SESIÓN 17 APLICACIÓN DE MODELOS A SISTEMAS DE … · ejemplos de modelado de sistemas de...
45
SESIÓN 17 SESIÓN 17 APLICACIÓN DE MODELOS A APLICACIÓN DE MODELOS A SISTEMAS DE MANUFACTURA SISTEMAS DE MANUFACTURA UPIITA-IPN UPIITA-IPN Primer semestre 2011 Primer semestre 2011
Transcript of SESIÓN 17 APLICACIÓN DE MODELOS A SISTEMAS DE … · ejemplos de modelado de sistemas de...

SESIÓN 17SESIÓN 17
APLICACIÓN DE MODELOS A APLICACIÓN DE MODELOS A SISTEMAS DE MANUFACTURASISTEMAS DE MANUFACTURA
UPIITA-IPNUPIITA-IPNPrimer semestre 2011Primer semestre 2011
CONTENIDO
Esta sesión está dedicada a analizar algunos ejemplos de modelado de sistemas de manufactura con redes de Petri
EJEMPLO 1
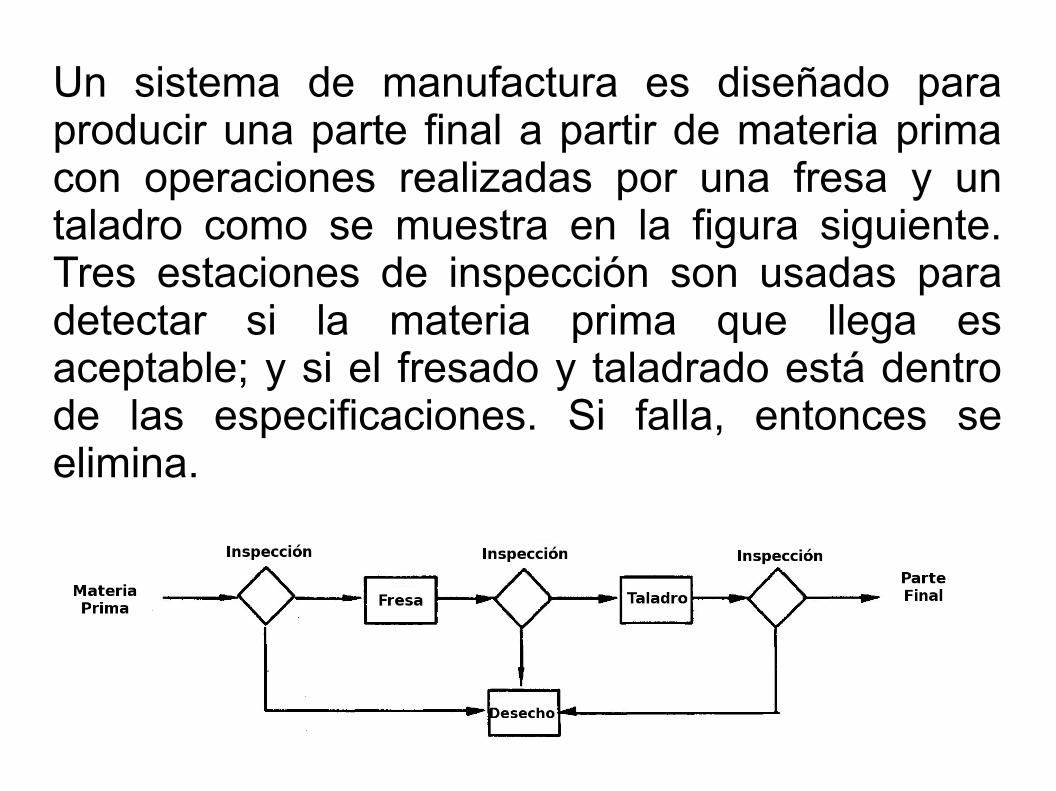
Un sistema de manufactura es diseñado para producir una parte final a partir de materia prima con operaciones realizadas por una fresa y un taladro como se muestra en la figura siguiente. Tres estaciones de inspección son usadas para detectar si la materia prima que llega es aceptable; y si el fresado y taladrado está dentro de las especificaciones. Si falla, entonces se elimina.
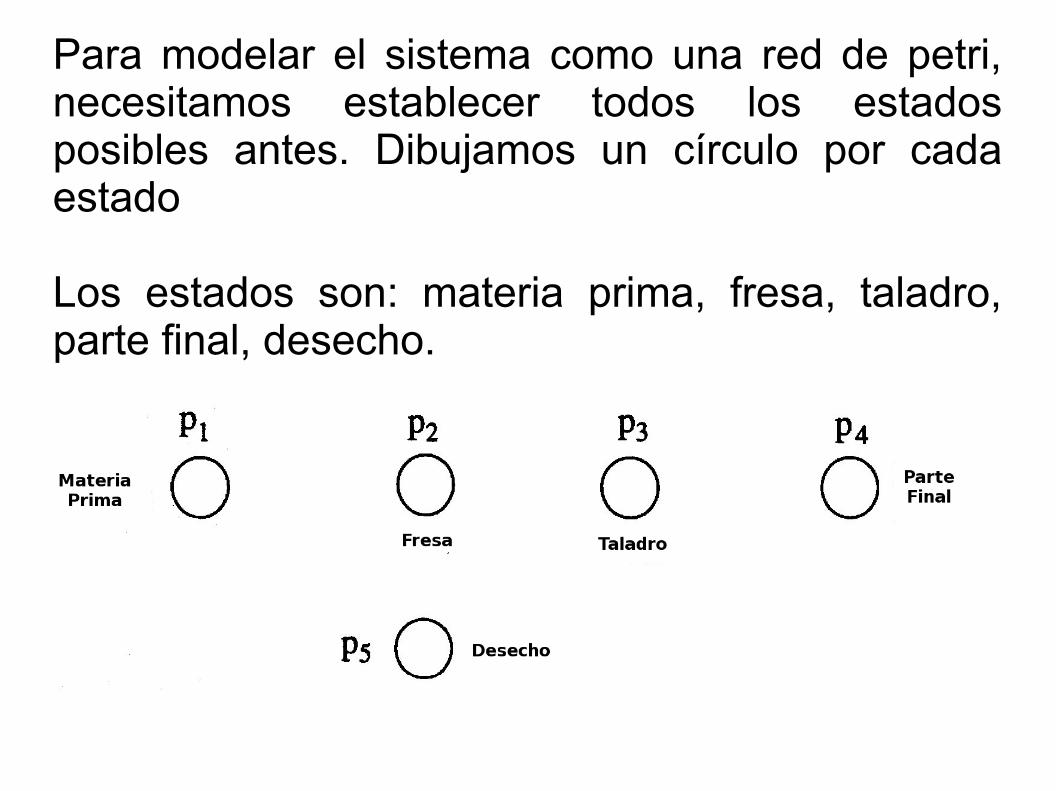
Para modelar el sistema como una red de petri, necesitamos establecer todos los estados posibles antes. Dibujamos un círculo por cada estado
Los estados son: materia prima, fresa, taladro, parte final, desecho.
