LABORATORIO Nº 10-molienda y granulometria
28
Laboratorio de Operaciones Unitarias Guía de práctica de laboratorio Prohibida su reproducción total o parcial sin el permiso de los autores. LABORATORIO Nº 9 MOLIENDA Y TAMIZADO I. INTRODUCCION La molienda es una operación unitaria que, a pesar de implicar sólo una transformación física de la materia sin alterar su naturaleza, es de suma importancia en diversos procesos industriales, ya que el tamaño de partículas representa en forma indirecta áreas, que a su vez afectan las magnitudes de los fenómenos de transferencia entre otras cosas. Considerando lo anterior, el conocimiento de la granulometría para determinado material es de importancia, consecuentemente. 1. REDUCCION DE TAMAÑO Muchos materiales sólidos se presentan con dimensiones demasiados grandes para su uso por lo que se deben de reducir. Con frecuencia, la reducción de tamaño de sólidos se lleva a cabo para poder separar sus diversos ingredientes. En general, los términos trituración y molienda se usan para denotar la subdivisión de partículas sólidas grandes en partículas mas pequeñas. En la industria de procesamiento de alimentos, gran número de productos alimenticios se someten a una reducción de tamaño. Se usan molinos de rodillos para poder moler trigo o cebada para obtener harinas. Las semillas de soya se trituran, se comprimen y se muelen para producir aceite y harina. También se usan molinos de martillos para procesar harina de patata, tapioca y otras harinas. El azúcar se pulveriza para obtener un producto mas fino. Las operaciones de molienda son muy comunes en otras industrias como la minera. MOLIENDA Y TAMIZADO Ing. Damián Manayay Sánchez – Ing. Williams Castillo Martínez – Ing. Lourdes Esquivel Paredes 1
-
Upload
korey-stefany-pb -
Category
Documents
-
view
238 -
download
1
Transcript of LABORATORIO Nº 10-molienda y granulometria
Laboratorio de Operaciones UnitariasGuía de práctica de laboratorio
Prohibida su reproducción total o parcial sin el permiso de los autores.
LABORATORIO Nº 9
MOLIENDA Y TAMIZADO
I. INTRODUCCIONLa molienda es una operación unitaria que, a pesar de implicar sólo una transformación física de la materia sin alterar su naturaleza, es de suma importancia en diversos procesos industriales, ya que el tamaño de partículas representa en forma indirecta áreas, que a su vez afectan las magnitudes de los fenómenos de transferencia entre otras cosas. Considerando lo anterior, el conocimiento de la granulometría para determinado material es de importancia, consecuentemente.
1. REDUCCION DE TAMAÑOMuchos materiales sólidos se presentan con dimensiones demasiados grandes para su uso por lo que se deben de reducir. Con frecuencia, la reducción de tamaño de sólidos se lleva a cabo para poder separar sus diversos ingredientes. En general, los términos trituración y molienda se usan para denotar la subdivisión de partículas sólidas grandes en partículas mas pequeñas.En la industria de procesamiento de alimentos, gran número de productos alimenticios se someten a una reducción de tamaño. Se usan molinos de rodillos para poder moler trigo o cebada para obtener harinas. Las semillas de soya se trituran, se comprimen y se muelen para producir aceite y harina. También se usan molinos de martillos para procesar harina de patata, tapioca y otras harinas. El azúcar se pulveriza para obtener un producto mas fino.Las operaciones de molienda son muy comunes en otras industrias como la minera. Existen múltiples razones para la reducción de tamaño de los alimentos i de las materias primas utilizadas para su fabricación de alimentos, entre ellas pueden destacarse: Aumentar la superficie específica: cuanto menor es el tamaño de las
partículas mayor es a la superficie por unidad de masa del producto. Por ello la utilización de tamaños de partículas reducidas incrementa la velocidad de los transportes de energía y materia, que se verifican a través de la superficie de los olidos. De esta firma el tiempo necesario para el desarrollo de operaciones como secado, horneo, extracción con disolventes de determinados componentes, etc. Se reduce al disminuir el tamaño de las partículas.
Facilitar la mezcal con otros materiales: el grado de homogenización que se obtiene en una mezcla de partículas sólidas se incrementan al disminuir el tamaño de las partículas.
MOLIENDA Y TAMIZADOIng. Damián Manayay Sánchez – Ing. Williams Castillo Martínez – Ing. Lourdes Esquivel Paredes
1
Laboratorio de Operaciones UnitariasGuía de práctica de laboratorio
Prohibida su reproducción total o parcial sin el permiso de los autores.
Adecuar el producto a la demanda del consumidor: como es el caso del azúcar en forma de polvo que se emplea en la elaboración de productos de pastelería.
Los aparatos para la reducción de tamaño pueden ser variados, pero tos ellos se basan en al menos uno de los siguientes tipos de fuerzas: Compresión Impacto Frotamiento CizallaDe forma general, la compresión se emplea para la reducción gruesa de sólidos duros, dando lugar a pocos finos (cascanueces).el impacto conduce a sólidos de tamaño muy variado tanto gruesos como intermedios y finos (martillo).el frotamiento suele conducir a productos muy finos (piedra molino) y la cizalla a trozos de forma muy definida, sin practica aparición de finos (tijera).Se denomina trituración a la reducción desde tamaños gruesos a tamaños intermedios y molienda a la reducción desde tamaños intermedios a finos. Trituración y molienda se emplean para la reducción del tamaño de sólidos cuando el producto acabado deba tener forma granular o pulverulenta, como es el caso de cereales, azúcar, sal, especies, etc.En ocasiones se requiere que los alimentos posen un tamaño y forma determinados, como es el caso del rebanado de frutas y verduras o le troceado en dados de productos carnicol, pescados congelados, concentrados para sopas, etc.Este tipo de operaciones de reducción de tamaño, que se basa principalmente en al acci0n de fuerzas de cizalla, suele considerarse por separado de lo procesos trituración y molienda.
1.1. Requerimiento de energía y potencia para la reducción de tamaño.Las diversas teorías o leyes que se han postulado para predecir las necesidades de potencia en la reducción de tamaño de sólidos, no dan buenos resultados en la práctica. Sin embargo, analizaremos las más importantes. Parte del problema radica en la estimación de la cantidad teoriota de energía necesaria para fracturar y crear nuevas áreas superficiales. Los cálculos aproximados producen eficiencias reales del 0.1 al 2%. La teorías deducidas dependen del a suposición de que la energía E requerida para producir un cambio en un partícula de tamaña X, esta en función exponencial de X.
(10.1)
MOLIENDA Y TAMIZADOIng. Damián Manayay Sánchez – Ing. Williams Castillo Martínez – Ing. Lourdes Esquivel Paredes
2
Laboratorio de Operaciones UnitariasGuía de práctica de laboratorio
Prohibida su reproducción total o parcial sin el permiso de los autores.
