOILDAL (ESPIRAL).
TAMAÑO DE LOS DRILL COLLAR DE ACUERDO AL DIÁMETRO DEL AGUJERO.
DIÁMETRO DE LA BARRENA DIÁMETRO DE DRIL COLLARDE 4 ¾” A 5 ½” 3 1/8” x 1 ¼” ROSCA 2 3/8 REG.DE 5 ½” A 6 ¾” 4 ¾” x 2” ROSCA 3 ½ I.F. Ó NC-35.DE 7 5/8” A 9 ½” 6 ¼” x 2 13/16” ROSCA 4 I.F. ó 6 ½” x 2 13/16” ROSCA 4 ½
I.F.DE 9 ½” A 12” 7 ¼” x 2 15/16” ROSCA 5 ½ REG.DE 12 ¼” A 17 ½” 8” x 2 13/16” ROSCA 6 5/8 REG.DE 17 ½” A 36” COMBINADOS DE 8” x 2 13/16” ROSCA 6 5/8 REG. Y 9 ½” x
3” ROSCA 7 5/8 REG.
62

ESTABILIZADORES.
Los estabilizadores son herramientas que se ocupan entre los drill collar y son para estabilizar el pozo y centrar la sarta evitando que los drill collar se peguen a las paredes del pozo, estos tienen unas aletas en su cuerpo, y pueden ser de aletas soldables, intercambiables ó de cuerpo integral.
Aletas soldables Aletas intercambiables Aletas cuerpo integral
Se uzan de acuerdo al diámetro de la barrena y de los drill collar.
Por ejemplo se perfora con barrena de 26" con drill collar de 9 1/2", los estabilizadores deben de ser de cuerpo de 9 1/2" y aletas de a 26".
63
IDENTIFICACIÓN DE TUBERÍAS DE REVESTIMIENTO Y ACCESORIOS.
QUE ES UNA TR.
Se define cómo tubo cilíndrico hueco de acero con conexiones en sus extremos que se introduce al pozo con el propósito de protegerlo de derrumbes, fluidos invasores y/o indeseables y aislar zonas productoras.
Sus características son_
Resistencia a la tensión: Es la que soporta la TR al ser jalada sin salirse del margen de seguridad.
Resistencia al colapso: Es la presión que soporta la TR al ser cometida por la fuerza ejercida exteriormente sin generar deformaciones.
Resistencia Interna: Es la presión que soporta la TR internamente sin generar deformación.
Resistencia a la compresión: Es la presión a la que se somete una TR al ser comprimida (al cargarle peso).
En la perforación de pozos se utilizan cuatro tipos de tuberías de revestimiento:
TR conductor; Es la primera que se introduce y sirve para comunicar el subsuelo con el piso de perforación, con ella se logra el ciclo de circulación del fluido de perforación.
TR superficial; Es la sirve para cubrir los acuíferos y soportar las presiones de las formas someras no consolidadas.
TR intermedia; Es la que sirve para aíslan las zonas de presiones anormales (en caso que existan) y permite continuar perforando hasta la cima de la zona productora.
TR de explotación; Es la que sirve para explotar fluidos del yacimiento.
También se utiliza al final del pozo ó intermedia una t.r. que se denomina “Linner” ó T.R. corta. Medidas mas usadas en las t.r´s.
1. T.R. CONDUCTORA DE DIÁMETRO DE 20" A 30". 2. T.R. SUPERFICIAL DE DIÁMETRO DE 13 3/8" A 20".3. T.R. INTERMEDIA DE DIÁMETRO DE 7" A 13 3/8".4. T.R. DE EXPLOTACIÓN DE DIAMETRO DE 4 1/2" A 9 5/8".5. T.R. LINNER .
Accesorios de TR para introducción y cementación.
COMBINACIONES: Sirven para enlazar una tubería con otras de diferentes roscas y diámetros.
CENTRADOR: Su función es centrar la TR en el agujero y garantizar la eficiencia de la cementación.
COPLE FLOTADOR: Se utiliza para disminuir la carga al gancho durante la introducción de la TR y recibir el tapón de desplazamiento.
COPLE DIFERENCIAL: Permite el llenado de la TR en forma automática durante la introducción y recibir el tapón de desplazamiento.
64

COPLE DE RETENCIÓN: Sirve para recepcionar el tapón desplazador en la cementación de un liner.
Los coples se instalan sobre el segundo o tercer tramo de la TR a introducir.ZAPATA GUÍA: Se utiliza en la parte inferior de la TR para guiar la sarta durante la
introducción.ZAPATA FLOTADORA: Se utiliza en la parte inferior de la TR para guiar la sarta durante
la introducción y disminuye la carga al gancho.ZAPATA DIFERENCIAL: Se utiliza en la parte inferior de la TR para guiar la sarta y
permite el llenado automático durante la introducción.
:
ESTADO MECANICO DE UN POZO EXPLORATORIO.
65
13 3/8” @ 3,160 m.
T.R´S. BARRENAS
30” @ 170 m.
20” @ 550 m.
9 5/8”” @ 5,050 m.
7” @ 5,630 m.
5” @ 6,200 m.
B.L. 5” @ 5,060 m.
36”
26”
17 ½”
12 ¼”
8 ½”
5 7/8”

ESTADO MECANICO DE UN POZO DE DESARROLLO.
66
16” @ 800 m.
T.R´S. BARRENAS
30” @ 150 m.
11 7/8”” @ 2,745 m.
9 5/8” @ 3,200 m.
7 5/8” @ 3,600 m.
B.L. 9 5/8” @ 2,645 m.
36”
22”
10 5/8”
8 ½”
14 3/4”
B.L. 7 5/8” @ 3,100 m.

1. MONOGRAMA TAMSA (estampado)
2. MONOGRAMA API (estampado)
3. GRADO DE ACERO(estampado)
4. ESPESOR DEL TUBO EN MILIMETROS (estampado)
5. TIPO DE FABRICACION (SIN COSTURA) (seamless)
PINTADO O ESTARCIDO
* AÑO EN QUE SE FABRICO LA TUBERIA Y MARCA DE LA INSPECCION EFECTUADA POR PEMEX
6. NUMERO DE FRANJAS DE ACUERDO AL ESPESOR DEL TUBO Y DEL COLOR DEL GRADO
DE ACERO SEGÚN EL INSTITUTO AMERICANO DEL PETROLEO (API)
7. NOMBRE DEL FABRICANTE “T A M S A”
8. MONOGRAMA API
9. DIAMETRO DEL TUBO EN MILIMETROS
10. ESPESOR DEL TUBO EN MILIMETROS
11. GRADO DE ACERO
12. TIPO DE FABRICACION (sin costura) (seamless)
13. LONGITUD TOTAL DEL TUBO (en metros)
14. PESO UNITARIO (LIBRAS POR PIE)
15. LUGAR DE FABRICACION
16. TIPO DE INSPECCION EFECTUADA
ESTAS TUBERÍAS VIENEN CON UN CODIGO DE COLORES PARAIDENTIFICARLAS POR SU GRADO DE ACERO, Y CON NUMEROS SU PESO Y TAMAÑO DESPUÉS DEL CODIGO DE COLORES.
67

CODIGO DE COLORES PARA TUBERÍAS DE REVESTIMIENTO Y PRODUCCIÓN API 5CT.GRADO DE
ACEROCOPLE
COLOR BANDACUERPO DEL TUBO
BANDACODIGO DE COLORES
COPLE Y TUBO
H - 40 NEGRA UNA NEGRA
J - 55TUBING
VERDE UNA VERDE
J - 55CASING
VERDE 1 BLANCA UNA VERDE
K - 55 VERDE DOS VERDES
M - 65 UNA VERDEUNA AZUL
UTILIZA COPLE ENL - 80
N - 80 ROJO UNA ROJA
L - 80 ROJO 1 CAFE UNA ROJAUNA CAFE
C - 90TIPO 1
PURPURA UNA PURPURA
C - 90TIPO 2
PURPURAUNA
AMARILLA UNA PÚRPURAUNA AMARILLA
T - 95TIPO 1
PLATA UNA PLATA
T - 95TIPO 2
PLATAUNA
AMARILLA UNA PLATAUNA AMARILLA
C - 95 CAFE UNA CAFE
P - 110 BLANCO UNA BLANCA
Q - 125TIPO 1
NARANJA UNA NARANJA
Q - 125TIPO 2
NARANJAUNA
AMARILLA UNA NARANJAUNA AMARILLA
Q - 125TIPO 3
NARANJAUNA
VERDE UNA NARANJAUNA VERDE
Q - 125TIPO 4
NARANJA CAFE UNA NARANJAUNA CAFÉ
68
CODIGO DE COLORES PARA TUBERÍAS DE REVESTIMIENTO Y PRODUCCIÓN DST.
GRADO DE ACERO
COPLECOLOR BANDA
CUERPO DEL TUBOBANDA
CODIGO DE COLORESCOPLE Y TUBO
DST - 80SS
CAFE 1 AZUL UNA AZULUNA CAFE
DST - 90SS
CAFEUNA
PURPURA UNA PURPURAUNA CAFE
DST - 95SS
CAFEUNA
NARANJA1 AZUL
UNA NARANJAUNA CAFEUNA AZUL
DST - 100SS
CAFE 1 PLATA UNA PLATA UNA CAFE
DST - 110SS
CAFE1 ROSA
UNAAMARILLA
UNA ROSAUNA AMARILLA
UNA CAFE
DST - 80HC
BLANCO 1 AZUL UNA BLANCAUNA AZUL
DST - 95HC
BLANCOUNA
NARANJA1 AZUL
UNA NARANJAUNA AZUL
UNA BLANCA
DST - 110HC
BLANCO1 ROSA
UNAAMARILLA
UNA ROSAUNA AMARILLAUNA BLANCA
DST - 140HC
BLANCO UNA CAFE UNA BLANCAUNA CAFE
69

CODIGO DE COLORES PARA TUBERÍAS DE REVESTIMIENTO Y PRODUCCIÓN TAMSA.
GRADO DE ACERO
COPLECOLOR BANDA
CUERPO DEL TUBOBANDA
CODIGO DE COLORESCOPLE Y TUBO
TRC - 80 CAFE 1 AZUL UNA CAFEUNA AZUL
TRC - 85 CAFEUNA
AMARILLA UNA CAFEUNA AMARILLA
TRC - 90 CAFE 1 BLANCA UNA CAFEUNA BLANCA
TRC - 95 CAFE 1 ROSA UNA CAFE UNA ROSA
TRC - 95 HC CAFEUNA
NARANJA UNA CAFEUNA NARANJA
TRC - 100 CAFE 1 VERDE UNA CAFEUNA VERDE
TRC - 110 CAFE 1 ROJA UNA CAFEUNA ROJA
TAC - 80 BLANCO 1 AZUL UNA BLANCAUNA AZUL
TAC - 95 BLANCOUNA
NARANJA UNA BLANCAUNA NARANJA
TAC - 110 BLANCO 1 VERDE UNA BLANCAUNA VERDE
TAC - 140 BLANCO 1 CAFE UNA BLANCAUNA CAFE
70

