No Queme Su Capital de Trabajo
9
No queme su capital de trabajo: Opere eficientemente su horno de Fusión Sr. David White, Gerente de Ventas Schaefer Furnaces Div.USA Ing. Salvador Tovar Fco. Gerente de Ventas The Schaefer Furnaces México S.A. Schaefer Furnaces Division, The Schaefer Group Dayton, Ohio INTRODUCCIÖN Recientemente hemos recibido una llamada telefónica frenética de un cliente indicando: ¡Ayuda! ¡Mi factura de combustible se incrementó en un 60%! ¿Qué puedo hacer para reducir mis costos de energía? " Le dije: Compra un carro más pequeño, no uses el mini split, y usa ropa más ligera, pero al escucharlo me percaté que estaba hablando de su departamento de fusión. A pesar de que el sitio Web del Departamento de Energía de EE.UU. afirma que tiene almacenados más reservas de gas natural que antes del Octubre de 1998, en promedio http://tonto.cia.doe.gov/oog/info/ngs/ngs.html Las compañías amenazan con aumento de gas y electricidad. Los precios de combustible han sido incrementados de manera exagerada por la conversión de muchas plantas de generación de energía vía nuclear a gas natural. Se está mostrando una tendencia al incremento por la falta de investigación de combustibles alternativos al gas natural. Las compañías Proveedores de gas natural saben que vamos a trabajar este invierno, por lo que reaccionan aumentando los precios, y que sumarán al aumento de sus utilidades. Este efecto obliga a las empresas a comprar o explorar por gas natural más caro en el futuro. Por lo tanto esta la razón para que los precios del gas sea tan alta, Cual es la solución para el cliente? A continuación les comparto lo que hemos enviado al cliente. RECOMENDACIONES PARA AYUDAR A INCREMENTAR LA EFICIENCIA EN HORNOS DE FUSIÓN 1) Retire todos los ventiladores que soplan en los hornos. Esto tendrá como resultado una menor pérdida de calor de la coraza del horno, donde está el ventilador golpeando el horno. En su lugar, utilice estaciones de ventilación que permiten que la carga de aire llegue a un sólo en un lugar en específico, donde el operador puede colocarse para refrescarse. 2) Instalar tapas aisladas en las pozas, siempre que el horno está inactivo durante más de media hora. (Ver Fig. 1)
-
Upload
salvador-tovar-francisco -
Category
Documents
-
view
16 -
download
0
Transcript of No Queme Su Capital de Trabajo
No queme su capital de trabajo:Opere eficientemente su horno de Fusión
Sr. David White,Gerente de Ventas
Schaefer Furnaces Div.U-SA
Ing. Salvador Tovar Fco.Gerente de Ventas
The Schaefer Furnaces México S.A.
Schaefer Furnaces Division,The Schaefer Group
Dayton, Ohio
INTRODUCCIÖNRecientemente hemos recibido una llamada telefónica frenética de un cliente indicando: ¡Ayuda! ¡Mi factura de combustible se incrementó en un 60%! ¿Qué puedo hacer para reducir mis costos de energía? " Le dije: Compra un carro más pequeño, no uses el mini split, y usa ropa más ligera, pero al escucharlo me percaté que estaba hablando de su departamento de fusión. A pesar de que el sitio Web del Departamento de Energía de EE.UU. afirma que tiene almacenados más reservas de gas natural que antes del Octubre de 1998, en promedio
http://tonto.cia.doe.gov/oog/info/ngs/ngs.html Las compañías amenazan con aumento de gas y electricidad. Los precios de combustible han sido incrementados de manera exagerada por la conversión de muchas plantas de generación de energía vía nuclear a gas natural. Se está mostrando una tendencia al incremento por la falta de investigación de combustibles alternativos al gas natural. Las compañías Proveedores de gas natural saben que vamos a trabajar este invierno, por lo que reaccionan aumentando los precios, y que sumarán al aumento de sus utilidades. Este efecto obliga a las empresas a comprar o explorar por gas natural más caro en el futuro.Por lo tanto esta la razón para que los precios del gas sea tan alta, Cual es la solución para el cliente? A continuación les comparto lo que hemos enviado al cliente.