Donde X es el tamaño o diámetro de la partícula en mm, y n y C son constantes que dependen del tipo, tamaño del material y del tipo de maquina.Rittinger propuso una ley que anuncia que el trabajo de trituración es proporcional a la nueva superficie creada. Esto conduce a un valor de n=2 para la ecuación (10.1), puesto que el área es proporcional a la longitud al cuadrado. Integrando la ecuación (10.1),
(10.2)
Donde es el diámetro medio de la alimentación y es el diámetro medio
del producto. Puesto que en la ecuación de Rittinger ,
(10.3)
Donde E es el trabajo para reducir una unidad de masa de alimentación
desde hasta , y es una constante. Esta ley implica que se necesita
la misma cantidad de energía para reducir un material de 100mm a 50mm, que la que se requiere para reducir el mismo material de 50mm a 33.3mm. Experimentalmente se ha demostrado que esta ley tiene cierta validez en la molienda de polvos finos.Kick supuso que la energía requerida para reducir el tamaño de un material es directamente proporcional a la relación de reducción de tamaño. Esto significa que en la ecuación (10.1), lo que produce la expresión:
(10.4)
Donde es una constante. De acuerdo con esta ley, se necesita la misma
energía para reducir un material de 100mm a 50mm, que para reducir el: mismo material de 50mm a 25mm.Datos recientes obtenidos por Bond correlacionan valores experimentales e indican que el trabajo requerido cuando se usa una alimentación de tamaño considerable, es proporcional a la raíz cuadrada de la relación superficial/volumen del producto. Esto corresponde a n=1.5 en la ecuación (10.1), con lo que se obtiene la expresión:
(10.5)
Donde es una constante. Para usar la ecuación (10.5), Bond propuso un
índice de trabajo , que se define como el trabajo en kW.h/ton que se
requiere para reducir una unidad de peso desde el tamaño muy grande, hasta un tamaño tal que el 80% pase por un tamiz de 100μm, hasta un
tamaño en el que el 80% pasa por μm.
MOLIENDA Y TAMIZADOIng. Damián Manayay Sánchez – Ing. Williams Castillo Martínez – Ing. Lourdes Esquivel Paredes
3
Laboratorio de Operaciones UnitariasGuía de práctica de laboratorio
Prohibida su reproducción total o parcial sin el permiso de los autores.
La ecuación final de Bond, en términos de unidades inglesas, es
(10.6)
Donde se da en hp, es la velocidad de alimentación en ton/min. es el
tamaño de la alimentación en pies y es el tamaño del producto en pies.
Perry, Green y Bond han publicado valores típicos de para diversos tipos
de materiales. Algunos de estos valores son para la bauxita, 11.37
para el carbón, 8.23 para carbonato de potasio. Estos valores deben de multiplicarse por 1.34 para molienda en seco.
1.2. Simulación por ordenador de las operaciones de moliendaLa distribución de tamaños de los productos en los diferentes tipos de equipos de reducción de tamaños se puede predecir mediante una simulación por ordenador del proceso de desintegración. Con esta finalidad
se utilizan dos conceptos básicos, una función de velocidad de molienda y
una función de rotura . El material de un molino o triturador está
formado en un determinado momento por partículas de muchos tamaños diferentes, y todas ellas interaccionan entre sí durante el proceso de reducción de tamaños, pero para los fines de la simulación por ordenador se supone que el material está dividido en un número de fracciones discretas (tales como las retenidas sobre los distintos tamices normalizados) y que la rotura de las partículas ocurre en cada una de las fracciones de una forma más o menos independiente de las demás fracciones.
Consideremos una batería de tamices normalizados, y sea el número
de un tamiz determinado de la batería. En este caso es conveniente numerar los tamices de cabeza a cola, comenzando por el tamiz más grueso. Para cualquier valor dado de , los tamices situados encima, que son más gruesos que el tamiz , se representan mediante el subíndice . (Obsérvese
que < ) La función de velocidad de molienda , es la fracción del
material de un determinado tamaño, más grueso que el retenido por el tamiz
, que se rompen en un determinado tiempo. Si , es la fracción de masa
retenida sobre uno de los tamices superiores, su velocidad de variación por rotura en tamaños más pequeños es
(10.7)
Supóngase, por ejemplo, que el material más grueso en la carga de un molino triturador es detenido por un tamiz con malla de 4/6, que la fracción
de masa de este material es 0,05, y que en cada segundo se rompe un
MOLIENDA Y TAMIZADOIng. Damián Manayay Sánchez – Ing. Williams Castillo Martínez – Ing. Lourdes Esquivel Paredes
4
Laboratorio de Operaciones UnitariasGuía de práctica de laboratorio
Prohibida su reproducción total o parcial sin el permiso de los autores.
centenar de este material. Por tanto, será 0.01s1, y disminuirá con una
velocidad de 0.01x0.05 = 0.0005s-1.
La función de rotura , da la distribución de tamaños que resulta de la
rotura del material superior. Parte del material de malla 4/6, después de la rotura, será bastante grueso, parte muy pequeño y parte intermedio. Probablemente, muy poco será tan grande como malla 6/8, y solamente una pequeña cantidad será tan pequeña como malla de 200. Es de esperar que
estén favorecidos los tamaños intermedios. Consecuentemente, , u
varía con y con . Además, varía con la composición del material contenido en el molino, puesto que las partículas gruesas pueden romperse de forma diferente en presencia de grandes cantidades de finos de lo que lo harían en ausencia de finos. Por tanto, en una carga del molino es de
esperar que , (y también ) varíe con el tiempo y con otras variables
de molienda.
Si se conocen , y , la velocidad de variación de cualquier fracción
dada se puede calcular de la forma que se indica a continuación. Para cualquier fracción, excepto la más gruesa, la cantidad inicial disminuye por rotura en tamaños más pequeños y simultáneamente aumenta por creación de nuevas partículas a partir de la rotura de todas las fracciones más gruesas. Si las velocidades de entrada y salida en un tamiz determinado son iguales, la fracción retenida sobre dicho tamiz permanece constante. Sin embargo, generalmente no es éste el caso, y la fracción de masa retenida sobre el tamiz varía de acuerdo con la ecuación
(10.8)
La ecuación (10.8) puede simplificarse si se supone que y son
constantes, y se dispone de soluciones analíticas y matriciales para este caso, pero estas suposiciones son muy poco realistas. En la trituración del carbón, con partículas mayores que las retenidas por un tamiz de malla
aproximadamente de 28, se ha encontrado que , varía con el cubo del
tamaño de partícula y que la función de rotura depende de la relación de
reducción de acuerdo con la ecuación
(10.9)
donde el exponente puede ser constante o variar con el valor de .