Todas las tuberías al ser subidas ó bajadas del piso de perforación deberán de tener sus guardaroscas protectores en piñones y cajas. De igual forma al embarcar ó desembarcar y se deberán de seguir las recomendaciones de seguridad de manejo de tuberías.
DESCARGA Y ALMACENAMIENTO:
A la llegada de la TR al pozo esta se debe estibar en los cargadores sin golpearse.Auxiliándose con una grúa de estrobos de acero con capacidad de resistencia (factor 5), mayor al peso de cada tramo de TR.Se almacenará en los cargadores en estibas no mayores de 5 camas.Estas acciones deben acatarse para evitar accidentes personales y no dañar la tubería.
RECOMENDACIONES GENERALES:
Previo a la introducción de la TR se inspeccionará en campo por personal especializado.Medir y numerar cada tramo.Utilice la trúa para subir el equipo de introducción de TR, así como los tramos.En caso de ser necesario utilice andamos de trabajo.Efectuar cambio de arietes previo a la introducción de TR.Contar con combinación sólida de acuerdo al diámetro de la TR (Linner).Previo a la introducción calcular el peso de la TR y efectuar el guarnido necesario.Verificar las condiciones del changuero de alinear TR.Contar con tapones de levante y collarines de arrastre de acuerdo al diámetro.Verificar nivelación del equipo previo a la introducción de TR.Levantar la parrilla de trabajo, asegurar telescopio en el changuero y lingadas.Contar con llaves de apriete, unidad de potencia y computadora adicional.Solicite oportunamente la cantidad de agua necesaria, cemento y equipo de cementación.Verifique el funcionamiento del equipo de correr TR.Efectúe junta de seguridad antes de introducir el primer tramo.Al inicio de la introducción de los primeros tramos de TR deberá colocar collarín de herramienta.Personal necesario para auxilio de introducción de TR y no permitirles laborar más de dos jornadas.Usar elevador de tope solamente al 40% de su capacidad de carga.
71
DIAM.NOM.PULG.
PESONOMIN.LBS/PIE
PESO AJUSTADOINCL. JUNTAS
I.D.P. LISAPULG.
O.D. JUNTAS PULG.
ID. JUNTAS PULG.
UP. SET GRADO
TIPO DE JUNTA
TIPO DE JUNTA
DESPLTO.LTS/MT
CAPAC. INT. LTS/MT
RESISTENCIA A LA TENSIÓN LIBRAS
RESISTENCIA A LA TORSIÓNLBS/PIE
LBS/PIE KG/MT CLASE I PREMIUM
CLASE II
CLASE I PREMIUM
CLASE II
5”
19.5 20.87 31.06 4.276 6.378 3.755 E NC-50 4 ½” IF 3.959 9.264 396,000 311,850 270,675
41,180 32,324 27,970
22.30 33.19 4.276 7.005 3.755 E 5 ½” FH 5 /2” FH 4.230 9.264 396,000 311,850 270,675
41,180 32,324 27,970
21.39 31.83 4.276 6.378 3.502 X NC-50 4 ½” IF 4.058 9.264 501,750 395,100 342,900
52,177 40,885 35,424
22.58 33.58 4.276 7.005 3.755 X 5 ½” FH 5 /2” FH 4.280 9.264 501,750 395,100 342,900
52,177 40,885 35,424
21.87 32.55 4.276 6.504 3.254 G NC-50 4 ½” IF 4.149 9.264 554,400 436,725 378,900
57,638 45,239 38,188
22.56 33.58 4.276 7.005 3.755 G 5 ½” FH 5 /2” FH 4.280 9.264 554,400 436,725 378,900
57,638 45,239 38,188
22.56 33.57 4.276 6.631 2.755 S NC-50 4 ½” IF 4.280 9.264 713,025 561,375 487,125
77,490 58,154 50,405
23.42 34..86 4.276 7.257 3.502 S 5 ½” FH 5 /2” FH 4.443 9.264 713,025 361,375 487,125
77,490 58,154 50,405
25.6 26.88 40.00 4.000 6.378 3.755 E NC-50 4 ½” IF 5.009 8.107 539,775 415,125 359,100
53,324 40,590 34,981
28.30 42.12 4.000 7.005 3.755 E 5 ½” FH 5 /2” FH 5.369 No 539,775 415,125 359,100
53,324 40,590 34,981
27.82 41.40 4.000 6.504 3.002 X NC-50 4 ½” IF 5.278 8.107 872,300 525,825 454,725
66,272 51,365 44,280
28.54 42.48 4.000 7.005 3.502 X 5 ½” FH 5 /2” FH 5.414 8.107 872,300 525,825 454,725
66,272 51,365 44,280
25.26 42.48 4.000 6.631 2.755 G NC-50 4 ½” IF 4.792 8.107 743,175 581,175 502,650
73,210 56,826 48,929
29.11 43.32 4.000 7.257 3.502 G 5 ½” FH 5 /2” FH 5.523 8.107 743,175 581.175 502,650
73,210 56,826 48,929
29.38 43.73 4.000 7.257 3.254 S 5 ½” FH 5 /2” FH 5.574 8.107 955,350 747,450 646,200
94,095 73,082 62,951
ESPECIFICACIONES DE TUBERÍAS DE PERFORACION
73
DIAM.NOM.PULG.
PESONOMIN.LBS/PIE
PESO AJUSTADOINCL. JUNTAS
I.D.P. LISAPULG.
O.D. JUNTAS PULG.
ID. JUNTAS PULG.
UP. SET GRADO
TIPO DE JUNTA
PRESIÓN INTERNA P.S.I. PRESIÓN AL COPALPSO P.S.I.
APRIETE JUNTA CONEXIONLBS/PIE
LBS/PIE KG/MT CLASE I PREMIUM
CLASE II CLASE I PREMIUM
CLASE II
CLASE I
PREMIUM
CLASE II
5”
19.5 20.87 31.06 4.276 6.378 3.755 E NC-50 9,500 8,690 7,060 9,990 7,060 5,510 18,849 15,970 14,037
22.30 33.19 4.276 7.005 3.755 E 5 ½” FH 9,500 8,690 7,060 9,990 7,060 5,510 30,693 15,970 14,037
21.39 31.83 4.276 6.378 3.502 X NC-50 12,030 10,990 9,630 12,010 8,220 6,420 22,347 20,229 17,778
22.58 33.58 4.276 7.005 3.755 X 5 ½” FH 12,030 10,990 9,630 12,010 8,220 6,420 30,693 20,228 17,778
21.87 32.55 4.276 6.504 3.254 G NC-50 13,300 12,150 10,640 12,990 8,760 6,550 25,741 22,361 19,653
22.56 33.58 4.276 7.005 3.755 G 5 ½” FH 13,300 12,150 10,640 12,990 8,760 6,550 30,693 22,361 19,653
22.56 33.57 4.276 6.631 2.755 S NC-50 17,110 15,630 13,670 15,690 10,050 7,090 31,210 28,752 25,269
23.42 34..86 4.276 7.257 3.502 S 5 ½” FH 17,110 15,630 13,670 15,690 10,050 7,090 36,265 28,752 25,269
25.6 26.88 40.00 4.000 6.378 3.755 E NC-50 13,110 11,990 10,500 13,500 11,460 10,340 22,347 20,317 17,874
28.30 42.12 4.000 7.005 3.755 E 5 ½” FH 13,110 11,990 10,500 13,500 11,460 10,340 30,693 20,317 17,874
27.82 41.40 4.000 6.504 3.002 X NC-50 16,620 15,200 13,300 14,100 14,500 12,630 27,874 25,741 22,642
28.54 42.48 4.000 7.005 3.502 X 5 ½” FH 16,620 15,200 13,300 17,100 14,500 12,630 30,693 25,741 22,642
25.26 42.48 4.000 6.631 2.755 G NC-50 18,370 16,790 14,700 18,890 16,040 13,690 31,120 28,450 25,026
29.11 43.32 4.000 7.257 3.502 G 5 ½” FH 18,370 16,790 14,700 18,890 16,040 13,690 36,265 28,450 25,026
29.38 43.73 4.000 7.257 3.254 S 5 ½” FH 23,610 21,590 18,890 21,290 20,530 16,590 38,597 38,575 32,177
DIAM. O.D. PULG.
DIAM.I.D.PULG.
PESO AJUSTADO INCL. JUNTAS
RECALC CENTRO PLUG
O.D. JUNTA PULG.
I.D. JUNTA PULG.
UP. SET GRADO
TIPO DE JUNTA
TIPO DE JUNTA
DESPLTO LTS/MT
CAPC. INT. LTS/MT
RESIST. DEL TUBO RESIST. CONEXIÓN TORSIÓN DE APRIETE
TENSIÓN TORSIÓN TENSIÓN TORSIÓN
LBS/PIE KG/MT LBS LBS/PIE LBS LBS/PIE LBS/PIE KGS/MT3 ½” 2
1/16”25.30 37.70 4” 4 ¾” 2 3/16” 3 ½” IF NC-38 4.804 2.197 345,400 19,575 748,750 17,575 9,900 2,475
4” 2 9/16”
29.70 44.25 4 ½” 5 ¼” 2 11/16”
4 F.H. NC-40 5.836 3.364 407,550 27,635 711,475 23,525 13,250 3,313
4 ½” 2 ¾” 41.00 61.09 5” 6 ¼” 2 7/8” 4 I.F. NC-46 7.784 3.873 548,075 40,715 1,024,500 38,800 21,800 5,4505” 3” 49.30 73.46 5 ½” 6 ½” 3 1/16” 4 ½” NC-50 9.360 4.605 691,185 56,495 1,266,000 51,375 29,400 7,350
CONVERSIONES
74
APRIETE CONEXION. KGS/MT = LBS/FT X 0.138 = KGS/MT EQUIVALENTES.CAPACIDAD INTERIOR LTS/MT = D2 X 0.5067 = LTS/MT NC-26 2 3/8” I.F.DESPLTO. ACERO. LTS/MT = LBS/FT X 0.18973 = LTS/MT NC-31 2 7/8” I.F.
KGS = LBS/FT X .453 = KGS. NC-38 3 ½” I.F.NC-40 4” F.H.NC-46 4” I.F.NC-50 4 ½” I.F.
ESPECIFICACIONES DE TUBERIAS DE PERFORACIÓN.
DIAM.NOM.PULG.
PESONOMIN.LBS/PIE
PESO AJUSTADOINCL. JUNTAS
I.D.P. LISAPULG.
O.D. JUNTAS PULG.
ID. JUNTAS PULG.
UP. SET GRADO
TIPO DE JUNTA
TIPO DE JUNTA
DESPLTO.LTS/MT
CAPAC. INT. LTS/MT
RESISTENCIA A LA TENSIÓN LIBRAS
RESISTENCIA A LA TORSIÓN
LBS/PIE KG/MT CLASE I PREMIUM
CLASE II
CLASE I PREMIUM
CLASE II
3 ½”
9.5 10.34 15.38 2.992 4.755 2.691 E NC-38 3 ½” I.F. 1.961 4.536 194,400 153,225 132,795
14,169 11,070 9,540
13.3 13.95 20.76 2.764 4.755 2.691 E NC-38 3 ½” I.F. 2,646 3.871 271,800 212,400 183,600
18,598 14,391 12,398
14.81 21.75 2.764 5.000 2.565 X NC-38 3 ½” I.F. 2.772 3.871 344,475 269,100 232,425
23,542 18,229 15,846
14.71 21.89 2.764 5.000 2.438 G NC-38. 3 1/2” I.F
2.790 3.871 380,700 297,450 256,950
25,978 20,074 17,343
14.92 22.21 2.764 5.000 2.127 S NC-38 3 ½” I.F. 2.830 3.871 489,375 382,500 330.300
333,431 25,904 22,228
15.30 22.72 2.764 5.378 2.438 S NC-40 4 FH 2.902 3.871 489,375 382,500 330,300
33,431 25,904 22,288
15.5 16.57 24.65 2.802 5.000 2.565 E NC-38 3 ½” I.F. 3.143 3.430 323,100 250,875 216,225
21,107 16,162 13,800
16.83 25.05 2.802 5.000 2.438 X NC-38 3 ½” I.F 3.193 3.430 408,275 317,700 273,825
26,716 20,443 17,495
17.05 25.37 2.802 5.000 2.217 G NC-38 3 ½” I.F 3.234 3.430 452,475 351,225 302,625
29,520 22,583 19,336
17.78 26.47 2.802 5.504 2.253 S NC-40 4 HF 3.373 3.400 581,265 451,350 389,025
38,007 29,225 24,871
4 ½” 13.75 15.03 22.37 3.958 6.378 3.755 E NC-50 4 ½” I.F. 2.851 7.937 270,450 212,525 185,625
25,904 20,443 17.712
16.6 17.99 26.77 3.826 6.378 3.755 E NC-50 4 ½” I.F. 3.413 7.417 330,975 260,325 225,900
30,848 24,133 20,885
18.37 27.33 3.826 6.256 3.254 E NC-46 4 I.F. 3.485 7.417 330,975 260,325 225,900
30,848 24,133 20,885
18.36 27.33 3.826 6.378 3.755 X NC-50 4 ½” I.F. 3.483 7.417 419,175 329,850 286,200
39,040 30,627 26,494
75

18.81 27.70 3.826 6.256 3.000 X NC-46 4 I.F. 3.530 7.417 419,175 329,850 286,200
39,040 30,627 26,494
18.36 27.33 3.826 6.378 3.755 G NC-50 4 ½” I.F. 3.483 7.417 463,275 364,500 316,500
43,173 33,800 29,299
18.61 27.70 3.826 6.256 3.000 G NC-46 4 I.F. 3.530 7.417 463,275 364,500 316,500
43,173 33,800 29,299
18.62 27.71 3.826 6.378 3.502 S NC-50 4 ½” I.F. 3.532 7.417 595,800 468,675 406,800
55,498 43,468 37,838
18.62 28.02 3.840 6.256 2.754 S NC-46 4 I.F. 3.532 6.713 595,800 468,675 406,800
55,498 43,468 37,838
20 21.63 32.19 3.840 6.378 3.628 E NC-50 4 ½” I.F. 4.103 6.713 412,875 323,325 279,675
36,900 28,708 24,797
22.12 32.91 3.840 6.250 3.000 E NC-46 4 I.F. 4.196 6.713 412,875 232.325 279,675
36,900 28,708 24,797
22.09 32.88 3.840 6.378 3.502 X NC-50 4 ½” I.F. 4.191 6.713 522,900 409,500 354,375
46,789 36,383 31,365
22.62 33.66 3.840 6.256 2.754 X NC-46 4 I.F. 4.291 6.713 522,900 409,500 354,375
46,789 36.383 31,365
22.09 32.86 3.840 6.378 3.502 G NC-50 4 ½” I.F. 4.191 6.713 578,025 452,700 391,225
51,734 40,147 34,686
22.81 33.94 3.840 6.256 2.502 G NC-46 4 I.F. 4.327 6.713 578,025 452,700 391,225
51,734 40,147 36,686
23.08 34.31 3.840 6.631 3.002 S NC-50 4 ½” I.F. 4.375 6.713 743,175 582,075 503,550
66,494 51,660 44,575
23.98 34.20 3.840 6.256 2.253 S NC-46 4 I.F. 4.360 6.713 743,175 582,075 503,550
66,494 51,660 44,575
DIAM.NOM.PULG.
PESONOMIN.LBS/PIE
PESO AJUSTADOINCL. JUNTAS
I.D.P. LISAPULG.
O.D. JUNTAS PULG.
ID. JUNTAS PULG.
UP. SET GRADO
TIPO DE JUNTA
PRESIÓN INTERNA P.S.I. PRESIÓN AL COPALPSO P.S.I.
APRIETE JUNTA CONEXIONLBS/PIE
LBS/PIE KG/MT CLASE I PREMIUM
CLASE II CLASE I PREMIUM
CLASE II
CLASE I
PREMIUM
CLASE II
3 ½”
9.510.34 15.38 2.992 4.755 2.691 E NC-38 9,510 8,700 7,600 10,030 7,090 5,540 9,063 5,941 4,827
13.3 13.95 20.76 2.764 4.755 2.691 E NC-38 13,790 12,620 11,030 14,110 12,020 10,860 9,063 7,218 6,347
14.81 21.75 2.764 5.000 2.565 X NC-38 17,470 15,980 13,980 17,880 15,210 13,750 10,170 9,136 8,040
14.71 21.89 2.764 5.000 2.438 G NC-38 19,310 17,650 15,460 19,750 16,820 15,040 11,114 10,103 8,886
14.92 22.21 2.764 5.000 2.127 S NC-38 24,820 22,710 19,870 25,390 21,620 18,400 13,018 12,989 11,424
15.30 22.72 2.764 5.378 2.438 S NC-40 24,820 22,710 19,870 25,390 21,620 18,400 14,974 12,989 11,424
15.5 16.57 24.65 2.802 5.000 2.565 E NC-38 16,830 15,380 13,470 16,760 14,470 13,170 10,170 8,207 7,225
16.83 25.05 2.802 5.000 2.438 X NC-38 21,320 19,490 17,050 21,100 18,330 16,680 11,114 10,398 9,151
17.05 25.37 2.802 5.000 2.217 G NC-38 23,560 21,550 18,850 23,480 20,260 18,440 13,018 11,491 10,118
76
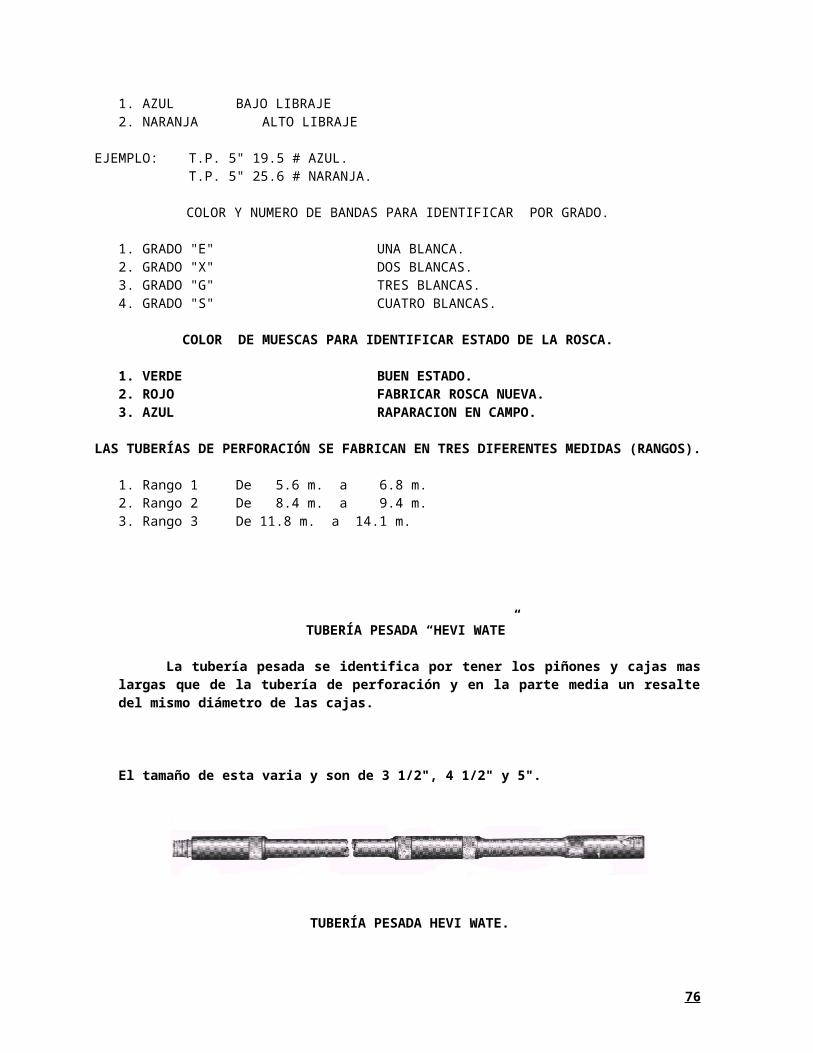
17.78 26.47 2.802 5.504 2.253 S NC-40 30,310 27,700 24,240 30,170 26,040 23,710 16,480 14,775 13,004
4 ½”
13.75 15.03 22.37 3.958 6.378 3.755 E NC-50 7,900 7,220 8,320 7,190 4,710 3,390 18,849 10,036 8,819
16.6 17.99 26.77 3.826 3.378 3.755 E NC-50 9,830 8,990 7,860 10,380 7,540 5,950 18,849 11,956 10,509
18.37 27.33 3.826 6.256 3.254 E NC-46 9,830 8,990 7,860 10,380 7,540 5,950 17,010 11,956 10,509
18.36 27.33 3.826 6.378 3.755 X NC-50 12,440 11,380 9,960 12,750 8,850 6,830 18,840 15,144 13,314
18.81 27.70 3.826 6.256 3.000 X NC-46 12,440 11,380 9,960 12,750 8,850 6,830 19,837 15,144 13,314
18.36 27.33 3.826 6.378 3.755 G NC-50 13,760 12,570 11,010 13,820 9,450 7,180 19,849 16,738 14,716
18.61 27.70 3.826 6.256 3.000 G NC-46 13,760 12,570 11,010 13,820 9,450 7,180 19,845 16,738 14,716
18.62 27.71 3.826 6.376 3.502 S NC-50 17,690 16,170 14,150 16,790 10,890 7,920 22,347 21,520 18,915
18.62 28.02 3.826 6.256 2.754 S NC-46 17,690 16,170 14,150 16,790 10,890 7,920 22,450 21,520 18,915
20 21.63 32.19 38.40 6.378 3.625 E NC-50 12,540 11,470 10,030 12,950 10,890 9,630 20,627 14,347 12,620
22.12 32.91 38.40 6.250 3.000 E NC-46 12,540 11,470 10,030 12,950 10,890 9,630 19,845 14,347 12,620
22.09 32.88 38.40 6.378 3.502 X NC-50 15,880 14,510 12,700 16,410 13,890 11,600 22,347 18,170 15,978
22.62 33.66 38.40 6.256 2.754 X NC-46 15,880 14,510 12,700 16,410 13,890 11.600 22,450 18,170 15,978
22.09 32.86 38.40 6.378 3.502 G NC-50 17,560 16,030 14,330 18,140 15,340 12,510 22,347 20,081 17,660
22.81 33.94 38.40 6.256 2.502 G NC-46 17,560 16,030 14,330 18,140 15,340 12,510 24,834 20,081 17,660
23.08 34.31 38.40 6.631 3.002 S NC-50 22,580 20,630 18,850 23,320 18,830 15,020 27,847 25,823 22,708
23.98 34.20 38.40 6.256 2.253 S NC-46 22,580 20,630 18,050 23,320 18,830 15,020 26,981 25,823 22,708
CONVERSIONES EQUIVALENTESAPRIETE DE CONEXIÓN KGS/MT = LBS/FT X 0.138 = KGS/MT NC-26 2 3/8” I.F.CAPACIDAD INTERIOR LTS/MT = D2 X0.5067 = LTS/MT NC-31 2 7/8” I.F.DESPLTO. DE ACERO LTS/MT = LBS/FT X 0.18973 = LTS/MT NC-38 3 ½” I.F.
KGS = LB/FT X .453 = KGS NC-40 4” F.H.NC-46 4” I.F.NC-50 4 ½” I.F.
ESPEFICICACIONES DE TUBERIAS DE PERFORACION.
77