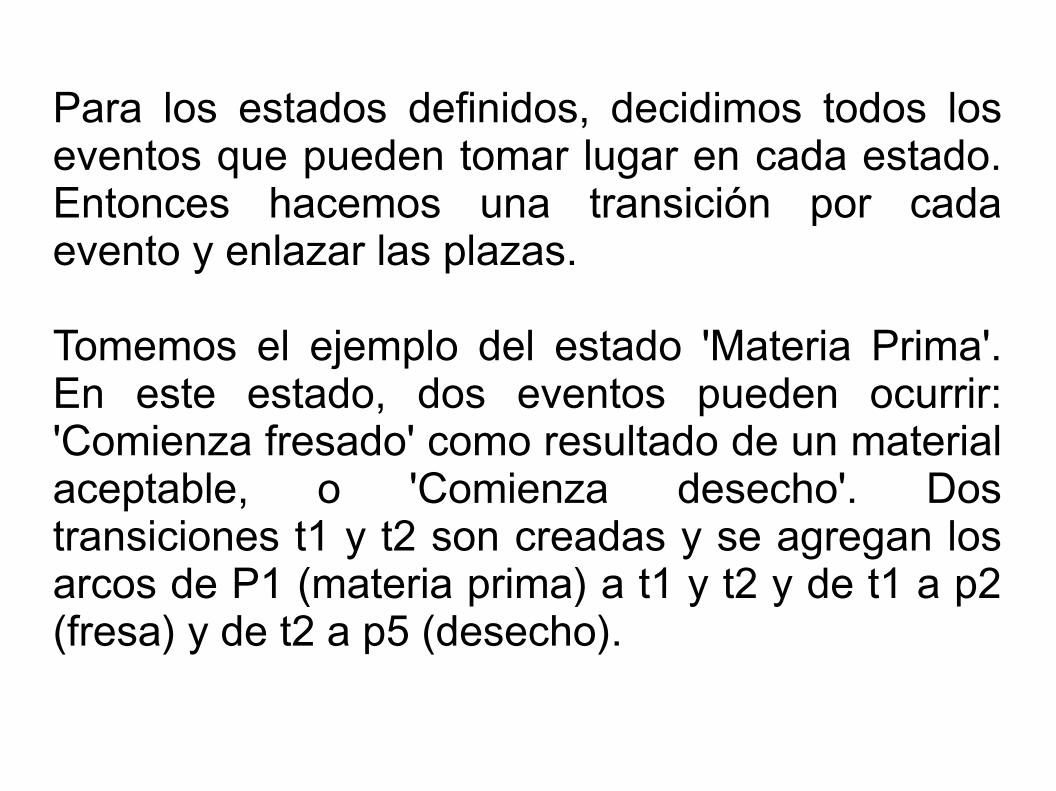
Para los estados definidos, decidimos todos los eventos que pueden tomar lugar en cada estado. Entonces hacemos una transición por cada evento y enlazar las plazas.
Tomemos el ejemplo del estado 'Materia Prima'. En este estado, dos eventos pueden ocurrir: 'Comienza fresado' como resultado de un material aceptable, o 'Comienza desecho'. Dos transiciones t1 y t2 son creadas y se agregan los arcos de P1 (materia prima) a t1 y t2 y de t1 a p2 (fresa) y de t2 a p5 (desecho).

Continuamos el proceso hasta que todos los estados se consideran. La figura siguiente muestra el resultado final en la red de Petri.

La siguiente tabla muestra la interpretación de los estados/plazas y las transiciones.
Plazas Interpretación Transiciones Interpretación
p1 Materia prima t1 Comienza fresado
p2 Fresa t2 Comienza desecho de parte inaceptable
p3 Taladro t3 Comienza taladrado
p4 Parte final t4 Comienza desecho de parte de fresado erróneo
p5 Desecho t5 Completa el proceso de manufactura
t6 Comienza el desecho de parte mal taladrada
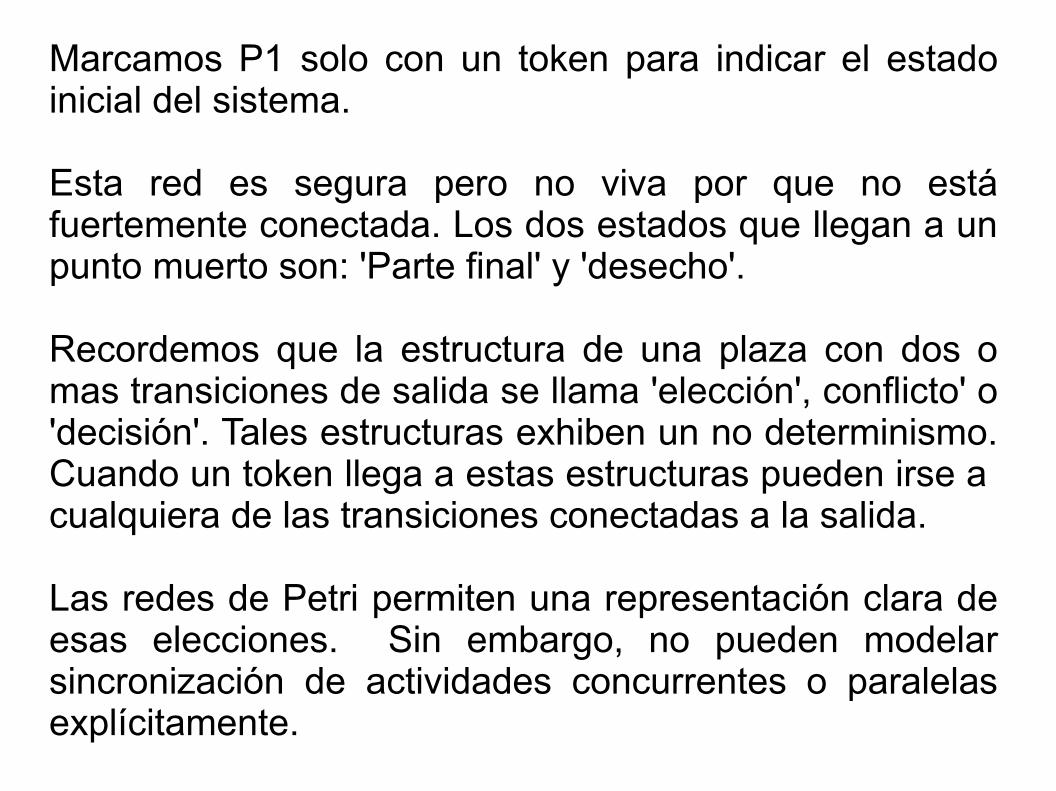
Marcamos P1 solo con un token para indicar el estado inicial del sistema.
