
metal inf tecnico - Ecodiseñoño.net/script/photo/1325501148informesectorialaimme.pdf · El área...
82
www.ecodisseny.com 2005 AIMME INFORME SECTOR METALMECÁNICO El ecodiseño como factor medioambiental en el diseño y desarrollo de productos.
Transcript of metal inf tecnico - Ecodiseñoño.net/script/photo/1325501148informesectorialaimme.pdf · El área...

www.ecodisseny.com
2005
AIMME
INFORME
SECTOR METALMECÁNICO
El ecodiseño como factor medioambiental en el diseño y desarrollo de productos.

INFORME TÉCNICO METALMECÁNICO
AIMME
1
INDICE 1. INTRODUCCIÓN................................................................................................................................... 2
2. SITUACIÓN SECTORIAL ..................................................................................................................... 3
3. ASPECTOS E IMPACTOS MEDIOAMBIENTALES CARACTERÍSTICOS DEL SECTOR................. 7
3.1. ASPECTOS DE LA ETAPA DE OBTENCIÓN DE MATERIAS PRIMAS......................................... 7
3.2. ASPECTOS DE LA PRIMERA TRANSFORMACIÓN DEL METAL .............................................. 10
3.3. ASPECTOS DEL PROCESO PRODUCTIVO DE TRANSFORMADOS METÁLICOS .................. 13
3.4 ASPECTOS DE LA ETAPA DE DISTRIBUCIÓN Y USO DE MATERIALES METÁLICOS ........... 23
3.5 ASPECTOS DE LA ETAPA DE FIN DE VIDA................................................................................. 25
4. EL DISEÑO EN EL SECTOR DEL METAL ........................................................................................ 26
5. ACCIONES DE PREVENCIÓN Y MEJORA AMBIENTAL................................................................. 30
5.1. REDUCCIÓN DEL IMPACTO AMBIENTAL DE LAS MATERIAS PRIMAS, MATERIAS
AUXILIARES Y COMPONENTES ......................................................................................................... 31
5.2. REDUCCIÓN DEL IMPACTO AMBIENTAL EN LA PRODUCCIÓN.............................................. 40
5.3 REDUCCIÓN DEL IMPACTO AMBIENTAL EN LA DISTRIBUCIÓN ............................................. 72
5.4 REDUCCIÓN DEL IMPACTO AMBIENTAL EN EL USO................................................................ 73
5.5 REDUCCIÓN DEL IMPACTO AMBIENTAL EN EL FIN DE VIDA.................................................. 75
6. ACCIONES DE PREVENCIÓN Y MEJORA AMBIENTAL................................................................. 77

INFORME TÉCNICO METALMECÁNICO
AIMME
2
1 INTRODUCCIÓN La Comunidad Valenciana se caracteriza, entre otros aspectos, por tener un tejido productivo constituido fundamentalmente por pequeñas y medianas empresas en las que la producción y comercialización de bienes de consumo tradicionales desempeña un papel fundamental en su desarrollo. La mejora de la capacidad competitiva de las empresas existentes y la ampliación del sistema productivo incorporando nuevas actividades requiere un refuerzo de la capacidad de innovación de que disponen las empresas y la sociedad valenciana, de forma que puedan incrementarse las oportunidades de diferenciación de los productos y servicios ofertados por las empresas aprovechando en mayor medida factores que contribuyen a facilitar los procesos de producción, a desarrollar nuevos productos, o a diferenciar los productos existentes manteniendo acciones de promoción de marca, de producto y de empresa. El factor ambiental es cada vez más un criterio clave a considerar en el diseño de productos industriales, junto a los elementos tradicionales que se han tenido en cuenta en el desarrollo del producto como funcionalidad, calidad, costes, etc. La introducción del factor ambiental en el diseño de productos permite: • Usar eficientemente los recursos durante todo el ciclo de vida del producto • Integrar aspectos medioambientales en la concepción del producto • Combinar mejoras medioambientales con características innovadoras de
producto y reducción de costes Las mejoras a introducir varían desde la selección de un material de fabricación más conveniente desde el punto de vista medioambiental, hasta la creación de productos con menor consumo de recursos naturales. Con esta filosofía se consigue reducir el impacto ambiental de un producto en concreto a lo largo de todo su ciclo de vida, desde la obtención de materias primas y componentes hasta la eliminación del producto una vez que es desechado. El ecodiseño mejora y perfecciona el proceso creativo de desarrollo de producto introduciendo nuevas ideas sobre funcionalidad, materiales, lo que convierten el producto en innovador, presentando beneficios no sólo para la empresa, sino también para el consumidor final.
INFORME TÉCNICO METALMECÁNICO
AIMME
3
2 SITUACIÓN SECTORIAL 2.1 DELIMITACIÓN DEL SECTOR 2.1.1 SECTORES RELACIONADOS El sector Metalmecánico engloba un conjunto de actividades económicas muy heterogéneo. Si bien, pertenecen al sector multitud de procesos diferenciados, se puede observar un importante grado de integración entre todas ellas. En todos los procesos se fabrica, transforma, manipula o instalan productos desarrollados con una misma materia prima, los metales, lo que significa desarrollar actividades y aplicar tecnologías similares en un sector que un principio parece muy heterogéneo. Atendiendo a la Clasificación Nacional de Actividades Económicas (CNAE-93-REV 1) el Sector del Metal abarca un amplio conjunto de actividades productivas entre los que se encuentran los siguientes subsectores:
27 Metalurgia 28 Fabricación de productos metálicos, excepto maquinaria y equipos 29 Industria de la construcción de maquinaria y equipo mecánico 30 Fabricación de máquinas de oficina y equipos informáticos 31 Fabricación de maquinaria y material eléctrico. 32 Fabricación de material electrónico: fabricación de equipos y aparatos de
radio, televisión y comunicación 33 Fabricación de equipo e instrumentos médico-quirúrgicos. De precisión, óptica
y relojería. 34 Fabricación de vehículos de motor, remolques y semiremolques. 35 Fabricación de otro material de transporte. 36 Fabricación de muebles (muebles metálicos), otras industrias manufactureras
(joyería y bisutería). 37 Reciclaje.
No obstante los agentes sociales utilizan una definición más amplia del sector del Metal, incluyendo entre otras actividades, la venta, reparación y mantenimiento de vehículos, los servicios relacionados con el sector de la construcción, como instalaciones eléctricas, instalaciones de climatización, fontanería, cerrajería, etc. Debe señalarse que aunque existen problemáticas específicas por sectores productivos existe una problemática genérica a todo el sector. Según el último informe de Coyuntura Económica y laboral de la Confederación Española de Organizaciones Empresariales del Metal, tanto las exportaciones como las importaciones de productos metálicos han registrado un incremento durante el año 2004, aunque el saldo comercial de productos aumenta el déficit. Este fenómeno del sector detrae el crecimiento económico y es síntoma de pérdida de competitividad. Gran parte de las importaciones corresponden a bienes de equipo que, si bien se traducen en crecimiento, también representan parte de la producción que nuestro país no es capaz de acometer y requiere traer de fuera.

INFORME TÉCNICO METALMECÁNICO
AIMME
4
2.1.2 PROCESOS PRODUCTIVOS Como se deduce del conjunto de actividades enumeradas en el apartado anterior, el sector Metalmecánico abarca todas las etapas y procesos necesarios, desde la extracción de la materia prima “metal” hasta la instalación y distribución de los diferentes productos al público. Partiendo de la heterogeneidad del sector se identifican procesos productivos comunes entre los diferentes subsectores:
• Metalurgia : el subsector suministra las materias primas necesarias para que otros subsectores desarrollen su actividad productiva. Los procesos más característicos que se desarrollan en las empresas siderúrgicas que producen o transforman acero son: elaboración de productos siderúrgicos primarios (a través de dos métodos; horno alto y eléctrico), fabricación de laminados en caliente, producción de bobinas y chapas de acero laminadas en frío o recubiertas y producción de productos de primera transformación.
• Fabricación de productos metálicos, excepto maquinaria y equipos. Dentro del
subsector se debe hacer una distinción por actividades. Empresas dedicadas a la fabricación de elementos metálicos para la construcción; punzonado, plegado, soldadura, etc, Sector de tratamiento y revestimiento de metales; comprende empresas que dispongan en su proceso productivo de baños de recubrimientos metálicos Cu, Zn, Ni, etc., anodizado de aluminio, coloración, grabado e impresión, así como el revestimiento no metálico de metales: plastificación, esmaltado, lacado, etc.. Fabricación de productos metálicos diversos como envases ligeros para conservas, bebidas, tapas y cierres metálicos. Mecanizado, este subsector comprende aquellas empresas cuyo proceso productivo está basado en operaciones de mecanizado, como perforación mediante taladros, operaciones de torneados, fresados, punzados, desbastados, esmerilados, así como lijado y pulido de piezas metálicas trabajadas. Subsector de tratamientos térmicos. Las operaciones básicas realizadas dentro de este subsector son diversas, pero consisten principalmente en temple, revenido, recocidos y normalizados. Subsector de fundiciones. En este conjunto se consideran exclusivamente las fundiciones de lingotes y chatar ras incluyéndose las restantes en el subsector de la industria metalúrgi ca primaria .
• Industria de la construcción de maquinaria y equipo mecánico . Se incluyen
empresas e instalaciones que construyen bienes e instrumentos de producción utilizados por otras industrias. Procesos productivos; de calderería (corte, soldadura, conformado, tratamientos superficiales) y de máquina herramienta (fundición y forja).
• Fabricación de vehículos de motor, remolques y semi remolques . Los
procesos productivos del sector son, la fabricación, construcción y montaje de vehículos. Siendo muy diversos los procesos productivos asociados; estampación, soldadura, pintura, montaje, ensamblaje, etc.
• Fabricación de otro material de transporte . El sector es en sí una industria de
síntesis; es decir se construye un casco de acero al que se incorpora el equipamiento que permite el funcionamiento del barco. Los principales procesos asociados a la actividad son; la calderería, equipamiento, instalación y puesta a punto del equipo.
INFORME TÉCNICO METALMECÁNICO
AIMME
5
2.1.3 CARACTERÍSTICAS ESPECIALES DEL SECTOR En la Comunidad Valenciana, el Metalmecánico es uno de los principales sectores productivos, representando el 21% del valor añadido bruto de la industria Valenciana, ocupa alrededor del 25% de los empleados y genera el 31% del Comercio exterior de la Comunidad. Las actividades más importantes en la Comunidad Valenciana, en base al número de establecimientos 4449 en total, son las que pertenecen al subsector de carpintería y estructuras metálicas, depósitos y calderería; con 1360 establecimientos, y el subsector artículos metálicos y talleres mecánicos; con 1394 establecimientos. Precisamente en estos subsectores el número de empleados por establecimiento es menor entre 6 y 10 empleados, siendo el sector de automoción el que cuenta con un mayor número de empleados, 82 de media por establecimiento. Otro sector dentro de la industria del metal que presenta diferencias notables respecto al resto es el siderometalúrgico, con casi 27 empleados por establecimiento.
Una característica básica del sector metalmecánico es el escaso tamaño de sus unidades productivas y como consecuencia la escasa tecnificación de los procesos utilizados y de las necesidades de inversión en las puestas en marcha. La diversidad de subsectores hace que la configuración básica del esquema laboral no sea uniforme, dominando la categoría de obrero cualificado (técnico de taller y oficial 1,2y 3) con un 39%, seguido por categoría de especialista 27%. No obstante existen subsectores que por la reglamentación que les afecta, como es el caso de empresas fabricantes de material eléctrico y electrónico, están obligados a poseer una mayor proporción de personal titulado. En general se puede afirmar que en el sector metalmecánico adolece de niveles adecuados de formación, tanto en ámbitos directivos como de gestión, técnicos y operativos. La actualización tecnológica del sector responde a imperativos de tipo económico, de gestión y ecológico. El área de producción, es uno de los sectores más afectados por las innovaciones tecnológicas. Se observa una tendencia progresiva a la automatización de las líneas de producción, de control y supervisión de plantas, así como la adaptación de tecnologías que utilizan el ordenador como herramienta de diseño de nuevos productos y de comando de máquinas. Por otra parte, el equipamiento en las secciones de mecanización son de nivel técnico muy bajo en comparación con los medios técnicos disponibles en el mercado. La necesidad e introducción de nuevas tecnologías repercute en la estructura del sector. Muchas empresas se ven obligadas a especializarse y subcontratar servicios, por no poder abarcar todas las áreas de producción. En el área de gestión, un grueso de las empresas se han visto obligadas a adoptar nuevos sistemas de organización y gestión, con objeto de controlar de manera más efectiva los diferentes costes internos asociados a los nuevos procesos productivos y ser más competitivas. El aumento de la presión de la Administración junto con la mayor sensibilización social por el medio ambiente, condiciona a las empresas a que readapten sus instalaciones a fin de cumplir con las exigencias reglamentarias vigentes.

INFORME TÉCNICO METALMECÁNICO
AIMME
6
En cuanto a los problemas medioambientales del sector, la clave se encuentra en el “desconocimiento” de la normativa aplicable, obligaciones en cada caso y procesos alternativos menos contaminantes. En la actualidad, gran parte de las empresas disponen de sistemas de depuración de agua, comienzan a instalar sistemas de control y depuración de emisiones atmosféricas e identifican y gestionan los residuos pesados como tales. En cuanto a la implantación de sistemas de gestión medioambiental, solo aquellas empresas que por necesidad de mercado requieren de la certificación, trabajan hoy en día según las directrices de un sistema de gestión.
INFORME TÉCNICO METALMECÁNICO
AIMME
7
3 ASPECTOS E IMPACTOS MEDIOAMBIENTALES CARACTERÍSTICOS DEL SECTOR
El análisis de los principales impactos medioambientales del sector metalmecánico resulta bastante complejo debido a la gran diversidad de procesos existentes en dicho sector, como puede ser: galvanizado, producción y conformado de piezas, talleres mecánicos, etc.
Estos procesos de fabricación poseen diferencias sustanciales dentro de su proceso productivo, por lo que el impacto ambiental en cada caso será diferente. Aún así se pueden agrupar como impactos comunes en el sector metalmecánica los siguientes:
• Consumo de materias primas • Consumo energético • Consumo de agua • Aguas residuales • Emisiones a la atmósfera • Residuos • Contaminación acústica
A continuación se detallan las características y consideraciones de cada una de las problemáticas ambientales en los procesos del sector del metal.
3.1 ASPECTOS DE LA ETAPA DE OBTENCIÓN DE MATERIAS PRIMAS 3.1.1 ANÁLISIS DE LAS MATERIAS PRIMAS. Se ha realizado una clasificación de las principales materias primas empleadas en la fabricación de productos metálicos, así como de los procesos necesarios para su elaboración (aceites, reactivos químicos, ánodos, pinturas y barnices, etc). La amplia gama de productos que son elaborados en el sector metalmecánico le confiere una gran variedad de consumo de materias primas, siendo las principales:
• Metal base para el conformado de las piezas: o Hierro, latón, bronce, zámack, cobre o Metales nobles: oro, plata
• Piedras preciosas y semipreciosas (empleadas en el sector de joyería) • Aceites:
o Para el templado de las piezas o Para el corte de material metálico (taladrinas)
• Elementos para la operación de pulido y abrillantado o Pastas de pulido o Cintas y cepillos de pulido o Chips cerámicos de vibros o Jabones y/o detergentes
• Productos para el tratamiento de superficie de las piezas metálicas : o Reactivos químicos o Ánodos de sacrificio
• Tintas de estampación y serigrafiado
INFORME TÉCNICO METALMECÁNICO
AIMME
8
• Barnices, pinturas, lacas y disolventes: o Barnices, pinturas y lacas para el acabado final de la pieza
(normalmente empleados para aportar una capa protectora ante la corrosión de la pieza metálica)
o Disolventes (empleados generalmente en las operaciones de desengrase de las piezas y desmetalizado)
• Envases y embalajes: o Cartón o Plásticos: flejes, plástico burbuja, film estirable de PE, etc o Madera: cajas y palets
3.1.2 PRINCIPALES IMPACTOS DE LA OBTENCIÓN DE MATERIAS PRIMAS.
Se ha realizado el estudio de los principales impactos medioambientales de aquellas “materias primas del metal y derivados” incluyendo el uso de “reactivos químicos” empleados en el sector de galvanotecnia.
Incluiremos en este apartado únicamente la obtención del metal y sus derivados.
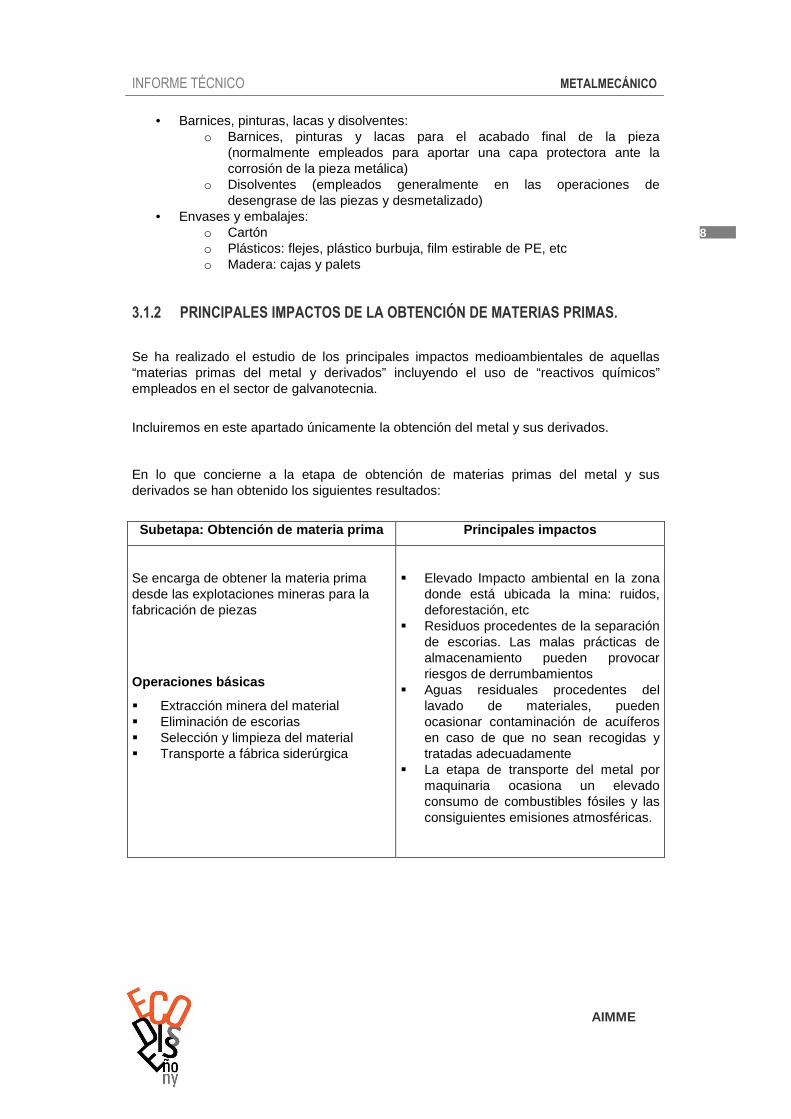
En lo que concierne a la etapa de obtención de materias primas del metal y sus derivados se han obtenido los siguientes resultados:
Subetapa: Obtención de materia prima Principales im pactos
Se encarga de obtener la materia prima desde las explotaciones mineras para la fabricación de piezas
Operaciones básicas
� Extracción minera del material � Eliminación de escorias � Selección y limpieza del material � Transporte a fábrica siderúrgica
� Elevado Impacto ambiental en la zona donde está ubicada la mina: ruidos, deforestación, etc
� Residuos procedentes de la separación de escorias. Las malas prácticas de almacenamiento pueden provocar riesgos de derrumbamientos
� Aguas residuales procedentes del lavado de materiales, pueden ocasionar contaminación de acuíferos en caso de que no sean recogidas y tratadas adecuadamente
� La etapa de transporte del metal por maquinaria ocasiona un elevado consumo de combustibles fósiles y las consiguientes emisiones atmosféricas.

INFORME TÉCNICO METALMECÁNICO
AIMME
9
Subetapa: Obtención de materia prima por reciclaje
Principales impactos
Se encarga de obtener la materia prima a partir del reciclaje de chatarra metálica
Operaciones básicas
� Recogida de chatarra en centros productores
� Almacenamiento de chatarra � Selección y limpieza del material � Transformación del metal:
o Mecanizado o Fundición
� Transporte para su venta a fábrica
� La etapa de transporte para recogida y distribución del material supone un consumo de combustibles
� El almacenamiento inadecuado de chatarra que contenga restos de productos puede generar lixiviados que contaminen el suelo o el acuífero en caso de no mantenerse las instalaciones de almacenamiento debidamente impermeabilizadas y con sistema de recogida de lixiviados. Así mismo los derrames generados pueden provocar incompatibilidades dando lugar a reacciones altamente tóxicas, provocando emanaciones, incluso en algunos casos explosiones.
� La limpieza de los envases usados y contaminados, da lugar a unos efluentes residuales que deberán ser tratados o bien gestionados.
� La transformación del metal supone un elevado consumo de electricidad y combustible sólido, en caso de realizarse un proceso de fundición aparece la emisión de gases contaminantes a la atmósfera. Si el proceso de transformación es mecánico, el nivel de presión sonora emitido puede ser elevado.