DIAM.NOM.PULG.
PESONOMIN.LBS/PIE
PESO AJUSTADOINCL. JUNTAS
I.D.P. LISAPULG.
O.D. JUNTAS PULG.
ID. JUNTAS PULG.
UP. SET GRADO
TIPO DE JUNTA
TIPO DE JUNTA
DESPLTO.LTS/MT
CAPAC. INT. LTS/MT
RESISTENCIA A LA TENSIÓN LIBRAS
RESISTENCIA A LA TORSIÓNLBS/PIE
LBS/PIE KG/MT CLASE I PREMIUM
CLASE II
CLASE I PREMIUM
CLASE II
2 3/8”
4.85 7.89 5.30 1.995 3.376 1.753 E NC-26 (I.F.) 1.497 1.011 97,875 76,950 66,825 4,797 3,764 3,247
7.59 5.10 3.376 2.000 E WO 1.440 1.011 97,875 76,950 66,825 4,797 3,764 3,247
7.29 4.90 3.128 2.000 E OH 1.383 1.011 97,85 76,950 66,825 4,797 3,764 3,247
7.44 5.00 3.254 2.000 E SL-H90 1.412 1.011 97,875 76,950 66,825 4,797 3,764 3,247
6.65 10.43 7.01 1.85 3.376 1.753 E NC-26 (I.F.) 1.979 0.919 138,375 107.775 92,925 6,273 4,797 4,133
10.27 6.90 3.254 1.753 E OH 1.949 0.919 138,375 107.775 92,925 6,273 4,797 4,133
10.12 6.80 2.876 1.375 E PAC 1.920 0.919 138,375 107.775 92,925 6,273 4,797 4,133
10.57 7.10 3.376 1.753 X NC-26 (I.F.) 2.005 0.919 175,275 136,575 117,675
7,897 6,125 5,240
10.42 7.00 3.254 1.824 X SL-H90 1.977 0.919 175,275 136.575 117,675
7,897 6,125 5,240
10.57 7.10 3.376 1.753 G NC-26 (I.F.) 2.005 0.919 193,725 150,975 130,050
8,782 6,716 5,756
10.42 7.00 3.254 1.824 G SL-H90 1.977 0.919 193.725 150,975 130,050
8,782 6,716 5,756
2 7/8” 6.85 7.50 11.16 2.441 4.129 2.128 E NC-31 (I.F.) 1.423 1.237 136.125 107,100 92,925 8,118 6,347 5,491
7.30 10.86 4.129 2.439 E WO 1.385 1.237 136,125 107,100 92,925 8,118 6,347 5,491
6.90 10.27 3.755 2.439 E OH 1.309 1.237 136,125 107,100 92,925 8,118 6,347 5,491
7.10 10.57 3.877 2.439 E SL-H90 1.347 1.237 136,125 107,100 92,925 8,118 6,347 5,491
1040 10.90 16.21 2.151 4.129 2.128 E NC-31 (I.F.) 2.068 1.090 214,650 166,725 143,775
11,587 8,856 7,601
10.60 15.78 3.877 2.159 E OH 2.011 1.090 214,650 166,725 143,775
11,587 8,856 7,601
10.60 15.78 3.877 2.159 E PAC 2.011 1.090 214,650 166,725 143,775
11,587 8,856 7,601
11.20 16.67 4.255 1.875 E XH 2.125 1.090 214,650 166,725 143,775
11,587 8,856 7,601
10.40 15.48 3.377 1.753 E NC-26 (I.F.) 1.973 1.090 214,650 166,,725 143.755
11,587 8,856 7,601
10.30 15.33 3.128 1.501 E PAC 1.954 1.090 214,650 166,725 143,755
11,587 8,856 7,601
11.09 16.50 4.129 2.002 X NC-31 (I.F.) 2.104 1.090 271,800 211,050 182,025
14,686 11,218 9,594
10.90 16.22 3.877 2.159 X SL-H90 2.068 1.090 271,800 211,050 182,025
14,686 11,218 9,594
78
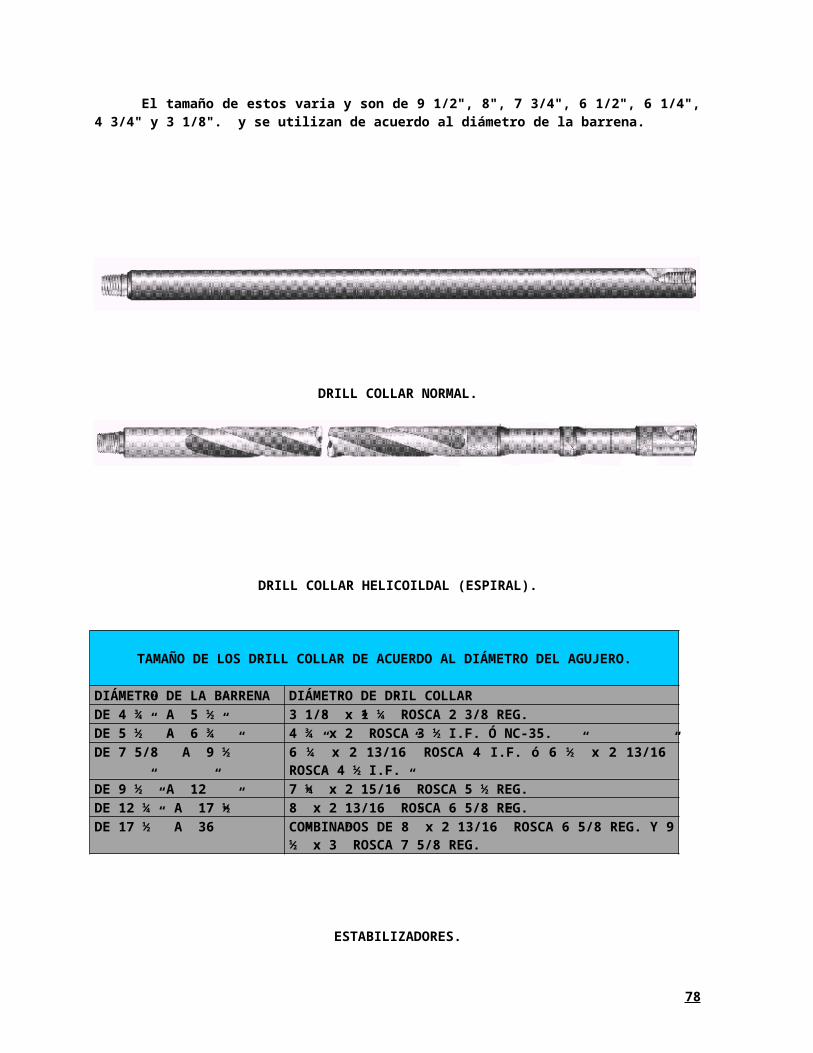
11.09 16.50 4.129 2.002 G NC-31 (I.F.) 2.104 1.090 300,375 233,325 201,150
14,162 12,398 10,627
10.90 16.22 4.003 2.002 G Sl-h90 6.068 1.090 300,375 233,325 201,150
14,162 12,398 10,627
11.55 17.19 4.377 1.627 S NC-31 (I.F.) 2.191 1.090 386,325 300,150 258,525
20,812 15,941 13,653
11.30 16.82 4.129 1.627 S SL-H90 2.144 1.090 386,325 300,150 258,525
20,812 15,941 13,653
DIAM.NOM.PULG.
PESONOMIN.LBS/PIE
PESO AJUSTADOINCL. JUNTAS
I.D.P. LISAPULG.
O.D. JUNTAS PULG.
ID. JUNTAS PULG.
UP. SET GRADO
TIPO DE JUNTA
PRESIÓN INTERNA P.S.I. PRESIÓN AL COPALPSO P.S.I.
APRIETE JUNTA CONEXIONLBS/PIE
LBS/PIE KG/MT CLASE I PREMIUM
CLASE II CLASE I PREMIUM
CLASE II
CLASE I
PREMIUM
CLASE II
2 3/8”
4.85 7.89 5.30 1.995 3.376 1.753 E NC-26 10,498 9,599 8,396 11,035 8,541 6,844 3,240 1,852 1,624
7.59 5.10 1995 3.376 2.000 E WO 10,498 9,599 8,396 11,035 8,541 6,844 2,266 1,852 1,624
7.29 4.90 1.995 3.128 2.000 E OH 10,498 9,599 8,396 11,035 8,541 6,844 2,266 1,852 1,624
7.44 5.00 1.995 3.254 2.000 E SL-H90 10,498 9,599 8,396 11,035 8,541 6,844 2,561 1,852 1,624
6.65 10.43 7.01 1.815 3.376 1.753 E NC-26 15,471 14,152 12,369 15,588 13,369 12,137 3,240 2,428 2,140
10.27 6.90 1.815 3.254 1.753 E OH 15,471 14,152 12,369 15,588 13,369 12,137 3,151 2,428 2,140
10.12 6.80 1.815 2.876 1.375 E PAC 15,471 14,152 12,369 15,588 13,369 12,137 2,347 2,428 2,140
10.57 7.10 1.815 3.376 1.753 X NC-26 19,590 17,908 15,370 19,749 16,951 15,130 3,240 3,085 2,708
10.42 7.00 1.815 3.254 1.824 X SL-H90 19,590 17,908 15,370 19,749 16,951 15,130 3,446 3,085 2,708
10.57 7.10 1.815 3.376 1.753 G NC-26 21,649 19,807 16,979 21,837 18,720 16,980 3,240 3,410 2,996
10.42 7.00 1.815 3.254 1.824 G SL-H90 216,49 19,807 16,979 21,837 18,720 16,980 3,466 3,410 2,996
2 7/8”
6.85 7.50 11.16 2.441 4.129 2.128 E NC-31 9,903 9,063 7,917 10,469 7,671 6,047 5,941 3,137 2,760
7.30 10.86 2.441 4.129 2.439 E WO 9,903 9,063 7,917 10,469 7,671 6,047 3,756 3,137 2,760
6.90 10.27 2.441 3.755 2.439 E OH 9,903 9,063 7,917 10,469 7,671 6,047 2,797 3,137 2,760
7.10 10.57 2.441 3.877 2.439 E SL-H90 9,903 9,063 7,917 10,469 7,671 6,047 3,815 3,137 2,760
10.40 10.90 16.21 2.151 4.129 2.128 E NC-31 16,530 15,109 13,224 16,501 14,210 12,934 5,941 4,494 3,956
10.60 15.78 2.151 3.877 2.159 E OH 16,530 15,109 13,224 16,501 14,210 12,934 4,413 4,494 3,956
10.60 15.78 2.151 3.877 2.159 E PAC 16,530 15,109 13,224 16,501 14,210 12,934 5,653 4,494 3,956
11.20 16.67 2.151 4.255 1.875 E XH 16,530 15,109 13,224 16,501 14,210 12,934 6,804 4,494 3,956
10.40 15.48 2.151 3.337. 1.753 E NC-26 16,530 15,109 13,224 16,501 14,210 12,934 3,240 3,889 3,889
79