RECOMENDACIONES PARA AYUDAR A INCREMENTAR LA EFICIENCIA EN HORNOS DE FUSIÓN
1) Retire todos los ventiladores que soplan en los hornos. Esto tendrá como resultado una menor pérdida de calor de la coraza del horno, donde está el ventilador golpeando el horno. En su lugar, utilice estaciones de ventilación que permiten que la carga de aire llegue a un sólo en un lugar en específico, donde el operador puede colocarse para refrescarse.
2) Instalar tapas aisladas en las pozas, siempre que el horno está inactivo durante más de media hora. (Ver Fig. 1)
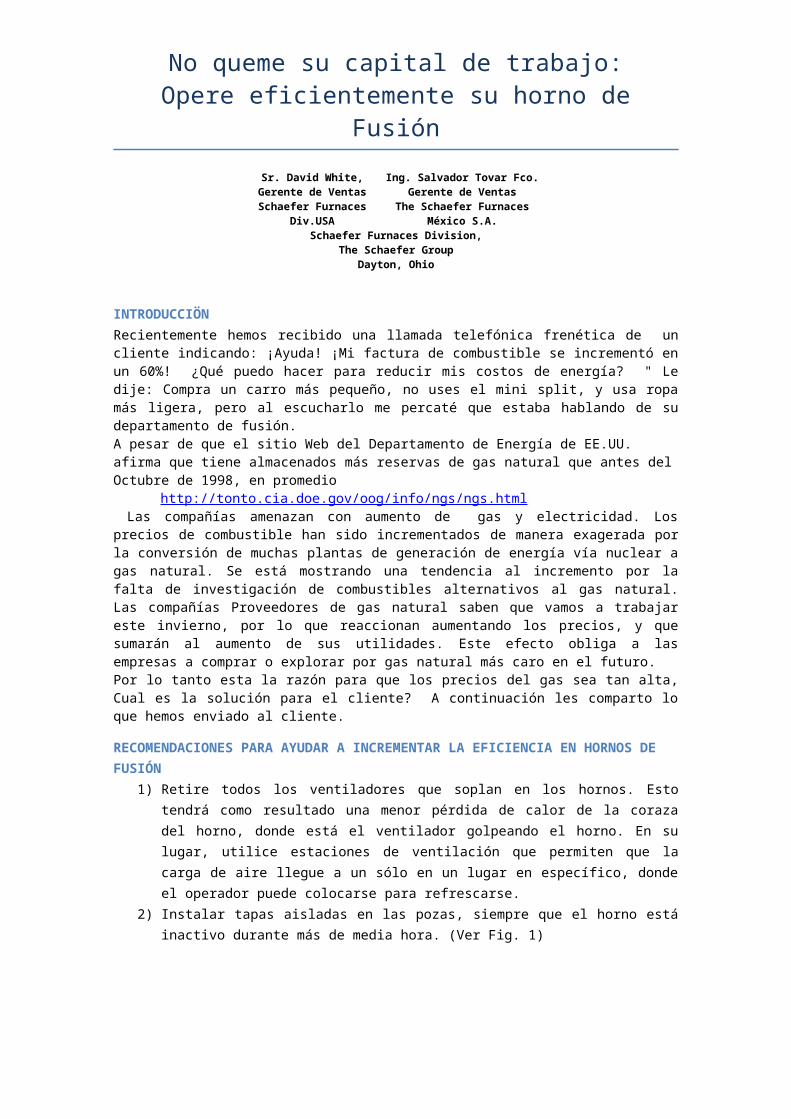
Figura 1 .-Tapa con accionamiento neumático
3) Asegurarse que los hornos son operados a plena capacidad y su carga sea de ¼ de la capacidad de fusión por hr, o sea cargar este cuarto de carga cada 15 min. La sobre-carga torna la operación del horno con cambios frenéticos en temperatura e incremento de la formación de lodos en el piso del horno. La formación de más lodos en el sistema reducirá la rapidez de fusión de diseño, El horno solo fundirá de acuerdo a su diseño establecido.
