Trabajo Colaborativo 1 302582 133 (2)
20
CONTROL DE CALIDAD TRABAJO COLABORATIVO 1 302582_133 UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA INGENIERIA INDUSTRIAL
Transcript of Trabajo Colaborativo 1 302582 133 (2)

CONTROL DE CALIDAD
TRABAJO COLABORATIVO 1
302582_133
UNIVERSIDAD NACIONAL ABIERTA Y A DISTANCIA
INGENIERIA INDUSTRIAL
OCTUBRE 13 DE 2012
CONTENIDO

Pág.
INTRODUCCION 3
OBJETIVOS GENERAL Y ESPECIFICOS 4
MARCO CIENTIFICO 5, 6, 7, 8, 9, 10, 11, 12 y 13
CONCLUSIONES 14
BIBLIOGRAFIA 15

INTRODUCCION
La calidad es el factor de valor agregado que marca la diferencia con otras empresas que ofrecen el mismo servicio o producto, cuando se produce lo mejor se garantiza prestigio en los consumidores y posicionamiento en el mercado; por tal razón la calidad y sus componentes son la base para con-jugar la eficiencia con la efectividad y hace parte en toda la cadena de de-sarrollo productivo.Es fundamental en las empresas medir, conocer, tener indicadores de se-guimiento y evaluar el proceso de producción.
Con el desarrollo del siguiente trabajo colaborativo se utilizan conceptos que familiarizan a los estudiantes con el curso, y se manejan técnicas con datos numéricos que permiten aplicar diagramas de dispersión, de Pareto y concluir cuales son las pistas para localizar las causas de los problemas de calidad en los productos y direccionar las acciones de mejora; a demás se reconoce el diagrama causa -efecto como herramienta grafica que facilita el entendimiento del problema.
A continuación se encontrará dentro del presente trabajo, el desarrollo de varios ejemplos en los que se utilizan las técnicas anteriormente enumera-das y se espera que además de cumplir con lo requerido, sirva como punto de partida en la interiorización de los temas tanto para el buen desarrollo del curso como para la implementación en la vida práctica.

OBJETIVOS
Objetivo general
Cada estudiante maneja técnicas con datos numéricos y datos no numéricos para mejorar la calidad en la que se utilizan diferentes diagramas e histograma y se enfocan las soluciones al proceso de producción.
Objetivos específicos
Que el estudiante identifique conceptos y elementos para enfocar la importancia de la calidad y su significado en el ámbito empresarial.
Que el estudiante maneje técnicas de control estadístico de procesos.
Los estudiantes describen, analizan y sustentan problemas y soluciones en el ámbito de control de calidad.
MARCO CIENTIFICO
CASO N°1. APLICACIÓN DIAGRAMA DE DISPERSIÓN
La empresa automotriz EL AVENTÓN, paga usualmente horas extras para cumplir los tiempos de entrega. En este centro productivo, un grupo de mejora de la calidad está tratando de reducir la proporción de piezas malas. Con este propósito deciden investigar la relación que existe entre la cantidad de horas extras y el porcentaje de artículos defectuosos.
Los datos obtenidos son:
Semana Horas extras % de defectuosos
1 340 5%
2 95 3%
3 210 6%
4 809 15%
5 80 4%
6 438 10%
7 107 4%
8 180 6%
9 100 3%
10 550 13%
11 220 7%
12 50 3%
13 193 6%
14 290 8%
15 340 2%
16 115 4%
17 362 10%
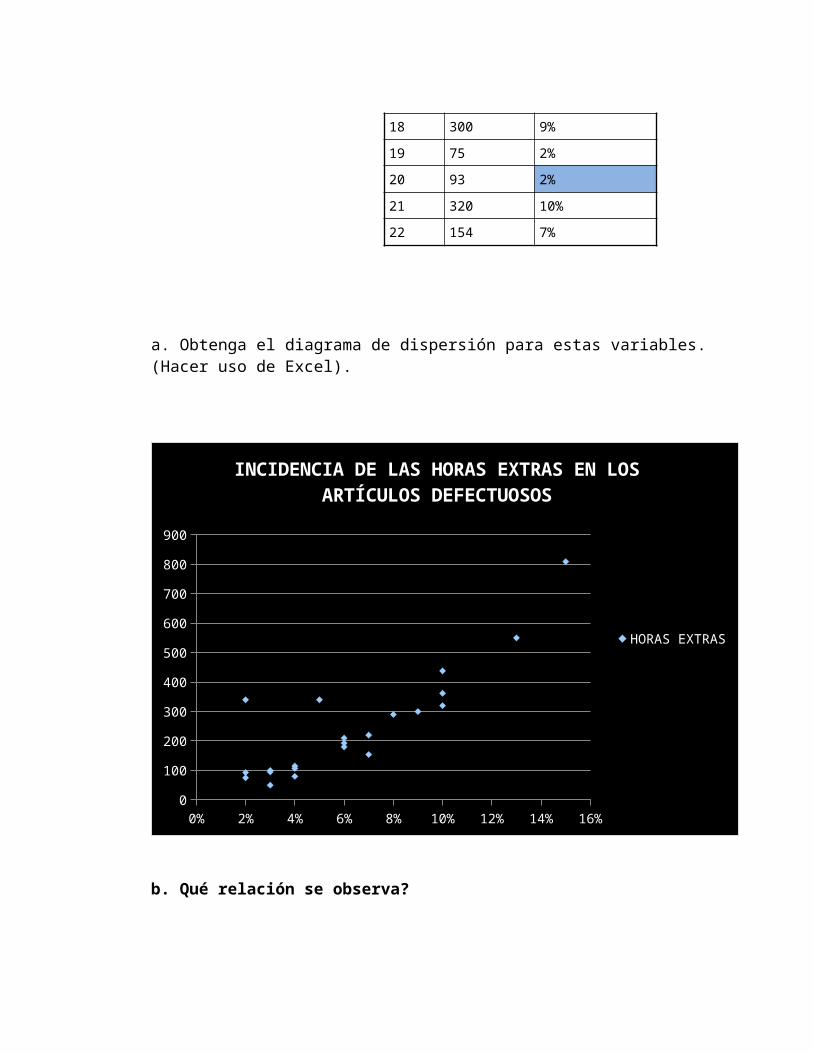
18 300 9%
19 75 2%
20 93 2%
21 320 10%
22 154 7%