10.30 15.33 2.151 3.128 1.501 E PAC 16,530 15,109 13,224 16,501 14,210 12,934 3,446 3,446 3,446
11.09 16.50 2.151 4.129 2.002 X NC-31 20,924 19,140 14,748 20,909 18,009 16,385 6.598 5,697 5,011
10.90 16.22 2.151 3.877 2.159 X SL-H90 20,924 19,140 14,748 20,909 18,009 16,385 6.620 5,697 5,011
11.09 16.50 2.151 4.129 2.002 G NC-31 23,128 21,141 18,502 23,099 19,909 18,111 6,598 6,369 5,542
10.90 16.22 2.151 4.003 2.002 G SL-H90 21,128 21,141 18,502 23,099 19,909 18,111 6,620 6,369 5,542
11.55 17.19 2.151 4.377 1.628 S NC-31 29,740 27,188 23,795 29,711 25,593 23,287 8,480 8,8096 7,129
11.30 16.82 2.151 4.129 1.627 S SL-H90 29,740 27,188 23,795 29,711 26,593 23,287 8,620 8,8096 7,129
CONVERSIONES EQUIVALENTESAPRIETE DE CONEXIÓN KGS/MT = LBS/FT X 0.138 = KGS/MT NC-26 2 3/8” I.F.CAPACIDAD INTERIOR LTS/MT = D2 X0.5067 = LTS/MT NC-31 2 7/8” I.F.DESPLTO. DE ACERO LTS/MT = LBS/FT X 0.18973 = LTS/MT NC-38 3 ½” I.F.
KGS = LB/FT X .453 = KGS NC-40 4” F.H.NC-46 4” I.F.NC-50 4 ½” I.F
80
CAPÍTULO VI
Conocimientos Básicos Del Fluido De Control.
Preparación y acondicionamiento de fluidos de control.
Objetivos:
1. Al termino del estudio de este capitulo, usted identificara sin dificultad los materiales que se utilizan en la preparación y acondicionamiento de los fluidos de control.
2. Realizará correctamente las prácticas de laboratorio.3. Destacará la importancia del manejo de accesorios en el acondicionamiento de los fluidos de
control.
De las distintas informaciones que se tienen de los fluidos de control se analizaron los tipos de fluidos, propiedades, funciones, preparación, cálculos de caída de presión, etc, etc, Que nos servirán de base para las prácticas que se efectúan en la identificación, preparación y acondicionamiento de los fluidos de control.
Recuerde que los fluidos de control equilibran las presiones de las formaciones, evitando de tal manera que el gas, agua ó aceite fluyan hacia el pozo, de aquí la importancia de tratar los temas siguientes:
1. Identificación y manejo de materiales.2. Manejo de accesorios.3. Prácticas de laboratorio.4. Preparación de fluidos.5. Acondicionamiento de fluidos.
Tipos de materiales:
Los principales tipos de materiales que se utilizan en la preparación de fluidos de control, son los siguientes:
1. Viscosificantes.2. Alcalinizantes.3. Precipitantes de Ión Calcio.4. Inhibidores de corrosión.5. Emulsificantes.6. Dispersantes.7. Densificantes.8. Secuestrantes.9. Obturantes.
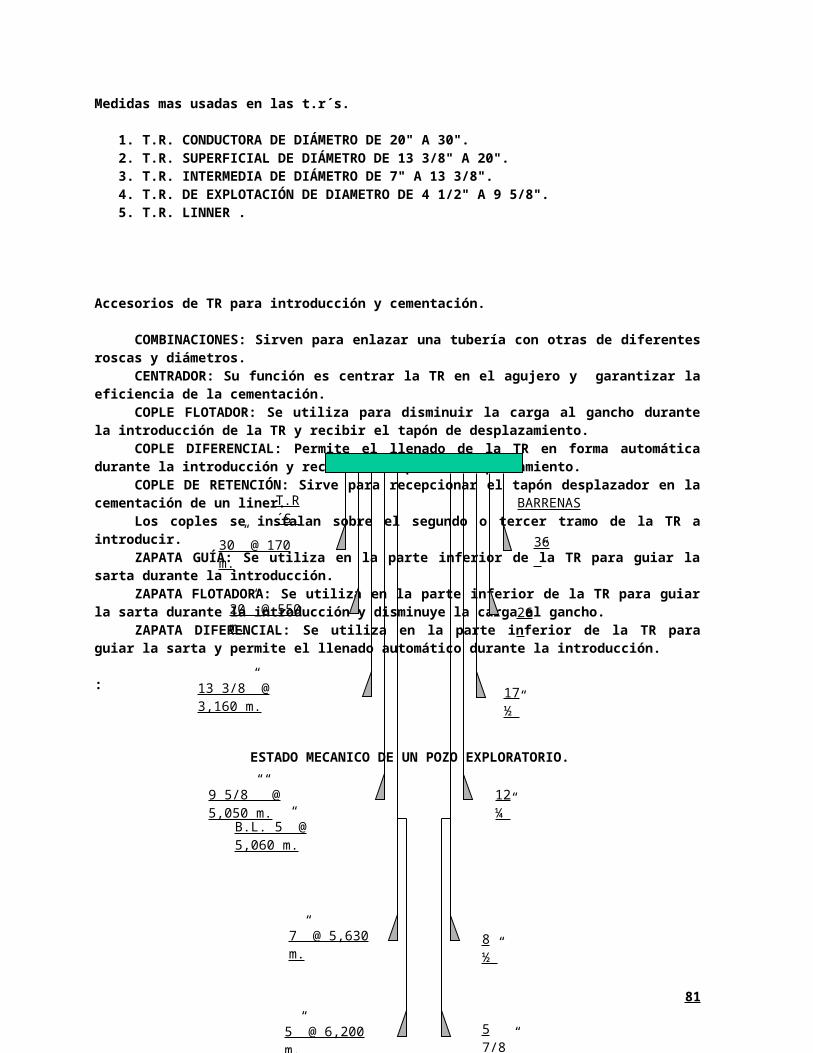
1. Materiales Viscosificantes:Proporcionan al fluido de control, buena gelatinosidad, mayor viscosidad y óptima
reducción del filtrado.
El material viscosificante más usual es la “Bentonita”En fluidos de control base agua, alcanza densidad, hasta de 1.06 gr/cm3, y viscosidad Marsh de 40 a 50 segundos.
2. Materiales Alcalinizantes:Se emplea para alcalinizar, para aumentar el PH de algunos fluidos base agua. El principal
alcalinizante que se utiliza es la “Sosa Cáustica”.
Uso, incrementa el potencial Hidrógeno, solubilizar dispersantes y contrarrestar la acción corrosiva en las salmueras.
3. Materiales Precipitantes del Ión Calcio:Compuestos “acidicos” que producen exceso de iones hidrógeno, su empleo principal, es
eliminar el ión calcio, producido por la contaminación del cemento en los fluidos de control bentoníticos, los más usuales son: “Carbonato De Sodio, Bicarbonato De Sodio Y Pirofosfato Ácido De Sodio”.
4. Materiales Inhibidores de corrosión:Son materiales que al añadirse al fluido de control sirven para disminuir o quitar la
corrosión que estos pudieran provocar en las T.P. de producción, trabajo ó revestimiento, el más utilizado es el “Bicromato De Sodio”.
En ocasiones actúa para evitar la gelificación en fluidos bentoníticos que se usan en pozos con alta temperatura.
5. Materiales Emulsificantes:Este tipo de materiales se utiliza para producir una emulsión (mezcla líquida heterogénea
permanente), su función principal es facilitar la dispersión de un líquido en otro manteniéndolos en suspensión o dispersión sin que las fases se separen, los más usados son: “Drilex Y Drilox”.
En fluidos de emulsión inversa actúa como estabilizador de la emulsión, mejorando las propiedades de filtración.
6. Materiales Dispersantes:Su función principal, es reducir la viscosidad en fluidos de base de agua tratados
químicamente los más usuales son: “Lignex Y Supercaltex”.
Son utilizados cómo reductor de viscosidad de filtrado y emulsificante, en los fluidos de control cromolignosulfonato emulsionado (ClSe), resiste alta temperaturas y presiones.
7. Materiales Densificantes:Materiales inertes o productos químicos que se utilizan para aumentar la densidad den los fluidos de control base agua y salmueras, los más conocidos son: “Barita, Carbonato De Calcio, Cloruro De Calcio Y Cloruro De Sodio Fino”
8. Materiales Secuestrantes:Se utiliza como secuestrante del Ácido Sulfhídrico en los fluidos de control, el más conocido es: “Ironite Sponge”.
Se usa en fluidos de control base agua o aceite para reducir la corrosión producida por el ácido sulfhídrico.
9. Materiales Obturantes:Se emplean para evitar pérdidas y recuperar la circulación de los fluidos de control, el más usual es la: “Sal En Grano”.
En fluidos de control de baja densidad FaPX con altas viscosidades (600 a 1000 segundos) para controlar perdidas de circulación en yacimientos con gradientes de presión bajos. El
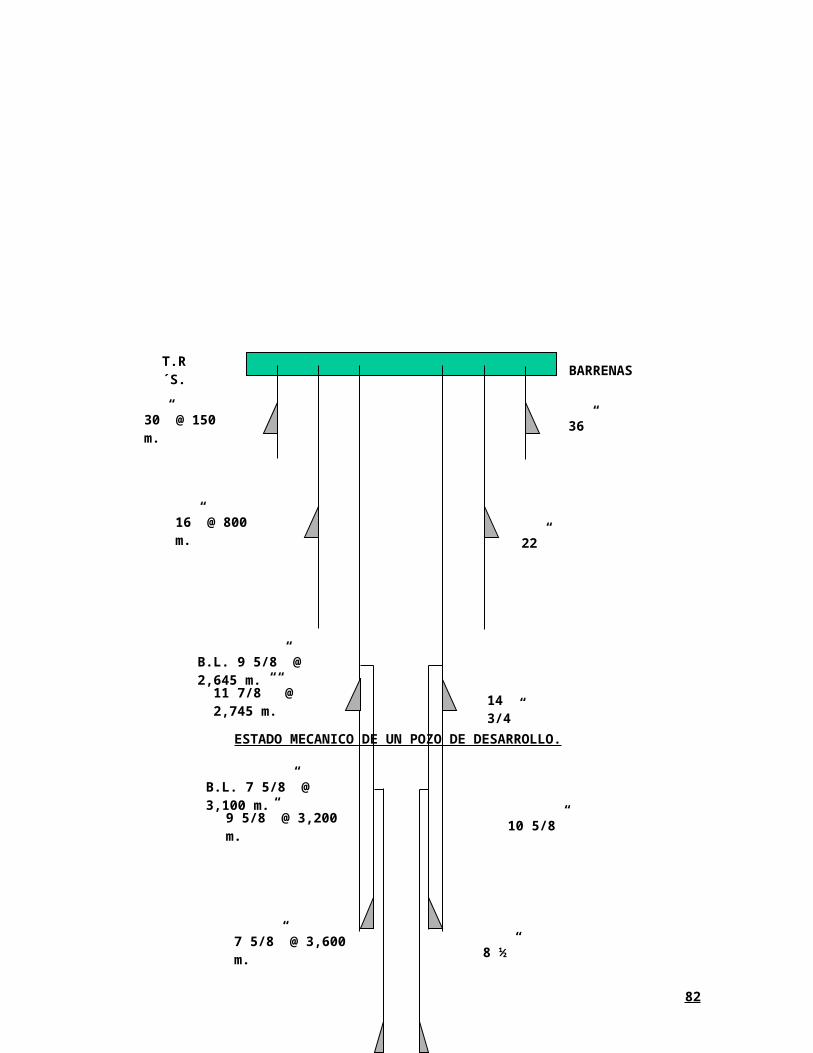
tapón formado es fácilmente removido circulando con agua dulce, ya que la sal es soluble en agua.

CAPÍTULO VII
Conocimientos Básicos De Preventores.
OBJETIVOS
Después del estudio de este capítulo usted:
- Analizará los diferentes conjuntos de preventores seleccionados.
- Identificará el funcionamiento y manejo de los mismos.
- Valorará las normas de seguridad para su mantenimiento.
INTRODUCCIÓN
Debido a las diferentes presiones existentes en los diversos campos petroleros del país, la Gerencia de Reparación y Terminación de Pozos ha disecado tres arreglos del conjunto de preventores para ser utilizados en los lugares más apropiados.
En este capítulo se le muestran los tres conjuntos; se le indica el funcionamiento, manejo, así como el mantenimiento del preventor de arietes y esférico anular. Considerando que dada la importancia de tener en óptimas condiciones el control secundario de un pozo, usted pondrá todo el interés en aprender este tema y así tener una mayor seguridad en su trabajo.
1.- GENERALIDADES
Dentro del conjunto de preventores utilizados en los equipos, básicamente existen dos tipos que son:
AnularesCiegos
De arietes Ajustables Ciegos de corte
Esféricos anulares
Estos tienen como función sellar el espacio anular, cortar la tubería o sellar completamente el pozo.
Cualquier arreglo tiene la preparación para unirse a los diferentes cabezales, contando además con la capacidad suficiente de bombas para apertura y cierre de los mismos.
Las medidas de los preventores utilizados son de 7 1/16 y 11 pg con presiones de trabajo de 352, 703 y 1,055 kg/cm2 (5,000, 10,000 y 15,000 lb/pg2).
El conjunto de preventores es la unidad de mayor importancia en el desarrollo de las operaciones de los equipos; esto significa que al presentarse un brote del pozo, sellará el mismo ya sea con o sin tubería en su interior. Siendo además indispensable en operaciones de pruebas de cabezal, cementaciones a presión, y localización de roturas de la tubería de revestimiento.
Para mayor seguridad en el manejo del equipo se debe estar familiarizado con las normas para el funcionamiento y mantenimiento de los preventores de arietes y esféricos anulares, así como las operaciones que se efectúan con ellos.
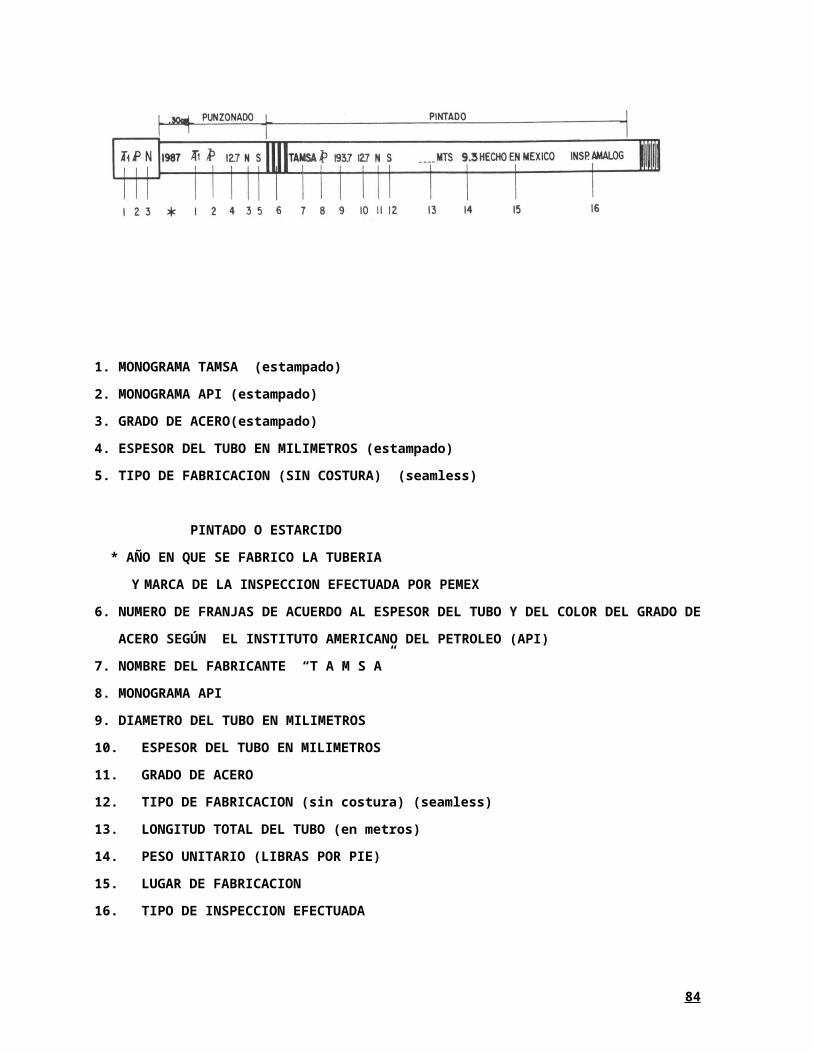
2.- DISEÑO
Para elaborar los diferentes arreglos del conjunto de preventores, se tomaron en cuenta las experiencias acumuladas en lo referente al manejo de sistemas de control superficial, las presiones a que se sujetan y la tendencia de mejorar la seguridad y funcionalidad en los Equipos de Reparación y Terminación de Pozos.
Además de lo anterior se tomó en cuenta lo siguiente:El diseño debe cumplir con lo establecido por las Normas API.
Debe ser funcional y práctico.
Se deberá tener un procedimiento de operación y mantenimiento.
Deberá asegurarse la continuidad de la operación, en caso de falla de un elemento, se debe tener otro instalado.
No deberán usarse las válvulas de los cabezales de tubería de producción.
Las líneas de matar y estrangular deberán instalarse en las válvulas laterales de los preventores de arietes.
Cuando no se cuente con válvulas operadas hidráulicamente ni con válvulas de contrapresión tipo "R", se instalarán en el conjunto, válvulas de operación manual.
4.- DESCRIPCION DE UN PREVENTOR DE ARIETES
El preventor de arietes que se utiliza en los arreglos de control secundario, es el CAMERON tipo "U", unidad sencilla y doble, y tiene las características siguientes:

- Se pueden usar en pozos terrestres o marinos.- La presión del pozo ayuda a cerrar los arietes.- Los arietes pueden cambiarse o repararse en el campo.- Tiene un sistema de operación secundario de sello para cerrar manualmente.- Los conductos de fluido para cerrar y abrir son parte integral del cuerpo.- Los arietes se autoalimentan de hule en las operaciones de cierre como lo señala la figura 113.
Autoalimentación de los hules de arietes
Preventor de arietes sencillo Cameron tipo "U" mostrando sus dimensiones