INFORME TÉCNICO METALMECÁNICO
AIMME
10
3.2 ASPECTOS DE LA PRIMERA TRANSFORMACIÓN DEL METAL 3.2.1 ANÁLISIS DE LAS ANÁLISIS DE LAS PRINCIPALES OPERACIONES EN EL
PROCESO DE PRIMERA TRANSFORMACIÓN DEL METAL.
La fabricación de piezas metálicas se realiza principalmente mediante la utilización de 3 tecnologías diferentes: conformado por deformación plástica, fundición y metalurgia en polvo. Mediante estos procesos se obtienen entre otros, piezas de diferentes formas y tamaños, bobinas de metales, tubos, perfiles, chapas, etc.
1. Fundición
Consiste en un proceso de producción de piezas metálicas a través del vertido del metal fundido en el interior de un molde hueco, que puede estar realizado en varios materiales como arena, yeso, cerámica, o metal. El metal puede introducirse en el molde por gravedad o a presión.
Según el tipo de molde y la forma de introducción del metal en el mismo, se puede distinguir:
• Fundición en coquilla • Fundición por inyección • Fundición en arena • Fundición a la cera perdida • etc
2. Laminado
Se emplea para la creación de láminas o chapas de metal a partir de lingotes. El proceso se puede realizar con varios tipos de máquinas, en función de las características de la lámina a obtener y de la naturaleza del metal. Las máquinas más simples constan de rodillos por entre los cuales se introduce el metal a altas temperaturas y se deforma hasta obtener el espesor deseado.
El producto final se presenta generalmente en forma de bobinas en las que la lámina se enrolla alrededor de un cuerpo cilíndrico.
3. Trefilado
Es un proceso de conformado que implica el estiramiento de un elemento esbelto semiacabado a través de un orificio de un molde. Con este proceso se obtienen alambres y/o varillas.
Para conseguir las dimensiones adecuadas, lo habitual es realizar el proceso a través de orificios sucesivos en los que el diámetro es cada vez menor.
INFORME TÉCNICO METALMECÁNICO
AIMME
11
4. Extrusión
La extrusión implica forzar un elemento metálico macizo denominado “tocho” a través de una superficie abierta cuya sección y dimensiones son inferiores a las del tocho original. La superficie abierta tiene una forma características que es copiada por el metal cuando pasa a su través, comportándose como si fuera un molde abierto.
5. Forja / estampación
La forja emplea fuerzas de compresión para la fabricación de piezas metálicas por medio de la deformación plástica del material en el interior de matrices.
La forja afina la microestructura del metal, elimina los defectos ocultos como microgrietas y huecos y reorganiza la macroestructura fibrosa con el flujo del metal.
Con un adecuado diseño del molde, el metal que fluye durante el proceso, puede ser empleado para favorecer la alineación de las fibras con la dirección de máxima tensión.
6. Metalurgia en polvo
La metalurgia en polvo emplea procesos de sinterizado para realizar piezas a partir de polvo metálico. El polvo metálico se compacta en una cavidad metálica cerrada (molde) que se encuentra sometida a presión. Una vez el metal está compactado, se introduce en un horno a altas temperaturas y en atmósfera controlada, de forma que el polvo metálico, funde coalesce y forma un sólido.
Se puede realizar una segunda operación de presión para mejorar la compactación y las propiedades del material.

INFORME TÉCNICO METALMECÁNICO
AIMME
12
3.2.2 PRINCIPALES IMPACTOS DEL PROCESO DE PRIMERA TRANSFORMACIÓN
DEL METAL.
Subetapa: Primera transformación del metal
Principales impactos
Obtención de piezas metálicas.
Operaciones básicas
� Fundición o Moldeo o Colada
� Inyección � Forjado � Extrusión � Mecanizado y laminado � Trefilado de alambrón � Almacenaje de la materia prima � Operaciones de fundición.
estampación o decoletaje para dotar a la pieza de la forma y características mecánicas adecuadas en función del producto a fabricar
� Consumo de aceites en operaciones de temple
� Elevado consumo energético en los hornos de fundición y en la maquinaria que trabaja a presión.
� Emisiones atmosféricas originadas en los procesos de combustión de los hornos, en procesos de fundición y tratamientos térmicos como nitruración, recocido, etc.
� Aguas residuales procedentes de sistemas de intercambiadores de calor y de procesos de temple de las piezas
� Residuos de mantenimiento de la maquinaria: aceites, lubricantes, envases, etc
� Restos de embalajes

INFORME TÉCNICO METALMECÁNICO
AIMME
13
3.3 ASPECTOS DEL PROCESO PRODUCTIVO DE TRANSFORMADOS
METÁLICOS 3.3.1 ANÁLISIS DE LAS PRINCIPALES OPERACIONES EN EL PROCESO
PRODUCTIVO DE TRANSFORMADOS METÁLICOS Se han estudiado las principales operaciones implicadas en el proceso productivo del sector metal-mecánico, analizando los aspectos medioambientales relativos al consumo de materias primas, consumo energético, vertidos, emisiones atmosféricas y acústicas, así como la generación de residuos.
El diseño de los productos y los impactos que producen a lo largo de su fabricación guardan una estrecha relación. El estudio de los impactos medioambientales de los procesos productivos nos puede llegar a proporcionar información sobre puntos a mejorar en su diseño, siguiendo las directrices de prevención en el origen. Aunque la gama de procesos productivos en el sector metal-mecánico es muy amplia, puede tomarse como un proceso productivo genérico el que se muestra a continuación, si bien es cierto que no todas las empresas realizan todas estas operaciones, siendo en la mayoría de los casos Pymes especializadas en alguna de estas actividades.
Figura 1. Procesos productivos en el sector metal-mecánico
De forma general, el proceso de producción típico del sector del metal puede dividirse en distintas operaciones básicas como pueden ser: recepción y almacenamiento de materias primas, tratamientos superficiales (pretratamiento y tratamiento), acabados y embalaje y expedición.

INFORME TÉCNICO METALMECÁNICO
AIMME
14
1. Recepción y almacenamiento de materias primas
En primer lugar se realiza la recepción de las materias primas, que incluye un primer control de calidad en algunas de ellas.
Los materiales utilizados para la elaboración del producto son:
• Zámak • Hierro • ABS • Resina
Siendo el mayor o menor uso de ellos representado en el cuadro siguiente:
Figura 2. Porcentaje de empleo del material base
TIPO DE MATERIAL BASE
8 %17 %
67 % 67 %
0
20
40
60
80
100
ZAMAK HIERRO ABS RESINA
Para fabricar una pieza, se debe someter a una serie de operaciones que varían en función de la aplicación que se le vaya a dar a la misma. Generalizando se podría indicar la siguiente secuencia de fabricación:
• Mecanizado • Decapado • Pulido • Baños • Desengrase • Barnizado-pintura • Empaquetado • Expedición
En función del tipo de pieza y la aplicación, el orden de las operaciones indicadas puede variar.

INFORME TÉCNICO METALMECÁNICO
AIMME
15
La materia prima suele almacenarse en función de su naturaleza y del uso que se vaya a hacer de ella. Por lo tanto, se pueden encontrar los siguientes almacenes:
• Almacén de productos peligrosos: reactivos químicos (productos tóxicos, corrosivos, inflamables, etc)
• Almacén de materias primas inertes: chapas, bastidores, etc
2. Mecanizado
Los Procesos de Conformado por Eliminación de Material (más conocido como "conformado por arranque de viruta", o "procesos de mecanizado"), se caracterizan por la obtención de la geometría final de la pieza mediante la eliminación del material sobrante de una preforma de partida. Los procesos de mecanizado constituyen, en la actualidad, el conjunto de procesos de fabricación más ampliamente difundidos en la industria. Ello es debido, entre otras razones, a su gran versatilidad en la obtención de diferentes tipos de geometría y al nivel de precisión dimensional obtenido en comparación con otros procesos. Esta difusión ha sido causa, entre otras razones, de que los equipos propios de mecanizado hayan experimentado una evolución más acusada que los restantes en el campo de la automatización, siendo las Máquinas-Herramienta de Control Numérico el más claro exponente de este hecho.
En función del tipo de herramienta empleada se distinguen varios procesos incluidos dentro del mecanizado: Limadoras, mortjadoras, brochadoras, cepilladoras, tornos, taladros, fresadoras, mandrinadoras, rectificadoras. Las máquinas y procesos se detallan en el cuadro siguiente según el movimiento de pieza y herramienta:
Figura 3. Clasificación de máquinas herramienta

INFORME TÉCNICO METALMECÁNICO
AIMME
16
3. Tratamientos superficiales Para que la pieza llegue lo mejor posible a posteriores tratamientos finales de acabado, es indispensable preparar la superficie de la pieza, para eliminar toda presencia física o química sobre la superficie a tratar. Estos tratamientos superficiales se pueden desglosar en dos etapas:
• Etapa de preparación:
o Procesos mecánicos: vibración, lijado, pulido o procesos químicos: decapado, desengrase
• Etapa de acabado:
o Proceso de metalización: baños galvánicos o procesos orgánicos: barnizado, pintura
3.1 Etapa de preparación 3.1.1 Procesos mecánicos La etapa de vibración se emplea para el desbarbado, la modificación de superficies, el redondeo de cantos, el descascarillado, el pulido y para la preparación de piezas para tratamientos posteriores. La vibración es una técnica de tratamientos superficiales en masa, de varias piezas al mismo tiempo. Se utiliza una máquina (vibro), compuesta por un recipiente o cubeta con dispositivos adecuados para provocar una vibración que se transmite a los materiales introducidos en dicho recipiente. Dentro de dicho recipiente, se introduce una masa de materiales compuesta por abrasivos y piezas a tratar, y se le dosifica un aditivo químico (polvo o líquido), junto con agua para su lavado. Al transmitir la máquina la vibración a la masa introducida en el recipiente, produce un efecto de roce entre el abrasivo y las piezas, provocando un desgaste entre ellas. Los aditivos actúan de amortiguadores y al mismo tiempo como elementos químicos de ataque y antioxidantes. Los abrasivos utilizados suelen tener diferentes formas, tamaños, geometrías, material, calidad, etc., dependiendo del uso y piezas. Así, para abrasión se utilizan abrasivos (chips) cerámicos o de plástico con cubetas circulares, mientras que para abrillantar piezas suelen utilizarse bolas de acero inoxidable con cubetas rectangulares. Los aditivos dependen del material a tratar y de la condición final del producto, existiendo aditivos líquidos y en polvo. Hay aditivos para metales no férreos y para metales férreos (con productos antioxidantes) Este proceso no es muy empleado por las empresas, pues tan sólo lo utilizan un 25% del total. Los abrasivos utilizados son tanto abrasivos como plásticos, sin existir diferencia apreciable entre ellos.
INFORME TÉCNICO METALMECÁNICO
AIMME
17
El lijado es un tratamiento individual que se le da a la pieza con el fin de modificar la superficie con arranque de material de la pieza a tratar, de cara a tratamientos posteriores, eliminando aquellas zonas que no interesan o planificando la superficie. Esta técnica está basada en el desgaste por frotamiento y fricción de la pieza con un abrasivo de mayor dureza. Se utiliza una máquina, lijadora, de construcción estabilizada y sin vibraciones, constituida por uno o varios motores capaces de generar un movimiento giratorio uniforme hacia unos husillos, donde se anclan discos o rodillos que sirven de base de los abrasivos. Los abrasivos, generalmente, están compuestos por: un soporte, un adhesivo y un mineral abrasivo que varía en función del acabado deseado y del material a tratar. Se pueden presentar de varias formas y tamaños: ruedas, hojas, discos, rollos, bandas, etc. y en diferentes granulometrías de cara a conseguir el acabado que se desea. El proceso en sí consiste en friccionar la pieza a tratar sobre el abrasivo por la aplicación de una presión ejercida entre ambos materiales, el proceso se puede realizar de forma manual, automática o semiautomática. Todo esto, produce un desgaste de la pieza, del abrasivo (en menor medida), y un calentamiento generado por el rozamiento. Por la naturaleza del trabajo desarrollado se produce gran cantidad de polvo, por lo que es necesario acoplar unos sistemas de aspiración de dicho polvo, adosándose a las máquinas lijadoras unas carcasas y tubos dirigidos hacia el sistema de aspiración. Las máquinas lijadoras pueden tener diversas formas y tamaños: manuales simples, de piezas planas, de tubos y barras cilíndricas, rotativas, etc. La forma y tamaño vendrá definido en función del diseño y producción de las piezas. La técnica del pulido sirve para el abrillantado final de la pieza, o para la eliminación de ciertas zonas que han sido tratadas en procesos químicos, como las oxidaciones de latón (destapado). La diferencia con el proceso de lijado es que el abrasivo es aplicado directamente sobre un soporte, generalmente en forma de disco o rodillo, mientras que en el lijado el abrasivo va incorporado, incrustado en el soporte. Los discos están fabricados usualmente en tela, algodón, sisal y pita o tampico, bajo diversas formas, tamaños (compactos, plisados, etc.) y reforzados con fibras vegetales. El abrasivo para el pulido suele presentarse bajo dos formas: pastas sólidas y pastas líquidas. Las pastas sólidas, recomendadas para el pulido manual, constan de dos componentes básicos: abrasivo y grasas, existiendo algunos sin grasa para acabados especiales. Las pastas líquidas poseen tres componentes básicos: abrasivo, grasa y agua, y su uso es recomendado siempre en máquinas automáticas.

INFORME TÉCNICO METALMECÁNICO
AIMME
18
3.1.2 Procesos químicos El decapado tiene como objetivo principal eliminar los residuos de óxido, contaminantes y partículas metálicas que se encuentren sobre la superficie de la pieza.
Dicha operación suele realizarse antes que la de tratamiento mecánico y consiste en la inmersión de las piezas en un medio decapante durante un tiempo determinado, dependiendo del estado superficial de la pieza. Estos medios decapantes están basados en ácidos puros o diluidos con agua. Suelen estar compuestos por ácidos como sulfúrico, nítrico, crómico o mezcla de ellos, que disuelven los óxidos existentes en la superficie de la pieza. Desengrase acuoso es un proceso que se emplea para eliminar suciedades de naturaleza orgánica (aceites, grasas, impregnaciones, etc) de la superficie de los metales, dejándola limpia y preparada para posteriores tratamientos superficiales.
Los baños están formados generalmente, por una solución alcalina (base hidróxido sódico) por tensoactivos y otros aditivos que facilitan el desprendimiento de la suciedad de la pieza y su dispersión en el baño.
El desengrase se puede aplicar de diversos métodos: por inmersión, por aspersión o por limpieza electrolítica mediante aplicación de corriente.
Para favorecer el efecto mecánico de limpieza, se utiliza algún mecanismo de agitación del medio como aire. Desengrase ultrasonidos es un desengrase acuoso al que se añade un dispositivo de ultrasonidos. Los ultrasonidos crean en el líquido ondas o puntos de baja presión, cuando la onda pasa por dichos puntos las zonas de baja presión se sustituyen por zonas de alta presión. Las burbujas de cavitación producidas en las zonas de baja presión implosionan durante los períodos de compresión produciendo unas ondas mecánicas de la misma frecuencia y potencia que las ondas sonoras. Estas ondas mecánicas son las que producen el efecto de “limpieza mecánica” de las piezas Desengrase electrolítico El desengrase electrolítico consiste en someter las piezas, actuando como cátodos, a la acción de una solución alcalina. El objetivo de los desengrases electrolíticos es eliminar completamente la suciedad y activar la superficie metálica. Las grasas saponificables son atacadas y saponificadas por acción de la solución alcalina, y el hidrógeno originado en la electrolisis sobre el cátodo, favorece la liberación de las grasas de la pieza. El desengrase clorado es muy utilizado por su gran poder de disolución de grasa, aceites y ceras, por lo que se usa para desengrasar piezas que lleven, además de aceites y grasa, pasta de pulir. Los más utilizados son el tricloroetileno ("tri") y el percloroetileno ("per"), siendo el "tri" el más común. La operación consta de una cuba o recipiente de acero inoxidable, con circuito refrigerante en su parte superior para la condensación de los vapores del disolvente, evitando así posibles emanaciones. En el fondo de la cuba se ubica el disolvente que se suele calentar para aumentar su efectividad. Estas cubas pueden ser simples, solamente por inmersión de la pieza durante un tiempo, o llevar otros compartimentos para la fase de ultrasonidos y fase
INFORME TÉCNICO METALMECÁNICO
AIMME
19
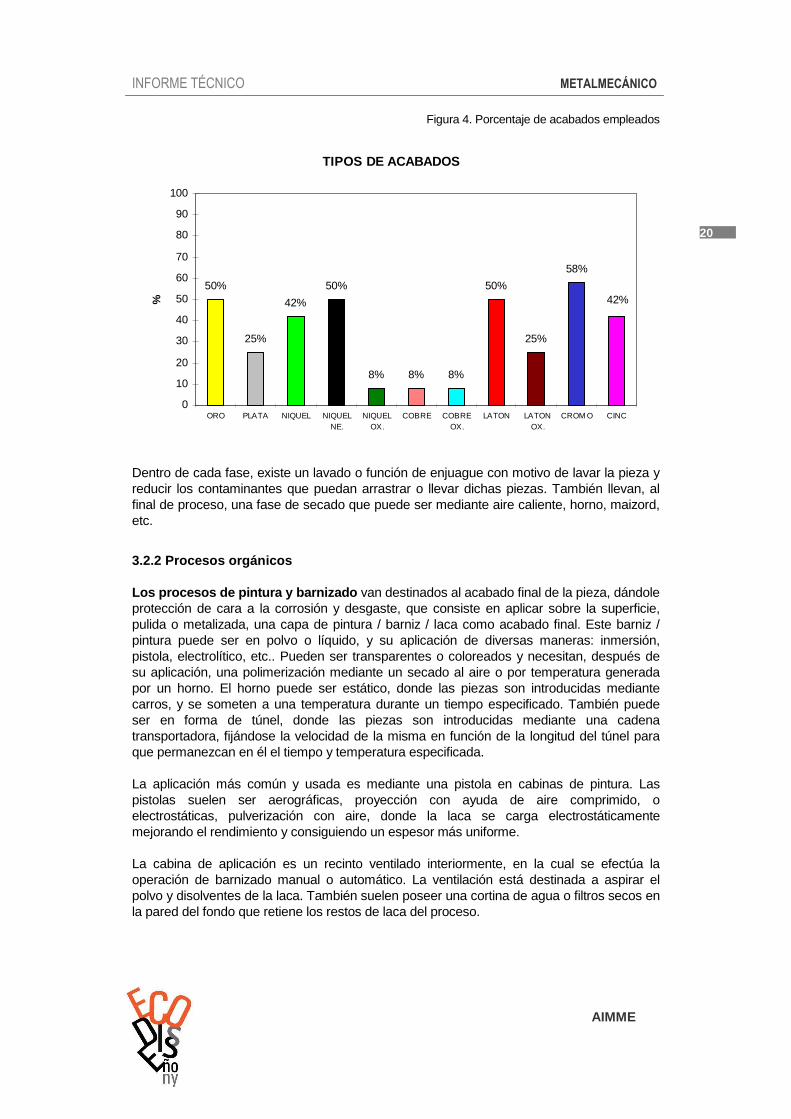
de vapor. Con la fase de ultrasonido se mejora el poder desengrasante debido al fenómeno de cavitación producido, separando el polvo y las partículas insolubles adheridas a la superficie mediante un constante "martilleo". Con la fase de vapor, lo que se consigue es una mayor limpieza de la superficie por tratarse de un vapor totalmente limpio de contaminantes, consiguiéndose con todo ello una mayor efectividad de limpieza. Estos disolventes suelen descomponerse bajo la influencia de la luz y elevadas temperaturas, dando lugar a ácido clorhídrico y atacando al material. Son tóxicos y bastante volátiles, de ahí que las cubas requieran el anillo refrigerante y tapa de cuba. Pueden ser recuperados por destilación, pero tienen el inconveniente de que requieren gastos energéticos. Cromatizado Es una capa de conversión que se forma por reacción química del ácido crómico o sales crómicas con la capa superficial del metal a tratar. Esta capa le confiere una protección adicional al metal aumentando su resistencia a la corrosión. Las capas de conversión crómicas pueden ser a su vez decorativas y funcionales y proporcionan un enlace no poroso para todos los tipos de pinturas. Fosfatado Es una capa de conversión que protege a la superficie metálica de la corrosión, y además facilita la aplicación, el anclaje y la apariencia de la pintura. La capa creada por este proceso es porosa, y gracias a su estructura cristalina aumenta la superficie de contacto, facilitando la adherencia de capas posteriores. La capa así formada es insoluble. 3.2 Etapa de acabado 3.2.1. Procesos de metalización Proceso destinado a mejorar el aspecto superficial de la pieza, aplicando unas capas metálicas o transformaciones de las mismas, con fines decorativos o industriales. Se aplican después de los tratamientos previos, puesto que necesitan que la superficie de la pieza se encuentre en condiciones óptimas. Como primera fase existen unos pretratamientos como desengrases (químicos, electrolíticos) y activados ácidos, para pasar a la metalización u oxidaciones. La metalización se puede hacer químicamente o electrolíticamente, dando distintos recubrimientos (cobre, níquel, latón, cromo, oro, plata, etc.), según el acabado deseado o especificado. A continuación mostramos en una gráfica los distintos acabados y la frecuencia de su utilización en las distintas empresas encuestadas:
INFORME TÉCNICO METALMECÁNICO
AIMME
20
Figura 4. Porcentaje de acabados empleados
TIPOS DE ACABADOS
42%50%
25%
42%
50%
8% 8% 8%
50%
25%
58%
0
10
20
30
40
50
60
70
80
90
100
ORO PLATA NIQUEL NIQUELNE.
NIQUELOX.
COBRE COBREOX.
LATON LATONOX.
CROM O CINC
%
Dentro de cada fase, existe un lavado o función de enjuague con motivo de lavar la pieza y reducir los contaminantes que puedan arrastrar o llevar dichas piezas. También llevan, al final de proceso, una fase de secado que puede ser mediante aire caliente, horno, maizord, etc.
3.2.2 Procesos orgánicos Los procesos de pintura y barnizado van destinados al acabado final de la pieza, dándole protección de cara a la corrosión y desgaste, que consiste en aplicar sobre la superficie, pulida o metalizada, una capa de pintura / barniz / laca como acabado final. Este barniz / pintura puede ser en polvo o líquido, y su aplicación de diversas maneras: inmersión, pistola, electrolítico, etc.. Pueden ser transparentes o coloreados y necesitan, después de su aplicación, una polimerización mediante un secado al aire o por temperatura generada por un horno. El horno puede ser estático, donde las piezas son introducidas mediante carros, y se someten a una temperatura durante un tiempo especificado. También puede ser en forma de túnel, donde las piezas son introducidas mediante una cadena transportadora, fijándose la velocidad de la misma en función de la longitud del túnel para que permanezcan en él el tiempo y temperatura especificada. La aplicación más común y usada es mediante una pistola en cabinas de pintura. Las pistolas suelen ser aerográficas, proyección con ayuda de aire comprimido, o electrostáticas, pulverización con aire, donde la laca se carga electrostáticamente mejorando el rendimiento y consiguiendo un espesor más uniforme. La cabina de aplicación es un recinto ventilado interiormente, en la cual se efectúa la operación de barnizado manual o automático. La ventilación está destinada a aspirar el polvo y disolventes de la laca. También suelen poseer una cortina de agua o filtros secos en la pared del fondo que retiene los restos de laca del proceso.