En la Ecuación (10.9), es la fracción de masa total menor que el tamaño
. Es una fracción de masa acumulativa, en contraste con , que es la
MOLIENDA Y TAMIZADOIng. Damián Manayay Sánchez – Ing. Williams Castillo Martínez – Ing. Lourdes Esquivel Paredes
5
Laboratorio de Operaciones UnitariasGuía de práctica de laboratorio
Prohibida su reproducción total o parcial sin el permiso de los autores.
fracción de tamaño , (retenida entre los tamices y ) que resulta de la
rotura de las partículas de tamaño .
Si en la ecuación (10.8) es constante, dicha ecuación indica que la distribución de tamaños de las partículas del material triturado es la misma
para todos los tamaños del material inicial. El valor de en la trituración
de un material de 4/6 mallas hasta 8/10 mallas será el mismo que en la trituración de partículas de 6/8 mallas hasta 10/14 mallas, puesto que la relación de reducción de tamaños es la misma.La Ecuación (10.8) se resuelve generalmente por el método de Euler de aproximación numérica, en el que las variaciones en todas las fracciones durante sucesivos cortos intervalos de tiempo (tales como 30s) se
calculan por medio de la aproximación . Se pueden incorporar
variaciones de , y de , con el tamaño del tamiz y (si se conoce) con el
tiempo. Se necesita un ordenador para realizar los largos cálculos. La simulación por ordenador también es útil para predecir al consumo de energía y la distribución de tamaño de las partículas en molinos continuos, en los que las fracciones de masa están en equilibrio dinámico y no varían con el tiempo.
1.3. Equipo para la reducción de tamañoEl equipo para la reducción de tamaño se divide en quebrantadores, molinos, molinos de ultrafinos y máquinas de corte. Los quebrantadores realizan el trabajo pesado de romper grandes piezas de sólidos en pequeños trozos. Un quebrantador primario opera con el material que sale de cantera, aceptando todo el material tal como sale y rompiéndolo en trozos de 6 a 10 pulg. (150 a 250 mm).Un quebrantador secundario reduce estos trozos a partículas quizás de 1/4 pulg. (6 mm). Los molinos reducen el producto del quebrantador hasta formar un polvo. El producto procedente de un molino intermedio puede pasar a través de un tamiz de 40 mallas, mientras que la mayor parte del producto que sale de un molino fino pasa a través de un tamiz de 200 mallas. Un molino ultrafino acepta como alimentación partículas no superiores a 1/4 pulg. (6 mm) y genera un producto con un tamaño típico de 1 a 50 μm. Las cortadoras producen partículas de forma y tamaño definidos, con una longitud de 2 a 10 mm.A continuación se relacionan los principales tipos de máquinas para la reducción de tamaño.
A. Quebrantadores (gruesos y tinos).1. Quebrantadores de mandíbula.2. Quebrantadores giratorios.
MOLIENDA Y TAMIZADOIng. Damián Manayay Sánchez – Ing. Williams Castillo Martínez – Ing. Lourdes Esquivel Paredes
6
Laboratorio de Operaciones UnitariasGuía de práctica de laboratorio
Prohibida su reproducción total o parcial sin el permiso de los autores.
3. Quebrantadores de rodillos.B. Molinos (intermedios y finos)
1. Molinos de martillos; impactores.2. Molinos de rodadura-compresión.
a. Molinos de rulos.b. Molinos de rodillos.
3. Molinos de frotación.4. Molinos de volteo.
a. Molinos de barrasb. Molinos de bolas; molinos de guijarros.c. Molinos de tubos; molinos de compartimentos.
C. Molinos ultrafinos.1. Molinos de martillos con clasificación interna.2. Molinos que utilizan la energía de un fluido.3. Molinos agitados.
D. Máquinas de corte.1. Cortadoras de cuchillas; cortadoras de cubos; cortadoras de tiras.
Estas máquinas realizan su trabajo en formas muy diferentes. La compresión es la acción característica de los quebrantadores. Los molinos utilizan impacto y frotación, a veces combinadas con compresión; los molinos de ultrafinos operan principalmente por frotación. El corte es, por supuesto, la acción característica de las máquinas cortadoras.
2. CARACTERIZACION DE LAS PARTICULAS SOLIDASLos parámetros utilizados para la caracterización de las partículas sólidas son: Forma de las partículas Tamaño de las partículas
2.1 Forma de las partículas. La forma de las partículas individuales se pueden expresar mediante el
concepto de esfericidad definida como cociente entre la superficie de
una esfera de igual volumen que la partícula y la superficie de dicha partícula.
= Superficie esfera de igual volumen que la partícula / superficie de la
partícula Esta esfericidad se puede expresar como:
(10.7)
Siendo:
MOLIENDA Y TAMIZADOIng. Damián Manayay Sánchez – Ing. Williams Castillo Martínez – Ing. Lourdes Esquivel Paredes
7

Laboratorio de Operaciones UnitariasGuía de práctica de laboratorio
Prohibida su reproducción total o parcial sin el permiso de los autores.
= volumen de la partícula
= superficie de la partícula
= diámetro equivalente de la partícula
Los valores de la esfericidad para materiales triturados suelen oscilar entre 0.6 y 0.85. En el caso de partículas redondeadas por abrasión la esfericidad puede alcanzar valores de hasta 0.95. A modo de ejemplo, se calcula a continuación la esfericidad de una partícula cúbica de lado L:
2.2. Tamaño de las partículas
El tamaño de las partículas individuales se establece mediante el concepto
de diámetro equivale, definido como el diámetro de una esfera que tiene el
mismo volumen que la partícula.
En el caso de partículas en las que una de las dimensiones es mucho mayor
que las otras, se prescinde de al primera para establecer en diámetro
equivalente. Por ejemplo en sólidos en forma de aguja se considera como
diámetro equivalente el diámetro de la aguja y no su longitud.
Para materiales granulares de pequeño tamaño, dada la dificultad para
establecer con exactitud el volumen y el área de as partículas individuales,
se utiliza como diámetro equivalente el valor obtenido a partir de un
análisis por tamizado.