Esta red es segura pero no viva por que no está fuertemente conectada. Los dos estados que llegan a un punto muerto son: 'Parte final' y 'desecho'.
Recordemos que la estructura de una plaza con dos o mas transiciones de salida se llama 'elección', conflicto' o 'decisión'. Tales estructuras exhiben un no determinismo. Cuando un token llega a estas estructuras pueden irse a cualquiera de las transiciones conectadas a la salida.
Las redes de Petri permiten una representación clara de esas elecciones. Sin embargo, no pueden modelar sincronización de actividades concurrentes o paralelas explícitamente.
EJEMPLO
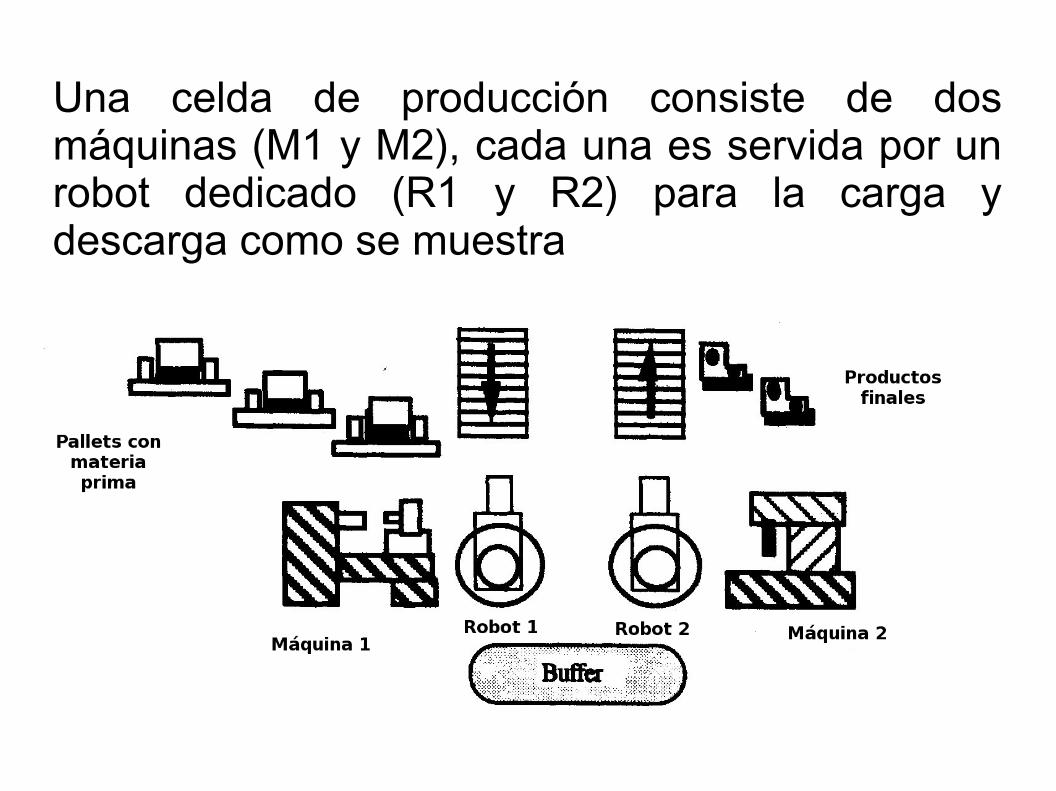
Una celda de producción consiste de dos máquinas (M1 y M2), cada una es servida por un robot dedicado (R1 y R2) para la carga y descarga como se muestra

Una banda transportadora lleva los pallets con materia prima uno por uno, del cual robot R1 carga a M1. Una banda de salida toma el producto terminado, de donde el robot R2 lo carga a M2.
Hay un buffer con capacidad de dos partes intermedias entre las dos máquinas. El sistema produce una parte específica de partes finales. Cada pieza de trabajo se monta en una sujeción sobre alguno de los tres pallets disponibles y es procesado por M1 y luego por M3. Un pallet con el producto terminado es automáticamente desmontado, entonces ese pallet se monta de nuevo con materia prima y regresa a la banda de alimentación.
Paso 1. Identifique todos los recursos de un sistema.
Este sistema tiene los siguiente recursos: tres pallets con materia prima, máquinas M1 y M2, Robots R1 y R2, y el buffer temporal.
Paso 2. Identificamos las actividades ejecutadas secuenciales y cíclicamente para los recursos encontrados.

Por ejemplo, un pallet con materia prima va a través de las siguiente actividades y estatus:
R1 cargando M1M1 procesando
R1 descargando M1parte intermedia lista en el buffer
R2 cargando M2M2 procesando, yR2 descargando
Usamos p1 para representar la disponibilidad de los pallets con materia prima.
Las transiciones t1-t4 son usadas para modelar las actividades relativamente cortas de R1 y R2, y las plazas p2 y p4 para los procesos relativamente largos en M1 y M2. La plaza p3 es usada para modelar el estado de una parte intermedia lista. Finalmente, enlazamos todas estas plazas y transiciones para formar un ciclo.