4) Instalar un deflector de fijo que opere al 50% cuando el horno esté inactivo durante mucho tiempo.
ADVERTENCIA: Se debe retirar del tiro de la chimenea el deflector de flujo, antes de encender el horno a fuego alto. A fuego bajo, la apertura de salida será 100 por ciento del requerimiento de los quemadores. Una combustión sin presurización, la eficiencia se reducirá ligeramente.
5) Reduzca la temperatura del baño unos 5 a 8°C o más, durante fines de semana si es posible.
6) Realice la limpieza de los hornos en horas cuando no haya actividad de producción, pero……. realice la limpieza diario. Esto reducirá la formación de óxidos en el refracta-rio. La acumulación de óxidos generalmente son densos y duros, y absorberán más energía del metal. No exceda el uso de fundentes, estos atacarán a las paredes del refractario, causando una erosión prematura.
7) Limpie o cambie el filtro de aire del ventilador con regularidad, una indicación de limpie-za o cambio de este filtro es: Tomar un billete y mantenerlo a 5 cm del filtro, si el billete no es atraído por el flujo de aire rápidamente, es tiempo de cambiar el filtro del ventila-dor.
8) Realizar doble verificación a los controles de combustión y monitor de rendimiento má-ximo quemador (requiere un manómetro). Si no hay un frente de llamas que salen de la chimenea, lo más probable es que existe una condición de mezcla rica de combustible dentro del horno. El gas crudo que no tienen suficiente aire en el horno se inflama cuando se alcanza la atmósfera justo en las fuera de la chimenea ya que dispone de aire libre en el tiro de la chimenea y en el capó. (Ver Fig. 2)
Figura 2.-Horno Reverbero a gas fuera de ajuste
9) En los hornos de reverbero (radiante de techo bajo o techo alto) todos los lingotes se deben precalentar en el área de carga (placas de desgaste) o en un pre calentador antes de agregar al baño. Cuando un lingote comienza a derretirse, la temperatura interna es del orden de 450°C. a esta temperatura no hay humedad en el lingote y pue-de ser cargado con seguridad al baño de aluminio, donde la almacenan la energía en el metal para finalizar el proceso de fusión. Los lingotes pre-calentados en una placa de desgaste se calentarán hasta casi 120°C después de 20 minutos, esto es suficiente para cargar en el baño. Es posible que se presente un ligero burbujeo, proveniente de la humedad del centro del lingote.
10) La transferencia de Metal de los hornos mantenedores deberá ser cada 20-30 minu-tos. Con menos frecuencia, es posible a llegar a una sobrecarga. Cuanto más cerca esté el metal es la fuente de calor, es más rápida es la transferencia de energía. Aproximadamente el 10 por ciento de la eficiencia se puede perder por los niveles de mantenedor demasiado bajos. Al asegurarnos de que el metal proveniente de los hornos fusores a los mantenedores, tengan una diferencia de temperatura mínima de metal, la estabilidad térmica se observará. (ver figura 3).