E S P E C I F I C A C I 0 N E S
MEDIDA pg PRESION DE TRABAJO pg
AGUJERO VERTICALPg
A pg B pg C pg E pg F pg G pg PESO kg
7 1/16 5,000 7 1/16 74,000 27,500 20,250 10,406 9,625 5,500 1,2707 1/16 10,000 7 1/16 74,000 30,562 20,625 11,062 12,031 5,500 1,61011 5,000 11 96,250 34,312 25,125 12,438 13,156 6,750 2,54011 10,000 11 96,250 35,688 25,750 13,125 13,840 6,750 2,903
D es una distancia variable que es determinada para especificaciones individuales.
Preventor de arietes doble Cameron tipo "U"mostrando sus dimensiones
E S P E C I F I C A C I O N E S
MEDIDA pg
PRESION DE TRABAJO pg
AGUJERO VERTICALPg
A pg B pg C pg E pg F pg G pg H pg PESO kg
7 1/16 5,000 7 1/16 74,000 44,188 20,250 10,406 9,625 5,500 27,094 2,3597 1/16 10,000 7 1/16 74,000 48,625 20,625 11,062 12,031 5,500 29,125 2,90311 5,000 11 96,250 54,500 25,125 12,438 13,156 6,750 32,625 4,62711 10,000 11 96,250 55,875 25,750 13,125 13,844 6,750 33,312 5,126
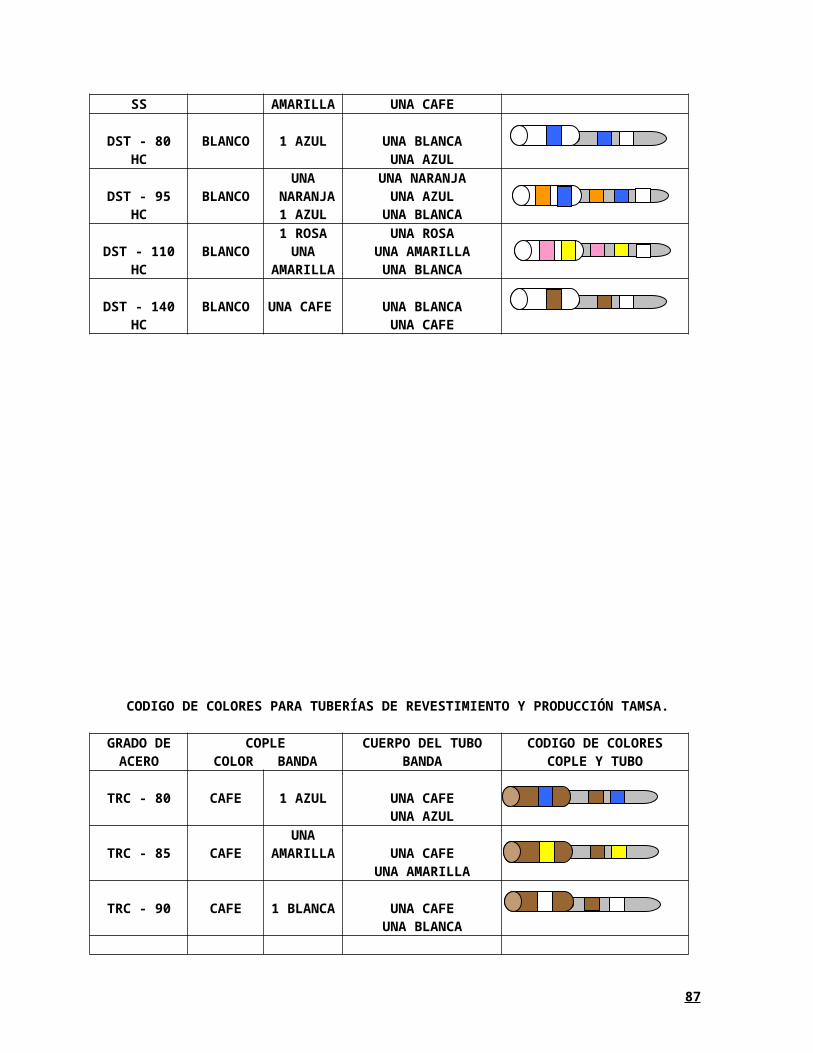
Preventor de arietes sencillo Cameron tipo "U"y componentes en vista expansivo
PARTES DEL PREVENTOR DE REVENTONES CAMERON TIPO “U”LISTA DE PARTES (UNIDAD SENCILLA Y DOBLE)
E S P E C I F I C A C I 0 N E STABLA 59NUMERO DE PARTE
DESCRIPCI0N CANTIDAD REQUERIDA SENCILLO
CANTIDAD REQUERIDA DOBLE
1A CUERPO SENCILLO 1 11B CUERPO DOBLE 42 BRIDA INTERMEDIA 2 43 BONETE 2 44 ARIETE COMPLETO 2 45 PISTON DE OPERACIÓN 2 46 CILINDRO DE OPERACIÓN 2 47 CAJA DEL TORNILLO FIJADOR 2 48 TORNILLO FIJADOR 2 49 PISTON PARA CAMBIO DE ARIETES (ABRIR) 2 410 PISTON PARA CAMBIO DE ARIETES (CERRAR) 2 411 CILINDRO PARA CAMBIO DE ARIETES 4 812 TORNILLO DEL BONETE 8 1613 TORNILLO PARA CAJA DEL TORNILLO FIJADOR 16 3214 TUERCAS DE LA CAJA DEL TORNILLO FIJADOR 16 3215 VALVULA DE RETENCION PARA EMPAQUE PLASTICO 2 416 TORNILLO PARA EMPAQUE PLASTICO 2 417 TAPON PARA EMPAQTJE PLASTICO 2 418 ANILLO RETEN EMPAQUE PLASTICO 2 419 ANILLO SELLO DEL EMPAQUE PLASTICO 2 420 ANILLO SELLO DE VARILLA DEL PISTON 2 421 ANILLO DE AGUANTE 2 422 SELLO DEL BONETE 2 423 PASADOR GUIA DEL ARIETE 4 824 ANILLO "O" DEL CILINDRO OPERADOR 4 825 ANILLO "O" VARILLA DEL PISTON OPERADOR A BRIDA
INTERMEDIA2 4
26 ANILLO "O" DE PISTON OPERADOR 2 427 ANILLO SELLO DEL CONTRAVÁSTAGO 2 428 ANILLO "O" 2 429 ANILLO "O" DEL PISTON DE CAMBIO DE ARIETE A CUERPO 4 830 ANILLO "O" VARILLA DE PISTON DE CAMBIO DE ARIETE A
BRIDA INTER4 8
31 ANILLO "O" CILINDRO DE CAMBIO DE ARIETE A BRIDA INTERMEDIA
4 8
32 ANILLO "O" CILINDRO DE CAMBIO DE ARIETE A BONETE 4 833 ANILLO "O" PISTON DE CAMBIO DE ARIETES 4 834 ANILLO "O" RETEN DEL TORNILLO DE BONETE 8 1635 TORNILLO CACHUCHA BRIDA INTERMEDIA A BONETE 16* 32*36 TUERCA DE PURGA 2 437 TAPON DE PURGA 2 438 PERNO DE ARGOLLA 2 239 EMPAQUE PLASTICO 10 2040 ROLDANA 2 441 ANILLO RETEN 2 442 ANILLO DE DESGAI-TE DEL PISTON DE OPERACIÓN 2 4

* Se requieren 24 en preventor sencillo de 13 5/8 hasta 16 3/4 pg y de 20 ¾ hasta 26 3/4 pg y 48 para preventor doble, se requieren 23 para preventor sencillo de 18 3/4, pg y 64 para preventor doble.A los preventores CAMERON tipo "U" se les pueden instalar cuatro tipos de arietes: ciegos, anulares, ajustables y ciegos de corte. Las cuatro figuras siguientes ilustran dichos arietes con sus partes.
Arietes ciegos
Arietes anulares
Arietes ajustarles
Arietes ciegos de corte