3. TAMIZADOAl aplicar la reducción de tamaño a una sustancia se obtiene un producto más o menos polvoriento, según su naturaleza, las características del equipo, el tiempo de operación, etc. No todas las partículas producidas tienen el mismo tamaño, por lo que es de gran interés conocer la distribución de tamaños que cada máquina puede producir. Para esto se han establecido ecuaciones que relacionan las fracciones de partículas retenidas con su tamaño, y ver cual de todas ellas presenta la máxima generalidad, pudiéndose afirmar que ninguna de las muchas correlaciones obtenidas es universal. La ley más general es la de Rosin, Rammler y Sperling (RRS), aunque esta correlación no se cumple cuando la reducción de tamaño se dirige a obtener partículas muy finas,
MOLIENDA Y TAMIZADOIng. Damián Manayay Sánchez – Ing. Williams Castillo Martínez – Ing. Lourdes Esquivel Paredes
8
Laboratorio de Operaciones UnitariasGuía de práctica de laboratorio
Prohibida su reproducción total o parcial sin el permiso de los autores.
siguiendo en este caso las leyes de la probabilidad según una distribución de Gauss.Para medir el tamaño (y la distribución de tamaños) de las partículas en el intervalo de tamaños comprendido entre 3 y 0,0015pulg (76 mm y 38 μm), se utilizan tamices normalizados. Los tamices de ensayo se construyen con telas de alambre, cuyas dimensiones y mallas están cuidadosamente normalizadas. Las aberturas son cuadradas. Cada tamiz se identifica por las mallas por pulgada. Sin embargo, las aberturas reales son menores que las correspondientes al número de mallas, debido al espesor de los alambres. Las características de una serie común, que es la serie de tamices normales Tyler. Esta serie de tamices está basada en la abertura del tamiz de 200 mallas, que está establecida en 0,074 mm. El área de las aberturas de un tamiz cualquiera de la serie es exactamente el doble que la de las aberturas del tamiz inmediatamente más pequeño. La relación entre la dimensión real de las mallas de un tamiz cualquiera y la del inmediatamente más pequeño es, por tanto,
. Para tamaños más próximos, existen tamices intermedios, cada uno
de los cuales tiene una dimensión de malla de , o sea, 1,189 veces la del
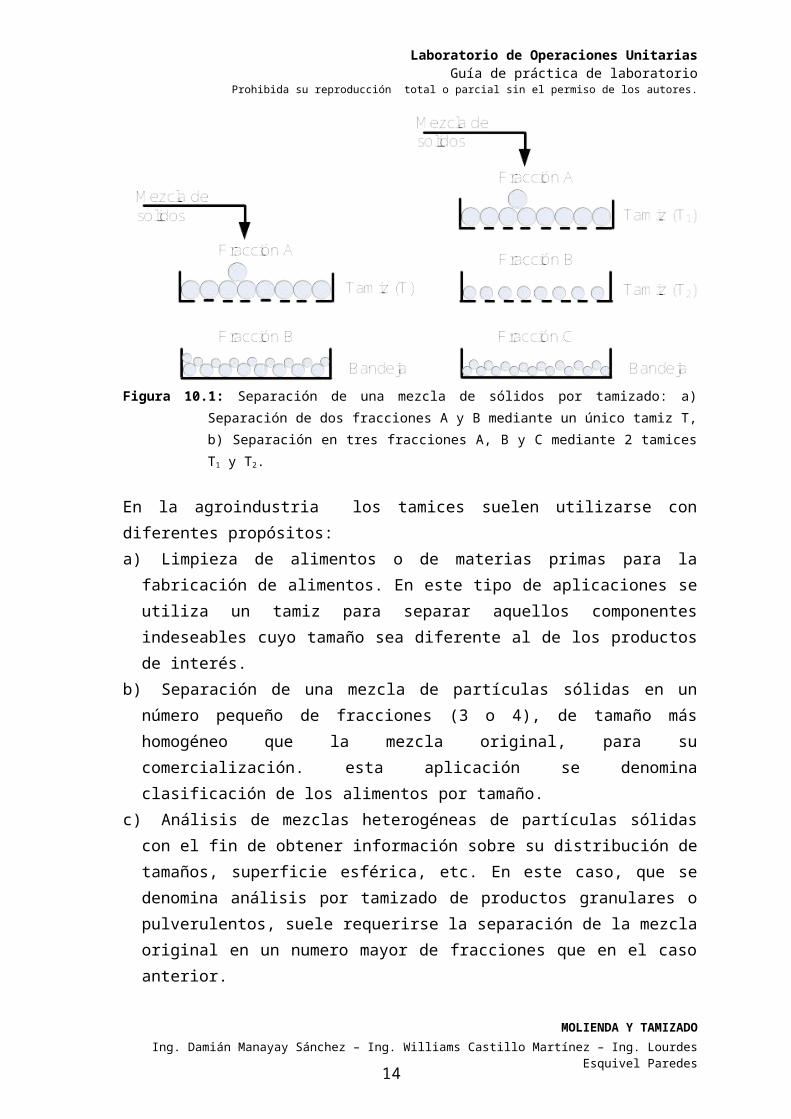
tamiz normalizado inmediatamente más pequeño. Ordinariamente no se utilizan los tamices intermedios.Cuando una mezcla heterogénea de sólidos se alimenta a un tamiz, T, se obtienen dos fracciones (como muestra la figura 10.1.a) la fracción A, constituida por partículas cuyo tamaño es superior a las aberturas del tamiz, y que por lo tanto quedan retenidas sobre el mismo, se denomina fracción de gruesos o rechazo. La fracción B, constituida por las partículas de tamaño más pequeño que pueden pasar a través de las perforaciones del tamiz, y se recogen en una bandeja, se denomina fracción de finos o cernido.
Si se emplea dos tamices, y , siendo las aberturas del tamiz de tamaño
superior a las del tamiz (figura 10.1.b) se obtienen 3 fracciones: la fracción A,
constituida por el rechazo del tamiz de abertura mas gruesa; la B, que contiene
los sólidos que han atravesado el tamiz y la fracción C, constituida por los
sólidos mas finos, que atraviesan ambos tamices. Por analogía, si se empleara una serie de tamices se obtendrían fracciones.
MOLIENDA Y TAMIZADOIng. Damián Manayay Sánchez – Ing. Williams Castillo Martínez – Ing. Lourdes Esquivel Paredes
9
Laboratorio de Operaciones UnitariasGuía de práctica de laboratorio
Prohibida su reproducción total o parcial sin el permiso de los autores.
Figura 10.1: Separación de una mezcla de sólidos por tamizado: a) Separación de dos fracciones A y B mediante un único tamiz T, b) Separación en tres fracciones A, B y C mediante 2 tamices T1 y T2.
En la agroindustria los tamices suelen utilizarse con diferentes propósitos:a) Limpieza de alimentos o de materias primas para la fabricación de alimentos.
En este tipo de aplicaciones se utiliza un tamiz para separar aquellos componentes indeseables cuyo tamaño sea diferente al de los productos de interés.
b) Separación de una mezcla de partículas sólidas en un número pequeño de fracciones (3 o 4), de tamaño más homogéneo que la mezcla original, para su comercialización. esta aplicación se denomina clasificación de los alimentos por tamaño.
c) Análisis de mezclas heterogéneas de partículas sólidas con el fin de obtener información sobre su distribución de tamaños, superficie esférica, etc. En este caso, que se denomina análisis por tamizado de productos granulares o pulverulentos, suele requerirse la separación de la mezcla original en un numero mayor de fracciones que en el caso anterior.