Figura 3.- Horno Reverbero a gas en ajuste a alto fuego
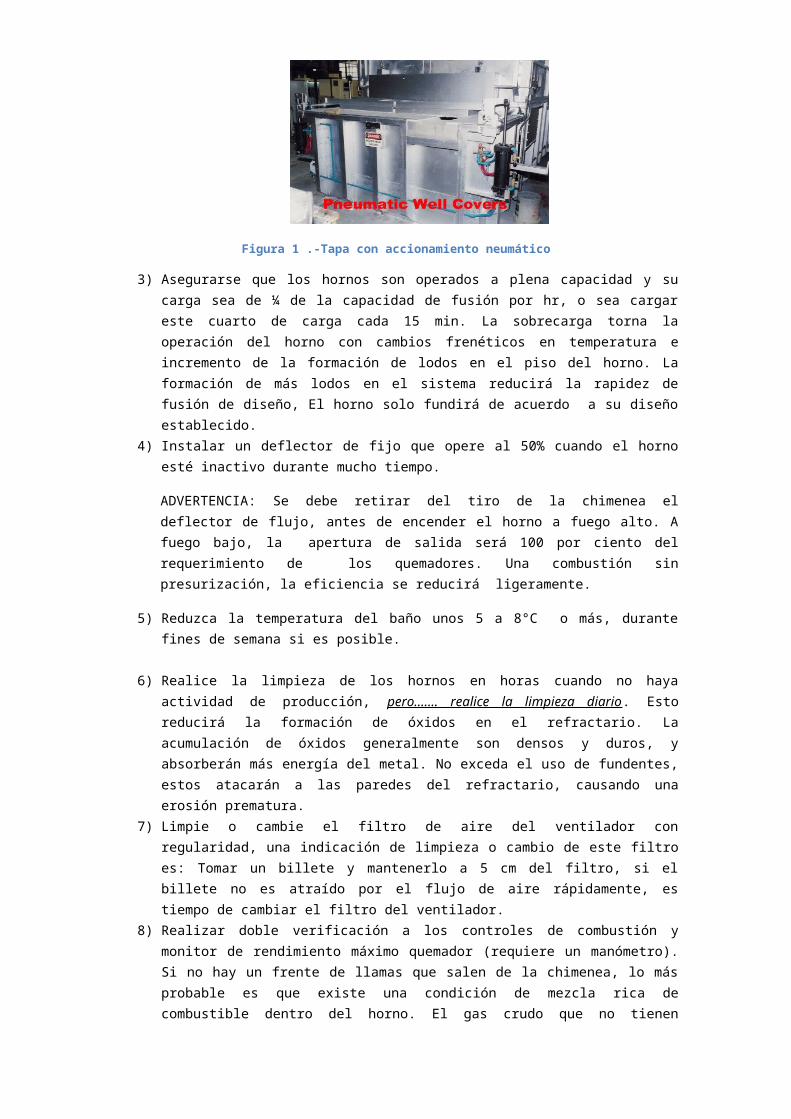
11) Retirar la escoria siempre que sea más grueso de 1/2 ". Por encima de 1/2" de espesor y las escorias comienzan a actuar como un aislante y hace que el horno trabaje más laborioso para hacer el mismo trabajo. Un baño completamente limpio, la superficie refleja el calor, por lo que no será necesario limpiar más frecuentemente sino una vez al día. Si el horno crea una capa de escoria de más de 1/2 " en menos de 6 -8 horas, está generando más escorias de lo normal. No tratar el síntoma sino la causa. In-vestigar por qué el horno es realmente una máquina generadora escorias. Las posibles razones son las siguientes:
a. Las fugas de presurización del horno alrededor de las puertas.b. Entrada de aire por arcos sumergidosc. Los quemadores generan una flama larga que toca el baño.d. Diseño de la chimenea, un mal diseño obliga a tomar más gas,e. Son los quemadores no funcionan de manera estequiométrica. El sistema de
combustión debe estar correctamente configurado o se generarán más esco-rias. Normalmente la mayoría de los quemadores de gas, observan relación aire-gas de 10-1 al. En esta relación, el 95 por ciento del oxígeno es consumi-do en el quemador. No obstante si se opera el horno con relaciones de aire-gas altas la generación de escorias es inminente. Por otro lado, un horno que es configurado a relaciones ricas, producirá una llama fría dificultándose el trabajo del horno. Es de alta importancia configurar el sistema de combustión adecuadamente.