Tomando el modelado de M1 como ejemplo, vemos que:
R1 cargando M1 (modelado con la transición t1)M1 procesando una parte (modelado con la plaza p2), yR1 descargando (modelado con la transición t2)
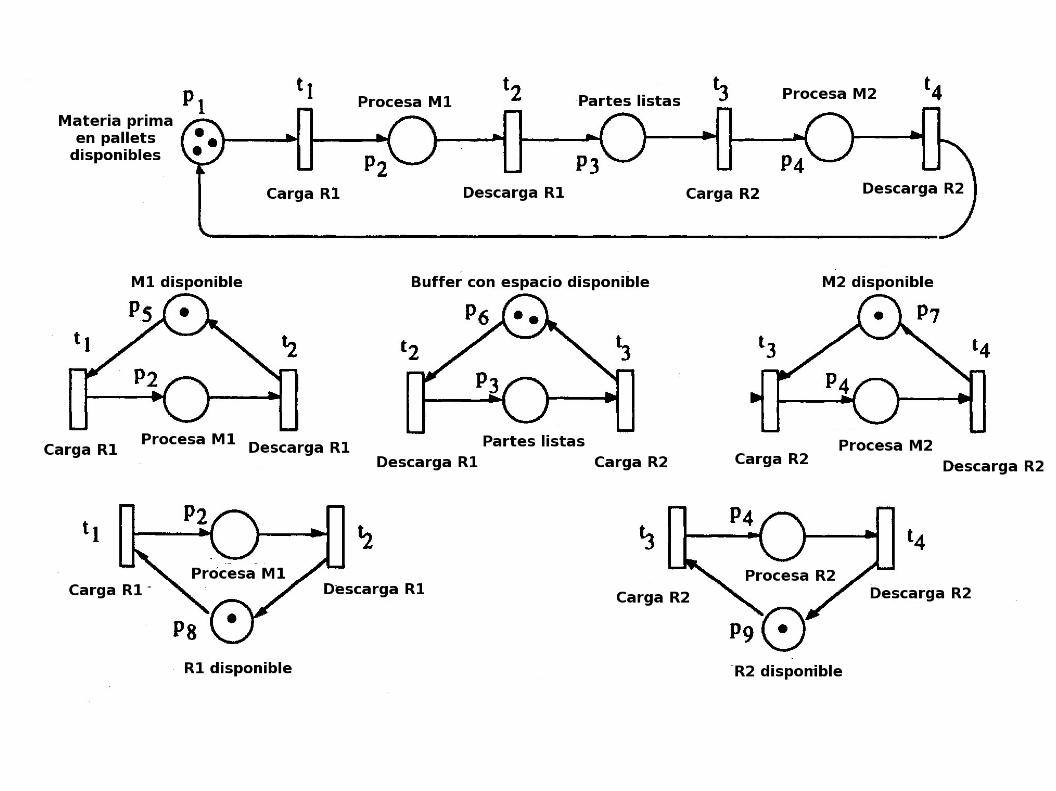
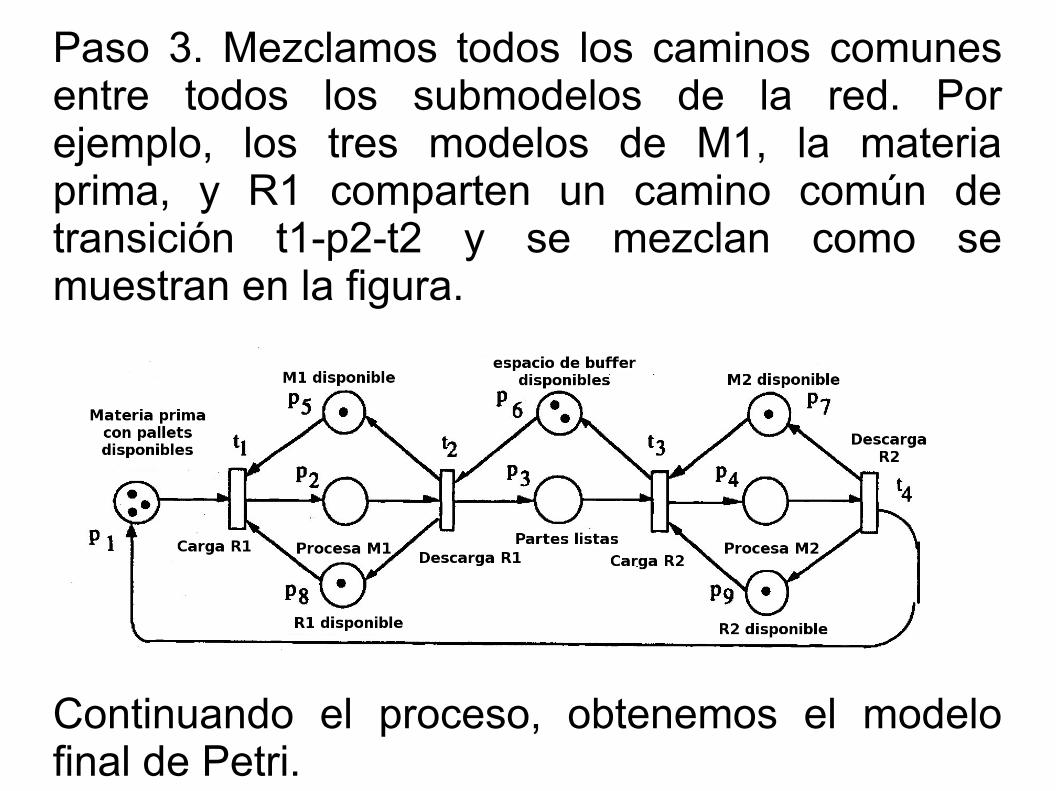
Paso 3. Mezclamos todos los caminos comunes entre todos los submodelos de la red. Por ejemplo, los tres modelos de M1, la materia prima, y R1 comparten un camino común de transición t1-p2-t2 y se mezclan como se muestran en la figura.
Continuando el proceso, obtenemos el modelo final de Petri.