3.1. Análisis por tamizado de productos granulares o pulverulentosPara la obtención de la distribución de tamaños de partícula en una mezcla heterogénea de sólidos se utilizan las series de tamices normalizados. Los tamices se fabrican con tela de alambre, aberturas cuadradas, existiendo una relación constante entre los diferentes tamices de cada serie.Cada tamiz se caracteriza por el número de mallas por pulgada de longitud de hilo. La relación entre la abertura del tamiz (también denominada luz) y el número de mallas es función del diámetro del hilo y por tanto puede ser diferente de una serie a otra de tamices normalizados. Dicha relación se obtiene mediante la siguiente expresión:
MOLIENDA Y TAMIZADOIng. Damián Manayay Sánchez – Ing. Williams Castillo Martínez – Ing. Lourdes Esquivel Paredes
10
Laboratorio de Operaciones UnitariasGuía de práctica de laboratorio
Prohibida su reproducción total o parcial sin el permiso de los autores.
Luz diámetro del hilo (cm)
Las series normalizada de tamices mas utilizadas son las siguientes: AFNOR(francesa) DIN(alemana) UNI(italiana) TYLER y ASTM(norteamericanas)En el cuadro 10.1 se presentan las características de la serie de tamices Tyler. Esta serie se basa en el tamiz de 200 malla, cuya luz es de 0.074mn. El área de las aberturas de un tamiz es de doble de la rea de las aberturas del tamiz inferior de la serie. Por lo tanto la relación entre las aberturas de
dos tamices consecutivotes igual a .
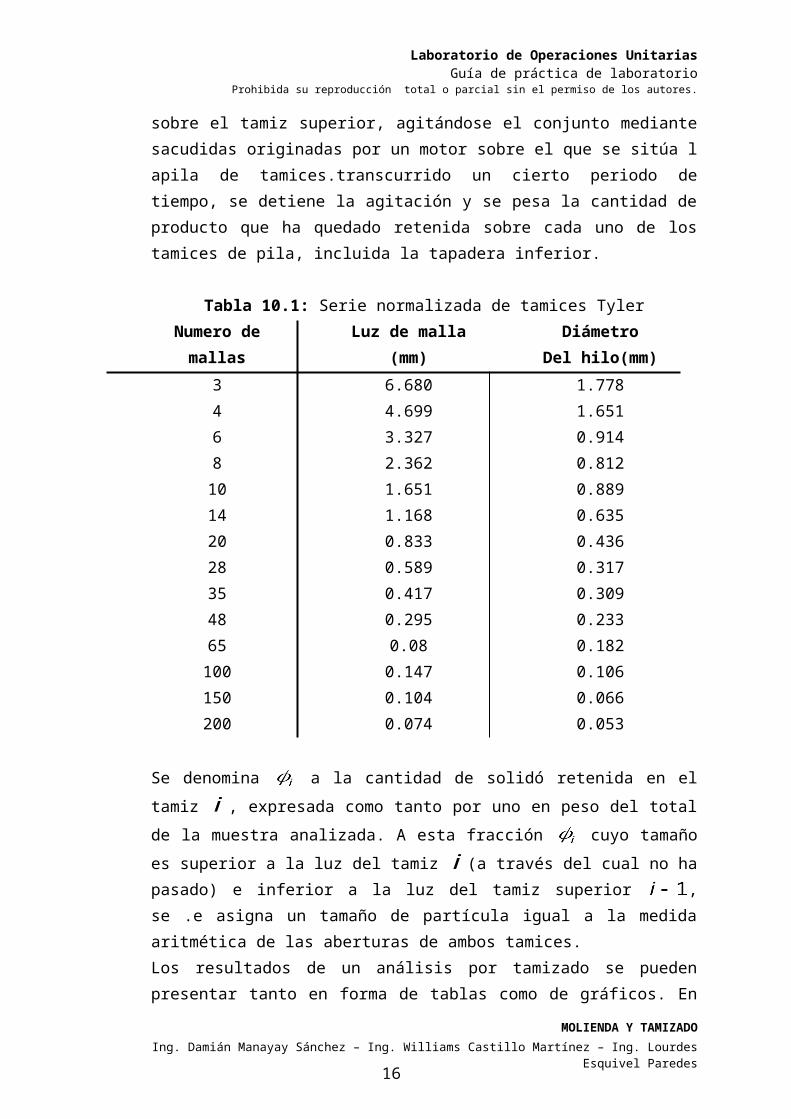
Para llevar a cabo un análisis por tamizado se apilan ordenadamente los tamices, situado el de abertura en al parte superior. Debajo del tamiz inferior se coloca la tapadera no perforada. La muestra a clasificar se sitúa sobre el tamiz superior, agitándose el conjunto mediante sacudidas originadas por un motor sobre el que se sitúa l apila de tamices.transcurrido un cierto periodo de tiempo, se detiene la agitación y se pesa la cantidad de producto que ha quedado retenida sobre cada uno de los tamices de pila, incluida la tapadera inferior.
Tabla 10.1: Serie normalizada de tamices TylerNumero de
mallasLuz de malla
(mm)Diámetro
Del hilo(mm)
346810142028354865
100150200
6.6804.6993.3272.3621.6511.1680.8330.5890.4170.2950.08
0.1470.1040.074
1.7781.6510.9140.8120.8890.6350.4360.3170.3090.2330.1820.1060.0660.053
Se denomina a la cantidad de solidó retenida en el tamiz , expresada
como tanto por uno en peso del total de la muestra analizada. A esta
MOLIENDA Y TAMIZADOIng. Damián Manayay Sánchez – Ing. Williams Castillo Martínez – Ing. Lourdes Esquivel Paredes
11
Laboratorio de Operaciones UnitariasGuía de práctica de laboratorio
Prohibida su reproducción total o parcial sin el permiso de los autores.