INFORME TÉCNICO METALMECÁNICO
AIMME
21
4. Embalaje y expedición El embalaje sólo es importante cuando la pieza está completamente acabada. Existen numerosas empresas del sector que realizan trabajo a terceros, y por tanto al salir de la empresa el producto está semiacabado y el ensamblaje final se realiza en otra empresa diferente. En estos casos, el embalaje simplemente se limita a facilitar el transporte y evitar la corrosión de las piezas metálicas. Los principales materiales empleados son film plástico retráctil, palets de madera, flejes plásticos y metálicos, etc. En ocasiones las piezas pueden llevar un recubrimiento de aceite protector para evitar su oxidación.

INFORME TÉCNICO METALMECÁNICO
AIMME
22
3.3.2 PRINCIPALES IMPACTOS DEL PROCESO PRODUCTIVO
Las secciones que generan mayor impacto ambiental en el proceso productivo del metal, son la del tratamiento de superficies y acabado, ya que en ella se generan la mayor parte de residuos peligrosos, efluentes de agua residual y emisiones atmosféricas.
Subetapa: tratamiento de superficies y
acabado Principales impactos
Se obtienen productos finales tales como tornillos, herrajes, manivelas, etc.
Operaciones básicas
� Almacenaje de materia prima � Mecanizado: operaciones de
taladrado, punzonado, corte, etc. � Preparación superficial de la pieza
mediante operaciones mecánicas: lijado, pulido, vibrado.
� Preparación superficial de la pieza mediante operaciones químicas: decapados y desengrases.
� Acabado de la piezas mediante recubrimientos químicos o electrolíticos: baños de desengrase, enjuagues, baños químicos y electrolíticos de metalizado
� Acabado de las piezas mediante recubrimientos orgánicos: pinturas, lacas, barnices y operaciones de secado y polimerización en horno.
� Montaje y empaquetado
� Consumo de taladrinas y aceites de corte de metal
� Restos de chatarra, virutas, polvo metálico y taladrinas del proceso de mecanizado.
� Generación de ruido (procesos de estampación, mecanizado)
� Polvo de lijado y pulido, así como ruido generado por dicha actividad y por la aspiración de partículas.
� Lodos de vibros � Consumo de electricidad, productos
químicos y ánodos en los baños químicos y electrolíticos.
� Generación de residuos peligrosos procedentes de envases de reactivos químicos y trapos y cartones contaminados, así como lodos de baños y lodos de depuradora físico-química.
� Emisiones atmosféricas de contaminantes procedentes de los baños de desengrase, baños químicos y electrolíticos que trabajan en caliente.
� Generación de elevado volumen de agua residual contaminada con agentes tóxicos procedentes de los baños agotados y los enjuagues de los baños.
� Emisiones de compuestos orgánicos volátiles en la etapa de barnizado, pintura y desengrase.
� Emisiones de gases de efecto invernadero en los hornos de secado y polimerización.
� Consumo de agua y generación de aguas residuales de las cabinas de pintura
� Aceites usados (operaciones de mantenimiento)
INFORME TÉCNICO METALMECÁNICO
AIMME
23
3.4 ASPECTOS DE LA ETAPA DE DISTRIBUCIÓN Y USO DE
MATERIALES METÁLICOS 3.4.1 ANÁLISIS DE LAS PRINCIPALES OPERACIONES EN LA DISTRIBUCIÓN Y
USO DE MATERIALES METÁLICOS. En esta etapa, se considera desde que la pieza o el producto final, sale de la fábrica hasta que finalmente es desechada por el usuario. De las dos subetapas en que se divide esta etapa, son la de distribución y uso durante su vida útil las más relevantes.
1. Distribución
• Operaciones de carga y descarga, bien de forma manual o mediante carretillas, eléctricas o de gas-oil
• Procesos de transporte en camiones o furgonetas de reparto, de la fábrica a la empresa que ha solicitado el producto o al distribuidor. Normalmente las piezas metálicas van ensambladas o acopladas a otros productos (asas, manivelas, cremalleras, etc) por lo que son solicitadas por empresas de otro sector como materias primas auxiliares. Las piezas metálicas también pueden ser vendidas al por mayor a distribuidores que posteriormente lo suministran a pequeña escala al comprador final (tornillería, fabricación de herramientas, etc).
• Desembalado y gestión final de los residuos de envases y embalajes
• Operaciones de instalación/montaje (si lo requiere), como en el caso de maquinaria metálica como pueden ser lavavajillas industriales, colocación de placas de circuitos impresos en equipos electrónicos, etc
2. Uso
• Reparación, o sustitución de piezas dañadas por el uso (ruptura de la pieza, desgaste del recubrimiento superficial, corrosión u oxidación de la pieza por exposición a condiciones ambientales desfavorables, etc)
• Operaciones de mantenimiento: limpieza, engrasado de piezas, barnizado anti-óxido, revisión de piezas en componentes móviles por posible rotura, etc.

INFORME TÉCNICO METALMECÁNICO
AIMME
24
3.4.2 PRINCIPALES IMPACTOS DE LA DISTRIBUCIÓN Y USO.
Subetapa: Distribución Principales impactos
Transporte de las piezas desde la fábrica hasta la empresa cliente o al distribuidor
Operaciones básicas
� Carga/descarga � Transporte � Desembalado � Instalación o montaje (si corresponde)
� Empleo de embalajes del producto � Elementos de reembalaje empleados
para el transporte y distribución � Consumos de energía en el
empaquetado y embalaje � Transporte desde la fábrica a los
distribuidores finales � Residuos de la combustión producidos
durante el transporte (emisiones atmosféricas de gases de efecto invernadero)
� Residuos de embalaje
Subetapa: Uso Principales impactos
Operaciones básicas
� Operaciones de mantenimiento � Reparaciones o sustitución de piezas
dañadas por el uso (si corresponde)
� Consumo de consumibles (aceites, barnices, productos de limpieza, etc)
� Empleo de piezas de repuesto � Energía consumida por el producto a
lo largo de su vida útil estimada (caso de maquinaria)
� Residuos generados por el empleo de consumibles (envases de productos de limpieza, trapos impregnados con residuos de limpieza, envases de productos de limpieza, etc.)
� Residuos sólidos no peligrosos en el caso de piezas sustituidas
� Emisiones de compuestos orgánicos volátiles (COV), en el caso de empleo de barnices y recubrimientos para evitar oxidaciones.

INFORME TÉCNICO METALMECÁNICO
AIMME
25
3.5 ASPECTOS DE LA ETAPA DE FIN DE VIDA Esta es una fase de especial importancia en el ciclo de vida del producto metálico, debido al gran potencial de valorización de los materiales que lo componen. La mayor parte de los componentes metálicos al final de su vida útil se desechan junto con las piezas a las que formaban parte, en el caso de muebles suelen ser recogidos por el ayuntamiento y llevados a ecoparques, en el caso de constituir parte de coches van a parar al chatarrero, en el caso de formar parte de componentes de ropa (cremalleras, remaches, etc) van a parar al vertedero municipal, etc.
El principal porcentaje de recuperación de materia prima viene dado por el reciclaje de envases metálicos y piezas defectuosas por parte de los fabricantes, así como por la obligación reciente del reciclaje de residuos de aparatos eléctricos y electrónicos que exige a los proveedores de este tipo de productos, la recogida de los mismos al final de su vida útil para su posterior reciclaje.
Los embalajes empleados en la distribución de los productos metálicos, suele tener un elevado porcentaje de recuperación, debido a que generalmente se realiza una recogida selectiva de los componentes plásticos, los elementos de cartón y la madera (cajas y palets que a menudo son reutilizados), bien por el usuario final en cuyo caso el envase marcado con el distintivo del punto verde y es depositado en los contenedores municipales para tal fin, o bien por comercios o industrias intermedias, donde suele ser común la recogida selectiva por recuperadores (gestores autorizados de residuos no peligrosos) debido a la gran cantidad generada de dichos materiales, lo cual facilita su viabilidad económica.
Etapa: Fin de vida Principales impactos
Operaciones básicas
� Recogida � Disposición final
� Consumo de materias primas y auxiliares para el tratamiento fin de vida
� Energía utilizada en alguno de los sistemas fin de vida de materiales o partes (incineración, desmontaje, reciclado)
� Energía para el transporte a los sistemas fin de vida
� Residuos tóxicos que genera el producto y que son destinados a gestor autorizado
� Materiales a vertedero � Reciclaje de materiales � Residuos de la combustión
INFORME TÉCNICO METALMECÁNICO
AIMME
26
4 EL DISEÑO EN EL SECTOR DEL METAL Actualmente, las empresas del sector del metal, deben competir en un mercado donde otros productos importados con costes menores, alcanzan cada vez mayores cotas de consumo. La solución para las empresas de la Comunidad Valenciana no es otra que potenciar la diferenciación de sus productos, dándoles un valor añadido para el usuario, mediante una mayor promoción de un diseño innovador, y un aumento de las características de calidad y respeto al medio ambiente. El diseño forma parte de la producción industrial y es clave en la producción industrial de masas, porque no sólo es estética sino también creatividad, tecnología e innovación. De esta forma, el diseño se perfila como una herramienta estratégica para la innovación. En el caso del sector del metal, el reto del diseño se encuentra en poder crear una sinergia armónica entre características tecnológicas, formales y ergonómicas, vinculándolas a través de un lenguaje común al cliente, a los expertos técnicos y a la empresa. Este lenguaje se fundamenta en una serie de pautas que el diseñador debe tener en cuenta cuando trabaja. Así:
• El diseño de la función , tiene como objetivo proporcionar funciones tecnológicas a un producto. Dentro de este ámbito se incluyen cuestiones relacionadas con materiales, tecnología, mecanismos, etc.
• El diseño de forma : tiene como base satisfacer los requisitos estéticos de un producto, tratando cuestiones relacionadas con colores, símbolos, proporciones, etc.
• El diseño ergonómico cumple la función de conectar aspectos formales y funcionales al usuario.
Las nuevas tendencias en diseño se apoyan en la multiplicación de materiales disponibles, y nuevas formas de procesado, junto con una intensa integración de funciones haciéndolas más complejas, reduciendo materiales y pensando en términos de servicio. Por tanto, el diseño es uno de los aspectos básicos de toda política de producto basada en la innovación, la diferenciación y la calidad.

INFORME TÉCNICO METALMECÁNICO
AIMME
27
4.1 ANÁLISIS DE PRODUCTO Hay que distinguir dos tipos de productos metálicos, los pertenecientes a los subsectores como joyería, pequeño electrodoméstico, automoción, iluminación, etc. donde el factor estético es importante, y las piezas intermedias, donde prima la funcionalidad. El diseño en el caso de producto acabado: electrodomésticos, automoción, etc se caracteriza por la salida de nuevos modelos al mercado, con el fin de emular los nuevos diseños de sus competidores. En el caso de fabricantes de piezas intermedias, el diseño se concreta en el desarrollo de tecnologías y de procesos. Independientemente del tipo de producto considerado, el análisis de cada producto: su estructura, los elementos que lo forman y las funciones que realiza, permiten definir las características físicas y funcionales necesarias para que el producto pueda fabricarse industrialmente, cumpliendo su cometido con la máxima eficacia y calidad. Como ventajas adicionales, el análisis de producto puede aportar importantes simplificaciones a su conjunto e incluso a la integración de sus funciones. El análisis de producto nos permitirá simultáneamente una mejora del factor estético, los aspectos técnicos, la ergonomía y la funcionalidad. Entre las principales ventajas derivadas de la aplicación del análisis de producto podemos destacar:
• Diseño de piezas de forma que se facilite el montaje y el desmontaje de las mismas, lo que facilita su reparación, la reutilización de las piezas o el reciclado de sus componentes.
• Los componentes del producto deberán ser lo más estandarizados posible. Lo que garantiza su mantenimiento y reparación en cualquier momento.
• Diseño de piezas que facilite la limpieza del producto final, reduciendo rincones y ángulos de difícil acceso. Esto reducirá el tiempo dedicado a la limpieza del producto y la cantidad de productos de limpieza necesarios.
• Ergonomía del producto que asegura su utilización prolongada, de tal forma que no sea rechazada prematuramente por causa de incomodidad en su utilización
• Alta calidad en el funcionamiento del producto aunque las condiciones de utilización no sean óptimas.
• Diseño del producto con el fin de reducir considerablemente el consumo de materiales y energía durante su utilización.
• Armonización de la duración de los distintos elementos del producto, con el fin de alargar su vida útil evitando su deterioro prematuro.
INFORME TÉCNICO METALMECÁNICO
AIMME
28
4.2 MATERIALES Y ACABADOS Los materiales metálicos presentan entre otras características buena conductividad eléctrica y térmica, alta resistencia, rigidez y ductilidad, lo que les hace particularmente útiles en aplicaciones estructurales o de carga. La elección de los materiales más adecuados para elaborar un determinado producto depende de muchos factores, entre los que destacan: las propiedades del material, las características del objeto, las posibilidades de fabricación y el coste del material. Las superficies metálicas suelen ser reactivas con el oxígeno del aire, por lo que generalmente se recubren con sustancias orgánicas u otros metales, lo que aparte de proteger al metal de la oxidación, mejora su resistencia a la fricción, le proporciona propiedades físicas diferentes a las originales, modifica sus dimensiones o altera su apariencia estética. La evolución natural del sector ha consistido básicamente en la introducción de materiales con mejores prestaciones técnicas, la reducción de la cantidad de materia prima necesaria para fabricar el producto y la introducción de nuevos acabados superficiales. La introducción de nuevos materiales , se debe realizar fundamentalmente para evitar la utilización de materias primas y auxiliares peligrosas, sustituyéndolas por productos alternativos más favorables desde el punto de vista medioambiental. Existe un gran número de productos donde la utilización de materiales peligrosos o de alto valor es inevitable. Estos materiales son grandes candidatos para la valorización, por lo que deberían ser fácilmente reconocibles y extraíbles a fin de que su separación pueda ser llevada a cabo de forma eficaz. La extracción simple y un marcaje apropiado de los productos peligrosos asegura que la eliminación de consumibles sea respetuosa con el medio ambiente. La reducción de la cantidad necesaria de materia prima para fabricar un producto suele ser un proceso bastante habitual ya que implica una disminución en los costes de fabricación. Sin embargo, en el caso de productos metálicos la reducción de masa debe ser compatible con la resistencia del producto. Para lograr este objetivo puede ser necesario emplear herramientas de cálculo y simulación, para evaluar a priori su resistencia y funcionalidad. Los acabados superficiales y en general el aspecto externo de la superficie del producto tienen una importancia capital. El fin de la vida útil de un producto no está relacionada muchas veces con la pérdida de sus características funcionales, sino con el deterioro de su imagen exterior. Los componentes y el producto deben tener resistencia a la corrosión, ya que la corrosión reduce la vida útil de los productos metálicos dificultando además su reutilización. Las superficies adaptadas al uso que mantienen largo tiempo su aspecto inicial, determinan las condiciones de utilización, ya que ganan en calidad y elegancia a lo largo de su utilización.
INFORME TÉCNICO METALMECÁNICO
AIMME
29
Estas superficies, además no deberían fijar la suciedad, o como mínimo, deberían ser susceptibles de ser limpiadas de forma fácil. Los productos en los que la limpieza resulta difícil o imposible presentan el riesgo de ser desechados prematuramente y convertirse en residuos.
4.3 FABRICACIÓN La introducción de nuevos métodos de fabricación permiten obtener tecnologías que procesen de forma más eficaz las materias primas y combustibles, reduciendo las necesidades energéticas en las fases de fabricación, disminuyendo la utilización de consumibles y la contaminación asociada a los procesos de fabricación. Estas tecnologías suponen una estrategia efectiva para luchar contra la contaminación, ya que representan la minimización de los residuos en origen y una reducción de los impactos medioambientales ligados a la utilización de materias primas. La optimización de los ciclos de producción, reduce además el número de los pasos asociados para realizar una determinada tarea, lo que disminuye el tiempo de trabajo y aumenta la productividad. La simplificación del diseño de la pieza, está enlazado con el proceso de producción. Diseños de pieza complicados, por ejemplo con elementos de unión poco o nada accesibles requieren en numerosas ocasiones el empleo de herramientas especiales que prolongan excesivamente y de forma innecesaria el tiempo de producción. La forma de la pieza y su disposición durante el proceso de fabricación son también factores determinantes, por ejemplo en el campo de tratamiento de superficies donde la óptima orientación de la pieza conlleva la uniformidad del depósito y evita la aparición de zonas quemadas. Esto procura al mismo tiempo un buen escurrido y una adecuada enjuagabilidad. En otros sectores como la fundición, la forma de la pieza puede facilitar su desmoldeo y reducir tensiones internas en la pieza, lo que evita su rotura prematura.
4.4 ENVASE Y EMBALAJE La optimización de los materiales de envases y embalaje del producto permite reducir la cantidad de material y la búsqueda de nuevos sistemas que permitan soportar las cargas durante el transporte. En el caso del producto acabado, el diseño del envase y embalaje ha ido evolucionando hacia una nueva presentación del producto. Si se considera el embalaje del producto intermedio, se tiende hacia envases de larga duración y que permitan y faciliten el transporte del producto bruto y del producto semielaborado entre las empresas donde se realiza cada etapa de fabricación. Esto permite optimizar la logística de distribución del producto en bruto y semiacabado y reducir los impactos ambientales asociados al transporte del producto.
INFORME TÉCNICO METALMECÁNICO
AIMME
30
5 ACCIONES DE PREVENCIÓN Y MEJORA AMBIENTAL
Una vez conocidos los principales aspectos ambientales de los productos, el siguiente paso es optimizarlos mediante acciones de mejora.
La generación de ideas de mejora ambiental es un proceso creativo para el que existen distintas herramientas, entre las que cabe destacar las 8 estrategias de ecodiseño o el tradicional “braimstorming”, sin embargo de todas ellas, seleccionaremos, analizaremos y prioriorizaremos, ya que nuestro objetivo debe ser centrarnos en aquellas acciones que se refieran a los aspectos ambientales principales o se dirijan al cumplimento de los Factores Motivantes de la empresa para hacer ecodiseño.
En el presente informe al tratarse de una guía práctica para las empresas del sector las acciones de mejora que se proponen han surgido de la aplicación de las 8 estrategias de ecodiseño:
1. Selección de materiales de bajo impacto 2. Reducción del uso de material 3. Selección de técnicas de producción ambientalmente eficientes 4. Selección de formas de distribución ambientalmente eficientes 5. Reducción del impacto ambiental en la fase de utilización 6. Optimización del ciclo de vida 7. Optimización del sistema de fin de vida 8. Optimización de la función del producto
El análisis de los principales impactos medioambientales del sector metalmecánico resulta bastante complejo debido a la gran diversidad de procesos existentes en dicho sector, como puede ser: galvanizado, producción y conformado de piezas, talleres mecánicos, etc.
Estos procesos de fabricación poseen diferencias sustanciales dentro de su proceso productivo, por lo que el impacto ambiental en cada caso será diferente. Aún así se pueden agrupar como impactos comunes en el sector metalmecánica los siguientes:
• Consumo de materias primas • Consumo energético • Consumo de agua • Aguas residuales • Emisiones a la atmósfera • Residuos • Contaminación acústica
A continuación se detalla cada una de las estrategias aplicadas en cada una de las etapas del análisis del ciclo de vida del producto.