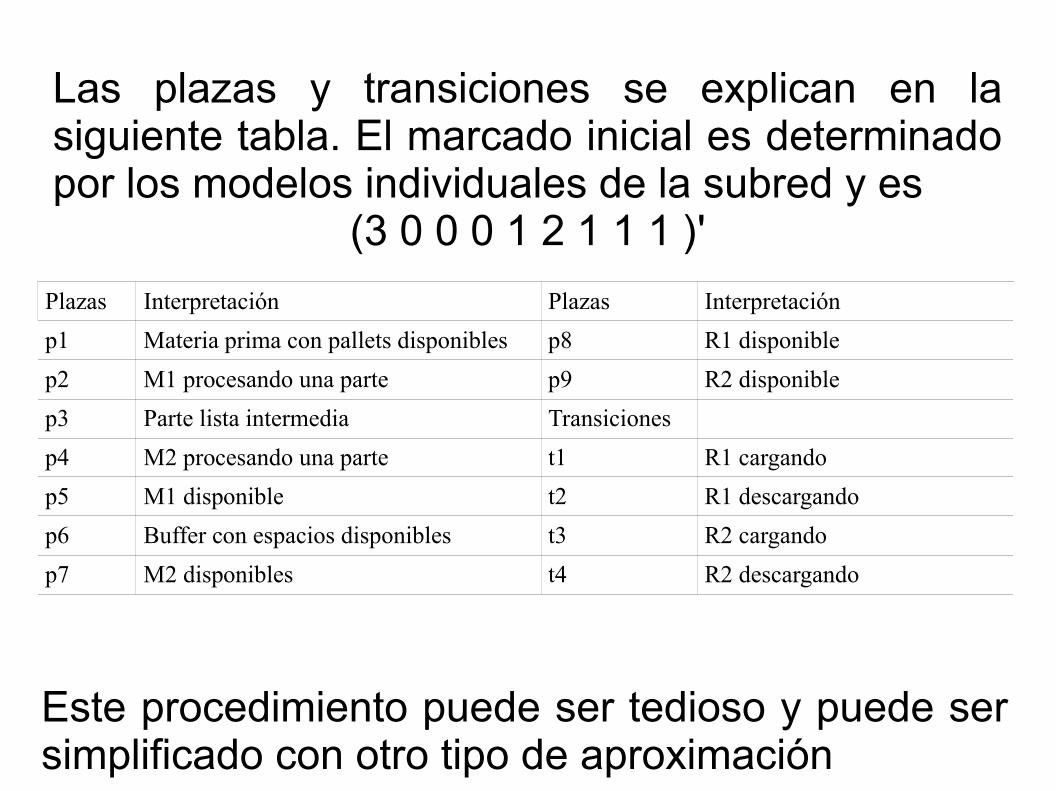
Las plazas y transiciones se explican en la siguiente tabla. El marcado inicial es determinado por los modelos individuales de la subred y es
(3 0 0 0 1 2 1 1 1 )'
Plazas Interpretación Plazas Interpretación
p1 Materia prima con pallets disponibles p8 R1 disponible
p2 M1 procesando una parte p9 R2 disponible
p3 Parte lista intermedia Transiciones
p4 M2 procesando una parte t1 R1 cargando
p5 M1 disponible t2 R1 descargando
p6 Buffer con espacios disponibles t3 R2 cargando
p7 M2 disponibles t4 R2 descargando
Este procedimiento puede ser tedioso y puede ser simplificado con otro tipo de aproximación

EJEMPLO

Un sistema de manufactura tiene cuatro recursos A, B, C y D. Los recursos A, B y C tienen una capacidad sencilla, y el recurso D tiene una capacidad doble. Dos tipos de productos q1 y q2 pueden ser procesados, lo cual sigue los siguientes pasos:
Pasos de proceso para q1 son ya sea:
1) O11, O12 y O13, o2) O11, O12, O14 y O15
donde O11, O13-15 requiere de los recursos A, B, C y D, respectivamente y O12 no necesita recurso.
Los pasos de proceso para q2: O12 y O22 donde O21 requiere del recurso D solamente y =22 requiere tanto de los recursos A y D.

El modelo de la red de Petri se construye de acuerdo a los pasos del proceso mediante el flujo de cada tipo de producto.
Se modela cada paso de proceso como una plaza. Inserte una transición entre dos plazas, lo cual significa el fin de una operación precedente y el inicio de la actual. Necesitamos una transición para modela el inicio de los tipos de producto q1 y q2, respectivamente, y una transición para modela el término de los mismo productos.
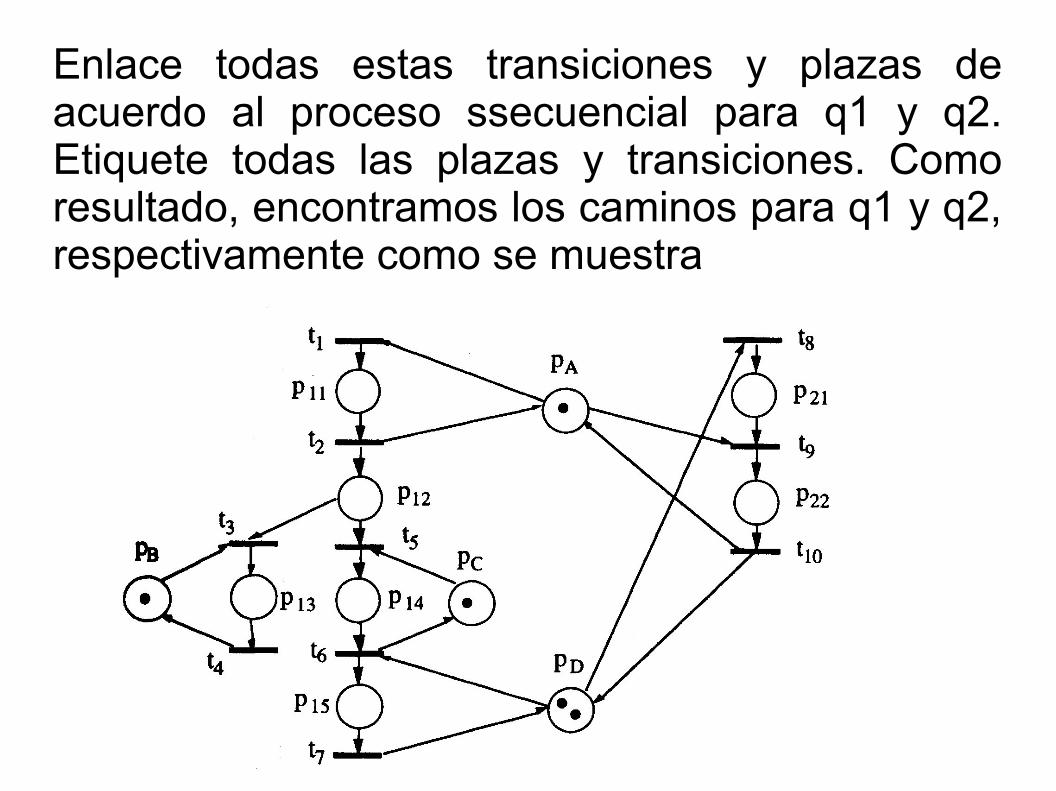
Enlace todas estas transiciones y plazas de acuerdo al proceso ssecuencial para q1 y q2. Etiquete todas las plazas y transiciones. Como resultado, encontramos los caminos para q1 y q2, respectivamente como se muestra
Lo siguiente es modelar cada recurso de manufactura como una plaza. Si el paso del proceso requiere de un recurso de manufactura, entonces el enlazar la correspondiente plaza a su transición de inicio con un arco de entrada.