TIPOS DE HORNOS Y COSTO DE ENERGÍAExisten diferentes tipos de hornos en el mercado, de acuerdo a la experiencia en la fusión de aluminio indica que:
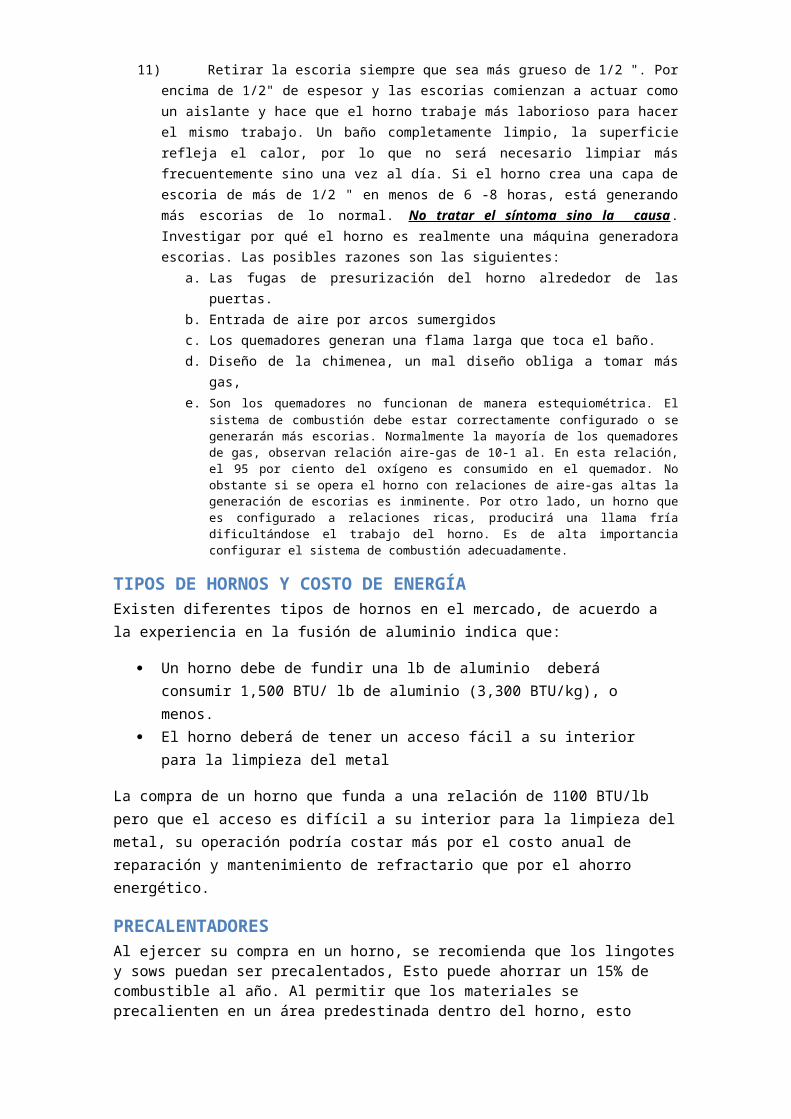
Un horno debe de fundir una lb de aluminio deberá consumir 1,500 BTU/ lb de alumi-nio (3,300 BTU/kg), o menos.
El horno deberá de tener un acceso fácil a su interior para la limpieza del metal
La compra de un horno que funda a una relación de 1100 BTU/lb pero que el acceso es difícil a su interior para la limpieza del metal, su operación podría costar más por el costo anual de reparación y mantenimiento de refractario que por el ahorro energético.
PRECALENTADORESAl ejercer su compra en un horno, se recomienda que los lingotes y sows puedan ser precalen-tados, Esto puede ahorrar un 15% de combustible al año. Al permitir que los materiales se precalienten en un área predestinada dentro del horno, esto permitirá que la humedad en la carga sea eliminada, ya que con esta operación la carga es calentada en su interior hasta casi 450°C, eliminando por completo la humedad, transformando la operación de carga en una
operación más segura, posteriormente, el ciclo e fusión finalizará con la energía almacenada en el metal líquido, localizado en el interior del horno. (Ver fig. 4).