INFORME TÉCNICO METALMECÁNICO
AIMME
31
5.1 REDUCCIÓN DEL IMPACTO AMBIENTAL DE LAS MATERIAS
PRIMAS, MATERIAS AUXILIARES Y COMPONENTES La herramienta de las 8 estrategias de ecodiseño nos indica que en la fase de obtención y consumo de materias primas y componentes las acciones de mejora deben ir encaminadas a:
• La selección de materiales de bajo impacto
o Materiales más limpios o Materiales renovables o Materiales de menor contenido de energía o Materiales reciclados o Materiales reciclables
• La reducción del uso de material
o Reducción del peso o Reducción del volumen (de transporte)
Las principales materias primas empleadas en las industrias de tratamiento podemos clasificarlas en cinco grandes grupos:
• Metales base para la fabricación y conformado de piezas. Aquí quedan incluidos metales preciosos como oro y plata (empleados en el sector de la joyería) hasta aquellos muchos más comunes como el hierro, cobre, latón o zámack entre otros, que suelen ser empleados para la fabricación de piezas metálicas (como pueden ser tubos, tornillos, puertas, accesorios cocina y coches, etc)
• Aceites: para el templado de piezas, para el engrasado de piezas, etc..
• Piedras preciosas y semipreciosas, empleadas para el engaste en joyas
• Productos químicos empleados principalmente en el sector de recubrimientos metálicos para la formulación de los baños químicos y electrolíticos.
• Pinturas y lacas para el acabado y revestimiento final de las piezas.
Entre los tipos de materias primas anteriormente indicadas, las más susceptibles de generar un impacto ambiental negativo son las correspondientes a los reactivos químicos y pinturas. Es por ello que para minimizar dicho impacto deberán llevarse a cabo diversas medidas como son:

INFORME TÉCNICO METALMECÁNICO
AIMME
32
• Realizar una selección inicial de materias primas estableciendo diversos criterios ambientales y ecológicos como emplear materias primas que generen menos emisiones y/o residuos, obteniendo un ahorro económico de gestión y tratamiento, siempre y cuando sea posible.
• El correcto almacenamiento de las materias primas puede disminuir en gran medida el impacto ambiental relacionado con un consumo excesivo de las mismas y una generación de residuos superior a la prevista. El almacenamiento de grandes cantidades de materias primas, como son los productos químicos empleados para la formulación de los baños, pueden conducir a una generación de residuos de carácter principalmente peligroso debido a la caducidad de los materiales almacenados. Con el fin de evitar esto se debe implantar un sistema FIFO (primera entrada primera salida) de gestión de almacén de las materias primas, lo que le permite utilizar los productos más antiguos reduciendo el riesgo de caducidad.
• Debe realizarse el almacenamiento de productos químicos, aceites y pinturas en recipientes cerrados , evitando las pérdidas de material cuando una corriente de aire incide sobre el mismo o evitando riesgos de derrames, en caso de volcado o caída. Es conveniente prestar especial atención al almacenamiento de las materias primas peligrosas. La legislación española cuenta con numerosas disposiciones (Instrucciones Técnicas Complementarias) que establecen las condiciones en que deben ser almacenados los productos químicos, exigiéndose la necesidad de introducir algunas medidas tales como dispositivos anti-rebose, dispositivos de recogida de derrames, instalación de sistemas de doble contenedor y detección de fugas en los dispositivos enterrados con el objetivo de prevenir fugas o vertidos incontrolados que puedan dañar el medio ambiente y la salud de las personas.
Siguiendo las buenas prácticas medioambientales, la empresa debe almacenar las materias primas manteniendo las distancias necesarias entre los productos incompatibles, evitando de este modo reacciones o que se produzcan contaminaciones por contacto, ya que si esto ocurriese las materias primas perderían las propiedades que las hacen útiles para la empresa y se convertirían en residuos. También es conveniente recordar que el espaciamiento de los contenedores facilita su inspección asegurando su buen estado, y detectando prematuramente cualquier deterioro que pudiera ocasionar fugas o derrames.
• El consumo excesivo de reactivos y agua que puede darse en los baños electrolíticos y en los enjuagues, puede minimizarse aplicando diferentes técnicas de reciclaje y recuperación existentes en el mercado, así como una correcta racionalización de enjugues que permiten reducir el consumo de las mismas.
A continuación se detallan algunas de las buenas prácticas existentes en el sector de galvanotecnia para la minimización del consumo de materias primas:

INFORME TÉCNICO METALMECÁNICO
AIMME
33
REDUCCIÓN
DE
ARRASTRES
Los arrastres consisten en la película de baño que recubre la superficie de las piezas cuando estas salen del baño.
Cualquier actuación dirigida a disminuir el volumen de los arrastres en el sector de recubrimientos metálicos repercutirá en el ahorro de materias primas utilizadas en los baños y soluciones así como en el ahorro de reactivos de depuración de las aguas residuales.
Para la reducción de arrastres se pueden emplear las siguientes buenas prácticas:
• Mejorar el escurrido de las piezas
• Acoplar sistemas de recogida y recuperación de arrastres, o en todo caso escurrir las piezas sobre el baño
• Controlar las propiedades del baño, especialmente la viscosidad y la tensión superficial. Esto reduce el espesor de la capa de baño arrastrado sobre las piezas y por tanto el volumen de baño arrastrado.
• Posicionamiento óptimo de las piezas en bastidores
• Controlar la velocidad de extracción de piezas del baño.
• Mantener de forma adecuada los bastidores y bombos
• Acoplar un enjuague estanco de recuperación para baños en caliente.
DESENGRASE
En los desengrases se van acumulando impurezas. Por una parte partículas que junto con las piezas se incorporan al baño en forma de suciedad, pigmentos y similares que pueden ser eliminadas por filtración.
Por otro lado los aceites y grasas del mecanizado, pulido previo así como los de protección anticorrosión. Los aceites están emulsionados en el baño como gotitas de diferente tamaño dependiendo del tipo de emulgente empleado y del tipo de aceites y grasas contaminantes. En estos casos la filtración no es eficaz para el mantenimiento de los desengrases y es necesario recurrir a otras técnicas:
• Separadores de aceites . Eliminan en continuo los aceites sobrenadantes, alargando vida del baño y minimizando el consumo de materias primas.
• Centrífuga . Separa los aceites superficiales y parte de los emulsionados mediante fuerzas centrífugas. Al igual que la anterior permite reutilizar el baño libre de aceites.
• Microfiltración : Es una técnica de separación que utiliza membranas semipermeables y baja presión para separar los sólidos en suspensión del agua. Esta técnica elimina en continuo la materia en suspensión por lo que alarga la vida del desengrase y reduce por tanto el consumo de materias primas.
• Ultrafiltración . Es una técnica de filtración a través de membranas semipermeables y baja presión que separa de la disolución los materiales de alto peso molecular. Mediante esta técnica se eliminan los aceites, se recuperan los agentes desengrasantes., y por tanto se alarga la vida del baño.
• Destilación . La destilación es una técnica que separa por evaporación los diferentes componentes líquidos de una mezcla. Se emplea fundamentalmente para la purificación de disolventes
INFORME TÉCNICO METALMECÁNICO
AIMME
34
empleados como desengrasantes. En el caso de disolventes o soluciones con puntos de ebullición inferiores a 150 ºC, la introducción de vacío permite trabajar a temperaturas inferiores, evitando la descomposición térmica de los disolventes.
• Evapoincineración . Una evapoincineración consiste en dos tratamientos consecutivos, en primer lugar una destilación del agua con el fin de facilitar su recuperación y reciclaje, y posteriormente una incineración del residuo obtenido en la destilación.
• Desengrases biológicos , son desengrases acuosos de baja alcalinidad, basados en un sistema fuertemente emulgente con fácil separación de aceites y grasas. El desengrase lleva integrado un sistema biológico, mediante bacterias aerobias, para la degradación de aceites y grasas. El bajo contenido en sales del sistema, facilita el lavado posterior de las piezas tratadas y disminuye el consumo de agua.
Es importante la cooperación entre el suministrador del equipo y el suministrador del producto de desengrase para que la prolongación de la vida de los desengrases tenga éxito.
DECAPADO ÁCIDO
En los desengrases se acumulan sales metálicas, debido a la disolución de la capa superficial de óxidos que llevan las piezas.
Las recomendaciones que se dan para minimizar el consumo de materias primas en los decapados están orientadas a la recuperación de las mismas, o a la prolongación de la vida del baño.
• Diálisis de difusión ácida . Es una técnica de separación por membranas que se utiliza para la recuperación del ácido a partir de soluciones altamente contaminadas en metales. El soluto es transferido por difusión a través de una membrana desde una disolución más concentrada a otra más diluida. El ácido purificado se devuelve al baño de decapado, mientras que el contaminante es conducido a la instalación depuradora.
• Retardo iónico . Es una técnica de separación mediante resinas de intercambio iónico fuertemente básicas que se regeneran con agua. Esta técnica permite la separación del metal presente en la disolución de decapado y la reutilización del ácido en el proceso.
• El empleo de inhibidores de decapado permite alargar la vida del decapado con el consiguiente ahorro de ácido consumido. Esta práctica reduce la cantidad de metal base en las aguas de proceso reduciendo a su vez el consumo de reactivos de depuración de las mismas.
• Decapado mecánico . En este caso la eliminación de la capa superficial de óxido se realiza mediante la fricción de la superficie con materiales abrasivos. Con este proceso no se emplean reactivos químicos, reduciendo el consumo de ácido para esta operación.
• Combinando la oxidación y evaporación al vacío en decapados formulados con ácido clorhídrico y contaminados con hierro se puede recuperar el ácido en continuo (el destilado) y utilizar el cloruro férrico producido como coagulante para el tratamiento de aguas. Se consigue reciclar la materia prima.
• Aplicando una electrólisis en decapados de cobre y latón también se consigue recuperar el ácido con el consiguiente ahorro en

INFORME TÉCNICO METALMECÁNICO
AIMME
35
materias primas. Al reducirse la producción de vertidos se reduce el consumo de reactivos para su tratamiento. El metal electrodepositado se puede recuperar por vía química.
BAÑOS
Para todos los baños se pueden llevar a cabo las siguientes prácticas que reducirán el consumo de materias primas:
• Mantenimiento preventivo y de las condiciones operativas de los baños. Se alarga la vida del baño y se reduce el consumo de materias primas
• Revisión periódica de los sistemas de conducción (válvulas, juntas, etc). Reduciendo las fugas y derrames de los baños se minimiza el consumo de materias primas.
• Reducción de los arrastres , (los baños deben reforzarse menos para mantener la concentración de trabajo)
• Recurrir a técnicas de concentración de los residuos para recuperar materias primas mediante ósmosis inversa o evaporación
• La automatización de las operaciones reduce arrastres y alarga la vida del baño.
• La utilización de técnicas de deposición al vacío o técnicas de spray térmico reduce el consumo de materias primas respecto a los sistemas convencionales
• Acoplar un enjuague estanco de recuperación para baños en caliente permite recuperar los arrastres y reducir el consumo de materias primas.
BAÑO DE CROMO HEXAVALENTE
Para los baños de Cromo hexavalente se recomienda:
• Implantar enjuagues ECO de recuperación de arrastres para reducir el consumo de materias primas. El enjuague ECO es un enjuague estanco de recuperación, intercalado entre el baño y posteriores enjuagues, en el cual las piezas son sumergidas antes y después de hacerlo en el baño de tratamiento.
• Sustituir los baños formulados con Cr(VI) por baños en base Cr(III). Estos baños no presentan la formación de aerosoles y además no precisan de etapa de reducción en el tratamiento de sus aguas de enjuague.
• Electrodiálisis : Es un proceso de separación de componentes iónicos por migración de los mismos en un campo eléctrico, a través de membranas semipermeables ion selectivas. Los aniones y los cationes pasan por las membranas formado dos soluciones: una concentrada y otra diluida, donde se separan las impurezas del baño a tratar.
• Electro-electrodiálisis . Es una técnica separativa donde las especies iónicas son transportadas a través de membranas iónicas con permeabilidad selectiva, bajo la acción de un campo eléctrico. Esta técnica aprovecha las reacciones de óxido – reducción que se llevan a cabo en los electrodos permitiendo la eliminación de los contaminantes por deposición sobre los electrodos o transformación de los mismos en especies favorables para el proceso de fabricación.
INFORME TÉCNICO METALMECÁNICO
AIMME
36
• Intercambio iónico : es un proceso mediante el cual los iones de una determinada carga contenidos en una disolución, son reemplazados por una cantidad equivalente de otros iones liberados por una resina que se encuentra en contacto con la disolución. Este proceso, permite recuperar materia prima (ácido crómico procedente de baños de cromo decorativo) lo que reduce su consumo, y se alarga la vida del baño (elimina impurezas de cromo trivalente y hierro).
BAÑO DE COBRE CIANURADO
En los baños de cobre cianurado es recomendable llevar a cabo las siguientes prácticas para minimizar el consumo de materias primas:
• Filtración en continuo de sólidos suspendidos para purificar el baño. Al alargar la vida del baño el consumo de materias primas es menor.
• Adsorción con carbón activo , el carbón activo retiene las partículas sólidas así como la materia orgánica, purificando el baño. Con este proceso se consigue alargar la vida del baño con la consiguiente reducción en el consumo de materias primas, aunque se incrementa el consumo de aditivos orgánicos.
• Eliminar el exceso de carbonatos por hidrólisis y cristalización . La cristalización separa las partículas contaminantes en forma de cristales a partir de una fase homogénea. Se consigue alargar la vida del baño y con ello reducir el consumo de materias primas. Se necesita hidróxido de calcio o sulfato cálcico para formar el carbonato cálcico.
• La electrólisis es una técnica que permite separar / recuperar los metales presentes en el baño, mediante su reducción eléctrica y sus deposición en el cátodo. Aplicada al enjuague posterior al baño de cobre permite su recuperación.
• Ósmosis inversa. Es una técnica de separación por membranas semipermeables. El agua es forzada a cruzar las membranas mediante alta presión, obteniendo dos corrientes: una diluida y otra concentrada donde se quedan retenidas las impurezas y los contaminantes. Esta técnica permite recuperar cobre con la consiguiente reducción de consumo de materia prima.
BAÑO DE LATÓN
En los baños de latón es posible minimizar el consumo de materias primas aplicando las siguientes técnicas:
• Filtración en continuo : consigue eliminar los sólidos en suspensión del baño lo que alarga la vida del mismo y reduce el consumo de materias primas.
• Adsorción con carbón activo : esta técnica retiene los sólidos y la materia orgánica presente, alargando la vida del baño y reduciendo el consumo de materias primas.
• Separación de los lodos del baño , los contaminantes del baño precipitan formando lodos que impiden el correcto funcionamiento del mismo. La separación de dichos lodos, alarga la duración del baño reduciendo así el consumo de materias primas asociadas a su formulación.

INFORME TÉCNICO METALMECÁNICO
AIMME
37
BAÑO DE CINC CIANURADO
Las recomendaciones para minimizar el consumo de materias primas en los baños de cinc cianurado son:
• Introducir modificaciones en equipos auxiliares y actividades complementarias:
o Mejorar los sistemas de desengrase
o Utilizar equipos de refrigeración para mantener la temperatura constante
o Controlar la concentración de cinc en valores bajos
Se consigue un menor consumo de materias primas al trabajar con contenidos de cinc menores y mantener el baño en óptimas condiciones.
• Emplear algunas de las siguientes técnicas:
o Electrólisis . Esta técnica permite recuperar cinc, pudiendo ser reciclado como materia prima, con la consiguiente reducción de consumo.
o Electrodiálisis . Recuperación de cinc que permite ser reciclado como materia prima. Para reformular el baño hay que adicionar ácido bórico..
BAÑO DE NÍQUEL
Las recomendaciones para minimizar el consumo de materias primas en los baños de níquel son:
• Filtración continuada de los sólidos en suspensión alarga la vida del baño y reduce el consumo de materias primas.
• Se puede reducir el consumo de materias primas mediante la adsorción con carbón activo de las impurezas del baño alargando la vida del mismo, aunque se incrementa el consumo de aditivos orgánicos.
• Electrólisis selectiva : elimina los metales que contaminan el baño de níquel alargando la vida del baño y reduciendo la cantidad de materias primas necesarias para su renovación.
• El intercambio iónico consigue recuperar níquel de las aguas de enjuague, facilitando su reciclaje y reduciendo el consumo en materia prima.
• La ósmosis inversa consigue recuperar níquel reduciendo en la misma medida el consumo de materias primas.
• Electrodiálisis : esta técnica permite recuperar baños de níquel lo que conlleva una reducción del consumo de materia prima. Mencionar la necesidad de adicionar ácido bórico para reformular el baño.
BAÑO DE ORO
Las recomendaciones para minimizar el consumo de materias primas en los baños de oro son:
• La filtración en continuo de los sólidos en suspensión lo que elimina las impurezas del baño, alarga la vida del baño y reduce el consumo de materias primas.
• Filtración a través de filtros de cartucho impregnados débilmente con carbón activo : alarga la vida del baño lo que conlleva un menor consumo de materias primas. En algunos casos puede perderse metal por filtración continuada sobre el carbón activo.
• La electrólisis permite recuperar oro reduciendo de esta manera el
INFORME TÉCNICO METALMECÁNICO
AIMME
38
consumo de esta materia prima.
• La técnica de intercambio iónico también permite la recuperación de oro, reduciendo su consumo.
BAÑO DE PLATA
Las recomendaciones para minimizar el consumo de materias primas en los baños de plata son:
• La filtración en continuo de los sólidos en suspensión consigue alargar la vida del baño y con ello reducir el consumo de materias primas.
• La adsorción de impurezas mediante carbón activo permite alargar la vida del baño reduciendo el consumo de materias primas. Por otra parte se incrementa el consumo de aditivos orgánicos.
• Se puede reducir el consumo de materias primas, por alargamiento de la vida del baño, al eliminar el exceso de carbonatos mediante las técnicas de hidrólisis y cristalización . Aparece un nuevo consumo: hidróxido cálcico o sulfato cálcico necesario para la formación del carbonato cálcico que precipita.
• Electrólisis: permite recuperar plata con el consiguiente ahorro en materias primas.
• Electrodiálisis consigue recuperar plata lo que red uce el consumo de materia prima.
BAÑO DE ESTAÑO
Las recomendaciones para minimizar el consumo de materias primas en los baños de estaño son:
• Implantar enjuagues ECO de recuperación de arrastres, lo que permite reducir el consumo de materias primas.
• Características y naturaleza de las materias primas
Realizar una selección inicial de materias primas estableciendo diversos criterios ambientales y ecológicos como emplear materias primas que generen menos emisiones y/o residuos, obteniendo un ahorro económico de gestión y tratamiento, siempre y cuando sea posible.
• Cantidad de materia prima:
La reducción de la cantidad necesaria de materia prima para fabricar un producto suele ser un objetivo bastante corriente de cualquier diseñador, ya que implica una reducción en los costes de fabricación. Adicionalmente, esa reducción entraña beneficios medioambientales por cuanto supone una minimización en el consumo de recursos y los impactos relacionados con su obtención.

INFORME TÉCNICO METALMECÁNICO
AIMME
39
Cualquier objetivo tendente a la minimización de la materia prima constitutiva de un producto debe ser compatible con la resistencia mecánica y las características funcionales del mismo. Para acometer este objetivo pueden ser útiles las herramientas de cálculo y simulación, para evaluar la resistencia de un diseño dado, y el prototipado rápido, para evaluar la funcionalidad del mismo.
La cantidad de materia prima necesaria puede reducirse mediante la integración de funciones: Un análisis crítico de la estructura de un producto o elemento y de las funciones que realiza, puede aportar importantes simplificaciones por la integración de sus funciones.
El agrupamiento de distintas funciones en un mismo elemento dado puede aportar no solamente ventajas a nivel de ahorro de materiales sino también una simplificación del proceso montaje (o desmontaje) por la reducción del número de elementos.

INFORME TÉCNICO METALMECÁNICO
AIMME
40
5.2 REDUCCIÓN DEL IMPACTO AMBIENTAL EN LA PRODUCCIÓN Para reducir el impacto ambiental en la etapa de producción debemos seleccionar las técnicas de producción ambientalmente eficientes
• Técnicas de producción alternativas • Menos etapas de producción • Consumo de energía menor/más limpia • Menor producción de residuos • Consumibles de producción: menos/más limpios.
La utilización eficiente de materias primas y consumibles gracias a la puesta en marcha de tecnologías limpias es una de las estrategias más efectivas en la lucha contra la contaminación, ya que supone abordar el problema de la contaminación desde el origen de la generación de la misma. Ello conlleva por una parte la disminución de los impactos negativos sobre el medio ambiente por la prevención en la producción de residuos, y por otra parte una reducción de los impactos medioambientales ligados a la producción de las materias primas. Las tecnologías limpias, además, necesitan menos instalaciones de depuración y los residuos asociados a la misma también se ven reducidos. Frecuentemente el diseñador no tiene influencia sobre estos procesos ya que un producto con unas determinadas características puede ser fabricado mediante diversas tecnologías. Ahora bien, la necesidad de acometer un producto limpio puede llevar a una empresa a cambiar sus tecnologías de fabricación por otras más limpias. Por motivos de seguridad laboral y respeto al medio ambiente, se deberían utilizar en producción materias primas consumibles más favorables para el medio ambiente. Las sustancias peligrosas deberían evitarse o al menos minimizarse, en todo caso deberían ser identificadas y reemplazadas en la medida de lo posible por productos alternativos. Durante los procesos de montaje se deberían emplear mecanismos para simplificar el proceso de montaje y facilitando el de desmontaje mediante una reducción de la multiplicidad de las piezas. Un montaje/desmontaje más sencillo y un número reducido de piezas mejoran la posibilidad de reparación del producto en su fase de utilización y reducirán los costes de desmontaje necesarios para el reciclaje. 5.2.1 CONSUMO ENERGÉTICO El consumo energético y de combustibles es un aspecto medioambiental de bastante importancia en las industrias del sector metalmecánico. El consumo de energía y de combustible dependerá del tipo de producción, tamaño y capacidad de la industria, el tipo de equipos y maquinaria empleados en el proceso, las posibles pérdidas en los procesos y edificios, etc.
Se consideran consumos energéticos comunes a la mayoría de las empresas aquellos provenientes de los procesos de obtención de aire a presión, iluminación, calefacción, tratamiento de aguas residuales, etc.