IMPORTANTE
No instale arietes ciegos de corte en un preventor CAMERON tipo "U" sencillo o doble; cuando sea necesario hacerlo cambie el conjunto de bonete y brida intermedia como la que muestra la figura 121, o en su defecto solicite una unidad sencilla con preparación para instalar este tipo de arietes.
Conjunto de brida intermedia y bonete para arietes de corte (vista expansivo)
E S P E C I F I C A C I 0 N E S
NUM. DE PARTE D E S C R I P C I 0 NENSAMBLE DE BONETE DERECHO.ENSAMBLE DE BONETE IZQUIERDO.
2 A BRIDA INTERMEDIA DE CORTE.3 A BONETE PARA ARIETES DE CORTE.5 A PISTON DE OPERACIÓN PAR ARIETES DE CORTE.12 A TORNILLO PARA BONETE DE CORTE.24 A ANILLO DE SELLO INTERIOR DE BRIDA INTERMEDIA.26 A EMPAQUE DE LABIOS.42 A ANILLO DE DESGASTE DEL PISTON DE OPERACIÓN.
FUNCIONAMIENTO DEL PREVENTOR
Los preventores de arietes operan para abrir y cerrar, por medio de unidades que nos proporcionan potencia hidráulica.
El fluido que se utiliza para esta operación debe ser aceite hidráulico "MH-150".
CIERRE.-
Para efectuar el cierre de los arietes se aplica presión por los orificios de cerrar, comunicándose la presión en los bonetes hacia la parte exterior de los pistones de operación.
A presiones de 21 a 35 kg/cm2 (300 a 500 lb/pg2), debe efectuarse el cierre en condiciones normales, pero como medida de seguridad se le asigna al sistema una presión máxima de operación de 105 kg/cm2 (1,500 lb/pg2) para preventores con 352 kg/cm2 (5,000 lb/pg2 ) de presión de trabajo y de 140 kg/cm2 (2,000 lb/pg2) para los de 703 y 1,055 kg/cm2 (10,000 y 15,000 lb/pg2) de presión de trabajo.
En casos de emergencia se pueden aplicar presiones hasta de 352, kg/cm2 (5,000 lb/pg2).
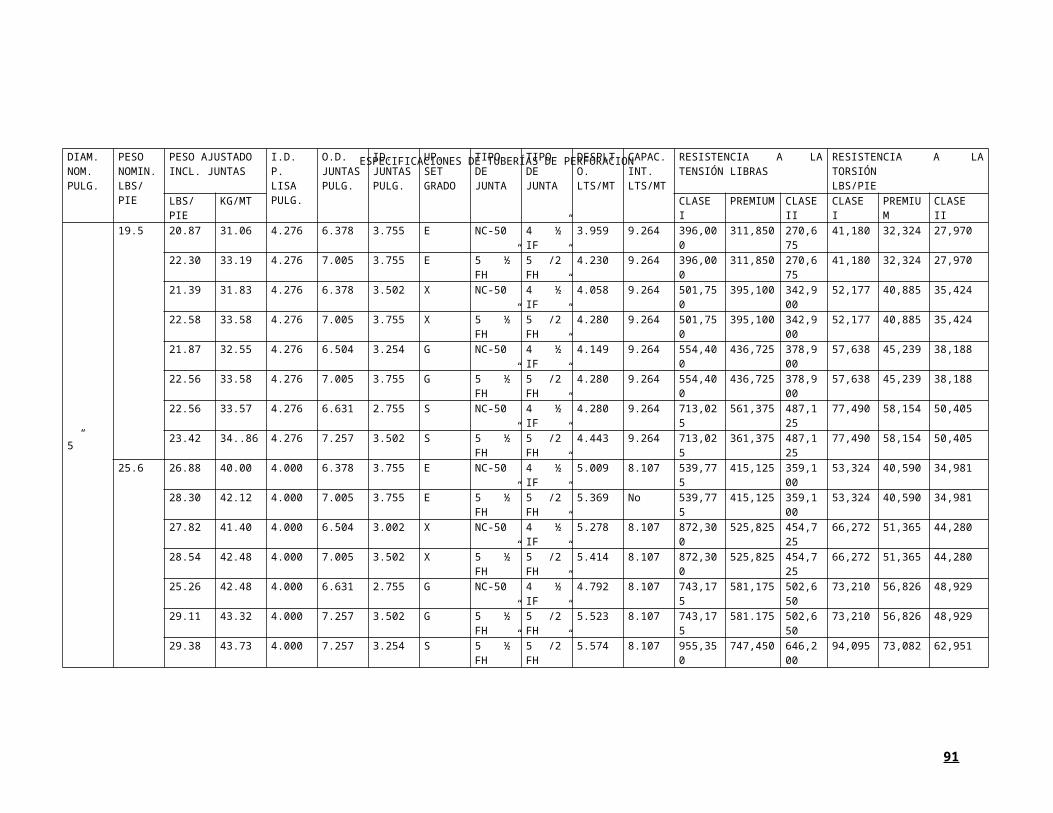
Esto se efectúa cuando en ocasiones los arietes son obstruidos por impurezas depositadas en el interior del cuerpo del preventor, ocasionadas por la falta de limpieza.
ABRIR.-
Para efectuar la apertura de los arietes se aplica presión por los orificios de abrir, la cual se comunica en los bonetes hacia la parte interior de los pistones de operación, esta acción se realiza en condiciones normales con una presión de 21 a 35 kg/cm2 (300 a 500 lb/pg2).
Cuando se requiere cambiar los arietes o elementos de hule, se aflojan los tornillos de los bonetes hasta desenroscarlos totalmente; se aplica presión en el lado de cerrar, y los arietes se mueven hacia el interior del pozo empujando los bonetes hacia fuera, quedando separados del cuerpo del preventor y poder efectuar el cambio.
Una vez que se realizó el cambio de arietes, se aplica presión en el lado de abrir jalando éstos hasta topar con los bonetes y en este momento se inicia el cierre de los mismos. En esta operación los arietes anulares o ajustables nunca están en contacto con la tubería ni obstruyen el orificio vertical del pozo.
5.- INSTALACION, OPERACION, DESMANTELAMIENTO Y MANTENIMIENTODEL CONJUNTO DE PREVENTORES
Es conveniente que usted tenga presente algunas normas de seguridad que se emplean en elconjunto de preventores antes de su instalación, en su instalación, en su operación y durante su desmantelamiento, permitiéndole con esto un adecuado manejo de los mismos y un mayor rendimiento en su área de trabajo.
NORMAS DE SEGURIDAD
ANTES DE SU INSTALACIÓN
- La medida y capacidad del preventor deberá ser igual que la del cabezal de produccióndonde se va a instalar.- Efectúe la revisión del preventor en posición correcta.- Abra los bonetes del preventor, revise el empaque y las pistas de sello.- Verifique que los empaques frontales y superiores de los arietes estén en buenas condiciones.- Revise la operación de los tornillos candado (yugos), ésta deberá ser fácil y rápida.- En conjunto de preventores dobles de 352 kg/cm2 (5000 Ib/pg2), los arietes ciegos se colocan en la parte superior y los anulares en la parte inferior, y para los de 703 kg/cm2 (10,000 Ib/pg2), los arietes de tubería de menor diámetro se colocan en la parte superior, y los de mayor diámetro en la parte inferior.- Al cerrar los bonetes, apriete adecuadamente los tornillos en forma de cruz. Para facilitar esto mantenga la presión de operación en el lado de abrir arietes (no use grasa).- Instale y pruebe las líneas de 1 pg de los preventores.- Revise la operación de los arietes verificando el movimiento de los vástagos contra la presión de operación.- Limpie y revise las pistas para los anillos metálicos empacadores en las bridas.- El anillo metálico empacador será del número adecuado para las bridas que se unan e invariablemente nuevo.- Verifique las medidas y cantidades de birlos y tuercas que se van a usar y repáselos.- Revise las pistas de sello de las bridas laterales e instale las válvulas adecuadas.- Compruebe que la cantidad de birlos y tuercas para las bridas laterales sea adecuada y de la medida correcta.
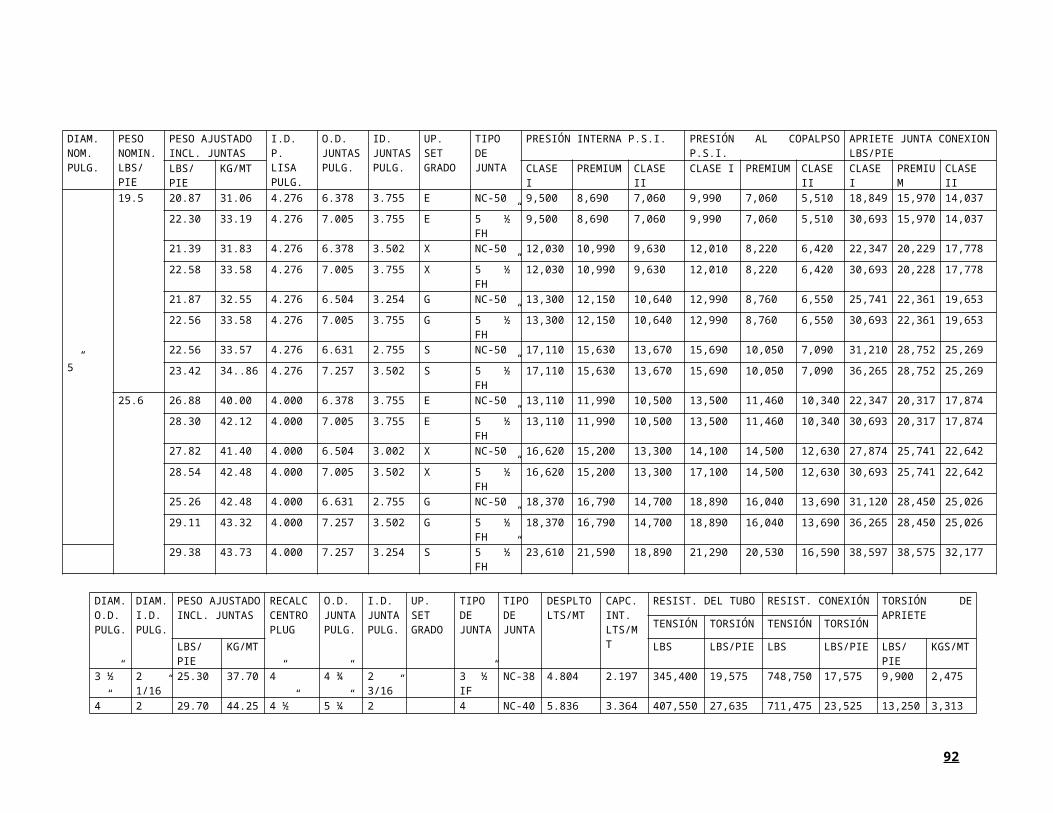
DURANTE SU INSTALACION
- Antes de quitar el árbol de válvulas, confirme el total control del pozo, e invariablemente proceda a instalar una válvula de contrapresión tipo " H " en el copie colgador o bola colgadera que tenga la preparación para alojaría,- Al manejar los preventores de su base de transporte al cabezal de tubería de producción, el Encargado de Operación de Equipo deberá acordar con el personal la maniobra por realizar.- Manéjelos usando cables de acero de 1 pg o mayor diámetro (no los maneje con los cáncamos, éstos se usan sólo para el cambio de arietes o de bonetes).- Inspeccione nuevamente la ranura de sello inferior y la del cabezal de tubería de producción.- Lave y seque las ranuras e instale el anillo metálico empacador correctamente; éste deberá ser nuevo.- Proteja la boca del pozo mientras se efectúa la operación de instalación del preventor.- Oriente los preventores al sentarlos en el cabezal de tubería de producción e introduzca dos birlos para utilizarlos como guías. Siéntelos con precaución para no dañar el anillo metálico empacador.- Revise que el apriete de los birlos se efectúe en forma de cruz hasta lograr el apriete adecuado.- En caso de instalarse dentro de un contrapozo profundo deberá darse la altura adecuada para lograr la apertura de los bonetes. (Use carretes espaciadores).- Antes de conectar las mangueras hidráulicas de 1 pg, selecciónelas, púrguelas e instálelas correctamente al preventor.- Instale el sistema de operación manual de los preventores.- Compruebe la instalación del preventor con respecto al pozo y mesa rotatoria.- Instale la campana con su línea de flujo.- Los cáncamos deberán permanecer conectados en el cuerpo del preventor.
DURANTE SU OPERACION
- Revise que la presión hidráulica de operación continua permanezca en 105 kg/cm2 (1,500 lb/pg2) para preventores de 352 kg/cm2 (5,000 lb/pg2 ) de presión de trabajo y de 140 kg/cm2 (2,000 lb/pg2), para los de 703 y 1,055 kg/cm2 (10,000 y 15,000 lb/pg2); con los arietes cerrados o abiertos.- Deberá probarse la efectividad del conjunto de preventores hidráulicamente a su capacidad de trabajo a la mayor brevedad posible después de su instalación.- Siempre deberá estar instalado el sistema de operación manual a los preventores. (Crucetas, extensiones, volantes, seguros y soportes)-- Los tornillos candado (yugos) deberán permanecer engrasados.- En las líneas de operación de los preventores no deberán existir fugas.- Revise periódicamente el apriete de la tornillería de los preventores y válvulas laterales.- Opere diariamente los arietes para tubería y los ciegos de corte al terminar de sacar la tubería, compruebe la operación de los vástagos contra la presión de operación.- No exceda la presión de operación continua de 105 o 140,kg/cm2 (1,500 o 2,000 lb/pg2).
Sólo en caso necesario.
- Inspeccione que las líneas de matar y estrangular estén conectadas a las válvulas del preventor y no a las válvulas del cabezal.- Al efectuar un cambio de arietes al conjunto de preventores, debe ser en el menor tiempo posible.- Al cambiar los arietes, revise los sellos de los bonetes y sus pistas. Al cerrarlos apriete correctamente los tornillos.- El agujero de paso del conjunto de preventores deberá permanecer centrado respecto a la tubería y a la mesa rotatoria.- Durante la operación, si se observa movimiento en el conjunto de preventores, debe sostenerse a la subestructura por medio de tensores.- Durante la intervención del pozo se deberán tener arietes de las medidas de las tuberías que se manejan, así como elementos de sello de los arietes y los bonetes.
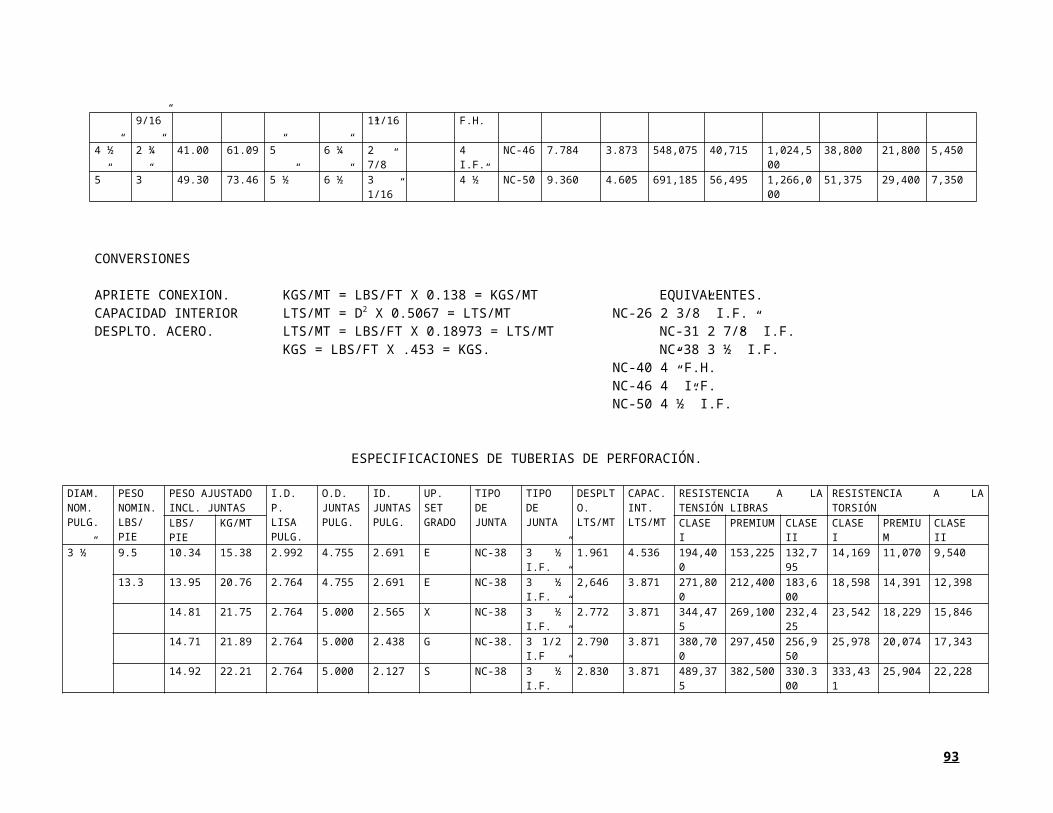
DURANTE SU DESMANTELAMIENTO
- Al manejar los preventores del cabezal de tubería de revestimiento o de producción a la base de transporte, el Encargado de Operación de Equipo deberá acordar con el personal la maniobra por realizar.
- Antes de quitar los preventores, confirme el control total del pozo e instale la válvula de contrapresión tipo "H" en el cople colgador o bola colgadera que tenga preparación para alojaría.
- Revise que los arietes estén cerrados y los yugos adentro.
- Desconecte las líneas hidráulicas de operación del conjunto de preventores y proteja sus conexiones.
- Desconecte las líneas conectadas a las válvulas laterales del preventor.
- Coloque todo el material en un lugar donde no obstruya la maniobra.
- Asegúrese que todas las tuercas de los birlos de enlace del conjunto de preventores al cabezal de la tubería de revestimiento o de producción estén fuera.
- Efectúe la maniobra con precaución para no dañar el conjunto de preventores o partes del equipo.
- Elimine la brida o carrete de enlace (en caso de haberse usado) y coloque el preventor sobre su base de transporte.
- Seccione el Arreglo Número 1 cuando menos en dos partes y efectué la maniobra de quitar el conjunto de preventores en el menor tiempo posible.
MANTENIMIENTO
Diariamente opere los arietes para verificar su funcionamiento, si la operación requiere más de 35 kg/cm2 (500 lb/pg2) deberá revisarse el sistema.
Al terminar la intervención del pozo y quitar el conjunto de preventores, se deben limpiar y lubricar cuidadosamente; los arietes deben sacarse, limpiarse e inspeccionarse, así como lubricarse. El orificio de alojo de los arietes también deberá limpiarse y lubricarse; en caso de encontrar rayones o raspaduras deberán corregirse; la ranura y el sello del bonete no deberán tener daños.
Anualmente o antes si es necesario, deberán mandarse al Taller de Herramientas Especiales, con la finalidad de desarmarlos totalmente, limpiar todos los conjuntos y reponer los que se encuentran dañados. Todos los sellos de hule deberán reemplazarse a excepción de los hules del ariete, que deberán cambiarse cuando sea necesario; una vez reacondicionado y ensamblado, nuevamente se deberá probar a su presión de trabajo.
Durante la intervención del pozo, el conjunto de preventores deberá probarse a su presión de trabajo para verificar su correcto funcionamiento y detectar posibles fugas.
Los arietes y orificios de los mismos deberán lubricarse con grasa repelente al agua (la grasa Litio “EP-3 " es adecuada), así mismo las roscas se deben lubricar con grasa metálica a base de Zinc.
Cuando un preventor va a estar un tiempo considerable sin operación, es recomendable quitarle los arietes, debiendo limpiarse y engrosarse todas las partes de movimiento del preventor, así como todas las superficies maquinadas del mismo, debiendo poner especial atención en los orificios para los arietes y las ranuras de las bridas.
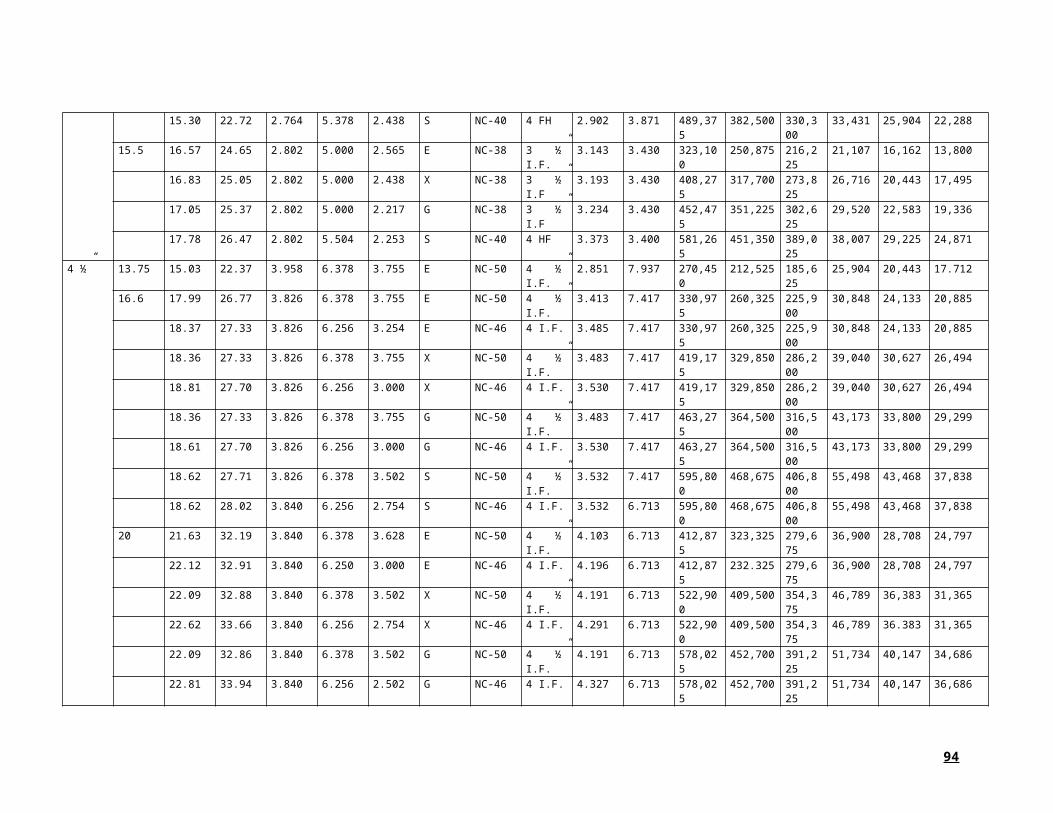
1. PREVENTOR ESFERICO ANULAR
Se le denomina con este nombre a la unidad que forma parte del conjunto de preventores, y tiene como principal característica, efectuar cierres herméticos a presión sobre cualquier forma o diámetro de tubería o herramienta que pueda estar dentro del pozo.
Estos preventores se emplean con el uso de un anillo grueso de hule sintético que se encuentraen el orificio interno del mismo y al operarlo, se deforma concéntricamente hacia el interior del
preventor,ocasionando el cierre parcial o total del pozo. El hule estando en posición abierta tiene el
mismo diámetro de paso del preventor. Además permite el paso o giro de tuberías aún estando cerrado (esta operación se debe efectuar regulando la presión de trabajo a su mínimo valor de sello) y logrando un cierre total sin tubería dentro del pozo.
Al detectar un brote con tubería dentro del pozo, el preventor esférico anular es el primero que debe cerrarse.
El preventor esférico anular deberá ir colocado en la parte superior de los preventores de arietes, debiendo ser de las mismas características. Los más usados son de 11 y 7 1/16 pg, con presiones de trabajo de 352, 703 y 1,055 kg/cm2 (5,000, 10,000 y 15,000 lb/pg2).
Los preventores esféricos anulares utilizados en los equipos son el CAMERON tipo "D" y el HYDRIL tipo "GK"
PREVENTOR ESFERICO ANULAR CAMERON TIPO "D"
El funcionamiento de los preventores de este tipo se ejerce por la presión hidráulica de cierre que forza hacia arriba al pistón de operación y el plato impulsor desplaza el aro de hule sólido, forzando al elemento de empacamiento al cerrar en el interior. A medida que el elemento de empaque va cerrando los insertos de acero que reforzan al elemento de sello, giran interiormente hasta formar un anillo de acero de soporte continuo, tanto en la parte superior como en la inferior del elemento de empaque.
Los insertos de acero permanecen en contacto entre sí, aún estando el elemento de sello cerrado en tubería pozo franco o totalmente abierto.
Este preventor ofrece ventajas con respecto a los demás fabricados, en cuanto a sus dimensiones de altura, diámetro y peso, aunque su mantenimiento representa mayor grado de dificultad.
Preventor esférico anular Cameron tipo "D"
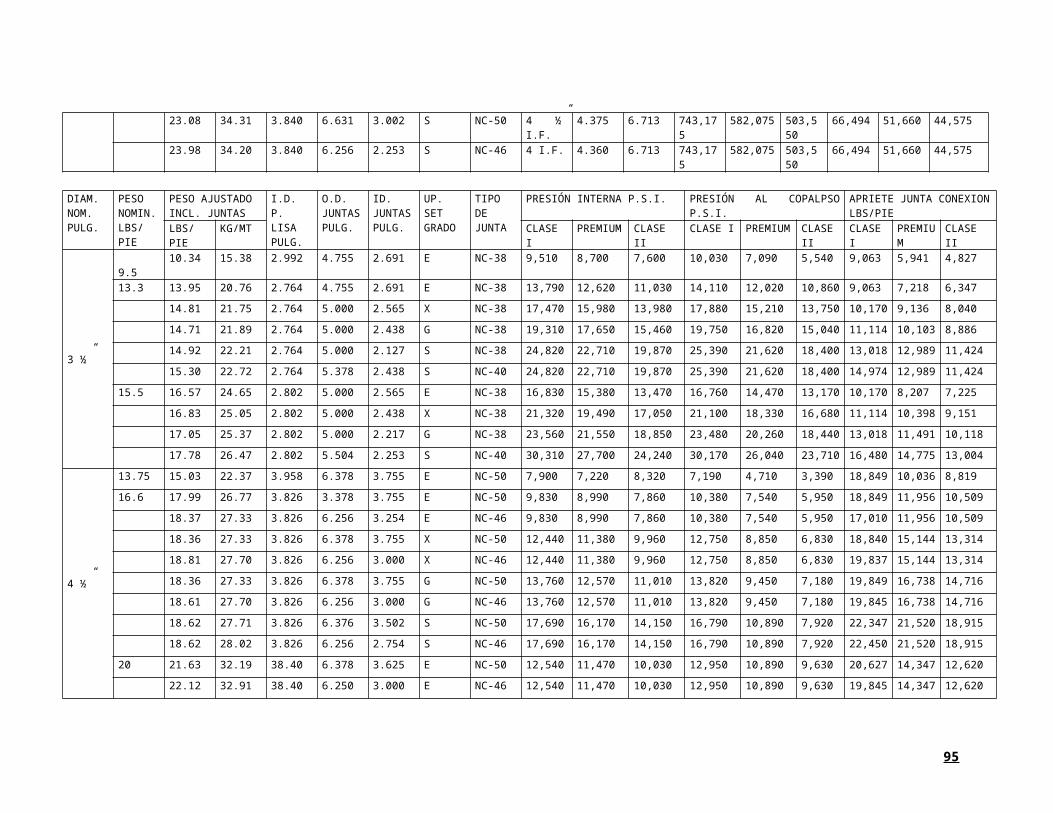
E S P E C I F I C A C I 0 N E S
MEDIDA NOMINAL (PG)
PRESION DE TRABAJO ALTURA (PG)
DIÁMETRO (PG)
PESO FLUIDO REQUERIDO CERRAR
ABRIR
kg/cm2 lb/pg2 kg lb lt lt
7 1/16 352 5,000 25 ½ 27 7/8 1,260 2,778 6.397 6.3977 1/16 703 10,000 34 7/32 37 3/8 3,291 7,255 11.129 9.65211 352 5,000 34 15/16 41 ¼ 3,831 8,447 21.387 17.75311 703 10,000 41 1/16 48 ½ 6,329 13,954 38.421 34.29513 5/8 352 5,000 40 3/16 52 3/8 7,355 16,215 45.878 39.14013 5/8 703 10,000 49 3/32 61 12,547 27,662 68.514 61.133
El elemento de empaque de tipo "A" tiene la característica de ser compacto y está diseñado para optimizar su rendimiento, además cuenta con anillos limpiadores separados por una cámara de paso que protege el sistema de operación del preventor de la presión del pozo.
Para cambiar el elemento de empaque, se saca la parte superior quitando el aro de una sola pieza que sirve de seguro, permitiendo el cambio del empaque. Aunque el cambio es fácil y rápido, es recomendable realizar esta operación en los talleres para efectuarle una revisión general.
PREVENTOR ESFERICO ANULAR HYDRIL TIPO “GK”'
Para la operación de los preventores de este tipo, la presión hidráulica de cierre se ejerce sobre el pistón de operación y sube a medida que asciende el elemento de sello, comprimiéndose hacia adentro, hasta sellar alrededor de cualquier tubería o herramienta que esté dentro del preventor 0 hasta cerrar el pozo franco totalmente.