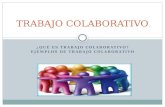
a. Obtenga el diagrama de dispersión para estas variables. (Hacer uso de Excel).
0% 2% 4% 6% 8% 10% 12% 14% 16%0
100
200
300
400
500
600
700
800
900
INCIDENCIA DE LAS HORAS EXTRAS EN LOS ARTÍCULOS DEFECTUOSOS
HORAS EXTRAS
b. Qué relación se observa?
Del diagrama de dispersión se puede observar que entre mayor sea la cantidad de horas extras laboradas por los trabajadores, mayores serán los porcentajes de piezas defectuosas que saldrán, dicho de otra manera, existe una relación directamente proporcional entre las piezas defectuosas con la cantidad de horas.
c. Con base en lo anterior, puede concluir con seguridad que cuando se trabaja tiempo extra se incrementa el porcentaje de defectuosos porque ocurren factores de calentamiento de equipo, cansancio de obreros, etc, que causan mayores problemas en la calidad de las piezas?
Si, según el diagrama de dispersión presentado anteriormente, se puede concluir que el agotamiento de los trabajadores al ampliar significativamente su turno de trabajo, influye en su grado de concentración, en su cansancio físico y mental.
CASO N°2. PLICACIÓN DIAGRAMA DE PARETO
En un proceso de manufactura las piezas resultan defectuosas por distintas razones. Para entender cuál es la regularidad estadística de esta problemática se decide registrar los datos de inspección. Para el diseño de la hoja de verificación se toma en cuenta que las posibles fuentes de variabilidad (origen de problemas) son las maquinas, el día y el turno. En la siguiente tabla se muestran los datos obtenidos en una semana.

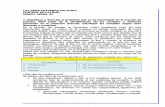
a. Realice un Pareto para problemas y encuentre cuál es el predominante.
PARETO DE PROBLEMAS
Rasguños s
uperficia
les
Rupturas
Incomplet
as
Form
a inap
ropiad
aOtro
y may
or...0
20406080
100120140
0.00%
20.00%
40.00%
60.00%
80.00%
100.00%
120.00%
Histograma
Frecuencia% acumulado
Situaciones
Frec
uenc
ia

