
Gráfica X-R

of 25
-
Upload
daniel-martinez -
Category
Documents
-
view
239 -
download
0
Transcript of Gráfica X-R
-
8/3/2019 Grfica X-R
1/25
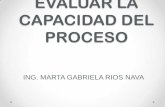
Grficos de control
Grficos RX
-
8/3/2019 Grfica X-R
2/25
Proceso MedicionesMuestras del
Producto
125.04126.50
123.03127.40127.52127.31125.77125.17
-
Los grficos se utilizan cuando la caracterstica de
calidad que se desea controlar es una variablecontinua.
RX
RX
-
8/3/2019 Grfica X-R
3/25
Para entender los grficos es necesario conocer elconcepto de Subgrupos (o subgrupos racionales).
RX
Trabajar con subgrupos significa agrupar lasmediciones que se obtienen de un proceso, deacuerdo a algn criterio.
-
8/3/2019 Grfica X-R
4/25
Los subgrupos se realizan agrupando las mediciones de tal
modo que haya la mxima variabilidad entre subgrupos y lamnima variabilidad dentrode cada subgrupo.
Por ejemplo, si hay cuatro turnos de trabajo en un da, lasmediciones de cada turno podran constituir un subgrupo.
Supongamos una fbrica que produce piezas cilndricas parala industria automotriz. La caracterstica de calidad que sedesea controlar es el dimetro de las piezas.
-
8/3/2019 Grfica X-R
5/25
ProcesoMedicin del
Dimetro
50.0450.08
50.0950.10
--
-
8/3/2019 Grfica X-R
6/25
Hay dos maneras de obtener los subgrupos. Una deellas es retirar varias piezas juntas a intervalos
regulares, por ejemplo cada hora:
-
8/3/2019 Grfica X-R
7/25
Proceso
7:00
Muestra de6 Piezas
Proceso
8:00
Muestra de6 Piezas
-
8/3/2019 Grfica X-R
8/25
-
8/3/2019 Grfica X-R
9/25
Proceso
7:10
1a Pieza
Proceso
7:20
2a Pieza
Proceso
7:30
3a
Pieza
-
8/3/2019 Grfica X-R
10/25
Mediciones
50.0450.0850.0950.1050.24
50.04
XR
Subgrupo de6 Piezas
Por cualquiera de los dos caminos, obtenemos grupos deigual nmero de mediciones.
-
8/3/2019 Grfica X-R
11/25
Como ya se ha visto, para calcular los Lmitesde Control es necesario obtener un grannmero de mediciones, divididas en
subgrupos. En nuestro ejemplo, podramosobtener 30 subgrupos de 6 datos cada uno.
-
8/3/2019 Grfica X-R
12/25
Subgrupo 1
Subgrupo 2
Subgrupo 3
Subgrupo 4
Subgrupo 6
Subgrupo 7
Subgrupo 5
50.0450.08
50.0950.1050.2450.0450.1449.9750.07
49.9750.0350.1049.9950.1350.1850.04
50.0850.0850.0350.1850.0850.0850.1050.12
50.0650.01
50.0650.0350.1850.0350.1050.1450.07
50.1250.0850.1050.1149.9650.0749.95
50.0350.10
-
----
-
8/3/2019 Grfica X-R
13/25
Despus de calcular el Promedio y el Rango de cadasubgrupo, tendramos una tabla como la siguiente:
6
50.0450.2450.1050.0950.0850.04X
50.0450.24R
Ahora calculamos el promedio y el rango de cadasubgrupo:
-
8/3/2019 Grfica X-R
14/25
N Subgrupo X R
1 50.10 0.20
2 50.05 0.17
3 50.08 0.19
4 50.10 0.15
5 50.06 0.17
6 50.10 0.07
7 50.04 0.16
- - -
- - -
-
8/3/2019 Grfica X-R
15/25
N
XX
i
iX
N
Promedio de Subgrupo
Nmero de Subgrupos
A partir de esta tabla, se calculan el promedio general
de promedios de subgrupo (media de la distribucin
muestral de medias) y el promedio de rangos de
subgrupo:
-
8/3/2019 Grfica X-R
16/25
N
RR
i
iR Rango del Subgrupo
-
8/3/2019 Grfica X-R
17/25
La desviacin estndar del proceso se puede calcular apartir del rango promedio, utilizando el coeficiente A2,
que depende del nmero de mediciones en el subgrupo:
Este factor esta dado en la tabla de Factores para la
construccin de grficos de control
-
8/3/2019 Grfica X-R
18/25
Diagrama para medias Diagrama para desviaciones estndar Diagrama para amplitudes (Rango)
Factores para lmites
de control
Factores para
lnea central
Factores para lmites de
control
Factores para
lnea central
Factores para lmites de control
n A A1 A2 c2 I/c2 B1 B2 B3 B4 d2 I/d2 d3 D1 D2 D3 D4
2
3
4
5
6
7
8
910
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
2.121
1.732
1.501
1.342
1.225
1.134
1.061
1.0000.949
0.905
0.866
0.832
0.802
0.775
0.750
0.728
0.707
0.688
0.671
0.655