INFORME TÉCNICO METALMECÁNICO
AIMME
41
Como grandes responsables del consumo energético en este sector podemos destacar por un lado a las industrias dedicadas a la fabricación de piezas metálicas y transformación de materiales metálicos. En ellas por un lado, se requiere de un gran aporte de energía térmica para hacer funcionar los hornos de fundición, recocido, nitruración, etc, que tienen estos tipos de empresas. Por otro lado se realiza un elevado consumo de energía eléctrica, que es empleada por las máquinas que llevan a cabo la transformación física de las piezas metálicas (estampadoras, fresadoras, punzonadoras, plegadoras, etc...) las cuales disponen de potentes motores eléctricos
Otras de las empresas destacadas en este sector son las industrias de recubrimientos metálicos donde se requiere energía eléctrica principalmente para el movimiento de las piezas entre los baños (empleando bombos o bastidores), calentamiento de baños de recubrimiento en caliente y funcionamiento de la maquinaria en general. Los consumos térmicos en estos tipos de empresas suelen proceder del empleo de hornos de secado, posteriores a los recubrimientos metálicos, donde se eliminan los restos de humedad de las piezas y se mejora la reticulación del film depositado.
Para reducir el consumo de energía en el proceso productivo se pueden emplear multitud de buenas prácticas, como puede ser:
• Realizar inspecciones periódicas en la planta mediante la revisión del buen funcionamiento de los equipos y las conexiones eléctricas.
• Controlar la temperatura de combustión en los hornos y en los baños electrolíticos
• Reutilizar los gases calientes generados en la combustión de los hornos o calderas para precalentar cualquier tipo de fluido, como por ejemplo los baños electrolíticos.
Con relación a las buenas prácticas en el consumo de combustibles, las medidas a considerar son:
• Controlar el consumo de energía térmica mediante la realización de auditorías energéticas.
• Realizar un correcto mantenimiento y limpieza de las calderas y sistemas de cogeneración, aumentando el rendimiento de la combustión.
• Optimizar el consumo de agua caliente. • Instalar sistemas automáticos de dosificación y mezcla de aguas a distintas
temperaturas, optimizando el uso de la energía para la obtención de agua caliente.
• Instalar sistemas de aislamiento en los tanques de agua caliente y en las tuberías de aire y vapor (por encima de los 30ºC).
• Los baños de procesos calientes deberían estar aislados térmicamente. Una solución adicional podría ser una tapa sobre los baños, evitando pérdidas de calor.
• Evitar las pérdidas de vapor de agua manteniendo en buen estado las conducciones y accesorios (válvulas, manómetros, etc) y los sistemas de aislamiento.
• Recuperación del calor de aire de ventilación o aspiración mediante un intercambiador de calor y utilizarlo para el calentamiento de baños de proceso, edificios, etc.

INFORME TÉCNICO METALMECÁNICO
AIMME
42
• El calor del agua de refrigeración se puede recuperar mediante un intercambiador de calor y utilizarlo como en el caso anterior para calentar baños, edificio, etc.
CONSUMO DE COMBUSTIBLE
Caldera
Es aconsejable el uso de “gas natural” en las calderas en lugar de combustibles de mayor impacto ambiental como gas-oil, fuel-oil,…
Secado
El secado previo de las piezas puede llevarse a cabo aprovechando el calor residual de otros procesos.
El calor residual también se puede utilizar para calentar o precalentar otros procesos que funcionen en caliente, así como para calefacción y para calentar agua sanitaria.
Transporte interior
Se recomienda el uso de carretillas eléctricas frente a las que funcionan con combustible.
CONSUMO DE ENERGIA ELÉCTRICA
Como medidas generales de minimización para reducir las pérdidas de energía eléctrica en toda la instalación se recomienda:
• Controlar el consumo de energía eléctrica mediante la realización de auditorías energéticas.
• No realizar paradas de maquinaria durante periodos cortos.
• Establecer programas de trabajo y sistematizar el mantenimiento de los equipos para evitar el funcionamiento de equipos en vacío.
• Detener los equipos cuando no estén en operación y apagar las luces al final de la jornada laboral.
• Emplear tiempos cortos de operación en la utilización de los baños.
• En el caso de compresores y bombas, emplear unidades pequeñas por ejemplo, una unidad para las necesidades básicas y otra para unidad suplementaria para picos de carga.
• Regular la frecuencia de los motores eléctricos optimizando su rendimiento y reduciendo su consumo energético.
Recubrimientos electrolíticos
Es recomendable revisar periódicamente las condiciones de trabajo de los baños electrolíticos para evitar posibles pérdidas de energía eléctrica. Los controles que se propone realizar son:
• Colocación de ánodos y cátodos.
• Superficie del electrodo, ya que un área demasiado pequeña incrementa las pérdidas de energía.

INFORME TÉCNICO METALMECÁNICO
AIMME
43
• Limpieza periódica de los ánodos, pues la suciedad en ellos depositada aumentaría la resistencia.
• Comprobación periódica del electrolito, ajustando la composición.
Como medidas adicionales se debería considerar:
• Elección de materiales adecuados para los bastidores. El cobre es un buen conductor, pero en otros casos es necesario un material como el acero inoxidable para evitar contaminación del baño o para asegurar el contacto en un ambiente corrosivo.
• Aislamiento de los bastidores, excepto los puntos de contacto, para evitar la pérdida de energía y de material por la precipitación de metales en las partes no aisladas.
• Los orificios de los bombos se deberían adecuar al tamaño de las piezas (suficiente para que no caigan o queden atrapadas en ellos).
Baños en caliente
Este tipo de baños pueden llevar incorporados unos sistemas de refrigeración tipo serpentín que mantienen a una determinada temperatura el contenido del baño.
Para regular el consumo eléctrico de estos baños se recomienda:
• Controlar la temperatura de trabajo de los baños; una temperatura demasiado alta supone un despilfarro de energía.
• Reducir los arrastres. Un arrastre considerable de baños calientes supone reponer agua que hay que calentar hasta la temperatura de trabajo.
• Cubrir los baños calientes que no están funcionando para evitar pérdidas de calor.
Transporte interior
Existen algunos modelos de este tipo de vehículos de carga y transporte interno eléctricos que funcionan con batería, constituyendo una alternativa a aquellos que funcionan con combustibles.
5.2.2 CONSUMO DE AGUA
El consumo de agua es un aspecto medioambiental muy importante en el sector metalmecánico, especialmente en el campo del tratamiento de superficies, al ser el agua un elemento imprescindible en el proceso productivo, empleándose como vehículo indispensable del recubrimiento metálico de las piezas (los baños de pretratamiento y de recubrimiento se formulan sobre agua), como agente de enjuague de las piezas entre baños consecutivos, como agente de limpieza y como producto auxiliar (por ejemplo, como refrigerante o para obtención de vapor).
En este contexto, es en la operación de enjuague de las piezas donde mayores consumos de agua se producen, al tratarse de una operación de lavado en la cual de

INFORME TÉCNICO METALMECÁNICO
AIMME
44
manera continuada se aporta agua al sistema de enjuague, siendo de vital importancia implantar técnicas de minimización y reciclaje para evitar estos elevados consumos.
Como medida inicial para reducir el consumo de agua en el caso del sector de galvanotecnia, ha de sustituirse, en lo posible, los enjuagues simples existentes por enjuagues múltiples (generalmente dobles) y en cascada y contracorriente, manteniendo o mejorando la calidad de los enjuagues de las piezas pero empleando caudales de agua considerablemente menores. Esta es una de las medidas más eficaces para reducir el consumo de agua en las funciones de enjuague, dado que proporciona grandes reducciones en el consumo de agua con bajas inversiones, puesto que sólo es necesario añadir algunas cubas y modificar las entradas y salidas de agua, mediante esta modificación en el proceso productivo además de disminuir el consumo de agua se consigue una minimización en la generación de aguas residuales a tratar.
• Reutilización de aguas de enjuague
Algunas veces, las aguas de los enjuagues pueden ser compartidas con otro enjuague siempre que no haya incompatibilidad entre ellos. Simplemente consiste en interconectar entre sí las cubas de enjuague. Con este sistema, se reduce a la mitad el consumo de agua de los enjuagues considerados.
• Enjuagues en circuito cerrado con aplicación de técnicas de reciclaje
Estas técnicas eliminan en continuo las sales que contaminan los enjuagues, manteniendo un agua de enjuague con unas características constantes en el tiempo. Las técnicas más empleadas son la osmosis inversa, la electrodiálisis y el intercambio iónico
La osmosis inversa es una técnica de reciclaje basada en la filtración tangencial sobre una membrana semipermeable, bajo el efecto de una presión externa. Con esta técnica se retienen desde iones hasta macromoléculas orgánicas. Esta técnica genera dos corrientes de salida, una diluida de bajo contenido en sales y otra concentrada de alto contenido en sales que se puede reutilizar en los baños de tratamiento.
INFORME TÉCNICO METALMECÁNICO
AIMME
45
La electrodiálisis es una técnica de separación mediante la utilización de membranas de tipo iónico, aplicando entre ellas una diferencia de potencial. Mediante esta técnica se obtienen dos corrientes, una diluida, de donde se han extraído los iones, y otra concentrada, donde han migrado las especies iónicas.
El intercambio iónico , es un proceso que reemplaza los iones presentes en una disolución por una cantidad equivalente de iones de la misma carga contenidos en la resina.
• Enjuagues por aspersión
Los enjuagues por aspersión consisten en pulverizar agua sobre la pieza cuando sale de los baños. El agua pulverizada diluye el arrastre sobre la pieza, cuanto más finas sean las gotas, mayor será la calidad del enjuague.
Este enjuague es muy eficaz y se comporta como una sucesión de enjuagues en cascada, dando lugar a elevados rendimientos de enjuague con poco consumo de agua.
El bajo consumo de agua, origina a su vez efluentes muy concentrados que pueden ser devueltos a los baños para compensar las pérdidas por evaporación.
INFORME TÉCNICO METALMECÁNICO
AIMME
46
5.2.3 AGUAS RESIDUALES
Las diferentes procedencias de las aguas residuales generadas en la industria de tratamiento y transformación del metal pueden ser clasificadas en las siguientes familias:
• Aguas conteniendo contaminantes sólidos (arenas, polvos, virutas, etc.) y cuyo origen es el mecanizado o transformado metálico.
• Aguas conteniendo contaminantes no miscibles como grasas, aceites y disolventes.
• Baños agotados • Aguas de enjuagues • Aguas residuales procedentes de plantas de pintura y lacado
La contaminación de las aguas es el aspecto medioambiental más importante de las industrias de tratamiento y revestimiento de metales. Las principales fuentes de contaminación de las aguas se deben a los vertidos continuos diluidos procedentes de los enjuagues de piezas entre baños de proceso consecutivos y a los vertidos discontinuos concentrados procedentes del vaciado de los baños de proceso agotados o contaminados.
El enjuague de las piezas entre los diferentes baños de proceso es la operación que más se repite en las industrias de recubrimientos metálicos, siendo las operaciones responsables de un elevado consumo de agua y de la generación de grandes volúmenes de efluentes de poca carga contaminante. Por tanto, las medidas a implantar para minimizar este impacto medioambiental van dirigidas a reducir el consumo de agua en las funciones de enjuague y al reciclaje de flujos de agua y de materias primas.
Con el fin de facilitar el tratamiento de las aguas residuales es necesario realizar una separación de vertidos previa a su tratamiento. Esto permite el tratamiento físico-químico reduciendo el consumo de reactivos químicos de depuración y evitando la mezcla de efluentes incompatibles entre sí, lo que podrían causar reacciones intempestivas o dificultar su tratamiento. Los efluentes incompatibles entre sí son:
• Efluentes cianurados – efluentes ácidos • Efluentes cianurados – efluentes crómicos • Ácidos concentrados – bases concentradas
Los cianuros son tratados mediante un proceso de oxidación a pH alcalino, mientras que el cromo hexavalente se trata mediante técnicas de reducción a pH ácido. Los concentrados ácidos o alcalinos, son dosificados a los diversos tratamientos, pudiendo ser utilizados al mismo tiempo para ajustar el pH en las primeras etapas del tratamiento físico-químico.
El tratamiento físico-químico del efluente con las etapas de oxidación, reducción, neutralización, sedimentación / floculación, son suficientes para alcanzar los límites de vertido establecidos por la legislación vigente.
INFORME TÉCNICO METALMECÁNICO
AIMME
47
5.2.4 EMISIONES A LA ATMÓSFERA SECTOR TRATAMIENTO DE SUPERFICIE Las emisiones a la atmósfera procedentes de los baños de recubrimiento electrolítico consisten en vapores o aerosoles ácidos o básicos que pueden contener iones metálicos y que se generan por evaporación de los baños.
La principal fuente de incidencia son los vapores de baños que trabajan en caliente en las operaciones de acabados, este factor se ve agravado por la existencia de focos emisores carentes de sistemas de aspiración, chimeneas inadecuadas y no preparadas para la toma de muestras y la ausencia de sistemas de tratamiento de estas emisiones.
En la etapa de desengrase de las piezas, la principal emisión atmosférica procede de la aspiración del baño de desengrase al disolvente en los que se generan Compuestos Orgánicos Volátiles (COVs). Estos compuestos intervienen negativamente en el Medio Ambiente como agentes destructores de la capa de ozono estratosférica, y como precursores de los oxidantes fotoquímicos y del ozono a nivel de la troposfera contribuyendo al “smog” fotoquímico, a la lluvia ácida y al efecto invernadero.
Las emisiones gaseosas generadas en los desengrases orgánicos debidas a los disolventes clorados (tricloroetano, tricloroetileno, percloroetileno, etc), constituyen un factor de riesgo para los operarios y para el medio ambiente. La tendencia es que su utilización desaparezca progresivamente y que sean sustituidos por otros menos agresivos.
A continuación se detallan algunas de las buenas prácticas existentes en el sector de galvanotecnia para la minimización de las emisiones atmosféricas:
DESENGRASE AL DISOLVENTE
Con el objeto de minimizar las emisiones que se producen en los desengrases se proponen las siguientes prácticas:
• Sustituir los disolventes halogenados que se emplean como desengrasantes por disolventes o soluciones mixtas de compuestos solubles (alcoholes, aminas) o insolubles (ésteres, éteres) de manera que se reduzcan las emisiones de COV´s.
• Sustituir los derivados halogenados por limpiadores derivados de aceites de cítricos y de pino y terpenos.
• En otros casos se puede minimizar las emisiones mediante la recuperación del disolvente por destilación.
• Sustituir la limpieza al disolvente por algún tipo de limpieza mecánica.

INFORME TÉCNICO METALMECÁNICO
AIMME
48
DECAPADO
En el decapado se pueden generan vapores ácidos o básicos dependiendo del tipo de decapado. Se recomienda:
• Sustituir el decapado químico por granallado (decapado mecánico) eliminando la fuente de vapores ácidos.
BAÑOS
Como medida general para cualquier baño se pueden reducir las emisiones de metales, vapores y aerosoles acoplando un sistema de aspiración al baño.
BAÑO DE CROMO HEXAVALENTE
Para reducir las emisiones de compuestos de cromo se recomienda:
• Sustituir los baños de Cr(VI) por baños de Cr(III): se generan menos aerosoles ya que el baño trabaja con una densidad de corriente inferior al baño de Cr(VI).
• Sustituir baños de Cr(VI) por baños a base de aleaciones de estaño – cobalto: al trabajar con una densidad de corriente inferior al baño de Cr(VI) se generan menos aerosoles.
• Otra posibilidad es tratar las emisiones con desvesiculadores.
BAÑO DE CINC CIANURADO
Como en cualquier baño cianurado, las emisiones son peligrosas por la formación de cianhídrico por lo que se recomienda sustituirlos por baños exentos alcalinos o ácidos. Además de los cianuros también se elimina la posibilidad de emisión de amoniaco.
BAÑO ORO
Con el objeto de disminuir las emisiones de cianuros es aconsejable sustituir los baños de oro cianurado convencionales por baños exentos (eliminando al mismo tiempo las emisiones de amoniaco).
SECTOR DE FUNDICIÓN En la fusión y fundición de metales se distinguen tres puntos principales de contaminación en el proceso:
• Proceso de preparación . Se emiten básicamente partículas metálicas asociadas a la carga del horno.
• Horno de fusión . En este caso, las emisiones varían en función del combustible (carbón, derivados del petróleo, gas, electricidad, etc) utilizados en el

INFORME TÉCNICO METALMECÁNICO
AIMME
49
calentamiento del horno. En el caso de utilizar combustible fósil se emiten principalmente partículas y dióxido de carbono, aunque también se pueden emitir otros gases como compuestos de azufre, fluoruros y silicatos de minerales. La inyección de oxígeno (necesaria si se emplea carbón en el horno), también provoca la emisión de humos de óxidos de metales.
• Colada. Durante el vertido del metal líquido, en moldes o en lingoteras, se producen emisiones de humos metálicos del metal fundido. También se emite vapor de agua y emisiones derivadas de los lubricantes empleados en los moldes.
• Vaciado del molde . En este caso se producen emisiones fundamentalmente cuando el moldeo se realiza en arena. Al desmoldear se desprenden vapores de los aglutinantes y partículas de polvo de la arena al deshacerse el molde.
Entre las medidas correctoras más empleadas para el tratamiento de estas emisiones, se encuentran los sistemas de retención de partículas como los filtros (de mangas principalmente) y los electrofiltros (o precipitadores electrostáticos). El principal problema es el acondicionamiento previo de los gases, debido a las elevadas temperaturas de las emisiones del horno. SECTOR DE LAMINACIÓN Y CONFORMADO En el proceso de conformado de láminas y perfiles se pueden generar emisiones de partículas (básicamente metales y óxidos) en el horno y en los tratamientos mecánicos. En el caso que el enfriamiento se realice por inmersión en líquido frío se producen también vapores. En cualquier caso, las emisiones de contaminantes son pequeñas y quedan diluidas en las emisiones de otros procesos, las medidas de corrección más adecuadas son los filtros de partículas. ESMALTADO DE CONDUCTORES DE COBRE Consiste en la introducción del metal en el baño de esmalte, que es generalmente, un compuesto orgánico diluido en solventes orgánicos, que se mantienen en estado fundido mediante calor. Una vez impregnada la superficie con el esmalte, se seca empleando agua caliente. Tanto en el baño de esmalte como en el secado, las principales emisiones son de compuestos orgánicos volátiles. Las medidas asociadas a estas emisiones son una adsorción en filtros de carbón o una postcombustión. OPERACIONES MECÁNICAS: PULIDO, DESBARBADO, CORTES, MECANIZADO, ETC. Operaciones mecánicas como cepillado con cepillos de plástico o metal, amolado con muelas de abrasivos, granallado (con proyectiles abrasivos) o lijado (con abrasivos sobre soporte flexible, lijas) se emplean para eliminar suciedad, cal u óxido de la superficie de las piezas. Otros procesos como pulido con trapos, producen una superficie lisa y brillante.
INFORME TÉCNICO METALMECÁNICO
AIMME
50
Las emisiones de polvo se producen durante el proceso de tratamientos mecánicos, la fricción pieza-abrasivo da como resultado la emisión de polvo metálico desprendido de la pieza y del polvo abrasivo obtenido como consecuencia del abrasivo en el proceso. Las medidas correctivas para el tratamiento de estas emisiones son ciclones y filtros de partículas. SOLDADURA La soldadura consiste en la unión de dos piezas de metal. Esta unión se realiza por medio de aplicación de calor o por medio de un metal de aporte que se funde, el metal de aporte suele ser un metal compatible con el metal a soldar y con un punto de fusión menor. Las soldaduras más empleadas son la soldadura oxiacetilénica y la soldadura de acero. Las principales emisiones son:
• Partículas de metal y óxidos de metales involucrados en la soldadura • Compuestos orgánicos volátiles (COV) de restos de operaciones anteriores,
principalmente si se ha desengrasado con disolventes clorados, o si en el metal existen resto de pintura o grasa procedentes de otras operaciones.
• Óxidos de nitrógeno y dióxido de carbono, procedentes de combustiones de la soldadura oxiacetilénica o si se utiliza nitrógeno o monóxido de carbono como atmósfera inerte en la soldadura de acero.
• Flúor, el flúor es un componente común en el revestimiento de los electrodos • Ozono, se puede generar cuando se emplea soldadura oxiacetilénica.
A continuación se detallan algunas de las técnicas prácticas existentes para el tratamiento de las emisiones atmosféricas:
Filtración Eliminación de partículas sólidas presentes en la corriente gaseosa.
Lavadores de gases Para eliminación de CO2, NOx, fluoruros
Postcombustión Eliminación de COV
Ozono Métodos de reducción química, aprovechar corrientes de la empresa que necesitan ser oxidadas, etc.
APLICACIÓN DE PINTURA Los principales impactos de esta actividad consisten en la emisión de partículas y compuestos orgánicos volátiles a la atmósfera durante la aplicación y secado de pinturas. Durante el pintado por proyección consiste en el recubrimiento del metal mediante pulverización de la pintura con pistolas difusoras. La pintura que no se deposita sobre la pieza se emite a la atmósfera produciendo las emisiones. Para solucionar la problemática asociada a las emisiones, se pueden aplicar las siguientes opciones:

INFORME TÉCNICO METALMECÁNICO
AIMME
51
PINTURA
• Mejorar los sistemas de aspiración en las cabinas de pintura
• Sustituir pinturas base disolvente por pinturas hidrosolubles. Estas pinturas no contienen disolvente reducen los COV en el proceso de aplicación y en el proceso de limpieza, ya que el equipo se puede limpiar con agua.
• Sustituir pinturas base disolvente por pinturas en polvo. Las pinturas en polvo contienen un 100% de pintura sólida en forma de polvo. Las eficacias de transferencia de pintura se encuentran entre 95 y el 99%. La pintura que no se deposita sobre la pieza puede ser recuperada y reutilizada.
• Emplear pistolas que optimicen la aplicación de pintura y reduzcan la dispersión
• Emplear filtros en los sistemas de extracción de las partículas de pintura.
• Emplear pistolas HVLP. Estas pistolas operan con alto volumen de aire y baja presión lo que disminuye la atomización de la pintura, esto reduce el “overspray”, aumentando la eficacia de transferencia
• Pistola de “aire asistido”, estas pistolas combinan la atomización convencional con una alta presión de fluido. Estas pistolas tienen una alta transferencia de aplicación.
• Pistolas electrostáticas. Estas pistolas imparten una carga positiva a las partículas atomizadas de la pintura. Debido a la atracción eléctrica presenta una transferencia elevada. Estas pistolas además producen un espesor uniforme.
• Sistemas de dos componentes. Estos sistemas permiten el mezclado de la pintura en la propia pistola, esto elimina la necesidad de premezclar cantidades de pintura en exceso asegurando el correcto suministro de pintura.
GALVANIZADO EN CALIENTE El galvanizado en caliente consiste en la inmersión de las piezas a recubrir en un baño de cinc fundido durante un corto período de tiempo. Con ello se consigue una capa de cinc sobre la superficie de la pieza, perfectamente adherida al sustrato base mediante una unión metalúrgica, que la protege de la intemperie. El proceso de galvanizado consta de varias etapas:
• Desengrase • Decapado • Lavado • Mordentado – flux • Precalentamiento • Inmersión en cinc fundido • Escurrido y secado
El problema medioambiental de la galvanización es la emisión de humos y gases durante las etapas de mordentado e inmersión en cinc fundido.
INFORME TÉCNICO METALMECÁNICO
AIMME
52
MORDENTADO
Consiste en un baño de cloruro de cinc y cloruro de amonio que disuelve los óxidos formados durante los procesos de lavado anteriores. Además protege la superficie con un film de flux que evita la oxidación. Esta operación asegura un buen mojado de la pieza por el baño de cinc fundido.
Las emisiones producidas en la etapa de mordentado dependen de la composición y cantidad de las sales del baño. La cantidad de sustancias tóxicas emitidas depende del contenido de cloruro de amonio (que es altamente fumígeno) en el mordiente. Se recomienda:
• Reducir las sales en el mordentado y así disminuye la cantidad de emisiones.
• Sustituir el cloruro de amonio por cloruros alcalinos de baja producción de humos.
INMERSIÓN EN
CINC FUNDIDO
Se propone realizar un cerramiento, con captación y filtrado de las emisiones, consiguiendo reducir en un 99% la emisión de polvo. La composición del polvo recogido (Zn, Cl, NH3, Al, Fe) hace que si se superan los límites (límite de sólidos en suspensión: 150 mg/Nm3) tenga que ser gestionado como RP, sin embargo, bien directamente o tras someterlo a molienda, puede ser reutilizado en el baño de mordentado.
Para reducir las emisiones en esta etapa se puede recurrir a :
• Mamparas móviles que facilitan la extracción de humos generados durante la inmersión de las piezas.
• Sistema de captación de humos y filtrado que recoge las partículas evitando que salgan a la atmósfera junto con el resto de gases.