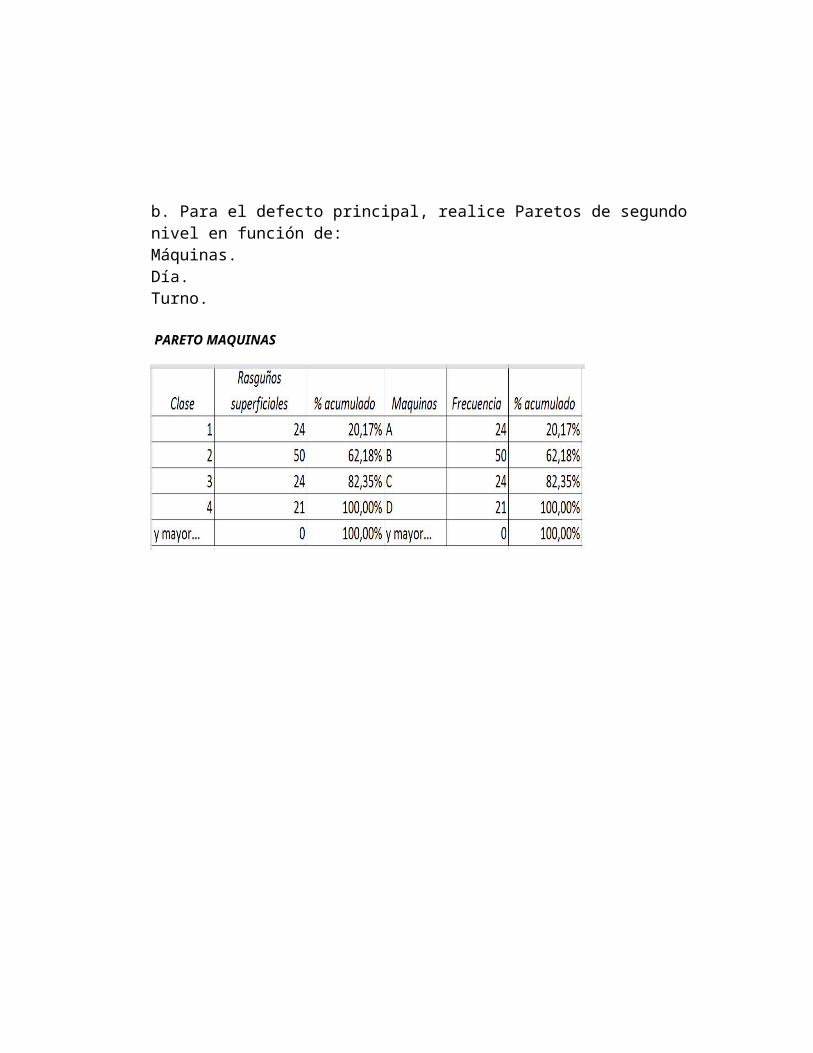
b. Para el defecto principal, realice Paretos de segundo nivel en función de: Máquinas. Día. Turno.
PARETO MAQUINAS
A B C D y mayor...0
10
20
30
40
50
60
0.00%
20.00%
40.00%
60.00%
80.00%
100.00%
120.00%
Histograma
Frecuencia% acumulado
Maquinas
Frec
uenc
ia