0.640
0.626
0.612
0.600
3.760
2.394
1.880
1.596
1.410
1.277
1.175
1.0941.028
0.973
0.925
0.884
0.848
0.816
0.788
0.762
0.738
0.717
0.697
0.679
0.662
0.647
0.632
0.619
1.880
1.023
0.729
0.577
0.483
0.419
0.373
0.3370.308
0.285
0.266
0.249
0.235
0.223
0.212
0.203
0.194
0.187
0.180
0.173
0.167
0.162
0.157
0.153
0.5642
0.7236
0.7979
0.8407
0.8686
0.8882
0.9027
0.91390.9227
0.9300
0.9359
0.9410
0.9453
0.9490
0.9523
0.9551
0.9576
0.9599
0.9619
0.9638
0.9655
0.9670
0.9684
0.9696
1.7725
1.3820
1.2533
1.1894
1.1512
1.1259
1.1078
1.09421.0837
1.0753
1.0684
1.0627
1.0579
1.0537
1.0501
1.0470
1.0442
1.0418
1.0396
1.0376
1.0358
1.0342
1.0327
1.0313
0
0
0
0
0.026
0.105
0.167
0.2190.262
0.299
0.331
0.359
0.384
0.406
0.427
0.445
0.461
0.477
0.491
0.504
0.516
0.527
0.538
0.548
1.843
1.858
1.808
1.756
1.711
1.672
1.638
1.6091.584
1.561
1.541
1.523
1.507
1.492
1.478
1.465
1.454
1.443
1.433
1.424
1.415
1.407
1.399
1.392
0
0
0
0
0.030
0.118
0.185
0.2390.284
0.321
0.354
0.382
0.406
0.428
0.448
0.466
0.482
0.497
0.510
0.523
0.534
0.545
0.555
0.565
3.267
2.568
2.266
2.089
1.970
1.882
1.815
1.7611.716
1.679
1.646
1.618
1.594
1.572
1.552
1.534
1.518
1.503
1.490
1.477
1.466
1.455
1.445
1.435
1.128
1.693
2.059
2.326
2.534
2.704
2.847
2.9703.078
3.173
3.258
3.336
3.407
3.472
3.532
3.588
3.640
3.689
3.735
3.778
3.819
3.858
3.895
3.931
0.8865
0.5907
0.4857
0.4299
0.3946
0.3698
0.3512
0.33670.3249
0.3152
0.3069
0.2998
0.2935
0.2880
0.2831
0.2787
0.2747
0.2711
0.2677
0.2647
0.2618
0.2592
0.2567
0.2544
0.853
0.888
0.880
0.864
0.848
0.833
0.820
0.8080.797
0.787
0.778
0.770
0.762
0.755
0.749
0.743
0.738
0.733
0.729
0.724
0.720
0.716
0.712
0.709
0
0
0
0
0
0.205
0.387
0.5460.687
0.812
0.924
1.026
1.121
1.207
1.285
1.359
1.426
1.490
1.548
1.606
1.659
1.710
1.759
1.804
3.686
4.358
4.698
4.918
5.078
5.203
5.307
5.3945.469
5.534
5.592
5.646
5.693
5.737
5.779
5.817
5.854
5.888
5.922
5.950
5.979
6.006
6.031
6.058
0
0
0
0
0
0.076
0.136
0.1840.223
0.256
0.284
0.308
0.329
0.348
0.364
0.379
0.392
0.404
0.414
0.425
0.434
0.443
0.452
0.459
3.276
2.575
2.282
2.115
2.004
1.924
1.864
1.8161.777
1.744
1.719
1.692
1.671
1.652
1.636
1.621
1.608
1.596
1.586
1.575
1.566
1.557
1.548
1.541
Factores para construccin de grficas de control por
variables.
-
8/3/2019 Grfica X-R
19/25
RX 2ALCSsuperiorcontroldeLmite
RAX 2LCIinferiorcontroldeLmite
XCentralLnea
Con esto podemos calcular los Lmites de Control parael grfico de :X
-
8/3/2019 Grfica X-R
20/25
La desviacin estndar del rango se puedecalcular utilizando los factores D3 y D4, que
tambin depende del nmero de medicionesen el subgrupo:
-
8/3/2019 Grfica X-R
21/25
RLSRcontroldesuperiorLmite 4 D
RCentralLnea
RLIRcontroldeinferiorLmite3D
Y as podemos calcular los Lmites de Control para elGrfico de R:
X
-
8/3/2019 Grfica X-R
22/25
Construimos entonces un Grfico de prueba y representamos lospromedios de los subgrupos:
X
Grfico de medias
49.95
50.00
50.05
50.10
50.15
50.20
0 5 10 15 20 25 30
N subgrupo
Xi
-
8/3/2019 Grfica X-R
23/25
Grfico de R
0.00
0.05
0.10
0.15
0.20
0.25
0.30
0.350.40
0.45
0.50
0 5 10 15 20 25 30
N subgrupo
R
Y un Grfico R de prueba, donde representamos los rangos de lossubgrupos:
-
8/3/2019 Grfica X-R
24/25
Si no hay puntos fuera de los lmites decontrol y no se encuentran patrones no
aleatorios, se adoptan los lmites calculadospara controlar la produccin futura.
-
8/3/2019 Grfica X-R
25/25
FIN







![ÁÁ ÁX r ] X }u](https://static.fdocuments.es/doc/165x107/62e1429355c4fb2ef832090e/-x-r-x-u.jpg)


![CA-6 TARIFA CHAPA 2019 AAL - Aislamientos · CODO 90º Superficie=[(((A+R) X 1.57) X (A+B)) X 2] + 0.20 RR A D C B DERIVACION Superficie=[(C+R) X 1.57] X [ 2 X (C+B)]+ [(D+R) X 1.57]](https://static.fdocuments.es/doc/165x107/5f2b1470430ca03efa1c2a8b/ca-6-tarifa-chapa-2019-aal-codo-90-superficiear-x-157-x-ab-x-2.jpg)