INFORME TÉCNICO METALMECÁNICO
AIMME
53
PRINCIPALES TÉCNICAS EMPLEADAS PARA EL TRATAMIENTO DE LAS EMISIONES
CICLÓN
Es un sistema de separación de partículas sólidas presentes en una corriente gaseosa.
El aire cargado de partículas, penetra tangencialmente en el interior del ciclón. La acción centrífuga fuerza a las partículas a girar, precipitándolas contra la pared del ciclón provocando un torbellino que conduce a las partículas más pesadas hacia el fondo del ciclón
LAVADO DE GASES
Es un sistema que controla las emisiones especialmente de gases que son solubles o que reaccionan con el agua.
El lavado de gases dispone de un sistema en su parte superior que pulveriza agua o alguna solución de reactivo sobre la corriente ascendente de emisiones. El agua o las soluciones interactúan con las partículas y con las nieblas produciendo una corriente líquida.
La eficacia de eliminación de los reactivos se mejora aumentando los tiempos de residencia o aumentando el área de pulverización.
FILTROS ELECTROLÍTICOS
Son dispositivos que captan las partículas basándose en el principio de precipitación electrostática. Son capaces de captar partículas de diámetros inferiores a 5 micras.
Estos dispositivos permiten filtrar la corriente sin que sea necesario reducir la temperatura de los gases.
FILTROS DE MANGAS O BOLSAS
Son filtros con una gran superficie de filtración y una pequeña superficie frontal. Se fabrican con fibra de vidrio y sintéticas y tienen como características su alto grado de eficacia, baja pérdida de carga y alta capacidad de almacenamiento de polvo. El diseño de estos filtros favorece que el aire se introduzca en cada bolsa, asegurando el inflado de todas ellas, exponiendo toda la superficie filtrante al aire sucio de forma homogénea.

INFORME TÉCNICO METALMECÁNICO
AIMME
54
5.2.5 RESIDUOS La generación de residuos en el sector del metal es un aspecto medioambiental de gran relevancia. Durante el proceso de tratamiento y revestimiento de metales se originan una serie de productos que deben ser evacuados del ciclo productivo, por lo que constituyen un desecho, clasificable como subproducto o residuo en función de su destino. La cantidad de residuos sólidos generados depende del tipo de industria, del artículo que se procesa y de la tecnología empleada en el proceso.
El destino de estos residuos, convenientemente separados, es su valorización y reutilización, siempre que esto sea posible, a través de un gestor autorizado, bien de residuos peligrosos o de residuos no peligrosos.
Los residuos encontrados normalmente en el sector metalmecánico son:
• Basura general , tratada como residuo no peligroso y cuyo origen son las oficinas, las zonas de la empresa donde se consumen alimentos (cafetería, comedor, máquinas expendedoras, etc.)
• Fracciones recogidas selectivamente (papel y cartón, vidrio, plásticos, metales, madera, etc.) no contaminadas por sustancias peligrosas.
• Absorbentes, materiales de filtración, trapos de limpieza y ropas protectoras no contaminados por sustancias peligrosas.
• Residuos de envases que no contienen restos de sustancias peligrosas o contaminados por ellas.
• Chatarra (recambio piezas, equipos obsoletos, piezas defectuosas, virutas de metal del mecanizado, escoria, chatarra), que es gestionado como material inerte.
• Fracciones recogidas selectivamente (papel y cartón, vidrio, plásticos, metales, madera, etc.) contaminadas por sustancias peligrosas.
• Absorbentes, materiales de filtración, trapos de limpieza y ropas protectoras contaminados por sustancias peligrosas.
• Taladrinas procedentes de las operaciones de corte metálico que son consideradas como residuos peligrosos
• Lodos de vibros, generados durante las operaciones de eliminación de las rebabas metálicas. Son considerados como residuos peligrosos
• Restos de pinturas y solventes que contienen sustancias peligrosas • Residuos de envases que contienen restos de sustancias peligrosas o
contaminados por ella • Baños agotados • Lodos procedentes de baños galvánicos y de preparación de superficie • Escorias de fundición • Restos de material refractario • Aceites (hidráulicos, de engrase, etc.) • etc.
Los residuos sólidos de carácter contaminante (Residuos peligrosos) se producen en las diferentes etapas de producción y se caracterizan por tratarse de elementos de limpieza, envases contaminados, lodos de baño, lodos de vibros y lodos de depuradora, así como los baños agotados y las taladrinas.
Un sistema de buenas prácticas desarrollado a lo largo de todo el sistema productivo podrá ofrecer una minimización en la generación de residuos, debida principalmente a un menor consumo de materias primas y a una minimización en los efluentes residuales.

INFORME TÉCNICO METALMECÁNICO
AIMME
55
SECTOR DE TRATAMIENTO DE SUPERFICIES
BAÑOS DE DESENGRASE AGOTADOS ÁCIDOS O ALCALINOS
El aumento de aceites, grasas, virutas y suciedad en el desengrase provocan que este se agote y pierda efectividad lo que hace necesaria su renovación.
Prolongar la vida de los baños, por mejora del mantenimiento de los mismos, reduce la generación de residuos. Esto se puede conseguir llevando a cabo las siguientes prácticas:
• Empleo de desengrases biológicos .
• Instalando separadores de aceites . Esta técnica no elimina aceites emulsionados. Aunque hay que considerar la generación de un residuo aceitoso que debe gestionarse como peligroso.
• Microfiltración / ultrafiltración permite prolongar la vida del baño y reducir el volumen de lodos en el tratamiento físico-químico. Se genera un concentrado de aceite que habrá que gestionar como residuo peligroso. Sin embargo la ultrafiltración no es rentable en el caso de desengrases ácidos ya que se forman emulsiones estables y no es posible la separación de aceites y grasas de los agentes tensoactivos
• Tratamiento de eliminación : tratamiento en instalación depuradora, en donde se produce la rotura de las emulsiones, obteniendo dos fases, una acuosa pobre en aceite que recibe un tratamiento físico-químico (precipitación, neutralización, etc) y otra fase rica en aceite que requiere un tratamiento específico por su composición. La separación se lleva a cabo por fuerza de la gravedad o bien puede acelerarse mediante separadores de láminas.
• Oil skimmer Permite la eliminación en continuo de aceites libres acumulados en la superficie del baño. Esto facilita el mantenimiento del baño en condiciones adecuadas y hace innecesaria la renovación del baño.
ACEITES Y GRASAS Es posible valorizar externamente el aceite separado en los desengrases.
DECAPADO ÁCIDO AGOTADO
Las recomendaciones que se proponen para minimizar la generación de residuos en los baños de decapado ácido son:
• Emplear inhibidores de decapado , que disminuyen la cantidad de metal disuelto por ataque ácido con lo que se alarga la vida del baño.
• Utilizar el granallado (decapado mecánico) en lugar del decapado químico, con esto se elimina la fuente de generación de residuos ácidos agotados. Aunque se genera un residuo sólido procedente del material de granallado y restos de óxidos y metal base.
• Combinando la oxidación y evaporación al vacío en
INFORME TÉCNICO METALMECÁNICO
AIMME
56
decapados formulados con ácido clorhídrico y contaminados con hierro se puede recuperar el ácido y utilizar el cloruro férrico (FeCl3 ) producido, como coagulante en las depuradoras para el tratamiento de aguas. Se consigue reducir la generación de residuos.
• La electrólisis aplicada a decapados de cobre y latón elimina en continuo el metal contaminante disuelto, prolongando la vida del baño y reduciendo la periodicidad de retirada o tratamiento del baño.
• El retardo iónico es una técnica de intercambio iónico que permite la eliminación en continuo de los metales acumulados en el baño, permitiendo obtener el ácido puro, que puede ser reciclado, y un concentrado de hierro que puede ser valorizado como coagulante.
• La cristalización es una técnica que elimina las impurezas mediante cristalización de los metales contenidos en el baño de decapado. Los cristales son evacuados periódicamente del baño y el baño sin iones contaminantes es reciclado en el proceso.
La valorización de los decapados agotados depende del contenido del baño:
• En el caso de baños de decapado agotados de hierro y de bajo contenido en cinc , se pueden utilizar para la fabricación de floculante de cloruro férrico.
• Los baños de decapado de hierro agotados con un contenido relativamente alto de cinc pueden utilizarse para la fabricación de pigmentos blancos o de rellenos sobre base de baritina (sulfato de bario) y sulfato de cinc.
• De los baños de decapado de cinc con bajo contenido en hierro puede obtenerse por precipitación cloruro de cinc que se utiliza para la fabricación de pilas secas de cinc-carbón.
BAÑOS
Para todos los baños se pueden llevar a cabo las siguientes prácticas que reducirán la generación de residuos:
• Minimizar los goteos y derrames y con ello los residuos de materiales impregnados
• Sustituir instalaciones manuales por automáticas con lo que se alarga la vida de los baños y se reduce el número de rechazos
• Reducir los arrastres . Si se arrastra menos se generan menos residuos
• Recuperar los arrastres alarga la vida del baño con lo que se reduce la generación de baños agotados
• Utilizar técnicas de deposición al vacío o técnicas de spray térmico. Se eliminan los baños galvánicos y por tanto los residuos que estos generan.
• Mejorar la calidad de las aguas de alimentación que evite
INFORME TÉCNICO METALMECÁNICO
AIMME
57
la formación de precipitados y lodos.
• Segregar el flujo de residuos reduce la generación de nuevos residuos y facilita su tratamiento y/o reciclaje.
• Concentrar los residuos por una parte reduce la cantidad de residuos generados y por otra facilita su recuperación en forma de subproductos.
BAÑO DE
CINC CIANURADO
El cianuro es posiblemente la sustancia más tóxica utilizada en talleres de galvanotecnia. Una alternativa a este tipo de baños es su sustitución por “baños de cinc alcalino o cinc exento”.
• Baños de cinc alcalino o cinc exento . Se formulan a base de hidróxido sódico y cinc. Da buenos resultados de brillo, penetración y uniformidad de depósito. Sus aguas de enjuague son fáciles de tratar y genera menos lodos en la depuración debido al bajo contenido de metal.
En algunos casos la introducción de modificaciones en equipos auxiliares y actividades complementarias es suficiente para reducir la producción de lodos al trabajar con concentraciones de cinc más bajas y mantener el baño en mejores condiciones de trabajo. Estas modificaciones son:
• Mejorar los sistemas de desengrase
• Utilizar equipos de refrigeración para mantener la temperatura constante
• Controlar la concentración de cinc en valores bajos.
Cuando esto no es suficiente se puede recurrir a técnicas como :
• Electrólisis que consigue una menor producción de residuos debido a la electrodeposición de las impurezas metálicas en el cátodo.
• Electrodiálisis que minimiza la generación de resid uos al recuperar la materia prima.
BAÑO DE COBRE CIANURADO
Una primera recomendación para reducir la generación de residuos y además peligrosos, por la presencia en ellos es el cianuro, sería la sustitución de los baños de cobre cianurado por “baños de cobre alcalino sin cianuro”. Las ventajas que aporta este tipo de baños, a parte de una buena velocidad de deposición a bombo, es una menor generación de lodos residuales debido a la menor concentración del metal en el baño así como ausencia de envases contaminados por cianuro.
Otras alternativas para minimizar la producción de los residuos es introducir modificaciones en equipos auxiliares y actividades. Se proponen prácticas que consiguen alargar la vida del baño y por consiguiente reducir la generación de residuos:
• La filtración continuada de sólidos en suspensión purifica el baño. Aunque se genera un nuevo residuo sólido del filtrado.
INFORME TÉCNICO METALMECÁNICO
AIMME
58
• La adsorción con carbón activo consigue retirar del baño materia orgánica que no retiene la filtración. Hay que considerar un nuevo residuo, el carbón activo agotado.
• Eliminar el exceso de carbonatos mediante hidrólisis y cristalización (cobre cianurado), generando un nuevo residuo sólido.
El empleo de técnicas de reciclaje también conlleva la reducción de los residuos:
• Electrólisis . gracias a la electrodeposición de impurezas la producción de residuos es menor.
• Ósmosis inversa . Reducción en la generación de residuos en la misma proporción en la que se recupera la materia prima.
BAÑOS Y PASIVADOS
DE CROMO
HEXAVALENTE
En los baños de cromo hexavalente se proponen prácticas que en muchos casos van dirigidas a reducir la presencia de Cr(VI) en el efluente. Las opciones son:
• Sustituir los baños de Cr(VI) por baños de Cr(III). Se generan menos cantidad de lodos debido a la menor concentración de cromo presente en el baño.
• Sustituir baños de Cr(VI) por baños a base de aleaciones de estaño – cobalto . Este baño genera menos cantidad de lodos, cuando se realiza su tratamiento final. El tratamiento del baño además se realiza por oxidación.
• Sustituir cromatizados con cromo hexavalente por pasivados exentos de cromo. Al eliminar el cromo de la formulación del baño se generan menos lodos.
• Implantar enjuagues ECO de recuperación de arrastres alarga la vida del baño y reduce la generación de baños agotados.
Las técnicas de reciclaje también consiguen minimizar la producción de residuos:
• Electrodiálisis : elimina contaminantes del baño, lo que permite reducir la frecuencia de cambio del baño. Con este sistema se mejora la calidad de las piezas con lo que se reducen los residuos asociados a piezas rechazadas o no conformes.
• Intercambio iónico : elimina impurezas de cromo trivalente y de hierro y además consigue recuperar ácido crómico. Todo ello se traduce en un menor volumen de lodos consecuencia de la reducción de la carga contaminante en las aguas.
BAÑO DE LATÓN
Para reducir los residuos generados en los baños de latón se propone introducir modificaciones en los equipos auxiliares y en actividades complementarias. Se trata de prácticas que van a alargar la vida del baño al retirar en continuo contaminantes presentes en el mismo, aunque por
INFORME TÉCNICO METALMECÁNICO
AIMME
59
otra parte se generan nuevos residuos que habrá que considerar.
• Filtración continuada : elimina los sólidos en suspensión. Se genera un nuevo residuo sólido procedente del filtrado.
• Carbón activo : purifica el baño alargando la vida del mismo. El nuevo residuo que se genera es el carbón activo agotado.
• Hidrólisis y cristalización elimina el exceso de carbonatos. Se produce un residuo sólido consecuencia de la precipitación de los carbonatos.
BAÑO DE NÍQUEL
Al igual que en otros baños, se proponen prácticas que consiguen alargar la vida del baño al retirar del mismo sólidos en suspensión o materia orgánica responsables de que el baño se agote. Aunque estas modificaciones no están exentas de la generación de otro tipo de residuos.
• Filtración en continuo .
• Adsorción con carbón activo . Aparece un nuevo residuo, el carbón activo agotado.
• La electrólisis selectiva elimina impurezas del baño con lo que el volumen de lodos es menor.
Otra posibilidad es emplear técnicas de reciclaje que consiguen minimizar la generación de residuos en la misma proporción que recuperan materia prima del baño. Así se propone para el baño de níquel:
• El intercambio iónico .
• La ósmosis inversa .
• La electrodiálisis.
BAÑO DE ORO
La vida de los baños de oro se puede alargar eliminando impurezas del mismo mediante:
• Filtración en continuo de sólidos en suspensión (considerar el nuevo residuo procedente del filtrado)
• Filtros de cartuchos impregnados débilmente con carbón activo . En este caso se generan nuevos residuos: un residuo sólido procedente del filtrado y el propio filtro agotado.
También se puede acoplar a los baños de oro las siguientes técnicas de reciclaje:
• Electrólisis que retira de circulación las impurezas metálicas, con lo que el volumen de residuos es menor.
• Intercambio iónico . Capaz de retener impurezas metálicas en las resinas de intercambio iónico.
BAÑO DE PLATA
Cualquier práctica o técnica que permita eliminar las impurezas del baño de plata supone una reducción de generación de residuos. Así se propone:
• La filtración en continuo para eliminar los sólidos en

INFORME TÉCNICO METALMECÁNICO
AIMME
60
suspensión.
• La adsorción de impurezas mediante carbón activo .
• La eliminación del exceso de carbonatos mediante hidrólisis y cristalización .
Aunque estas técnicas no están exentas de generar residuos, así aparecen nuevos residuos como el procedente del filtrado, el carbón activo agotado y el precipitado de los carbonatos.
En este tipo de baños es habitual utilizar técnicas como la electrólisis o la electrodiálisis para recuperar materia prima reduciendo en el mismo porcentaje el volumen del residuo.
BAÑO DE FOSFATADO
El baño de fosfatado tiene una duración relativamente corta debido a la acumulación de lodos de fosfato.
• La vida de estos baños se puede alargar mediante filtración en continuo , que elimina los lodos depositados así como los sólidos en suspensión. Uno de los sistemas más empleados son los filtros banda .
• El empleo de agua desionizada en la formulación de baños de fosfatado evita la formación de lodos de fosfato cálcico, que dificultan el funcionamiento correcto del baño
BAÑO DE ESTAÑO
La introducción de enjuagues ECO después de los baños, permite la recuperación de arrastres a los baños de estaño alarga la vida del baño y reduce la generación de baños agotados.
ENJUAGUES
La carga contaminante presente en las aguas de lavado se debe a los arrastres del baño sobre la superficie de las piezas.
Las especies químicas que se pueden encontrar en las aguas de lavado debido a los arrastres son las propias sales del baño como: cianuros y algunos iones metálicos (cinc, cromo VI, níquel, cobre, estaño, plata, cadmio, plomo,...)
Los factores que determinan la carga contaminante de las aguas de enjuague debido al arrastre son: tipo de pieza a recubrir, tipo de maquinaria (bombos o bastidores), tiempo de escurrido, viscosidad de la solución, tensión superficial en el baño y grado de automatización del proceso. Factores sobre los que se puede incidir para reducir los arrastres y con ello la carga contaminante de los enjuagues.
Acoplando equipos de purificación y tratamiento (ósmosis inversa o intercambio iónico ) a los enjuagues es posible eliminar en continuo los iones insolubles (calcio y carbonatos) responsables de la producción de lodos, permitiendo el reciclaje de las aguas de enjuague y reduciendo la cantidad de agua a tratar y por tanto la generación de lodos, permitiendo el reciclaje del agua de enjuague y reduciendo la cantidad de agua a tratar y por tanto la generación de lodos.