Si el término de un paso del proceso libera algún recurso, entonces enlace su transición de salida a la plaza del recurso correspondiente con un arco de salida.
Tome el proceso O14 modelado con la plaza P14 como ejemplo. Su transición de inicio es t5 y la transición de término es t6. Dado que O14 necesita del recurso C, se construye un arco de entrada desde la plaza Pc a t5. El término de la actividad libera al recurso C, entonces un arco de salida debe de ir de t6 a Pc.
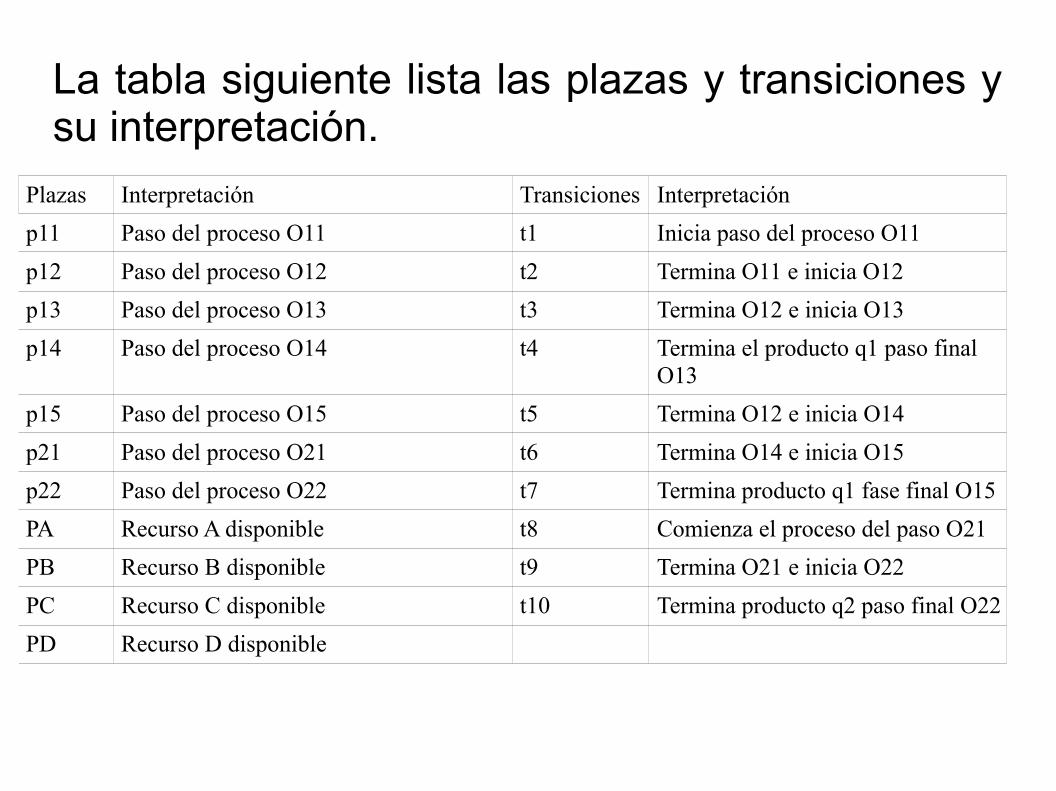
La tabla siguiente lista las plazas y transiciones y su interpretación.
Plazas Interpretación Transiciones Interpretación
p11 Paso del proceso O11 t1 Inicia paso del proceso O11
p12 Paso del proceso O12 t2 Termina O11 e inicia O12
p13 Paso del proceso O13 t3 Termina O12 e inicia O13
p14 Paso del proceso O14 t4 Termina el producto q1 paso finalO13
p15 Paso del proceso O15 t5 Termina O12 e inicia O14
p21 Paso del proceso O21 t6 Termina O14 e inicia O15
p22 Paso del proceso O22 t7 Termina producto q1 fase final O15
PA Recurso A disponible t8 Comienza el proceso del paso O21
PB Recurso B disponible t9 Termina O21 e inicia O22
PC Recurso C disponible t10 Termina producto q2 paso final O22
PD Recurso D disponible
EJEMPLO
Una lámpara de mano es usada como ejemplo de ensamble y desensamble usando redes de Petri. La siguiente figura muestra los componentes contenidos en esta lámpara de mano: Cubierta, vidrio, cabeza, bombilla, resorte y caja principal, denotado por C, G, H, B, S y M (del nombre en inglés), respectivamente.