Figura 4.- Lingote en rampa de precalentamiento
BOMBAS DE CIRCULACION DE METALEn hornos de gran capacidad, estos dispositivos aseguran la circulación del metal en todo el horno. En un Horno de Reverbero de energía radiante, una bomba de circulación, que descar-ga directamente a la poza de carga, ofrece grandes ventajas:
1. Una homogenización térmica y química en todo el baño, por la acción de la agitación mecánica.
2. Reducción notable a la formación de lodos, por agitación y disminución de temperatu-ra de operación.
3. La carga es fundida más rápido debido a las fuerzas de convección.4. Se ahorra energía debido al intercambio energético entre la carga fría y la carga calien-
te.5. La eficiencia de operación se incrementa de manera general de un 12-15%.6. El equipo es manejado por un motor eléctrico, a fin de ahorrar energía, se observa un
ventilador en el equipo con el objetivo de enfriar el motor eléctrico de la bomba, para ventilarlo y enfriarlo. (Ver fig. 5).
Figura 5.- Bomba de Circulación de metal en poza alterna
PERDIDA DE POR FUSION (Una historia Verdadera de Operación)
Ya que los costos de energía continúan incrementándose de manera incontrolable, las siguien-tes recomendaciones pueden auxiliarle para el ahorro de energía.
Sin embargo, el costo más relevante que tiene la operación de fusión de aluminio es la pérdida de metal. Aun la compañía que compra un horno de fusión ultra eficiente, si las pérdidas de
metal por fusión son altas (más del 3 %), más dinero se pierde por mermas de fusión que por ahorro energético.
Veamos el siguiente ejemplo:
Una planta de fundición con proceso de Die Casting planea cambiar el modo de fundir su alu-minio, para mejorar la calidad del metal y reducir problemas de mantenimiento y que ni si-quiera había considerado…… el objetivo……. El objetivo fue cambiar substancialmente los mé-todos de fundición. Se considera que si la pieza más grande que fabrican; (es una pieza de 20 lb en cada 20 segundos), el costo del proyecto de ahorro de energía, cuando se comparan sus actuales (Torre Fusora), métodos de fusión con los nuevos (Reverbero) se obtuvieron:
$370,000+ Ahorro por año… año tras año.
1. Basándose muy conservadoramente en un 2% de diferencia por mermas de metal ( el 5 % es usado como experiencia anterior del cliente, se observa que existe una diferen-cia del 3% utilizando un horno reverbero de baño húmedo)
Los cálculos son:
20lbpza
× (180 Pzas /hr )=3600 lbhr
requeridas
22hrdía×6
DiasSemana
×50 semanas/ año=23,760,000 lb de Aleación/año
23,760,000 lb deAleaciónaño
×2100
%Merma=475,200 Lbahorradas
475,200 Lbahorradas×0.80$lb
=$ 380,000ahorro
2. Si el metal es transferido hacia los mantenedores , el uso de sistemas de canalones de transferencia con calefacción ofrecen un ahorro por reducción de mermas adicional de ¼ a 1% del total transferido, por la eliminación de generación de flujo turbulento du-rante la transferencia por olla de transferencia obteniéndose un ahorro de:
23,760,000 lb deAleaciónaño
×14%ahorrode merma=59,400 lb
59,400 lb×0.80$lb
=47,520 $ /año
3. Tomando en cuenta el crédito por el uso de torre fusora que ofrece 400 BTU/ lb de diferencia con respecto al reverbero, siendo en términos de costo 0.60$ se adiciona al modelo 57,024$/año
TOTAL DE AHORROS/AÑO= $370,656.00
En el Ejemplo anterior, con lo que pensaba que el horno de torre fusora era un horno energé-ticamente más eficiente los costos en realidad son más de 370.000 al año. Ahora, después de la instalación de un horno fusor con bóveda radiante se observa este ahorro año, tras año, tras año. ..