INFORME TÉCNICO METALMECÁNICO
AIMME
61
PIEZAS DEFECTUOSAS
Las piezas defectuosas no siempre se convierten en un residuo, pueden ser valorizadas si es posible: • Eliminar la capa depositada defectuosamente y volver a
introducirlas en el proceso productivo
• En el caso en que no se puedan reintroducir en el proceso pueden ser gestionadas como chatarra .
RESIDUOS GENERADOS POR FUGAS, DERRAMES Y REBOSES
Las pérdidas por reboses se deben al momento de introducir los bombos y/o bastidores en las cubas. Los derrames se producen durante el transporte de bombos y bastidores. Las fugas se pueden producir en juntas, válvulas, envases en mal estado, etc.
Para prevenir las fugas y derrames es conveniente:
• Almacenar los contenedores de manera que la posibilidad de rotura sea mínima
• Asegurarse de que todos los contenedores siguen un programa de mantenimiento y están en buenas condiciones
• Utilizar los tanques de almacenamiento y los contenedores según las recomendaciones del fabricante
• Reservar áreas de contención alrededor de los tanques o de las zonas de almacenamiento
• Almacenar los materiales en áreas donde la probabilidad de fugas sea menor
• Establecer procedimientos formales y controles administrativos para todas las operaciones de carga, descarga y transferencia.
• Llenar los tanques por el fondo
• Instalar alarmas de rebose en los tanques de almacenamiento
• Instalar un sistema de válvulas de seguridad
DISOLVENTES
Se emplean para el desengrase de piezas, generalmente antes de los procesos de pintura / barnizado, y generalmente después del proceso de lijado / pulido.
• El sistema de reciclaje de disolvente por destilación permite recuperar los disolventes para asegurar la continua reutilización en la instalación. El principio de la destilación está basado en la diferencia de volatilidad entre los componentes de una disolución.
La destilación al vacío permite reducir las temperaturas de ebullición. Esta técnica es adecuada para el reciclaje de disolventes inflamables o que se puedan descomponer a altas temperaturas.
INFORME TÉCNICO METALMECÁNICO
AIMME
62
OPERACIONES AUXILIARES SECTOR TRATAMIENTO DE SUPERF ICIE
ELECTROLISIS
Los cátodos metalizados procedentes del proceso de electrolisis, se pueden valorizar debido a su contenido en metal depositado, las posibilidades que se proponen son:
• Venderlos al contravalor del metal (caso de metales preciosos).
• Utilizarlos como ánodos en baños electrolíticos .
En el caso de metales no nobles, se puede recuperar el metal mediante su redisolución química para su posterior reciclaje al baño.
CARBÓN ACTIVO El carbón activo con restos de lodos es posible reutilizarlo tras un proceso de desorción que elimina los restos de materia orgánica adsorbida.
FILTROS USADOS Los filtros que presentan restos de lodos es posible reutilizarlos después de una operación de lavado.
BOLSAS ANÓDICAS Siempre que sea posible, se pueden reutilizar después de un lavado.
LODOS METÁLICOS
Los lodos metálicos, son después de los baños agotados, la corriente residual más importante en cuanto a cantidad y toxicidad producida en el sector galvánico. Dependiendo de la composición metálica de los lodos será posible su gestión vía recuperación (caso de metales valiosos). En cuanto a la cantidad de lodos generada hay que tener en cuenta que un tratamiento deficiente de las aguas residuales puede conllevar: • Un mayor contenido en agua , por tanto mayor volumen de
lodos,
• Trazas de compuestos problemáticos, como cianuros, cromo hexavalente, etc
• Cantidades excesivas de floculante que incrementan los costes de gestión o dificultan el destino de los lodos.
SECTOR DE GALVANIZADO
BAÑOS DE MORDENTADO AGOTADOS
Los baños agotados de mordentado contienen cloruros de cinc, hierro y amonio.
Se puede minimizar la producción de los hidróxidos de hierro debido a la regeneración del baño de mordentado colocando un lavado estanco previo al mordentado.
Los baños de mordentado agotados pueden ser valorizados externamente por el mismo suministrador para recuperar las sales y reutilizarlas en la preparación de nuevos baños.
INFORME TÉCNICO METALMECÁNICO
AIMME
63
Los lodos férricos generados pueden utilizarse para saturar el decapados agotado, consiguiendo una solución rica en cloruro férrico que podrá ser utilizada como subproducto por sus propiedades coagulantes.
MATAS DE CINC
Están compuestas por cinc, hierro óxido de cinc y de aluminio.
La cantidad de mata de cinc generada puede minimizarse mediante:
• Un lavado estanco de las piezas tras el decapado y para evitar el arrastre de sales de hierro al baño.
• Utilizando mordientes de baja concentración .
• Regenerando en continuo el mordentado.
• Mediante el control de la temperatura del baño de cinc.
• Evitando el sobredecapado de las piezas.
• Trabajando a bajas temperaturas de galvanización para evitar el sobrecalentamiento local del baño.
Las matas de cinc tienen un potencial de valorización muy alto por su elevado contenido en este metal (95% de cinc y 5% de hierro) por lo que su destino suele ser las fundiciones de cinc.
CENIZAS DE CINC
Las cenizas contienen cinc, hierro, óxido de cinc y aluminio.
Para minimizar la formación de cenizas de cinc se recomienda reducir la concentración de sales en el baño de mordentado y después someter las piezas a un proceso de secado.
Este residuo puede ser vendido a fundiciones de cinc.
SALPICADURAS DE CINC
El contenido de las salpicaduras presenta cinc, hierro, óxido de cinc y aluminio.
• El secado de las piezas tras el mordentado minimiza las salpicaduras de cinc por evaporación del agua adherida a las piezas al ser sumergidas en el baño de cinc fundido.
• La utilización de campanas móviles , que se utilizan para la extracción de humos, facilita la recogida y reutilización de las salpicaduras de cinc.
• Las salpicaduras de cinc, al igual que las matas y las cenizas pueden venderse a fundiciones de cinc para la obtención de cloruro de cinc.
POLVO DE FILTRACIÓN
Polvo de los filtros procedente de los sistemas de captación de humos de sales de mordentado que se forman al entrar en la cuba de galvanizado. Este polvo contiene cloruros de amonio, cinc, potasio, aceites y grasas arrastradas.
Para minimizar la formación de estos humos es conveniente reducir la concentración en el baño de mordentado.
Puede ser valorizado externamente por el mismo fabricante del mordiente.

INFORME TÉCNICO METALMECÁNICO
AIMME
64
TRATAMIENTOS TÉRMICOS
ACEITE DE TEMPLADO
Se emplea para enfriar las piezas después de un proceso de templado. Con el tiempo el aceite se carga de impurezas y es necesario cambiarlo.
Se puede realizar una valorización energética del aceite a través de un gestor externo.
TRATAMIENTO CON ELEMENTOS ABRASIVOS
ARENA DE GRANALLADO
Son las partículas abrasivas que se utilizan en el proceso de proyección en seco (granallado). La granalla que no ha impactado con la pieza puede aspirarse, y tamizarse y recuperarse en el proceso.
El tamizado elimina el polvo y los restos de granalla rotos así como los restos de partículas metálicas eliminadas de la pieza como consecuencia del proceso.
FUNDICIÓN Y MOLDEO
MATERIAL REFRACTARIO
Es el material que recubre el interior de los hornos de fundición. Periódicamente debe ser retirado, debido a la erosión producida por el material fundido.
Se puede recuperar para utilizarlo como material de relleno en construcción, carreteras, etc.
ESCORIAS
Son las impurezas que salen a la superficie del metal fundido. Normalmente se eliminan de la superficie mediante rasquetas.
En función del tipo de metal fundido, pueden llevar un porcentaje más o menos importante de dicho metal. Se pueden recuperar o valorizar externamente mediante gestor autorizado que los transformará en lingotes del metal original.
ARENA DE MOLDES
La arena se origina en el proceso de desmoldeo, cuando se rompen los moldes de arena para obtener la pieza.
La reutilización de arena de los moldes usados para la formación de nuevos moldes permite reciclar la arena y ahorrar los costes de transporte y descarga. La instalación de reciclaje constará de los siguientes elementos:
• Contenedor para la trituración de agregados
• Tamiz para eliminar las fracciones inutilizables
• Aspiración y filtración de finos
• Transporte de aire comprimido que propulse la fracción de arena reciclada a un silo donde será almacenada
• Silo con una sistema de dosificación para alimentar la arena y facilitar el mezclado arena nueva / arena reciclada.
RESTOS METÁLICOS
Proceden de las mazarotas, reboses y rebabas, eliminadas de piezas al salir del molde
Se pueden reciclar internamente introduciéndolas de nuevo en el horno de fundición.
INFORME TÉCNICO METALMECÁNICO
AIMME
65
Los restos metálicos que no pueden ser reutilizados internamente, debido al exceso de arena, etc se pueden valorizar externamente, a través de gestores de chatarras, que los vuelven a fundir para recuperar el metal.
PIEZAS DEFECTUOSAS Las piezas que no corresponden con las especificaciones pueden ser introducidas de nuevo en el horno de fundición si es posible, o en caso contrario son eliminadas con la chatarra.
MECANIZADO Y PROCESOS DE CORTE
TALADRINAS
Son los fluidos de corte empleados durante el proceso de mecanizado, que tienen como misión lubricar y refrigerar el contacto pieza / herramienta y enfriar la pieza durante el corte. Suelen ser una mezcla en agua a una concentración entre el 5 y el 10%. Las características de los fluidos de corte varían con el tiempo, por lo que periódicamente es necesario sustituirlos.
• La mejor forma de alargar la vida de la taladrina es realizar un mantenimiento regular mediante control de parámetros: pH, bacterias y microorganismos, concentración de taladrina, etc. Respetando las concentraciones establecidas por los proveedores
• La filtración en continuo de la taladrina permite eliminar sólidos arrastrados y virutas. Los sólidos se retiran y la taladrina se vuelve a introducir en el proceso.
• Eliminación en continuo de aceites y grasas mediante rasquetas superficiales en el depósito de taladrinas, para mantener constante sus propiedades iniciales.
• La utilización de boquillas regulables permite controlar factores como: ángulo de incidencia, diámetro de salida y caudal de fluido, por tanto se puede reducir la cantidad de taladrina consumida y de esta forma reducir la producción de residuos asociados.
• Los recortes / virutas impregnados en fluidos de corte pueden recogerse sobre un tamiz o malla metálica que retenga los sólidos y deje pasar los fluidos de corte. Estos fluidos de corte son recogidos en un depósito y pueden ser utilizados en el mismo proceso.
• La microlubricación consiste en la pulverización de fluidos de corte mediante gotas muy finas. Este sistema de aplicación de taladrina permite reducir el consumo de fluidos de corte y facilita la valorización de los recortes, prácticamente secos.
VIRUTAS METÁLICAS
Y RECORTES
Se producen en el conformado de las piezas, durante el mecanizado con herramientas de corte. También proceden de las rebabas, virutas y recortes eliminadas de piezas procedentes de fundición, o estampación.
• Las virutas se pueden valorizar externamente , a través de gestores de chatarras. El metal es fácil de recuperar mediante fusión.

INFORME TÉCNICO METALMECÁNICO
AIMME
66
• La separación selectiva de las chatarras, en función del metal de partida, acero, latón, etc. facilita la tarea en caso de valorización externa del metal.
• Los equipos de centrifugación de virutas permiten la eliminación del aceite de corte / taladrina que impregna el metal, lo que disminuye la cantidad de residuo peligroso y la posible recuperación del aceite de corte / taladrina
• El soplado de las piezas mecanizadas mediante pistolas de aire comprimido sobre las zonas de la pieza que hayan sufrido una operación de corte / perforado, permite eliminar los arrastres de fluido de corte que hubieran podido quedar sobre la pieza. La recogida de estos arrastres en un contenedor permite además su reciclaje.
PIEZAS DEFECTUOSAS Las piezas que no corresponden con las especificaciones pueden ser remecanizadas , si es posible o en caso contrario son eliminadas con la chatarra.
APLICACIÓN DE PINTURA / BARNIZ
APLICACION DE PINTURA
Introducción de buenas prácticas en el proceso de pintura garantizan una correcta aplicación y reducen la cantidad de residuos asociados al proceso.
Entre otras acciones se puede realizar:
• Escurrir los recipientes y los bidones de pintura, para aprovechar al máximo su contenido,
• Vaciar completamente un recipiente antes de empezar uno lleno evitando tener contenedores medio llenos
• Programar los cambios de color para reducir al máximo los excedentes.
• Regular los parámetros de aplicación de pintura (presión de aire, distancia pieza-pistola, ángulo de aplicación, caudal de pintura, forma y tamaño del cono de aplicación, etc.) con el fin de regular las pérdidas por overspray.
• Hacer pasar bolas por el interior de las conducciones para arrastrar el exceso de pintura de su interior
• Mantener los recipientes bien cerrados después de su utilización.
• Asegurar un buen funcionamiento de todo el equipo a utilizar, mediante mantenimiento y limpieza periódica, etc.
• Utilizar pistolas HVLP , que ofrecen rendimientos de aplicación mejores que las pistolas aerográficas convencionales de aire comprimido. Esto implica, no solamente un ahorro de pintura y disolvente, sino también una disminución de las emisiones de COVs y partículas en suspensión.
• El control del espesor de la película de pintura, permite reducir en un porcentaje importante el consumo de materias primas, la generación de residuos asociados al overspray y
INFORME TÉCNICO METALMECÁNICO
AIMME
67
también la reducción de los residuos asociados a las piezas defectuosas.
PINTURA EN POLVO La pintura en polvo que no se deposita sobre la pieza se puede aspirar mediante un ciclón , el ciclón separa el polvo de pintura de la corriente de aire, permitiendo su reutilización en el proceso
RESIDUOS DE CABINAS DE PINTURA
El objetivo de una cabina de pintura es recoger el pulverizado de pintura que no se aplica sobre la pieza y eliminar los vapores de disolvente del área de trabajo. Este Una opción alternativa a las cabinas de pintura con cortina de agua son las cabinas de pintura con filtros secos. En las cabinas con filtros secos, el aire se separa de las partículas del medio filtrante conduciéndose posteriormente a través de la atmósfera, sustituyéndose el filtro cuando esté totalmente colapsado de partículas (reducción de la eficacia de recogida). Los filtros agotados son la principal fuente de residuos generado por las cabinas secas. Los filtros secos recogen entre el 85 y 95% de las partículas.
MANTENIMIENTO
MANTENIMIENTO PREVENTIVO
El mantenimiento preventivo de maquinaria y equipos, permite reducir la generación de productos fuera de especificación, las fugas y los derrames.
El mantenimiento consiste entre otras tareas, en una inspección y limpieza periódica de equipos e instalaciones, incluyendo la lubricación, verificación y sustitución de piezas usadas / desgastadas, etc.
ACEITE HIDRÁULICO
El aceite hidráulico está presente en los circuitos internos de máquinas como prensas, estampadoras, etc. Periódicamente es necesario reponer su nivel o sustituirlo completamente, si no cumple las condiciones adecuadas.
• Se puede evitar el cambio de aceite mediante un control continuo de sus propiedades, ajustando el nivel cuando sea necesario.
• El aceite hidráulico agotado se puede reutilizar internamente como aceite lubricante.
FUGAS DE ACEITE
En principio, se deben evitar todo tipo de fugas y/o derrames mediante:
• Verificación de indicadores de nivel .
• Realización de inspecciones periódicas de los mecanismos y de los equipos, para verificar si están bien ajustados y se encuentran en buen estado de funcionamiento.
• Inspección de juntas y uniones donde es más probable que se produzcan fugas de aceites.
Si no se pueden evitar, entonces se deberá:

INFORME TÉCNICO METALMECÁNICO
AIMME
68
• Verificar que las fugas de aceite no caigan sobre superficies calientes, para minimizar riesgos de incendio y futuros residuos.
• Recoger las posibles fugas en un contenedor situado debajo del equipo.
LIMPIEZA DE EQUIPOS / PIEZAS / INSTALACIONES
DISOLVENTES
Para reducir al máximo los residuos asociados a la limpieza con disolventes se deberían seguir estas recomendaciones:
• Sustituir la limpieza química por limpieza mecánica siempre que sea posible
• Reutilizar el disolvente siempre que sea posible
• Para la limpieza de equipos con disolvente, emplear un sistema en cascada o a contracorriente, utilizando para la primera limpieza el disolvente más sucio y en la limpieza final el disolvente nuevo.
LIMPIEZA GENERAL
En las operaciones de limpieza general de equipos e instalaciones se deberán seguir las tareas enumeradas a continuación:
• Emplear pulverizadores de agua / vapor con el fin de reducir consumos de agua y / o productos de limpieza
• Emplear agua provista de tensoactivos u otros productos similares: emulsificantes, etc.
• Reutilizar el agua usada para una primera limpieza en otras secciones
RESIDUOS EN GENERAL Estos residuos se pueden producir en cualquier sección y son independientes del tipo de actividad considerada.
MATERIAS PRIMAS CADUCADAS
Son materias primas deterioradas por causa de un almacenamiento incorrecto.
• Para evitar este residuo, las materias primas deberán ser almacenadas correctamente en un lugar fresco, seco y protegido de la luz y de la intemperie.
• Será necesario separar las materias primas en función de su composición para evitar reacciones intempestivas entre sustancias incompatibles
• Los recipientes de almacenamiento deberán ser compatibles con el material a almacenar. Esto es especialmente útil para el caso de los transvases.
En cuanto a la utilización de materias primas se deberán seguir las tareas enumeradas a continuación:
INFORME TÉCNICO METALMECÁNICO
AIMME
69
• Vaciar completamente un recipiente antes de empezar uno lleno evitando tener contenedores medio llenos
• Mantener los recipientes bien cerrados después de su utilización.
FUGAS Y DERRAMES
• Disponer de contenedores de retención en las zonas de transferencia y almacenamiento, alejados del agua y de los desagües, para evitar la propagación de los residuos.
• Disponer de un doble contenedor con el fin de aislar los distintos productos que se puedan verter en caso de accidentes.
ENVASES
Los envases vacíos que han contenido sustancias peligrosas son considerados como residuos peligrosos, para minimizar su producción se pueden adoptar las siguientes recomendaciones:
• Comprar productos a proveedores que estén adheridos a un sistema de depósito, devolución y retorno , de forma que los envases vacíos de puedan rellenar con el mismo productos y sean suministrados de nuevo al cliente.
MATERIAL ABSORBENTE CONTAMINADO
Estos productos se utilizan habitualmente para la recogida de derrames (serrín), como para la limpieza de piezas (trapos) presentan los siguientes inconvenientes:
El serrín es difícil de recoger se sitúa por debajo de las máquinas y es arrastrado por toda la empresa como consecuencia de las pisadas y de los pasos de vehículos, lo que genera suciedad en toda la empresa. Además es necesario utilizarlo en exceso para conseguir que todo el derrame sea recogido.
Los trapos utilizados en la limpieza de piezas y para lubricación suelen ser restos textiles, se deshilachan con facilidad y su poder de absorción es bastante limitado.
Los mejores sustitutos son entre otros las fibras de polipropileno no hilado , estas fibras tienen un aspecto consistente, no se deshilachan, resiste pisadas y tiene un poder absorbente conocido, aproximadamente de 1 L / m2 de material.

INFORME TÉCNICO METALMECÁNICO
AIMME
70
5.2.6 CONTAMINACIÓN ACÚSTICA La contaminación acústica es un aspecto medioambiental bastante relevante en el sector metal mecánico. El ruido de fluidos en movimiento se origina por las variaciones temporales de presión y velocidad de fluidos. Los procesos de combustión, los ventiladores y los sistemas hidráulicos, son ejemplos claros de ello. El ruido generado mecánicamente se crea por vibraciones de los componentes de la máquina que ven alterado su estado por fuerzas dinámicas generadas, por ejemplo, por impactos o masas desequilibradas. Las vibraciones se transmiten a las superficies que irradian ruido, tales como carcasas de máquinas, útiles de trabajo, etc.
Los principales focos generadores de ruido que nos podemos encontrar en las empresas del sector del metal son los siguientes:
• Máquinas de estampación • Máquinas de vibración • Motores de maquinaria en general • Máquinas de corte y mecanizado como: punzonadoras, esmeriladoras,
rectificadoras, tornos, etc. • Máquinas de lijado / pulido • etc
Otros equipos auxiliares presentes en la empresa con un potencial elevado de generación de ruido son:
• Motores ubicados en el exterior de la empresa como: compresores, ventiladores, sistemas de refrigeración, etc
• Sistemas de transporte interno: carretillas, máquinas-pala • Extracción de gases
Todos estos equipos presentan unos elevados niveles de potencia acústica, que pueden ser transmitidos al exterior de la empresa creando un impacto ambiental negativo. Esto se agrava si las puertas de la empresa están abiertas, o si tiene ventanas o lucernarios en mal estado, lo que facilita la transmisión del ruido al exterior.
El ruido se debe reducir a los niveles más bajos posibles, teniendo en cuenta el progreso técnico, los procesos productivos, las tareas y las medidas correctoras de ruido. Las medidas correctoras pueden aplicarse tanto a la fuente de ruido (emisión) como entre la fuente y el receptor (camino de transmisión).
Las acciones preventivas en materia de contaminación acústica incluyen:
• La selección de equipos con bajo nivel de generación de ruido. Durante el proceso de compra de cualquier máquina potencialmente emisora de ruidos, se deberá escoger siempre aquella que sea más silenciosa. La maquinaria vieja o en mal estado se deberá sustituir progresivamente por otros equipos con menor emisión de ruido.
INFORME TÉCNICO METALMECÁNICO
AIMME
71
• Aislamiento de fuentes contaminantes mediante barreras o cerramientos ajustados al tipo de maquinaria. El uso de barreras acústicas permite aislar la fuente de ruido, reduciendo en algunas ocasiones hasta el 50% del nivel de contaminación acústica.
• Insonorización de los equipos generadores de ruido mediante cabinas de aislamiento acústico, barreras acústicas, silenciadores de absorción, etc.
• Instalar superficies amortiguadoras que reduzcan los impactos mecánicos y eviten vibraciones (gomas) o amortiguadores en los soportes de equipos en uniones entre elementos diferentes y en las mesas de trabajo. Estas superficies deberán asimismo impedir la transmisión del ruido a través de los elementos constructivos.
• Evitar las turbulencias en las salidas de gases de las chimeneas • Usar vehículos eléctricos , para el transporte de materias primas en el interior
de la empresa. • El acondicionamiento acústico de las empresas permite reducir la transmisión
de ruido al exterior. Este sistema se basa en el uso de materiales aislantes en la construcción y acondicionamiento de paredes y techos. Este aislamiento deberá complementarse con ventanas de doble acristalamiento con cámara de aire intermedia y con el perfecto ajuste de puertas y sellado de juntas orificios, conductos, etc.
• El pavimento poroso en el interior y el exterior de la empresa reduce el ruido producido por el roce de los neumáticos de los vehículos (carretillas, camiones, etc.) con el pavimento.
• Mantenimiento preventivo de equipos generadores de ruidos, incluyendo equipos y vehículos, poniendo especial hincapié en el engrasado y limpieza de partes móviles; ya que cualquier defecto de mantenimiento como: mala lubricación, defectos de alineamiento, piezas desequilibradas o flojas aumentan los niveles de ruido.
• Fijar planes de control de ruido que incluyan la elaboración de mapas de ruido dentro y en el perímetro de la empresa

INFORME TÉCNICO METALMECÁNICO
AIMME
72
5.3 REDUCCIÓN DEL IMPACTO AMBIENTAL EN LA DISTRIBUCIÓN
ENVASES Y EMBALAJES El diseño de envases y embalajes es una de las posibles vías para reducir el impacto ambiental en las etapas de distribución, comercialización y uso. El diseño del embalaje debe ser adecuado al tipo de producto, al sistema de almacenamiento y distribución, esto facilitará su transporte, y asegurará que las piezas/productos lleguen sin desperfectos a su lugar de destino. Un embalaje excesivo conlleva un mayor consumo de materias primas y un aumento de residuos en el lugar de destino. Es conveniente disminuir dentro de lo posible el embalaje para transporte entre procesos intermedios o entre empresas subcontratadas. La disminución del peso del material de embalaje puede efectuarse mediante una optimización del sistema de embalaje actual o mediante la búsqueda de un sistema totalmente nuevo de embalaje y apilado que permita soportar las cargas durante el transporte. Una forma de minimizar el impacto de los envases y embalajes, consiste en utilizar materiales reciclados como cartón o plástico en el envasado del producto. También se puede reducir la utilización de materiales no biodegradables (flejes) en el envasado del productos terminado, o bien optimizar la utilización de envases de cartón (minimizar el gramaje del cartón, utilizar menor cantidad de tintas en el marcado de los envases, etc). Los envases de un solo uso se convierten una vez utilizados en residuo. Es conveniente, en los casos en los que sea posible reutilizar los envases y embalajes de distribución: palets de madera, contenedores metálicos para piezas, etc. Este proceso es factible entre empresas subcontratadas y permite reducir los impactos asociados a los envases y embalajes. TRANSPORTE Además del envasado y embalaje, la incidencia sobre el medio ambiente de la distribución del producto está esencialmente ligada a las necesidades de transporte. Es entonces importante reducir estas necesidades.El transporte desde el centro de producción hasta el distribuidor o el usuario final debe ser lo más eficiente posible buscando sistemas de distribución menos contaminantes y optimizando su logística. Se trata por ejemplo de optimizar las cantidades de producto a entregar, y el número de trayectos gracias a un análisis logístico. La utilización de contenedores de tamaño homogéneo facilita el transporte ya que la unidad de transporte pasa a ser el propio contenedor, en lugar de emplear métodos no estandarizados. Estos contenedores permiten además maximizar las cargas y por tanto reducir el número de viajes necesarios para el transporte de los productos.