fracción cuyo tamaño es superior a la luz del tamiz (a través del cual no
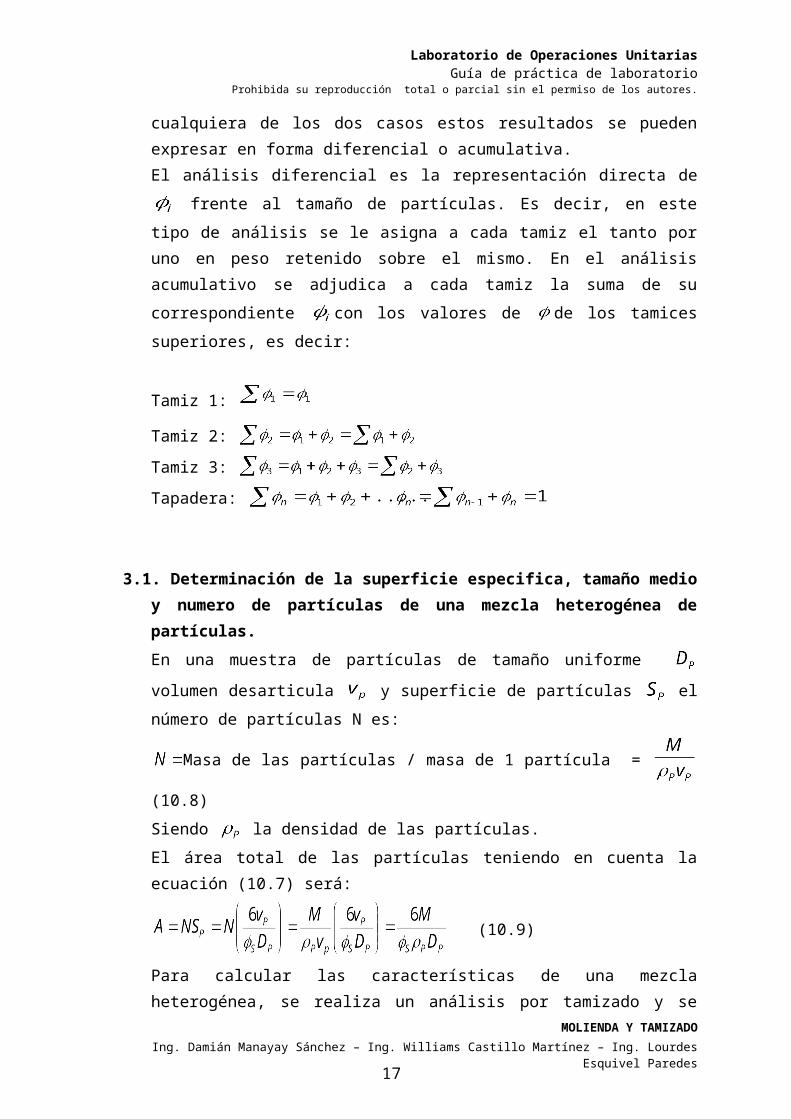
ha pasado) e inferior a la luz del tamiz superior , se .e asigna un tamaño de partícula igual a la medida aritmética de las aberturas de ambos tamices.Los resultados de un análisis por tamizado se pueden presentar tanto en forma de tablas como de gráficos. En cualquiera de los dos casos estos resultados se pueden expresar en forma diferencial o acumulativa.
El análisis diferencial es la representación directa de frente al tamaño de
partículas. Es decir, en este tipo de análisis se le asigna a cada tamiz el tanto por uno en peso retenido sobre el mismo. En el análisis acumulativo se
adjudica a cada tamiz la suma de su correspondiente con los valores de
de los tamices superiores, es decir:
Tamiz 1:
Tamiz 2:
Tamiz 3:
Tapadera:
3.1. Determinación de la superficie especifica, tamaño medio y numero de partículas de una mezcla heterogénea de partículas.
En una muestra de partículas de tamaño uniforme volumen desarticula
y superficie de partículas el número de partículas N es:
Masa de las partículas / masa de 1 partícula = (10.8)
Siendo la densidad de las partículas.
El área total de las partículas teniendo en cuenta la ecuación (10.7) será:
(10.9)
Para calcular las características de una mezcla heterogénea, se realiza un
análisis por tamizado y se considera cada una de las fracciones obtenidas
como si fuera una muestra de tamaño homogéneo.
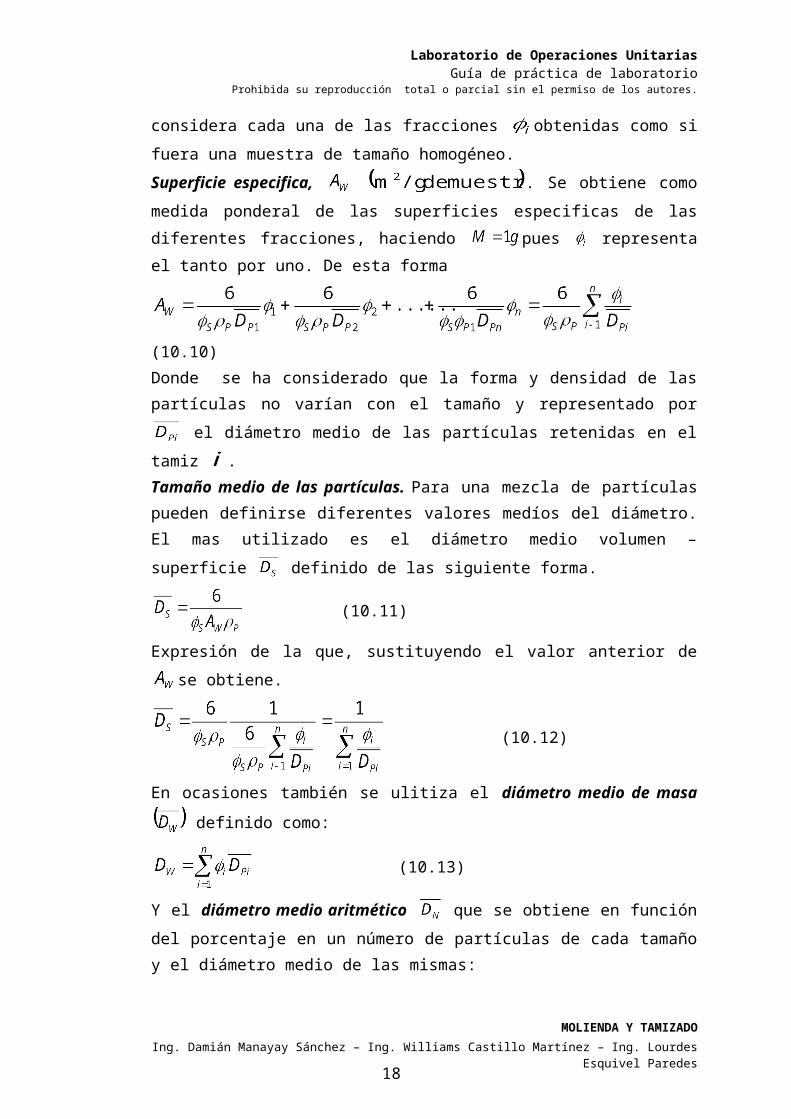
Superficie especifica, . Se obtiene como medida
ponderal de las superficies especificas de las diferentes fracciones, haciendo
pues representa el tanto por uno. De esta forma
(10.10)
MOLIENDA Y TAMIZADOIng. Damián Manayay Sánchez – Ing. Williams Castillo Martínez – Ing. Lourdes Esquivel Paredes
12
Laboratorio de Operaciones UnitariasGuía de práctica de laboratorio
Prohibida su reproducción total o parcial sin el permiso de los autores.