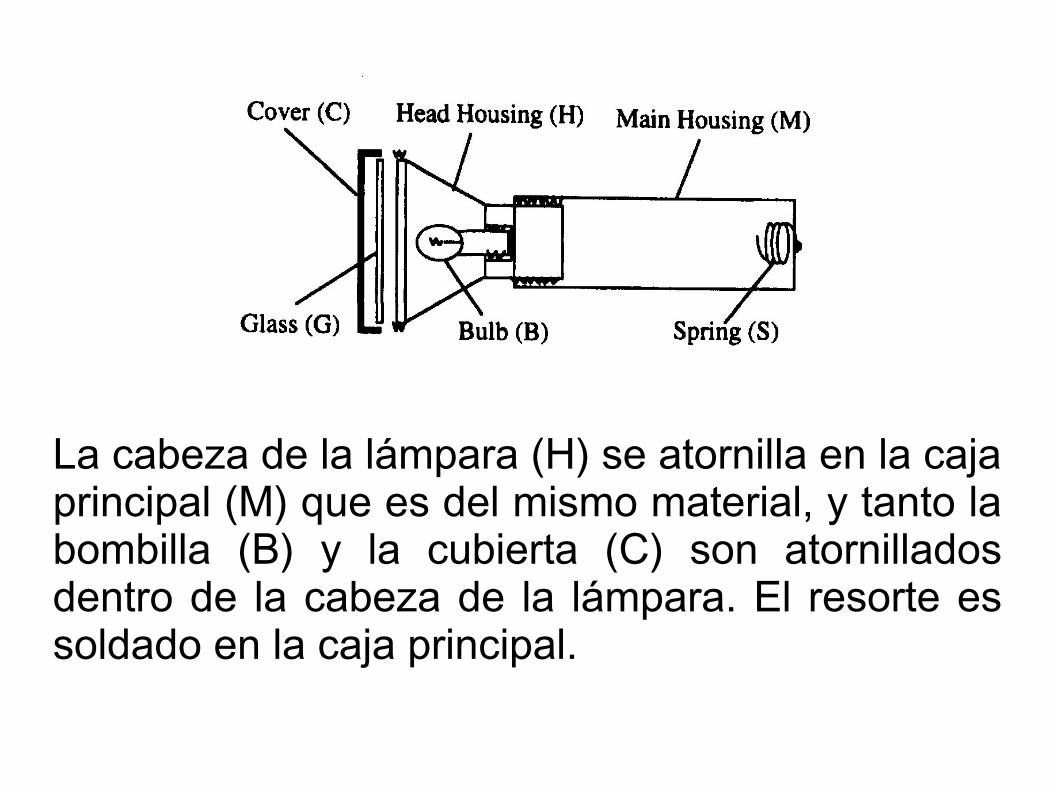
La cabeza de la lámpara (H) se atornilla en la caja principal (M) que es del mismo material, y tanto la bombilla (B) y la cubierta (C) son atornillados dentro de la cabeza de la lámpara. El resorte es soldado en la caja principal.
Comenzando con el nodo de una lámpara de mano, tenemos dos elecciones para el desensamble: desatornillar entre CGHB (Cubierta + Vidrio + Cabeza + Bombilla) y SM (Resorte + Caja principal) o desatornillar entre Cubierta, vidrio y el resto.
La primera elección es representada por la transición t1 y la segunda por t2. t1 tiene dos plazas de salida: CGHB y SM, y t2 tres salidas: Cubierta, Vidrio y HBSM.
CGHB se sigue desensamblando en Cubierta, Vidrio y HB mediante t3 y t3 tiene tres plazas de salida. HB se desensambla en Cabeza y Bombilla mediante la transición t6 y t6 tiene dos plazas de salida. SM es entonces desensamblado en Resorte y Caja principal por la transición t7 y sus plazas de salida.
En general, todos las posibles formas de desensamble se muestran en la figura siguiente. Puede verificarse que la red es segura y el marcado que es una vía muerta es la última, por ejemplo (0,0,0,0,0,0,1,1,1,1,1,1)'

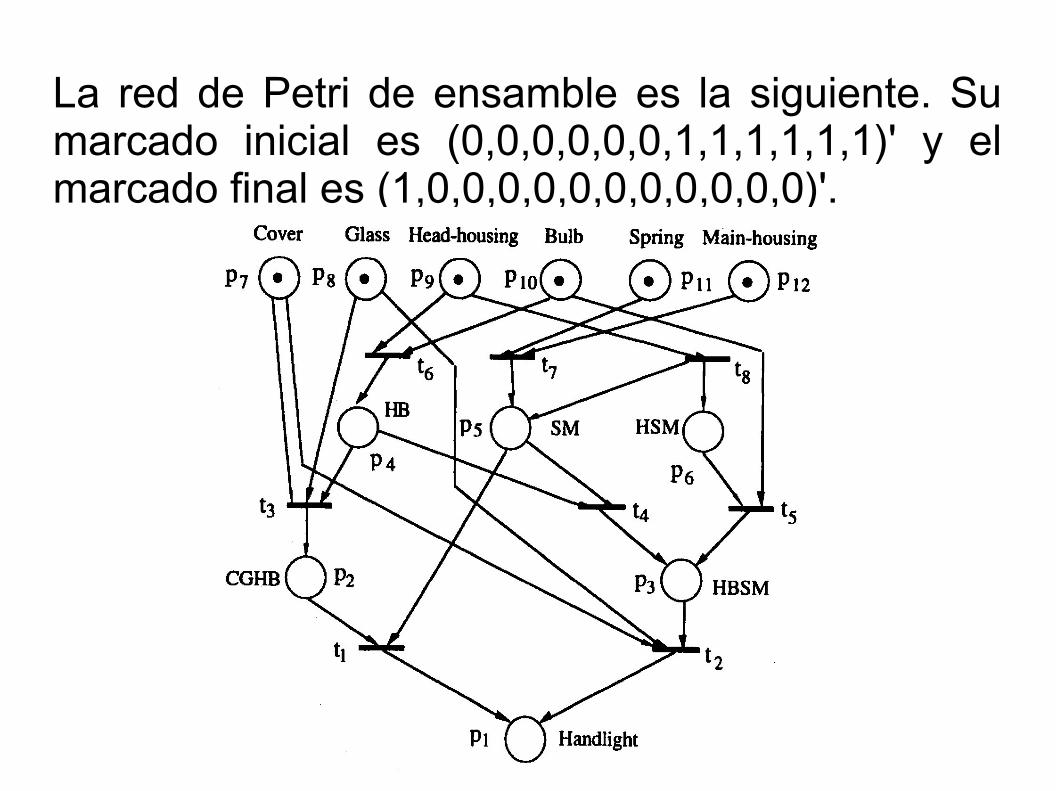
La red de Petri de ensamble es la siguiente. Su marcado inicial es (0,0,0,0,0,0,1,1,1,1,1,1)' y el marcado final es (1,0,0,0,0,0,0,0,0,0,0,0)'.
EJEMPLO
Considere un FMS el cual consiste de dos centros de maquinado M1 y M2 con capacidad CM1 y Cm2 respectivamente. Hay dos tipos de productos q1 y q2 a ser producidos. Su proceso se enruta como sigue:
Ruteo para q1: M1, M2 y M1Ruteo para q2: M1 y M2
Asuma que la transportación entre dos celdas se realiza automáticamente con dispositivos dedicados.
