Presentacion Capacidad y Taguchi
16
06/02/2013 1 LA CAPACIDAD DE UN PROCESO ES LA APTITUD PARA GENERAR UN PRODUCTO QUE CUMPLA CON DETERMINADAS ESPECIFICACIONES. Capacidad de Proceso Se fijan: -voluntariamente por cliente o productor - norma. LA FLUCTUACIÓN NATURAL DE UN PROCESO PUEDE CUANTIFICARSE A TRAVÉS DE LA DESVIACIÓN STANDARD DEL MISMO, CON LA CUAL PODEMOS CALCULAR LÍMITES DE TOLERANCIA NATURAL DEL PROCESO. Capacidad de Proceso Es conveniente que los LTN del proceso se encuentren dentro de los Límites de Especificación del producto. Toda la producción cumplirá con las especificaciones.
-
Upload
sandy-johana-ardila-gonzalez -
Category
Documents
-
view
38 -
download
2
Transcript of Presentacion Capacidad y Taguchi

06/02/2013
1
LA CAPACIDAD DE UN PROCESO ES LA
APTITUD PARA GENERAR UN PRODUCTO QUE
CUMPLA CON DETERMINADAS
ESPECIFICACIONES.
Capacidad de Proceso
Se fijan: -voluntariamente por cliente o productor- norma.
LA FLUCTUACIÓN NATURAL DE UN PROCESO
PUEDE CUANTIFICARSE A TRAVÉS DE LA
DESVIACIÓN STANDARD DEL MISMO, CON LA CUAL
PODEMOS CALCULAR LÍMITES DE TOLERANCIA
NATURAL DEL PROCESO.
Capacidad de Proceso
Es conveniente que los LTN del proceso seencuentren dentro de los Límites de Especificacióndel producto.
Toda la producción cumplirá con las especificaciones.

06/02/2013
2
93
PARA ANALIZAR LA CAPACIDAD DEL PROCESO SE
PUEDE UTILIZAR UN HISTOGRAMA DE FRECUENCIAS .
SI SE DISPUSIERA DE TODOS LOS DATOS DEL
UNIVERSO PARA LA CARACTERÍSTICA DE CALIDAD
MEDIDA Y SE HICIERA UN HISTOGRAMA ESTE
PERMITIRÍA TENER UNA IDEA EXACTA DE LA
FLUCTUACIÓN NATURAL DEL PROCESO .
Capacidad de Proceso
94
COMO ESTO ES DIFICIL, SE REALIZA UNA ESTIMACIÓN
MEDIANTE UNA MUESTRA (MÍNIMO 100-200) Y EFECTUAR
CON ELLAS UN HISTOGRAMA DE FRECUENCIAS .
A) ESCOGER ADECUADAMENTE LA MÁQUINA O MÁQUINAS
SOBRE LAS QUE VA A REALIZARSE EL ESTUDIO DE FORMA
QUE SEAN REPRESENTATIVAS DEL CONJUNTO DE
MÁQUINAS AL QUE VAN A EXTENDERSE LAS
CONCLUSIONES.
B) SELECCIONAR LAS CONDICIONES OPERATIVAS DEL
PROCESO DEFINIENDO CUIDADOSAMENTE ESTAS
CONDICIONES YA QUE SU VARIACIÓN PUEDE AFECTAR A
LA CAPACIDAD DEL PROCESO.
Capacidad de Proceso

06/02/2013
3
95
C) SELECCIONAR, CUANDO PROCEDA, UN OPERADORREPRESENTATIVO.
D) SEGUIR ESTRECHAMENTE EL PROCESO DE TOMADE DATOS Y REGISTRAR EL ORDEN EN QUE SEPRODUCEN.
Capacidad de Proceso
CAPACIDAD DE PROCESO
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 400
10
20
30
40
50
60
70
80
90
Histograma
Variable
Fre
cue
nci
a
LSELIE