Donde se ha considerado que la forma y densidad de las partículas no
varían con el tamaño y representado por el diámetro medio de las
partículas retenidas en el tamiz .Tamaño medio de las partículas. Para una mezcla de partículas pueden definirse diferentes valores medíos del diámetro. El mas utilizado es el
diámetro medio volumen – superficie definido de las siguiente forma.
(10.11)
Expresión de la que, sustituyendo el valor anterior de se obtiene.
(10.12)
En ocasiones también se ulitiza el diámetro medio de masa definido
como:
(10.13)
Y el diámetro medio aritmético que se obtiene en función del
porcentaje en un número de partículas de cada tamaño y el diámetro medio de las mismas:
(10.14)
Donde representa el número total de partículas en la mezcla y el
número de partículas de la fracción .
Numero de partículas por gramo de la mezcla . Se obtiene como
media aritmética del número de partículas por gramo de cada una de las fracciones: Para una fracción determinada el numero de partículas por gramo se
tiene a partir por gramo se obtiene a partir de la ecuación (10.8), haciendo. De esta forma:
(Partícula de fracción ∕ g de la partícula ) (10.16)
Para una forma dada de las partículas, se cumple que:
(10.17)
Representado por el denominado factor de forma volumétrico. Sustituyendo (10.17) en (10.16) se obtiene:
(Partícula de fracción ∕ g de la partícula ) (10.18)
MOLIENDA Y TAMIZADOIng. Damián Manayay Sánchez – Ing. Williams Castillo Martínez – Ing. Lourdes Esquivel Paredes
13
Laboratorio de Operaciones UnitariasGuía de práctica de laboratorio
Prohibida su reproducción total o parcial sin el permiso de los autores.
Por tanto, la medida aritmética de una mezcla de partículas de diferente tamaño será:
(10.18)
3.2. Correlación de Rosin, Rambler y SperlingLa distribución de tamaños se obtiene colocando el producto de descarga de un molino en una serie de tamices, ordenados de arriba abajo por orden decreciente de luz de malla. La cantidad de producto retenida por un tamiz se llama rechazo (R), y la no retenida cernido (C). El tamaño medio del rechazo (L) es la media aritmética de las luces de malla entre dicho tamiz y el superior.
Figura 10.2: Balance de materia en un tamiz
Una forma de estudiar la distribución de tamaños es mediante la curva acumulativa de rechazos (figura 10.3), en ella se representa la cantidad de producto (en porcentaje respecto el total) que no atraviesa cada tamiz frente a su luz de malla.
MOLIENDA Y TAMIZADOIng. Damián Manayay Sánchez – Ing. Williams Castillo Martínez – Ing. Lourdes Esquivel Paredes
14
Laboratorio de Operaciones UnitariasGuía de práctica de laboratorio
Prohibida su reproducción total o parcial sin el permiso de los autores.
Figura 10.3: Curva acumulativa de rechazos
Esta curva recoge toda la gama de tamaños presentes, desde las más pequeñas hasta las más grandes.Si calculamos la pendiente de las tangentes a la curva en diferentes puntos y los representamos frente a los valores de luz de malla en dichos puntos, obtendremos la curva de frecuencia de tamaños (figura 10.4).
Figura 10.4: Curva de frecuencia de tamaños
En esta curva se aprecia mejor la distribución de tamaños. El máximo de la curva indica el tamaño que aparece con más frecuencia. n es el índice de uniformidad de tamaños. Si la línea obtenida fuera vertical (n=), significaría que tenemos un tamaño único, si fuera horizontal (n=0), tendríamos de todos los tamaños en la misma proporción. Si n=1 el máximo se produce para L=0, lo que no tiene significado físico. Y si n<1 no hay máximo en la curva.Estas curvas de distribución que muestran que la variación de R con la luz del tamiz es una función de L
(10.19)
Del estudio de numerosas curvas de este tipo Rosin, Rammler y Sperling obtuvieron una expresión de gran generalidad, cuya forma integrada resulta:
(10.20)
Donde:M: cantidad total de productoRa: valor de los rechazos acumuladosL': tamaño medio estadístico (ver figura 23.4)n: índice de uniformidad de tamaños
Tomando logaritmos en la ecuación (10.20) se obtiene:
MOLIENDA Y TAMIZADOIng. Damián Manayay Sánchez – Ing. Williams Castillo Martínez – Ing. Lourdes Esquivel Paredes
15
Laboratorio de Operaciones UnitariasGuía de práctica de laboratorio
Prohibida su reproducción total o parcial sin el permiso de los autores.
(10.21)
Representando gráficamente los valores experimentales obtenidos en papel doble logarítmico, poniendo en ordenadas ln M/Ra y en abscisas L, se obtiene una recta de pendiente n (Figura 10.5).
Figura 10.5: Representación gráfica de la ecuación (10.12).
El punto de corte de la recta con el eje de abscisas ( ) es
L', que tiene dimensiones de longitud y se denomina "tamaño medio estadístico".
3.3. Ley GaussianaCuando la molturación es muy fina, las líneas RRS tienden a curvarse en la zona de altas finuras, la distribución de tamaños suele obedecer entonces a la representación Gaussiana, que viene dada por la ecuación:
(10.22)
en la que:K: constanteh: amplitud de distribuciónh2: constanteLh: tamaño más frecuente (mayor cantidad de producto retenido)
3.4. Cálculo de la superficie específicaEn el análisis de una muestra por tamizado, una de las magnitudes que más interesa conocer es la relación existente entre la masa de la muestra y la distribución de la superficie específica de las partículas en esta masa. El área de la superficie total por unidad de masa de la muestra se denomina superficie específica y se representa por Aw.Para calcular Aw se emplea la ecuación teórica:
MOLIENDA Y TAMIZADOIng. Damián Manayay Sánchez – Ing. Williams Castillo Martínez – Ing. Lourdes Esquivel Paredes
16
Laboratorio de Operaciones UnitariasGuía de práctica de laboratorio
Prohibida su reproducción total o parcial sin el permiso de los autores.
(10.23)
En la que: factor que depende de la forma de las partículas densidad de la sustancia fracción de producto retenido acumulado en cada tamiz (Ra/M)Dp: diámetro de la partícula, que coincide con L
El factor da una relación entre la superficie/volumen de las distintas formas de partículas, en caso de partículas esféricas, = 1.El valor de la integral se puede calcular gráfica o numéricamente, y como y son valores conocidos se obtiene Aw.