HORNOS DE MANTENIMIENTOTodos pensamos que los hornos de mantenimiento realizar la tarea de mantener la temperatu-ra del metal a una temperatura predeterminada. En teoría es correcto, hasta que metal frio es adicionado al mantenedor. Desde este momento la temperatura el baño entero deberá de incrementarse varios grados. Para realizar este incremento el sistema, deberá tener suficien-te energía (BTU, o KW) para superar la pérdida de calor y elevar la temperatura del metal "X" número de grados a la brevedad posible, a fin de no afectar el proceso. En la mayoría de las plantas de USA, los hornos mantenedores son con sistema de calentamiento eléctrico, con sistemas de calefacción de capacidad de calefacción mínima para la función de manteni-miento requerido. Esto es ; si un horno mantiene 2400 lb (~ 1000 kg)el horno tiene una po-tencia de solo 15-18 KW, requiriendo un diagnóstico de problemas potenciales. Para empeo-rar aún más las cosas, algunos de estos con los hornos no tienen control proporcional com-pleto. Consecuentemente estos hornos operan siempre al 100%. Si el horno requiere de 10 KW para mantener temperatura en el mantenedor en condiciones normales y un ventilador sopla en la carcasa del horno o en la poza, y el horno es vaciado 5 pulgadas y se adiciona 500 lb de metal 10 grados más frío que el metal del interior, el horno requerirá más de una hora para recuperarse a su temperatura de operación. Esto no es una operación eficiente.
Algunos instrumentos no controlar la temperatura con la suficiente frecuencia para saber cuándo la temperatura del metal comienza a bajar, a fin de compensar la caída de la tempe-ratura mediante el aumento de mayor energía a los elementos calefactores de manera gra-dual y con la rapidez suficiente para hacer un mantenimiento adecuado.
Los hornos mantenedores de Gas tienden a recuperarse más rápido que los hornos eléctri-cos. Pero diseñados con el tamaño de mantenimiento adecuado, con suficiente potencia (KW instalada y controles totalmente proporcionales, pueden ser más eficientes. (Ver Figura 6).
Figura 6.-Horno de mantenimiento de bajo consumo de Energía
RECUBRIMIENTOS REFRACTARIOSSe debe de ser muy cuidadoso. No todos los proveedores de refractarios y de servicio de insta-lación, son los mismos. Muchos de ellos no conocen ni tienen la tecnología de los requerimien-tos del aluminio líquido. En la actualidad hay más productos refractarios para aplicaciones en hornos de aluminio, así que no recubra un horno de última tecnología con productos con tec-nología de hace 40 años. Ahora hay placas súper-aislantes que reducen la temperatura de la coraza de 15-18 °F (10-12°C). También refractarios de trabajo no mojables que resisten la pe-
netración del aluminio hasta 3 veces que los refractarios convencionales. Dependiendo del refractario es posible ahorrar en su mantenimiento, usando refractarios más efectivos en su relación costo/beneficio. El refractario más económico no es el refractario del mejor costo beneficio (Ver Fig.7)
Figura 7.- Horno después de 18 meses de operación
CONCUCIONESExisten una infinidad de variables a consideraren el ahorro del costo de operación en el depar-tamento de fundición. Una auditoría profunda del uso de la energía en la planta es la mejor manera de empezar, por lo tanto con este análisis las ineficiencias operativas se puede fijar en primer lugar. La conclusión es buscar todos los aspectos en los gastos de la operación en el departamento de fundición; desde la limpieza de horno, aplicación de fundente, comparar medios de fusión y mantenimiento (hornos de gas vs. Eléctricos), a fin de determinar qué es lo mejor para la operación y el "y el ahorro genera". La energía está allí para ser ahorrada, no va se difícil identificar el ahorro.
El cliente que nos llamó ahora está disfrutando en su tina de hidromasaje, con el conocimien-to de cómo implementar su desarrollo del Plan de Ahorro Energético en su fundición, estando en la posibilidad de ahorrar hasta el 21% de sus costos de energía, está seguro de tener se-guro su trabajo por otro año (TAL VEZ!!).