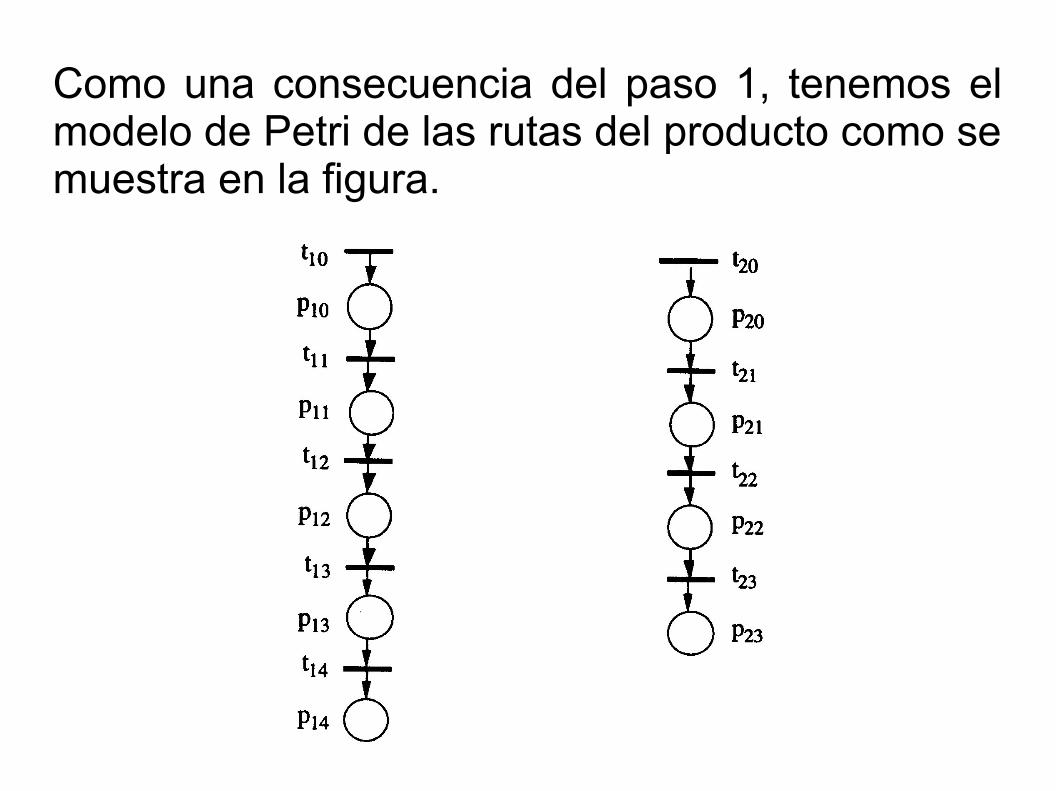
Como una consecuencia del paso 1, tenemos el modelo de Petri de las rutas del producto como se muestra en la figura.

Con dos transiciones t10 y t20 que modelan la obtención para la materia prima de q1 y q2. Los tokens en p10 significa que la materia prima para q1 y los de p20 para q2. Para i=1,2.
Transición ti1 inicia el primer paso del producto qi, y
Transición ti2 termina el primer paso y comienza el segundo de qi,
Transición t13 termina el segundo paso y comienza el tercero de q1
Transición t14 termina el proceso de q1; yTransición t23 termina el proceso de q2.
El siguiente paso, las plazas de los dos resortes representan la disponibilidad de M1 y M2 y se dibujan, etiquetados como PM1 y PM2, y entonces los arcos son conectados de acuerdo a las rutas del proceso. Por ejemplo, el primer paso del proceso de q1 requiere de M1. Entonces un arco de la plaza PM1 enlaza a la transición t11. Cuando q1 termina de usar M1, un arco de t12 enlaza a PM1.
El número apropiado de tokens se usan para marcar las plazas correspondientes que representan la capacidad de cada centro de maquinado.

Sin restricciones en las transiciones de disparo, la red podría caer en un estado de bloqueo parcial. Por ejemplo, si CM1 = CM2 = 1, disparando t10, t11, t12, t20 y t21 lleva a un estado parcial de bloqueo en el cual solamente t10 y t20 pueden continuar disparando, pero ninguna otra transición. Entonces el sistema no puede producir ninguna parte una vez que entra en este estado.

EJEMPLO

El sistema de manufactura está compuesto por tres estaciones de trabajo, W1, W2 y W3 y un robot como se muestra en la figura
Una parte necesita ser procesada por W1 primero, entonces por W2 y finalmente por W3. Las estaciones de trabajo W1-2 tienen una capacidad de procesamiento de uno, mientras que W3 su capacidad es de b. El robot es compartido por W1 y W3 y usado para carga y descarga de estas unidades de trabajo.
Una vez que el robot comienza cargando cualquier estación, no puede ser interrumpido hasta que termine la descarga de la misma. Las partes preparadas esperan ser procesadas en el área de almacenamiento de espera. Los productos terminados serán automáticamente transportados al área de almacenamiento de salida, donde las sujeciones serán liberadas y llevadas al área de entrada por el robot tan pronto como el robot termine la descarga de W3. El número total de fijaciones es a.
Primero, podemos identificar la condición y tres operaciones mayores que son modeladas en las cuatro plazas de la red de Petri.
Condición (plaza p1): Las partes sujetas en el almacenamiento están disponibles para W3.
Operación 1 (plaza p2): El robot carga una parte desde el área de almacenamiento; la estación W1 procesa la parte; el robot descarga W1; la parte sujetada es automáticamente movida a W2.
Operación 2 (plaza p3): La estación W2 procesa las partes fijadas.
Operación 3 (plaza p4): El robot carga una parte a W3; W3 procesa la parte; el robot descarga W3, y finalmente libera la sujeción hacia el almacenamiento.
Siguiente, agregamos las transición t1 para el comienzo de la operación 1; t2 el fin de la operación 1 y el inicio de operación 2; t3 el final de la operación 2 y el inicio de operación 3; t4 el fin de la operación 3.
Conecta la plaza p1 a t2, t1 a p2; … t4 a p1 para obtener un lazo representando el flujo de las fijaciones con la materia prima.
Finalmente, agregamos las plazas de recursos p5 y p6 para representar la disponibilidad de W2, y el robot, respectivamente. Agregamos arcos directos en donde se necesite operaciones de W2 y el robot para obtener la red de Petri. El marcado inicial es
m0 = (a 0 0 0 b 1)'

Se ha omitido el modelado de W1 y W3 para las operaciones 1 y 3 debido a que su disponibilidad depende de que el robot esté disponible.
Hemos visto varios ejemplos de modelado de sistemas de manufactura en redes de Petri.
Cada modelo muestra casos particulares de manejo de recursos, eventos y condiciones que pueden generalizarse a otros sistemas.
Conclusiones