3.5. Cálculo del número de partículasUna magnitud importante también en el análisis de una muestra por tamizado es el número de partículas por unidad de masa, que se representa por Nw.Por análisis acumulativo Nw se calcula según:
(10.24)
en la que a es el factor geométrico que relaciona el volumen (Vp) de una partícula cualquiera con Dp:
(10.25)
En el caso de partículas esféricas a = /6.El valor de la integral se calcula gráfica o numéricamente.
II. OBJETIVOS
Calcular la homogeneidad de las mezclas resultantes de una reducción de tamaño para diferentes cargas y tiempos de operación.
Calcular el área específica y el número de partículas para las diferentes cargas y tiempos de operación.
Comparar los resultados para un mismo tiempo y diferentes cargas, así como para una misma carga y distintos tiempos de molienda.
Familiarizarse con la operación de molienda y tamizado.
MOLIENDA Y TAMIZADOIng. Damián Manayay Sánchez – Ing. Williams Castillo Martínez – Ing. Lourdes Esquivel Paredes
17
Laboratorio de Operaciones UnitariasGuía de práctica de laboratorio
Prohibida su reproducción total o parcial sin el permiso de los autores.
III. MATERIAL Y METODOS3.1. MATERIALES:
Molino Juego de tamices. Agitador eléctrico. Balanza de precisión. Cereales como trigo, maíz, cebada, etc. (2 kilos)
3.2. METODO
1. Se depositan en el interior del molino una cantidad conocida del producto a moler, y se procede con la molienda.
2. Una vez realizada la molienda se procede al análisis de tamaños de partícula mediante un tamizado. Para realizar el análisis se coloca un conjunto de tamices normalizados, acoplados verticalmente, con el tamiz más pequeño en el fondo y el más grande en la parte superior. La muestra se coloca en el tamiz superior y el conjunto se somete a sacudidas mecánicas durante un tiempo determinado, tal como veinte minutos. Las partículas retenidas sobre cada tamiz se retiran y se pesan, y las masas de los incrementos individuales sobre cada tamiz se convierten en fracciones másicas o en porcentajes de masa de la muestra total. Las partículas que pasan a través del tamiz más fino se recogen en una tapadera situada en el fondo de la columna de tamices.
3. Pesar por separado cada uno de los tamices vacíos y el plato recolector al final del último tamiz.
4. Una vez terminado el tiempo de tamizado, pesar cada tamiz por separado para poder determinar la cantidad de material retenido y tamizado en cada malla.
5. Se repite la operación para distintos niveles de trituración del molino.6. Los tiempos de tamizado deben de ser siempre los mismos para todos los
experimentos.7. Los tiempos de tamizado deben de ser siempre los mismos para todos los
experimentos.8. Repetir el procedimiento para las distintas muestras a moler.
IV. RESULTADOS Y DISCUSIONSe recogen en tablas los resultados obtenidos en los distintos experimentos.
N° de
tamiz
Abertura de la malla (mm)
Peso de Muestra retenida
Diámetro
medio
Fracción Másica
retenida
Fracción acumulati
va
MOLIENDA Y TAMIZADOIng. Damián Manayay Sánchez – Ing. Williams Castillo Martínez – Ing. Lourdes Esquivel Paredes
18

Laboratorio de Operaciones UnitariasGuía de práctica de laboratorio
Prohibida su reproducción total o parcial sin el permiso de los autores.
Representar el análisis de forma diferencial y acumulativa Realizar la grafica de análisis diferencial de las muestras (Fracción másica
retenida Vs. Diámetro medio de las diferentes fracciones. Realizar la graficas de análisis acumulativo de las muestras. (fracción acumulada
vs. diámetro medio) Calcular la superficie especifica de la muestra. Calcular el número de partículas por gramo de muestra. Calcular le diámetro medio volumen superficie de la muestra. Calcular el número de partículas por gramo de la fracción retenida en cada uno de
los tamices. Razonar los valores de la homogeneidad obtenidos en las distintas cargas.
V. CONCLUSIONES
Puntuales y relacionados estrictamente con los objetivos del ensayo.
VI. BIBLIOGRAFIA1. Ibarz R., A.; Barbosa C. Operaciones Unitarias en la Ingeniería de Alimentos.
Technomic Publishing Company, Inc U.S.A. España. 1999.2. Ibarz A.; Barbosa G.; Garza S; Gimeno V.; Ma L.; Barletta B. Métodos
Experimentales en la Ingeniería Alimentaría. Washington State University, Universidad de Lleida. España. 1999.
3. Geankoplis J. Procesos de Transporte y Operaciones Unitarias. Tercera Edicion. Edit. Compañía editora Continental, S.A. Mexico. 1998.
4. Kirk-Othmer. Encyclopedia of Chemical Technology. Fourth Edition. Volume 21. Electronic version. Edit. Jhon Wiley & Sons Inc. EE.UU. 1998.
5.- McCabe, W. L.; Smith, J. C. y Harriot, P. Operaciones Unitarias en Ingeniería Química. Ed. McGraw Hill. México. 1994.
6.- Perry, R. H. y Chilton C. H. Manual del Ingeniero Químico. Ed. McGraw Hill. México. 1982.
VII. TAREA Describa y esquematice los diferentes tipos de equipos para reducción de
tamaño. (Vea la clasificación mostrada en apartado 1.3)
MOLIENDA Y TAMIZADOIng. Damián Manayay Sánchez – Ing. Williams Castillo Martínez – Ing. Lourdes Esquivel Paredes
19

Laboratorio de Operaciones UnitariasGuía de práctica de laboratorio
Prohibida su reproducción total o parcial sin el permiso de los autores.
¿Cómo puede determinarse el número de partículas en una muestra así como el área superficial de todas las partículas?
¿Qué importancia tiene la gráfica de fracción retenida contra diámetro en papel logarítmico?
NOMENCLATURA.
Aw Superficie específica (mm2/g)a Factor geométrico de formaDp Diámetro de la partícula (mm)K Constante proporcionalidadh Amplitud de la distribución gaussianah2 Constante de la ecuación 23.4L Tamaño medio de partícula entre dos tamices (mm)L' Tamaño medio estadístico (mm)Lh Tamaño más frecuente (mm)M Cantidad total de la muestra (g)n Indice de uniformidad de tamañosNw Número de partículas por unidad de masaR Cantidad de producto retenido en cada tamiz (g)vp Volumen de partícula (mm3) Factor de forma de partícula Fracción de producto retenido en cada tamiz
MOLIENDA Y TAMIZADOIng. Damián Manayay Sánchez – Ing. Williams Castillo Martínez – Ing. Lourdes Esquivel Paredes
20