INFORME TÉCNICO METALMECÁNICO
AIMME
73
5.4 REDUCCIÓN DEL IMPACTO AMBIENTAL EN EL USO En numerosas ocasiones, los análisis medioambientales han demostrado que si un producto (como por ejemplo: lavadoras, lavavajillas, coches, cafeteras, etc) consume energía o combustibles fósiles durante su uso, es en esta etapa cuando se produce un mayor impacto ambiental. En otras ocasiones, la utilización de un producto implica el empleo de elementos consumibles como agua, detergentes, filtros, aceite, etc lo que provoca impactos ambientales que no están asociados a la funcionalidad del producto. El ecodiseño permite en estos casos, concebir el producto o rediseñarlo de forma que el usuario no tenga posibilidad de desperdiciar o malgastar materiales o recursos, ni buscar productos alternativos más respetuosos con el medio ambiente. Las mejores estrategias para reducir el impacto ambiental en la fase de utilización están basadas en las siguientes actuaciones:
• Reducir el consumo de energía, combustibles y consumibles necesarios para el funcionamiento del producto
• Utilización de energía y consumibles más limpios • Optimización del período de vida del producto • Reducir la producción de emisiones, vertidos, residuos, ruidos y demás impactos
negativos durante la utilización del servicio. REDUCCIÓN DE CONSUMOS DE ENERGÍA Y CONSUMIBLES Una de las formas de diseñar productos que presenten un bajo consumo energético durante su utilización consiste en realizar, entre otras, las siguientes actuaciones:
• Emplear para su montaje componentes que se conozca que consuman menos energía o consumibles. Por ejemplo: filtros permanentes en las máquinas de café
• Si la energía se emplea para mover el producto, los productos deberán ser lo más ligeros posible. Esto además disminuye el uso de materiales y facilita su manejabilidad.
• Si la energía se emplea para calentar sustancias, se deberá reducir las pérdidas de calor mediante aislamiento térmico.
• Emplear dispositivos, como temporizadores, termostatos, etc que permitan la desconexión o el corte de energía cuando el producto no se encuentre en uso.
• Estudiar la posibilidad de reutilizar los consumibles: reciclaje de agua, alargar la vida del aceite, etc.
• Proporcionar instrucciones claras sobre la forma de manejo del producto, para evitar que éste sea utilizado erróneamente
UTILIZACIÓN DE ENERGÍA Y CONSUMIBLES MÁS LIMPIOS El empleo de fuentes de energía, combustibles y consumibles más limpios, reduce en gran medida los impactos negativos medioambientales como por ejemplo emisiones o residuos. En principio se deberá estimular el uso de fuentes de energía limpia como energía eólica, hidráulica o solar, o si no es posible, escoger de entre las posibles fuentes de energía disponibles, aquellas menos dañinas. También se deberán emplear consumibles más limpios disponibles o en todo caso reciclarlos o reutilizarlos siempre que sea posible.

INFORME TÉCNICO METALMECÁNICO
AIMME
74
OPTIMIZACIÓN DEL PERÍODO DE VIDA DEL PRODUCTO El objetivo a alcanzar en esta actuación es proporcionar una alta calidad del producto aunque las condiciones de utilización no sean óptimas. Si el usuario percibe que el producto funciona correctamente, esto contribuirá a una buena apreciación del mismo y aumentará su vida útil. Una concepción robusta del producto, y por consiguiente la posibilidad de resistir condiciones adversas conllevará una larga vida del producto. En ocasiones el aspecto exterior de un producto determina frecuentemente el final de su vida útil, una superficie adaptada al uso debería ser insensible a impactos mecánicos, al rayado, etc y por tanto resistente a distintas condiciones de utilización. Este tipo de superficies ganarán en calidad y elegancia a lo largo de su utilización. Las superficies del producto metálico deberán ser resistentes a la corrosión mediante una protección simple y suficiente. La corrosión reduce la vida útil del producto metálico dificultando su reutilización y la de sus componentes. El producto deberá ser diseñado para asegurar una fácil limpieza y mantenimiento. Un producto en el que la limpieza resulta difícil o imposible presenta el riesgo de ser desechado prematuramente y convertirse en residuo. Esto se puede conseguir por medio de unas superficies que no fijen la suciedad o que al menos sean fáciles de limpiar. El empleo de componentes estandarizados en la concepción del producto facilitan su mantenimiento, y aseguran la disponibilidad de piezas de recambio en caso de que fuera necesario reparar el producto. REDUCCIÓN DE LA PRODUCCIÓN DE EMISIONES, VERTIDOS, RESIDUOS, ETC, DURANTE LA UTILIZACIÓN DEL PRODUCTO. El modo de utilización de un producto puede influir considerablemente en la generación de impactos negativos en el medio ambiente. Para reducir estos impactos se pueden seguir las recomendaciones que se señalan a continuación
• Minimizar las fugas o derrames en las máquinas o productos que empleen grandes volúmenes de consumibles.
• Diseñar el producto de forma que el usuario no pueda desperdiciar materiales auxiliares.
• Favorecer un comportamiento positivo en la utilización del producto mediante la introducción de consejos e información en las instrucciones: cantidad de detergente a utilizar en lavadoras, tiempo de cocción del producto, etc...

INFORME TÉCNICO METALMECÁNICO
AIMME
75
5.5 REDUCCIÓN DEL IMPACTO AMBIENTAL EN EL FIN DE VIDA El final de vida del producto se alcanza cuando el producto está obsoleto por causa del tiempo de utilización, desfasado debido a tendencias pasajeras, estética caduca, nuevas demandas de mercado, innovaciones tecnológicas, o bien por causa de averías, accidentes, etc. Una vez el producto llega a este estado es necesario sustituirlo, y así el producto en su totalidad se convierte en un residuo. Las prioridades a seguir al finalizar la vida útil de un producto se enumeran a continuación:
• Reutilizar el producto • Reciclar el producto o sus componentes • Depositar de forma segura el producto o sus componentes
REUTILIZACIÓN DEL PRODUCTO Una forma de extender la vida útil del producto es su venta o donación con el fin de reutilizar el producto. El empleo del producto para el mismo uso o, o encontrar un nuevo uso para el producto permite alargar su vida útil, minimizando la energía y los recursos naturales necesarios para construir un nuevo producto. Cuanto más retenga el producto sus propiedades originales para posteriores usos, mayor será la disminución de impactos medioambientales lograda. La reutilización del producto con otro fin es la única actuación posible cuando el producto original ha perdido su utilidad inicial y no se quiere retirar el producto. RECICLAJE DEL PRODUCTO O SUS COMPONENTES Cuando la reutilización del producto completo como unidad no es posible, es conveniente aprovechar algunas de sus piezas o componentes como paso previo a su deposición en vertedero. El fabricante debe facilitar la refabricación y el reciclaje y/o reutilización de los materiales y componentes que constituían el producto. Esta información se puede reflejar por ejemplo, en una guía que incluya la lista de materiales empleadas y las técnicas necesarias para facilitar el desmontaje de los componentes y productos. La selección de los materiales empleados debe realizarse siguiendo los criterios de reciclaje, por tanto se deberán elegir materiales que sean fáciles de reciclar. Las piezas deterioradas, partes de producto, componentes etc fabricados en materiales metálicos pueden ser fácilmente reciclables mediante procesos de fundición. La reducción y unificación del tipo de materiales empleados en la concepción del producto facilita el reciclaje del producto cuando finaliza su vida útil. El proceso de montaje / desmontaje deberá simplificarse al máximo debiendo garantizar además la reversibilidad del proceso. El uso de sistemas de unión de componentes como cierres comunes, piezas que encajen a presión, piezas atornilladas, etc facilitan el desensamblaje y la recuperación / reciclaje / reutilización de los componentes del producto. Uniones o ensamblajes que se separen con dificultad pueden provocar daños en las piezas o componentes al separarlas del producto, lo que imposibilita su recuperación.
INFORME TÉCNICO METALMECÁNICO
AIMME
76
La reducción de los tiempos de desmontaje disminuye los costes totales de reciclaje del producto. DEPOSICIÓN / DESARROLLO DEL PRODUCTO O SUS COMPONEN TES Las partes del producto que no puedan ser valorizadas, se deben poder separar de forma fácil del resto de los componentes del producto, con el fin de ser tratadas de forma conveniente. En el caso de que no se pueden separar los componentes, será necesario utilizar materiales compatibles de forma que se puedan reciclar o disponer juntos. Si los componentes son depositados finalmente en un vertedero, se deberá asegurar la baja toxicidad del conjunto. Los materiales tóxicos que contenga el producto, deben ser fácilmente separables para simplificar su tratamiento. El marcado de los componentes del producto permite la separación de los materiales reciclables del resto de los componentes del producto que contengan sustancias peligrosas o no reciclables.

INFORME TÉCNICO METALMECÁNICO
AIMME
77
6 PLAN DE ECODISEÑO En este apartado se realiza una propuesta consensuada entre los organismos participantes en el proyecto Ecodiseño que ha sido realizado por AIMME, AIDIMA, AIDO, Grupo Gestam y la Cámara de Valencia. Esta propuesta no pretende ser un fin en si mismo, sino un documento de trabajo que con su desarrollo pueda ser mejorado y adaptado a las necesidades de las empresas. El diseño industrial es un recurso esencial para las empresas, sin embargo, no todas son conscientes de los beneficios que su aplicación genera. Su importancia se hace mayor en un entorno actual caracterizado por la creciente competencia, la globalización y segmentación de los mercados, la rápida difusión de las tecnologías, la disminución temporal del ciclo de vida de los productos y la cada vez mayor exigencia de los consumidores. En este contexto, solo aquellas empresas capaces de diferenciar, así como de adaptar y modificar continuamente sus productos, podrán mantener su posición e incluso obtener una ventaja sobre sus competidores. En definitiva, el ecodiseño tiene como fin primero el crear valor a partir de la misma etapa de diseño. El objetivo del presente Plan es organizar y enmarcar una serie de actuaciones que promuevan, animen y ayuden a las empresas a implantar el ecodiseño como un factor estratégico y diferenciador. Siempre considerando como objetivo principal el de mejorar la competitividad de la empresa. Como objetivos específicos, el Plan se ha diseñado con el fin de dar respuesta a: 1. La falta de un conocimiento sencillo del impacto que se generan los productos y
servicios. 2. La falta de disponibilidad de ejemplos y experiencias para valorar la alternativa a
los productos y servicios actuales. 3. La falta de conocimiento de la legislación medioambiental exigible y
condicionante a la hora del diseño de productos y servicios. 4. La falta de conocimiento sobre el valor que añade el diseño de productos. El
diseño requiere el trabajo conjunto de varios departamentos de la empresa, y en ocasiones de agentes externos a la misma.
5. La relación empresa-diseñador y el desconocimiento acerca de las funciones o tareas a desarrollar por cada una de las partes.
6. La inexistencia de una metodología de trabajo en el que analizar la contribución del diseño industrial, y en concreto del ecodiseño, en los resultados de la empresa. La dificultad a la hora de cuantificar los beneficios o resultados derivados de los proyectos de Ecodiseño, hace que muchas empresas no integren esta variable en su estrategia empresarial. En este sentido, es la evidencia la que ha sugerido en la mayor parte de los casos la existencia de un consenso en torno a la relación positiva entre el diseño y los resultados de las empresas y aún más si se ha contemplado el factor ambiental.
Si el diseño industrial aumenta la competitividad de las empresas, el ecodiseño mejorará el proceso de desarrollo de productos y permitirá diversificar la cartera de productos. También es un motor de la innovación, un frente de acciones preventivas del impacto medioambiental y, además, contribuye a la mejora de la imagen de las empresas, de sus productos y marcas, a fidelizar y satisfacer mejor las necesidades de los consumidores y a diferenciar sus productos de los de la competencia. En definitiva el ecodiseño aumenta el valor del producto /servicio.

INFORME TÉCNICO METALMECÁNICO
AIMME
78
Se trata en el fondo de una cuestión de promover un cambio en la cultura empresarial, ya que es necesario que empresas y directivos conozcan mejor las ventajas de esta disciplina y la valoren con objetividad. Propuesta del Plan de Ecodiseño. El Plan que se propone se desarrollo en una serie de Programas concretos con el fin de acercar el ecodiseño a la empresa y con mayor motivo a las pyme.
PLAN de ECODISEÑO
Programa de Sensibilización
Programa de Difusión
Programa de Información
Formación
Proyectos. I+D.
Diseño de Herramientas
INNOVACIÓN
Comunicación y Promoción
GESTIÓN
P.1
P.2
P.3
P.4
P.5
P.6
P.7
P.8
P.9
P.1. Programa de Sensibilización. Este programa comprende una serie de acciones a desarrollar con el fin de ir creando una sensibilidad entre diseñadores y empresas que realizan diseño de productos sobre el factor ambiental en la misma etapa de diseño.
• Acciones individuales: o Edición de dípticos y folletos explicativos sobre la importancia de reducir
el impacto ambiental asociado a un producto / servicio. o Envío a través del correo electrónico de noticias sobre ecodiseño (diseño
y medio ambiente). • Acciones agrupadas:
o Propuesta de la edición de premios especiales sobre proyectos de productos ecodiseñados.

INFORME TÉCNICO METALMECÁNICO
AIMME
79
P.2. Programa de Difusión. El hacer llegar a las empresas y en especial a las pyme, las acciones, proyectos y experiencias más interesantes de ecodiseño es una actividad fundamental. Este es el objetivo fundamental del Programa de Difusión. Las acciones más concretas son: Jornadas, Talleres prácticos de corta duración (máximo 8 horas) de temas específicos tales como:
• Norma 150.301 • ¿Cómo realizar un proyecto de Ecodiseño?. • Herramientas informáticas para el Ecodiseño. • El ACV, una herramienta para el diseñador.
A través de la página web del proyecto (ecodisseny.net) se podrá mostrar experiencias de cambio de modelos de productos y la cuantificación de la mejora ambiental que se ha producido. P.3. Programa de Información. Este programa constará de varias actuaciones. La primera acción será intensificar la búsqueda de información para posteriormente realizar una selección de ésta, y dar a conocer a través de los medios habituales de cada participante, revista electrónica, y otros, así como disponiendo información interesante sobre ecodiseño en el portal de internet (ecodisseny.net), en su apartado referido a “documentos”. Esta información se actualizará periódicamente. P.4. Programa de Formación. Para el desarrollo del Programa de Formación se diseñarán una serie de cursos y seminarios donde las empresas puedan ver de una manera detallada aspectos relevantes sobre el ecodiseño, por ejemplo: “Gestión de Proyectos de Ecodiseño”, con una duración de 30 horas. P.5. Programa Proyectos. I+D. El ecodiseño puede traducirse de manera adecuada en proyectos de investigación y desarrollo. La búsqueda de materiales con menor impacto medioambiental, la investigación de disolventes sustitutivos a los compuestos orgánicos volátiles, la asignación de carga ambiental a procesos determinados, son entre otros, temas a investigar y desarrollar. En este sentido se solicitará a la administración competente apoyar decididamente este Programa con el fin de poder llegar a cumplir los objetivos y metas trazados en los proyectos de I+D de las empresas. Es muy importante que este apoyo fomente la cooperación interempresarial ya que se podría optimizar recursos económicos y humanos. Se ha de considerar la posibilidad que se ofrece por parte de la administración del uso de la desgravación fiscal como una fuente de financiación de los proyectos de I+D.

INFORME TÉCNICO METALMECÁNICO
AIMME
80
P.6. Programa de Diseño de Herramientas. Uno de los mayores problemas a que se enfrenta el diseñador y la oficina técnica dedicada al desarrollo de nuevos productos, es el disponer de herramientas adecuadas que le ayuden a tomar decisiones al respecto de materiales, procesos, diseño de envases y embalajes, sistemas logísticos y de distribución, etc. Estas herramientas deberán diseñarse mediante sistemas informáticos asequibles, y sencillos, así como fáciles de manejo por el usuario. Por ejemplo:
• Base de datos de medidas adoptadas en el diseño de envases y embalajes. • Datos de valorizadores y recicladores de la Comunidad Valenciana. • Base de datos de diseñadores que realicen proyectos de Ecodiseño. • Bases de datos de impactos ambientales de procesos y productos a partir de
datos propios de las empresas valencianas. P.7. Programa de Innovación. El ecodiseño es un motor de innovación, un generador de un cambio en el concepto de ver y analizar un producto con el fin de reducir el impacto ambiental asociado a éste. El ecodiseño también necesita de la innovación con el fin de conseguir nuevas materias primas, productos que ahorren energía a lo largo de su ciclo de vida, que puedan ser fácilmente valorizables, etc. Como acción concreta, fomentar la creación de comités de innovación que tengan en consideración el factor ambiental a la hora del diseño y desarrollo de nuevos productos. Fomento y apoyo de proyectos de Ecoinnovación. P.8. Programa de Comunicación y Promoción. La Comunicación y Promoción de aquello cuanto se realiza es fundamental, no sólo con el fin de dar a conocer entre las empresas y consumidores los avances en materia de ecodiseño, sino también promocionar estos nuevos productos / servicios en el mercado exterior. La imagen de productos más respetuosos con el medio ambiente tiene una excelente acogida en los mercados con una alta conciencia medioambiental. Por eso el Ecodiseño puede ser una buena estrategia para introducirse en estos mercados. Como actuación de este programa se ha de promocionar los productos / servicios que hayan sido fruto de una metodología contrastable. P.9. Programa de Gestión. El Ecodiseño tiene que penetrar en la misma cultura de la empresa. Sólo de esta manera se conseguirá que una empresa, sin mayor esfuerzo, se haga propio el ecodiseño e internacionalice el proceso de condicionar los productos y servicios a su factor ambiental, incrementándose así el producto / servicio comercializado.

INFORME TÉCNICO METALMECÁNICO
AIMME
81
El modelo de gestión que se propone es el expuesto en la norma UNE 150.301 de Ecodiseño. Las acciones irán encaminadas a la promoción de la implantación de dicha norma en las empresas, y en especial en las pyme de la Comunidad Valenciana. Por otra parte, otra actuación concreta es que en los Planes Estratégicos que las empresas diseñen e implanten, consideren el factor ambiental como un factor estratégico. ACTUACIÓN
1 Programa de Sensibilización.
• Acciones de sensibilización sobre el factor medioambiental en el diseño, entre diseñadores y empresas.
• Individuales: dípticos y folletos, correo electrónico.
• Agrupadas: premios sobre proyectos de productos ecodiseñados.
2 Programa de Difusión.
• Jornadas, Talleres prácticos (Norma 150.301, ACV como herramienta para el diseñador, etc…).
• Intercambio de experiencias. 3 Programa de
Información. • Búsqueda, selección, publicación en internet y
actualización de información sobre ecodiseño. 4 Formación. • Cursos y seminarios sobre aspectos relevantes
de ecodiseño como, por ejemplo, “Gestión de Proyectos de Ecodiseño”.
5 Proyecto. I+D. • Proyectos de I+D. Apoyo económico: subvenciones y desgravación fiscal.
• Fomento de cooperación interempresarial para proyectos de I+D.
6 Diseño Herramientas.
• Herramientas informáticas con el fin de facilitar la labor de Ecodiseño al diseñador.
P.e.: Base de datos de impactos. Bases de datos de servicios / productos.
7 Innovación. • Creación de Comités de innovación y consideración por parte de éste del factor ambiental en el diseño y desarrollo de nuevos productos / servicios.
• Fomento y apoyo a la Ecoinnovación. 8 Promoción. • Promoción en el exterior de los productos /
servicios Ecodiseñados. 9 Gestión • Integrar en los Planes Estratégicos el factor
medioambiental. • Certificación de empresas según la norma UNE
150.301


