Preventor esférico anular Hydril tipo "GK"
E S P E C I F I C A C I 0 N E S
MEDIDA NOMINAL
PRESION DE TRABAJO ALTURA DIÁMETRO PESO FLUIDO REQUERIDOCERRAR ABRIR
(PG) kg/cm2 lb/pg2 (pg) (pg) kg lb (lt) (lt)7 1/16 352 5,000 36 7/8 29 ¼ 1,814 4,000 14.611 12.5007 1/16 703 10,000 48 1/8 43 ¾ 5,534 12,200 35.660 26.80011 352 5,000 47 13/16 37 ½ 3,719 8,200 37.134 30.20711 703 10,000 63 ½ 56 ½ 11,857 26,140 95.020 71.80713 5/8 352 5,000 54 1/8 45 ½ 6,260 13,800 68.060 53.60013 5/8 703 10,000 71 3/8 61 15,207 33,525 140.738 100.311
Preventor Hydril tipo "GK" con enlace bridado (vista expansivo)
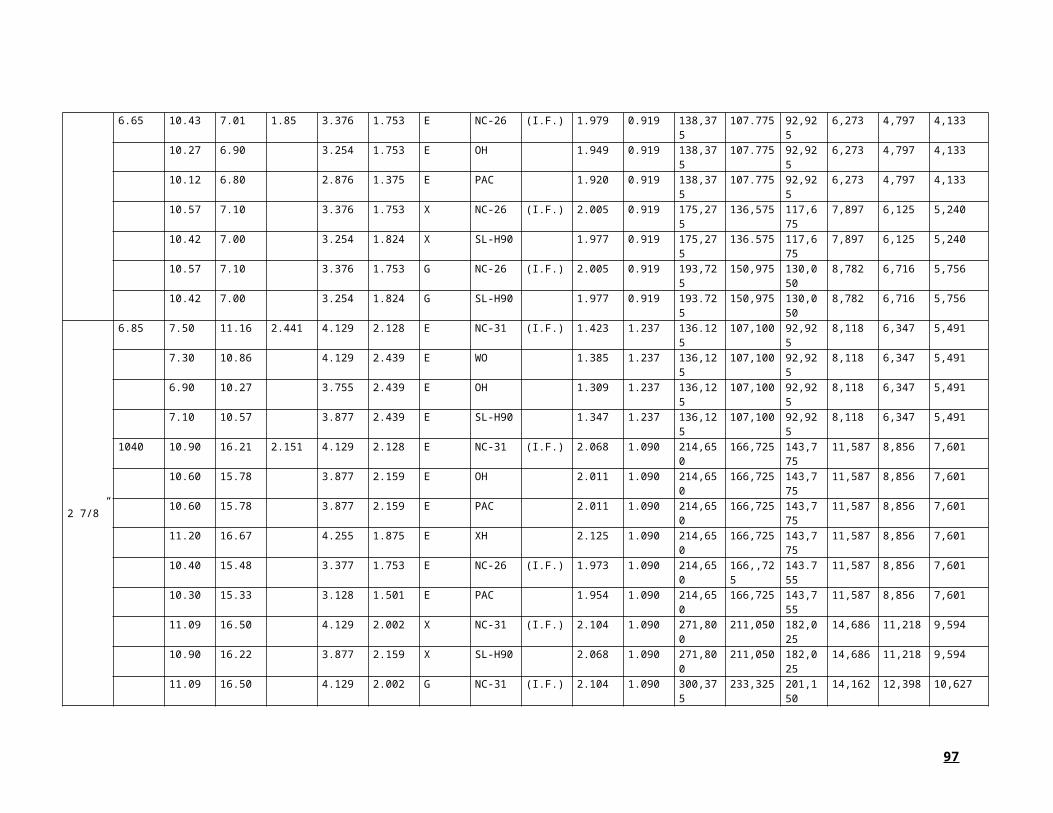
Las presiones excesivas de operación de cierre reducen el servicio efectivo del elemento de sello.
Además deberá regularse a la menor presión de cierre apenas se logre el sello hermético.
Estos preventores son de acción hidráulica, la presión del pozo o presión de prueba ayuda a cerrar el elemento de sello.
Se les puede instalar tres tipos de elementos de sello:
TABLA 64
TIPO DE HULE COLOR LETRA USONatural Negro R ó NR Fluidos a base de agua.Caucho Nitrílico Rojo S ó NBR Fluidos a base de aceite ó con aditivosNeopreno Verde N ó CR Fluidos a base de aceite a bajas temperaturas.
Unidad obturadora de caucho natural
Unidad obturadora de caucho nitrilíco
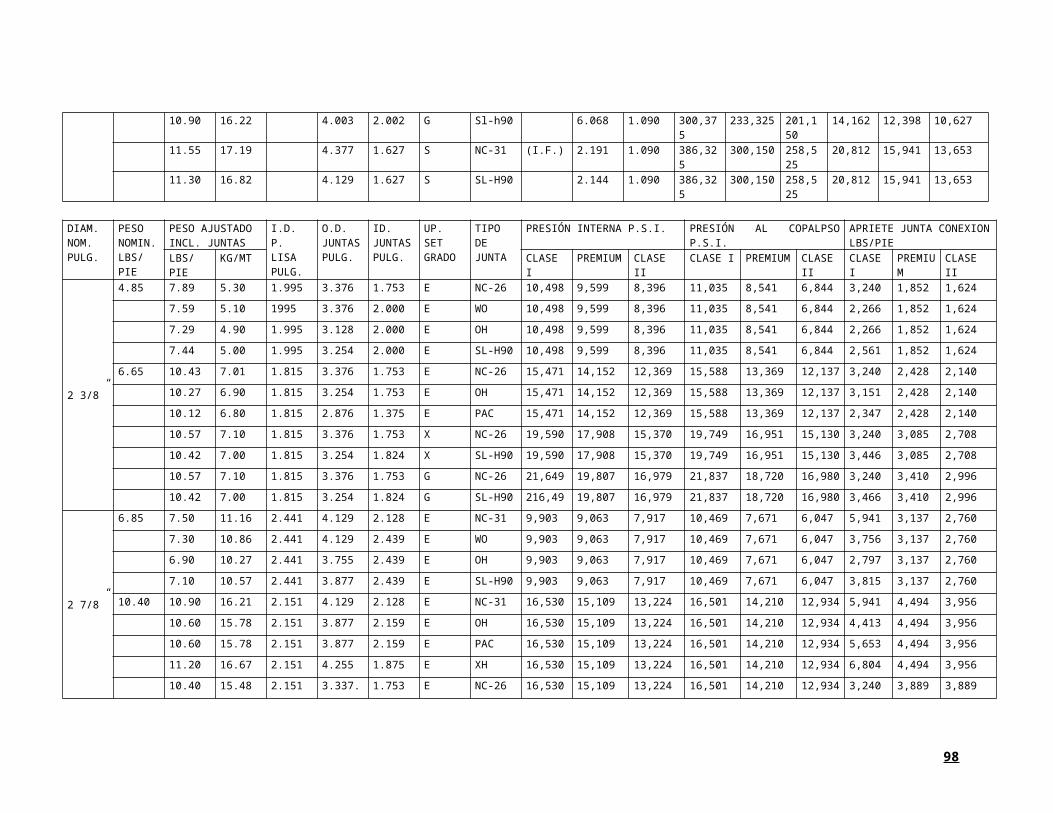
Unidad obturadora de caucho de neopreno
PASOS PARA EL CAMBIO DEL ELEMENTO DE SELLO
Saque el tornillo de bloqueo de la cabeza.
Desenrosque la cabeza girando hacia la izquierda
Levante la cabeza del preventor.
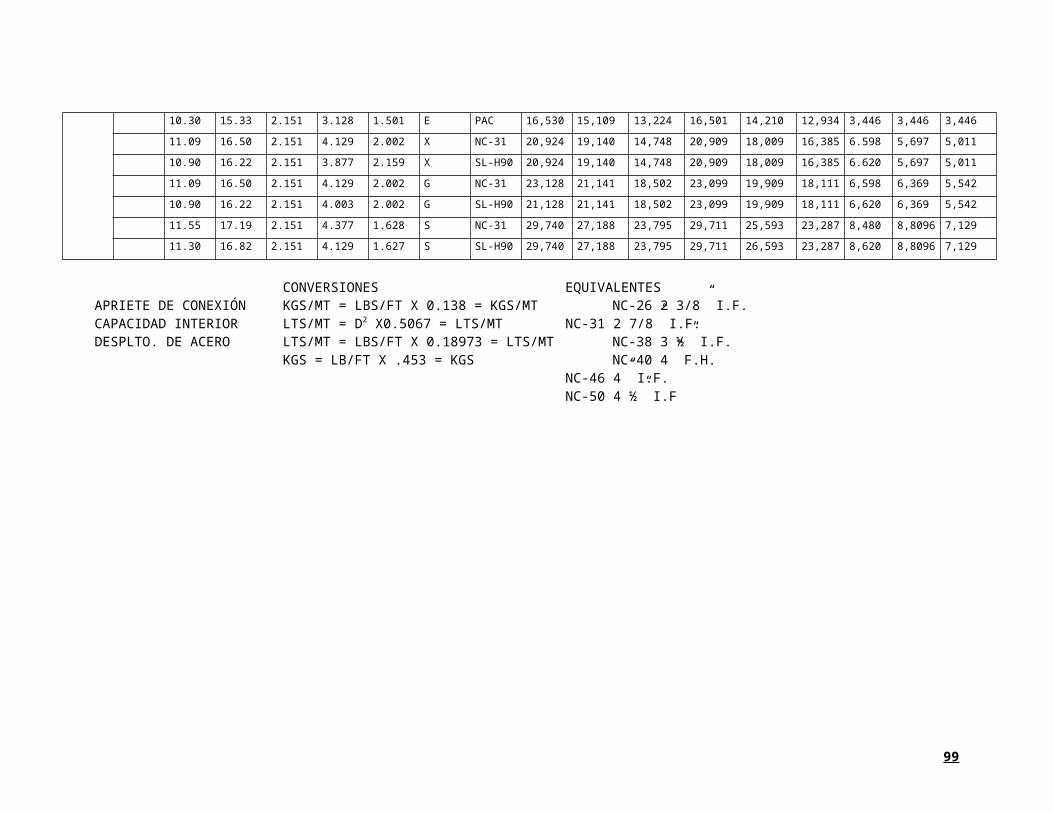
Levante la unidad y cambie el elemento de sello dañado.
Vuelva a enroscar la cabeza apretando hasta alinear elagujero con el tornillo de bloqueo.Coloque y apriete el tornillo de bloqueo de la cabeza.
Se recomienda realizar esta operación en los talleres para efectuar una revisión general.
El cambio del elemento desello se puede efectuar con
tubería dentro del pozo.