06/02/2013
4
PARA CUANTIFICAR LA CAPACIDAD DE PROCESO
SE UTILIZAN COEFICIENTES QUE PERMITEN
COMPARAR EL RANGO DE ESPECIFICACIONES CON
LA FLUCTUACIÓN NATURAL DEL PROCESO .
Capacidad de Proceso
Cp > 1
En general se exige Cp > 1.30 para mayor seguridad.
CAPACIDAD DE PROCESO
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 400
10
20
30
40
50
60
70
80
90
Histograma
Variable
Fre
cue
nci
a
6 σσσσ
LSE - LIE
LIE LSE
Cp > 1

06/02/2013
5
ESTE COEFICIENTE TIENE EL INCONVENIENTE DEQUE PARA PODER APLICARLO
EL CENTRO DE GRAVEDAD DEL RANGO DEESPECIFICACIONES DEBE COINCIDIR CON LATENDENCIA CENTRAL DE LAS MEDICIONES DELPROCESO.
Capacidad de Proceso
CUANDO ESTO NO OCURRE SE EMPLEA EL CPK:
Capacidad de Proceso
Donde:

06/02/2013
6
Cap 3: Cartas de Control y Capacid
CAPACIDAD DE LOS PROCESOS( CP, CPK)
Criterios básicos para juzgar la Capacidad o aptitud de un proceso:
Si Cp (o Cpk) > 1 El proceso es capaz
Si Cp (o Cpk) = 1 El proceso tiene potencial
Si Cp (o Cpk) < 1 El proceso no es capaz
Ing. Julio
Carreto
102
CAPACIDAD DE PROCESO
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 400
10
20
30
40
50
60
70
80
90
Histograma
Variable
Fre
cue
nci
a
3 σσσσ
Xp - LIE
LIE LSE
LSE - Xp

06/02/2013
7
EL USO DE UN HISTOGRAMA TIENE LA VENTAJA DE
QUE SE PUEDE APRECIAR LA FORMA DE LA
DISTRIBUCIÓN, CON LO CUAL SE PUEDE CONFIRMAR O
RECHAZAR LA HIPÓTESIS DE QUE LA MISMA ES
NORMAL .
Capacidad de Proceso
PERO EL PROBLEMA ES QUE NO SE PUEDE DETECTARLA PRESENCIA DE PATRONES NO ALEATORIOS , CONLO CUAL NO ES POSIBLE CONFIRMAR O RECHAZARLA HIPÓTESIS DE QUE EL PROCESO ESTÁ BAJOCONTROL ESTADÍSTICO .
OTRA MANERA DE ANALIZAR LA CAPACIDAD DE UN
PROCESO ES POR MEDIO DE LOS GRÁFICOS DE
CONTROL.
SE REALIZA CUANDO EL PROCESO ESTÁ BAJO
CONTROL ESTADÍSTICO .
Capacidad de Proceso

06/02/2013
8
Pautas para Trabajo de Ingeniería de Calidad
Objetivo: Aplicar los conceptos vistos en clase relacionados con el uso de los gráficos de control y otras herramientas de calidad.
Se presentará en grupos de 3 ó 4 estudiantes.
Contenido:Descripción general de la empresa: objeto social, pequeña reseña histórica, procesos, maquinaria, productos.Justificación de la selección de producto y variables a controlar mediante gráficos de control (mínimo 2, mínimo 100 unidades muestreadas).Justificación del gráfico (o gráficos) de control a utilizar.Aplicación de control estadístico del proceso y cálculo de la capacidad del proceso (con histogramas o con gráficos de control si no unsan gráficos X-S/X-R). En el análisis es importante el apoyo en las herramientas de calidad vistas en clase, como Pareto y causa-efecto.ConclusionesRecomendaciones – propuestas de mejora.Bibliografía o referencias.
Fecha de entrega: Hasta 11 de marzo de 2013 (al inicio de la clase).Extensión máxima 20 páginas no me interesa que copien mejoras de trabajos de otras materias.
FFUNCIUNCIÓNÓN DEDE PPÉRDIDAÉRDIDA DEDE
CCALIDADALIDAD DEDE TAGUCHITAGUCHI

06/02/2013
9
Los factores que causan que una caracter ísticafuncional, se desv íe de su valor objetivo, sellaman factores de ruido .
Los factores de ruido causan variaci ón y pérdidade calidad (tiempo y dinero), a los consumidorescomo a los fabricantes, y en último t érmino a la
sociedad.
107
Diferentes tipos de ruido que desv ían lacaracter ística de su valor objetivo según Taguchi.
108La temperatura, altura, y nivel de combustible, son considerados factores externos de ruido porque ocurren fuera del producto.