RESUMEN – CONCLUSIÓN
En este capítulo estudió los conjuntos de preventores, su instalación, operación y mantenimiento.
Se dio a conocer que los preventores como equipo de control superficial, son la unidad de mayor importancia en el desarrollo de las operaciones que se realizan en la intervención de un pozo.
Los preventores de arietes utilizados en los arreglos son CAMERON tipo "U", unidad sencilla y doble,a los cuales se les puede instalar cuatro tipos de arietes:
CiegosAnularesAjustablesCiegos de corte
Se mencionó que los preventores esféricos anulares que más se usan en los equipos son el CAMERON tipo "D" y el HYDRIL tipo "GK".
El primero opera con una presión hidráulica de cierre que forza hacia arribaal pistón de operación y el plato impulsor desplaza el aro de hule sólido, forzando el elemento de empaque al cerrar en el interior.
El segundo al aplicarse presión hidráulica de cierre sobre el pistón de operación, sube a medida que asciende el elemento de sello y se comprime hacia adentro hasta sellar alrededor de cualquier herramienta que esté dentro del pozo.
Aplicando un adecuado mantenimiento al conjunto de preventores, se mantendrá en óptimas condiciones de operación.
Así mismo, si se aplican correctamente todas las normas de seguridad establecidas, se disminuirán errores y por consecuencia los accidentes en el equipo de trabajo.
CAPÍTULO VIII.
Conocimientos Someros De La Bomba Koomey.
OBJETIVOS
Después del estudio de esta unidad usted:
- Conocerá los diferentes tipos de marcas de bombas para accionar los preventores.
- Identificará las partes que los componen.
- Enlistará las normas de seguridad establecidas para la operación de los mismos.
INTRODUCCION
Para efectuar la apertura o el cierre del control secundario formado por el conjunto de preventores y válvulas hidráulicas, se hace necesario contar con elementos que conjuguen el manejo de fluidos y presiones, lo que permitirá accionar el sistema en un tiempo mínimo y con seguridad.
Para esta operación se cuenta en los equipos con un circuito hidráulico cerrado denominado conjunto para accionar preventores. De acuerdo a los arreglos de control superficial descritos en el capítulo anterior, esta unidad le permitirá conocer los diferentes tipos y marcas de los conjuntos para accionar cada uno de los preventores, las partes que los componen, así como las normas de seguridad para la operación de los mismos.
La Categoría de Ayudante de Producción Chango que desempeña, le permitirá conocer a la perfección cada conjunto; por lo tanto el interés que usted ponga en aprender esta unidad, le ofrecerá obtener mayor seguridad en las operaciones y, por consiguiente, realizar mejor su trabajo para beneficio propio, de sus compañeros de cuadrilla y de la empresa en que labora.
1.- CONJUNTO KOOMEY
En algunas áreas de trabajo se intervienen pozos que manejan alto gasto y alta presión, por lo que para su control durante las intervenciones se emplea el Arreglo Número 1 que consta de tres preventores de arietes, un preventor esférico anular y cuatro válvulas hidráulicas; para accionarlos se utiliza actualmente la Unidad Koomey que reúne las características de operación siguientes:
MARCA KoomeyTIPO HidroneumáticoMODELOS 060-LISX, 26-160-35
Está integrado por las siguientes unidades:
A.- Acumuladores y depósito de fluido
B.- Bombas hidráulicas accionadas neumáticamente.
C.- Bomba triple de acción simple accionada por motor eléctrico
D.- Múltiple de control
E.- Consola de control remoto
A. - Acumuladores y depósito de fluido
Son del tipo flotador guiado y del tipo separador, precargándose con nitrógeno a una presión de 70 kg/cm2 (1,000 lb/pg2) y cargándose a una presión de trabajo de 211 kg/cm2 (3,000 lb/pg2). Cada acumulador tiene una capacidad nominal de 37.8 a 41.6 lt (10 a 11 gal).
En el depósito se almacena el fluido para la operación de la unidad, teniendo líneas de succión individuales tanto para las bombas hidráulicas como para la bomba triple de acción simple. El sistema opera regresando nuevamente el fluido hidráulico al depósito.
B.- Bombas hidráulicas accionadas neumáficamente.
Estas unidades requieren un suministro de aire a suficiente presión y volumen para operarlas.Cada una consta de un múltiple de suministro de aire, un múltiple de succión del fluido y un interruptor de presión hidroneumático.
FUNCIONAMIENTO
El sistema opera con presión de aire de 8.4 kg/cm2 (120 lb/pg2) entrando por el filtro (número 4) y el lubricador (número 5), permitiendo que funcionen las dos bombas número 12 hasta alcanzar una presión de 21 1 kg/cm2 (3,000 lb/pg2), en donde actúa el interruptor de presión hidroneumático (número 7) cortando el paso de aire.
Si la presión de operación desciende a 190 kg/cm2 (2,700 lb/pg2) el interruptor permite el paso del aire nuevamente para restablecer por medio de las bombas la presión a 211 kg/cm2 (3,000 lb/pg2).
NÚMERO DE PARTE
DESCIPCIÓN
1 ACUMULADORES CON PRESIÓN DE TRABAJO DE 211 KG/CM2 (3,000 LB/PG2).
2 VÁLVULAS DEL BANCO ACUMULADOR (CERRAR CUANDO SEA NECESARIO APLICAR PRESIONES MAYORES DE 211 KG/CM2 (3,000 LB/PG2)).
3 VÁLVULA DE SEGURIDAD DEL BANCO ACUMULADOR, CALIBRADA A 246 KG/CM2 (3,500 LB/PG2).
4 FILTRO DE AIRE.5 LUBRICADOR DE AIRE (6 GOTAS POR SEGUNDO).6 MANÓMETRO PARA PRESIÓN DE AIRE DE 0 A 21 KG/CM2
(0 A 300 LB/PG2).7 INTERRUPTOR DE PRESIÓN AUTOMÁTICO
(HIDRONEUMATICO).8 VÁLVULA PARA NULIFICAR EL INTERRUPTOR
HIDRONEUMÁTICO.9 VÁLVULA PARA SUMINISTRAR AIRE A LAS BOMBAS
HIDRO-NEUMÁTICAS.10 VÁLVULA DE SUCCIÓN.11 FILTROS DE SUCCIÓN.12 BOMBAS NEUMÁTICAS.13 VÁLVULAS DE CONTRAPRESIÓN DE BOMBAS
NEUMÁTICAS.14 MOTOR ELÉCTRICO Y ARRANCADOR.15 BOMBA DOBLE O TRIPLE, ACCIONADA POR MOTOR
ELÉCTRICO.16 VÁLVULA DE SUCCIÓN.17 FILTRO DE SUCCIÓN.18 VÁLVULA DE CONTRAPRESIÓN DE BOMBA ELÉCTRICA.19 VÁLVULA PARA NULIFICAR EL INTERRUPTOR
HIDROELÉCTRICO.20 INTERRUPTOR DE PRESIÓN AUTOMÁTICO
HIDROELÉCTRICO.21 MANÓMETRO DE PRESIÓN EN EL ACUMULADOR DE O A
422 KG/CM2 (0 A 6,000 LB/PG2)22 FILTRO PARA FLUIDO DEL ACUMULADOR.23 VÁLVULA REGULADORA PARA PREVENTORES DE
ARIETES.24 MANÓMETRO DE PRESIÓN EN EL MÚLTIPLE DE 0 A 703
KG/CM2 (0 A 10,000 LB/PG2).25 VÁLVULA REGULADORA PARA NULIFICAR LA VÁLVULA
NÚMERO 23 QUE OPERA LOS PREVENTORES DE ARIETES A MÁS DE 105 KG/CM2 (1,500 KG/CM2)
26 VÁLVULA REGULADORA PARA PREFENTOR ESFÉRICO ANULAR.
27 MANÓMETRO DE PRESIÓN PARA PREVENTOR ESFÉRICO ANULAR DE 0 A 211 KG/CM2 (0 A 3,000 LB/PG2).
28 VÁLVULA DE 4 PASOS (RAMLOK).29 VÁLVULA DE PURGA.31 VÁLVULA DE SEGURIDAD CALIBRADA A 387 KG/CM2 (5,500
LB/PG2)32 CAJA DE CONEXIONES DE CONTROL REMOTO.33 REGULADOR NEUMÁTICO PARA PRESION DEL
PREVENTOR ESFERICO ANULAR.34 REGULADOR NEUMÁTICO PARA PRESION DEL MÚLTIPLE.35 REGULADOR NEUMÁTICO PARA PRESIÓN DEL
ACUMULADOR.36 VÁLVULA REGULADORA DE LA VÁLVULA 2650 VÁLVULA DE TRES VÍAS PARA SELECTOR DE PANEL.
En las bombas neumáticas, la relación entre el área del pistón del motor neumático y el área del pistón en el extremo hidráulico es de 60 a 1 por lo que 0.07 kg/cm2 (1 lb/pg2) de presión de aire proporcionará 4.22 kg/cm2 (60 lb/pg2) de presión hidráulica.
Las válvulas que controlan el paso de aire a las bombas, normalmente deben estar abiertas.
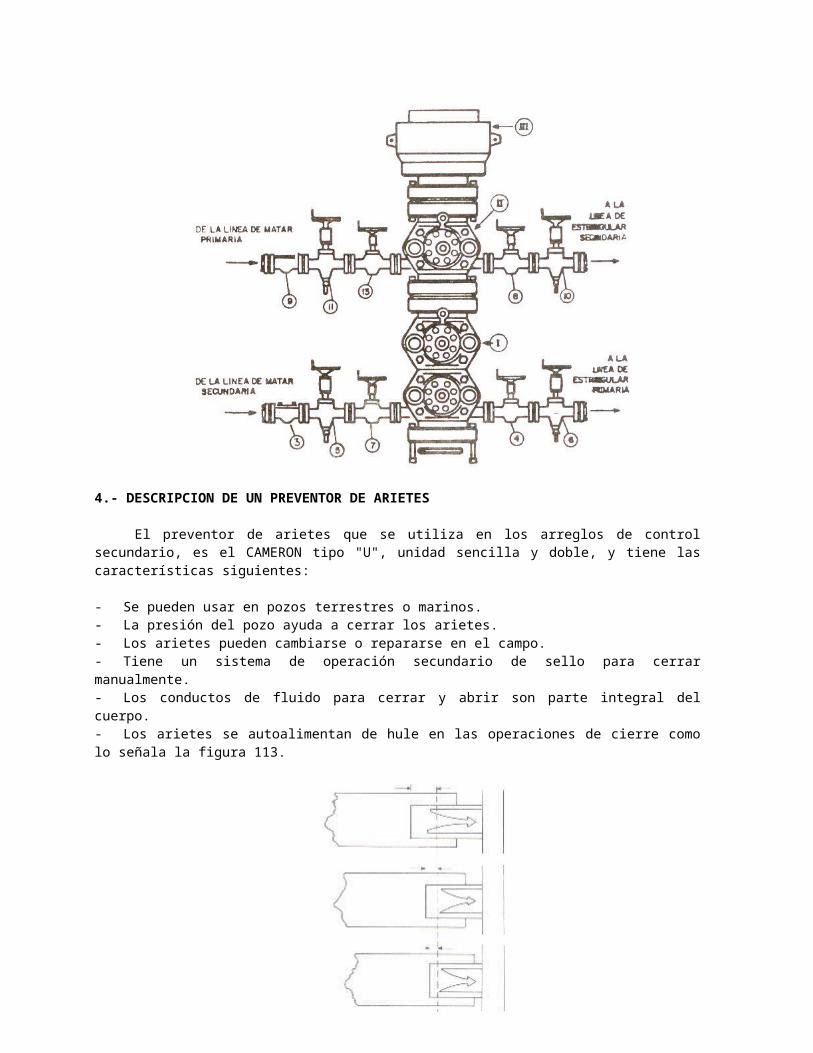
Las bombas toman el fluido del depósito a través de la válvula número 10 (en operación normal deberá estar abierta) y del filtro de succión (11) bombeando el fluido a presión por la válvula de retención (13) al sistema.
El fluido a presión es comunicado a las válvulas de cuatro pasos (28) y a los acumuladores (1) a través de la válvula aisladora (19) que deberá estar abierta y cerrarse solamente cuando se vayan a generar presiones mayores de 211 kg/cm2 (3,000 lb/pg2).
La presión del sistema se registra en el manómetro número 24 y la de los acumuladores en el manómetro número 21.
El sistema cuenta con una válvula de seguridad (3) que está calibrada para abrir a 246 kg/cm2
(3,500 lb/pg2) , en caso de que fallara el interruptor hidroneumático, descargando la presión en el depósito de fluido.
El fluido hidráulico regresa de los preventores a través de las válvulas de cuatro pasos al depósito.
Cuando se requieren presiones mayores de 211 kg/cm2 (3,000 lb/pg2) se abre la válvula número 8 para evitar el paso por el interruptor de presión y permitir que las bombas continúen funcionando hasta alcanzar una máxima presión de 387 kg/cm2 (5,500 Ib/pg2)
Al operar el sistema y disminuir la presión en los acumuladores, las bombas funcionan automáticamente para recargarlo a la máxima presión de operación.
C.- Bomba triple de acción simple
El conjunto de la bomba accionada por motor eléctrico es otra de las fuentes de alta presión usadas en la Unidad Koomey. Este conjunto requiere de potencia eléctrica de 220 a 440 volts, 60 ciclos y 3 fases. La cantidad de corriente requerida depende de la potencia del motor eléctrico.
El conjunto de la bomba triple está formado por el múltiple de succión del fluido, la bomba, el arrancador e interruptor de presión, el motor eléctrico y accesorios que incluyen cadena o bandas y tolva para las mismas.
La bomba número 15 opera a velocidad constante hasta la presión máxima de 211 kg/cm2
(3,000 lb/pg2) y el interruptor de presión hidroeléctrico (20) suspende la energía eléctrica al motory lo hace funcionar nuevamente cuando la presión desciende a 190 kg/cm2 (2,700 lb/pg2).
El sistema en operación normal está comunicado a una válvula de seguridad (3) calibrada para abrir a 246 kg/cm2 (3,500 lb/pg2) en caso de falla del interruptor hidroeléctrico, descargando la presión en el depósito de fluido.
La bomba triple toma el fluido del depósito a través de la válvula número 16 (en operación normal debe estar abierta), pasando por el filtro (1 7) y bombea el fluido por la válvula de retención (18). Esta válvula permite reparar la bomba sin abatirse la presión en el sistema.
El fluido generado a presión por la bomba triple se comunica a las válvulas de cuatro pasos (28) a través de la válvula aisladora (19) que deberá estar abierta a los acumuladores pasando por la válvula número 2.
Igualmente la presión de los acumuladores se registra en el manómetro número 21 y la presión del sistema se observa en el manómetro número 24.
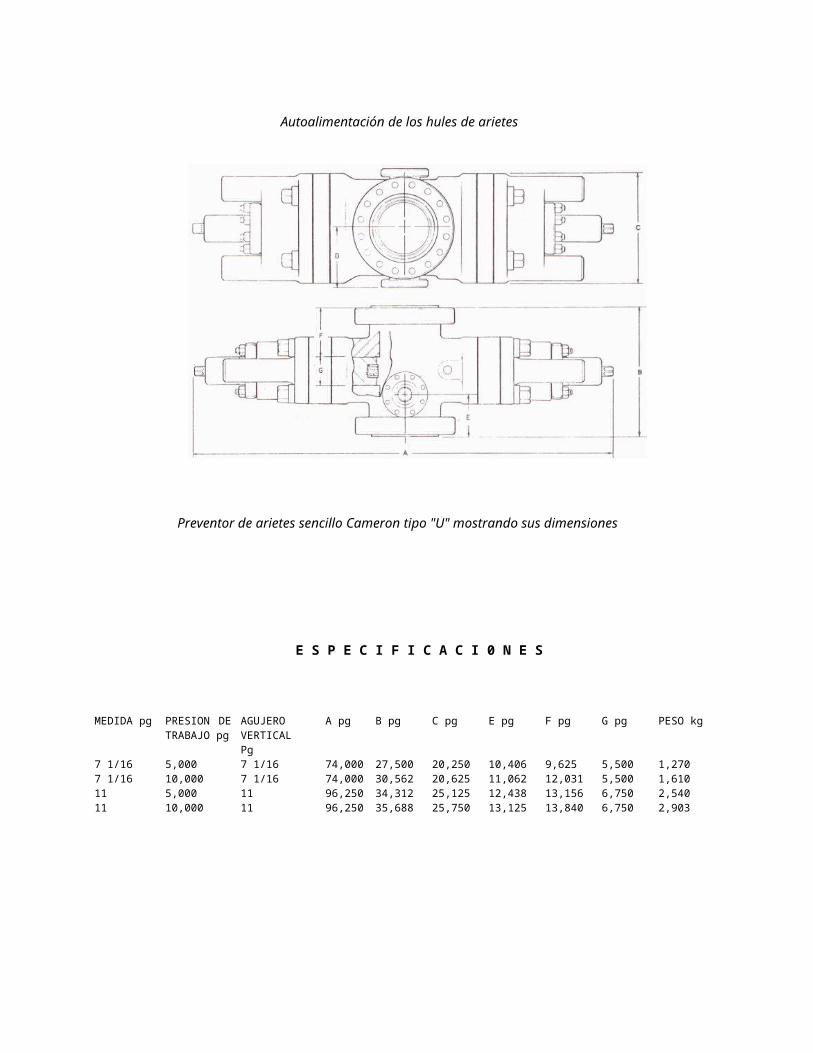
D.- Múltiple de control
Se usa para dirigir el flujo del fluido hidráulico a alta presión generado por las bombas y almacenado en los acumuladores para operar los preventores y válvulas hidráulicas.
Incluye válvulas de cuatro pasos (una para cada preventor y válvulas hidráulicas), interruptores de presión, manómetros, tuberías, filtro de alta presión, válvulas de seguridad, de descarga y líneas hidráulicas.
E.- Consola de control remoto
Es un tablero auxiliar que se instala en el piso del equipo para facilitar las operaciones de cierre y apertura del control secundario, el cual deberá asegurarse sobre una base firme.
Fig. 133 Consola de control remoto Koomey
La interconexión a la unidad acumuladora se hace por medio de una terminal múltiple con caja de conexiones y manguera flexible protegida.
Deberá purgarse la línea de suministro de aire antes de conectarla al tablero y revisar el lubricador de aceite.
También es importante que antes de conectar el módulo de tubos y líneas que vienen de la unidad se purguen individualmente, operando cada función (abrir y cerrar) desde la unidad para asegurarse que estén libres de impurezas. Cada caja tiene un perno alineador que asegura la conexión, debiéndose revisar los sellos para asegurarse que no estén dañados o sucios.
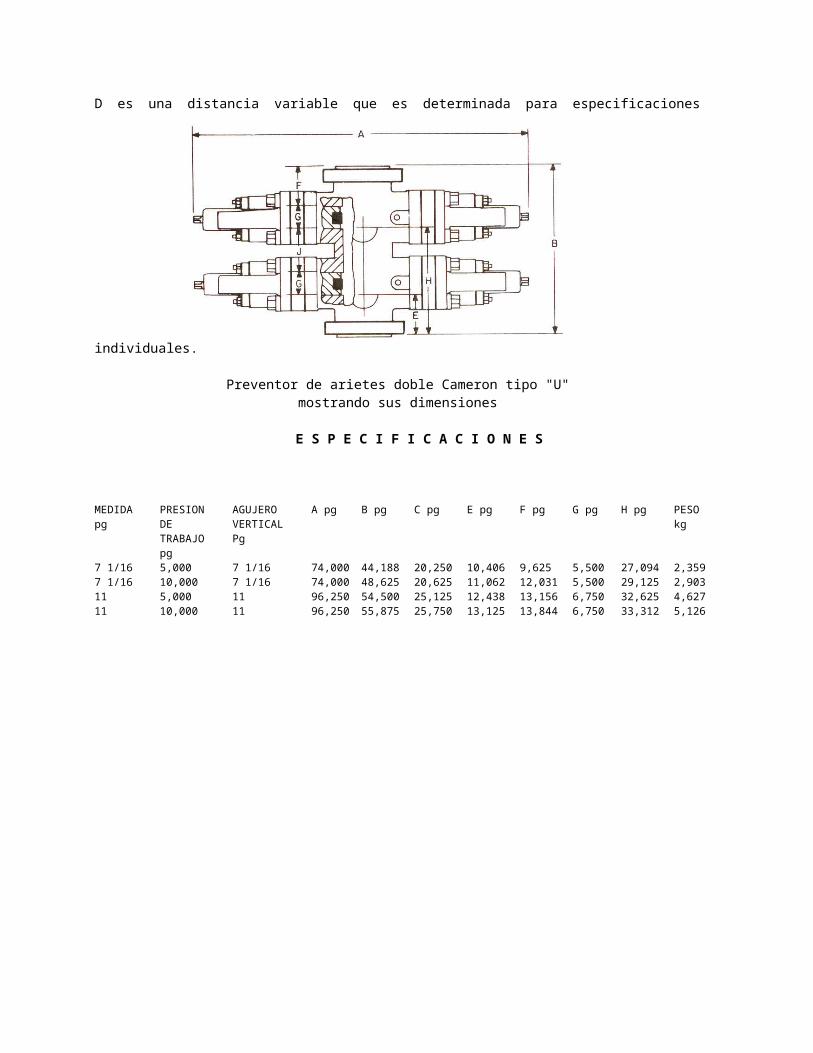
Instalada la consola, deberán operarse todas las funciones a control remoto para verificar que las conexiones se efectuaron correctamente. Para operar una función debe mantenerse en posición abierta la válvula maestra de seguridad.