06/02/2013
10
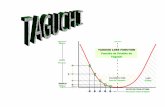
FUNCIÓN DE PÉRDIDA DE
CALIDAD
� Función matemática que identifica todos loscostos relacionados con la mala calidad y quemuestra la forma en que estos costos seincrementan cuando la calidad del productose aleja de lo que el cliente desea.

06/02/2013
11
� Estos costos no sólo incluyen la insatisfacción del cliente, sino también los costos de garantía y servicio, costos internos de inspección, reparación y desperdicio. Reciben el nombre de costos para la sociedad.
� Función de pérdida de calidad implica:� Tomar las características de calidad más importantes(largo, ancho) y comparar con una meta
� Desviación del objetivo son indeseables
FUNCIÓN DE PÉRDIDA DE
CALIDAD L
� L = KD2
L = Pérdida ($); D = Desviación; K = Constante
� L = K ( Y – m ) 2
Donde: L = Función de PérdidaK = ConstanteY = Valor nominal o idealm = valor observado

06/02/2013
12
EJEMPLO
Las especificaciones para cierto producto son: 25.00 ± 0.25 mm.
Si el diámetro se encuentra fuera de especificaciones , El desperdicio debe ser eliminado a un costo de $4.00. Calcule la función de pérdida de calidad?
EJERCICIO
� L = D2 k = (X - Meta)2 k4 = (0,25)2 kk = 4/ (0.25)2 = 64
� L = D2 • 64 = (X - 25.00)264
� Calcule varios valores de X para obtener una gráfica de L.

06/02/2013
13
EJERCICIO PANADERIA
En una panadería el peso del pan rollo debe salir de 0, 6 kilos con una tolerancia ±0,003 kilos.
Hay pérdida
Hay pérdida
No hay pérdida
0,597 0,6030,6
EJERCICIO PANADERÍA
Un análisis de los registros de los costos de reparación revela que cuando el pan no es apto para entregarlo al cliente el costo de repararlo es de $300
K =?
L(x) = ?

06/02/2013
14
EJERCICIO PANADERÍA
En la panadería hay 2 líneas de producción para el pan rollo (A y B). En la última semana se realizó un estudio estadístico del peso del pan.
En la semana la línea A produjo 20000 panes y la B 25000.
peso del pan
cantidad de
pan línea A
cantidad de
pan línea B
0,597 1000 1000
0,598 2000 2000
0,599 3000 3000
0,6 6000 2000
0,601 5000 5000
0,602 2000 2000
0,603 1000 10000
20000 25000
EJERCICIO PANADERÍA
peso del
pan
probab.
Obtener el
peso A
probab.
Obtener el
peso B
0,597 0,05 0,04
0,598 0,1 0,08
0,599 0,15 0,12
0,6 0,3 0,08
0,601 0,25 0,2
0,602 0,1 0,08
0,603 0,05 0,4
1 1

06/02/2013
15
EJERCICIO PANADERÍA
peso del
pan
Pérdida
de Taguchi
A
probab.
Obtener
el peso A
Pérdida
esperada
por pan A
0,597 0,05
0,598 0,1
0,599 0,15
0,6 0,3
0,601 0,25
0,602 0,1
0,603 0,05
1
EJERCICIO PANADERÍA
peso del
pan
Pérdida
de Taguchi
B
probab.
Obtener
el peso B
Pérdida
esperada
por pan B
0,597 0,04
0,598 0,08
0,599 0,12
0,6 0,08
0,601 0,2
0,602 0,08
0,603 0,4
1

06/02/2013
16
EJERCICIO PANADERÍA
peso del
pan No. panes
Pérdida
esperada
por pan A
Total
pérdida
esperada
línea A
0,597 1000
0,598 2000
0,599 3000
0,6 6000
0,601 5000
0,602 2000
0,603 1000
20000 Total: ?
Pérdida total semanal
EJERCICIO PANADERÍA
Pérdida total semanal línea B?
Línea más confiable? (presenta menos pérdidas)