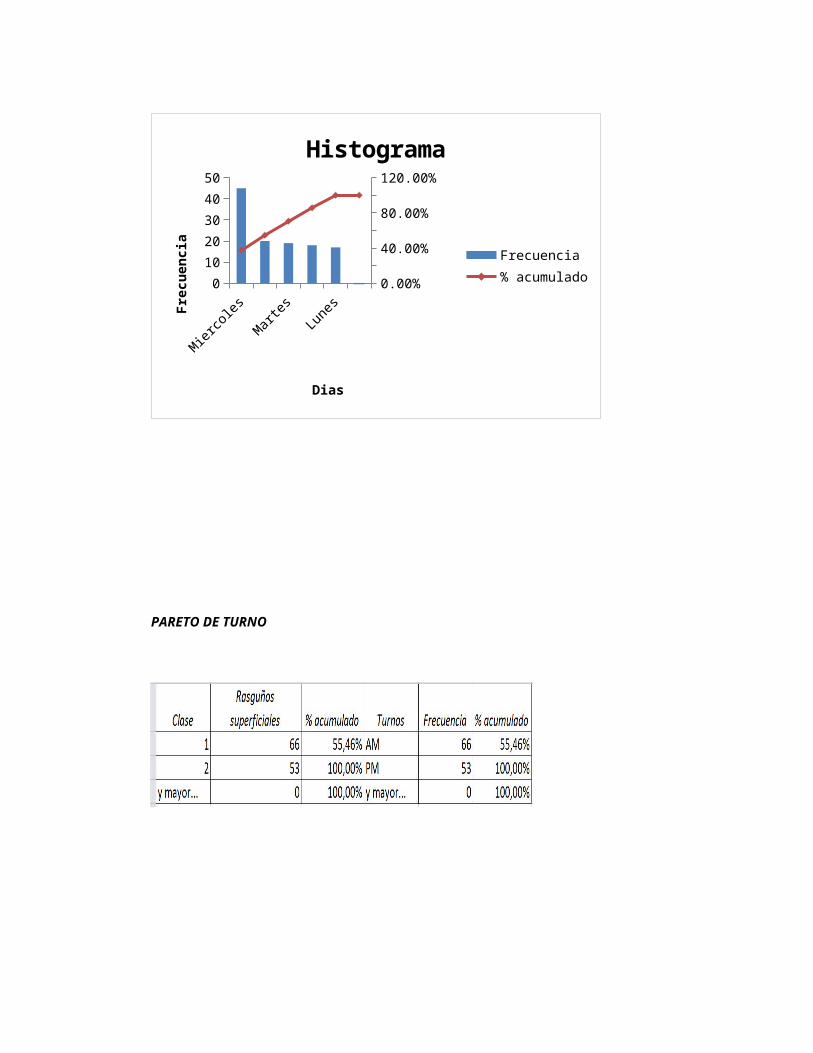
PARETO DE DIA
Mierco
les
Jueves
Martes
Viernes
Lunes
y may
or...05
101520253035404550
0.00%
20.00%
40.00%
60.00%
80.00%
100.00%
120.00%
Histograma
Frecuencia% acumulado
Dias
Frec
uenc
ia
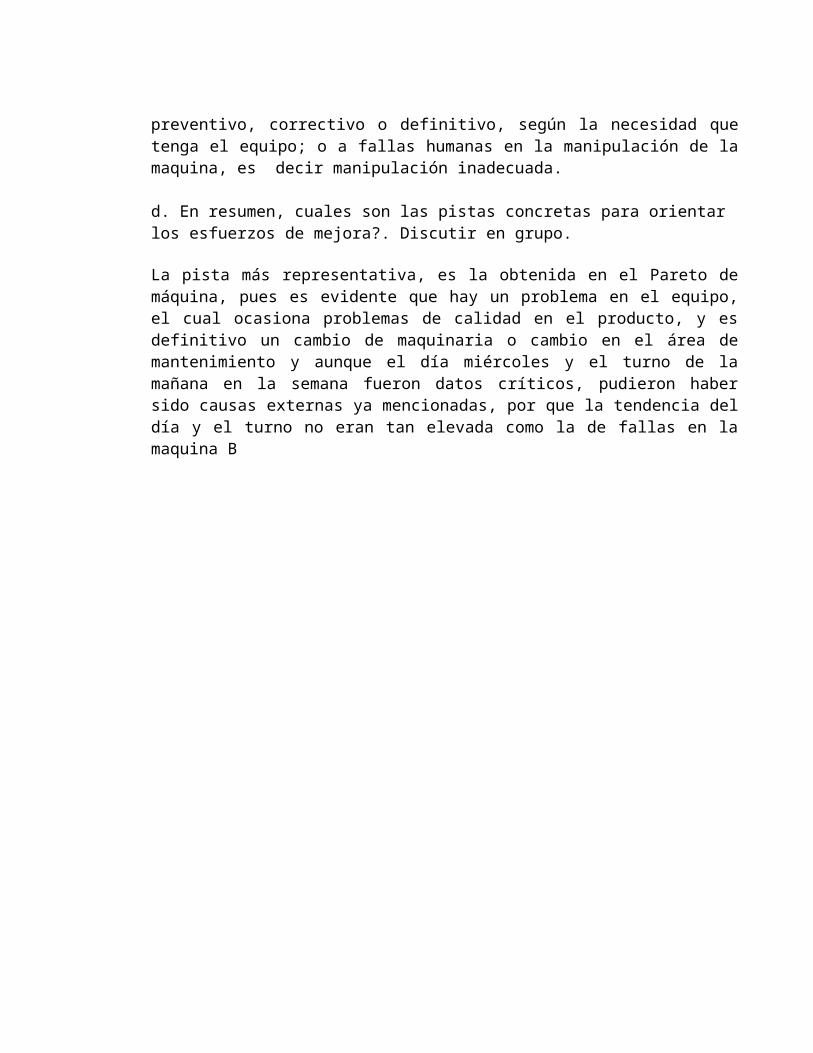
PARETO DE TURNO
AM PM y mayor...0
10
20
30
40
50
60
70
0.00%
20.00%
40.00%
60.00%
80.00%
100.00%
120.00%
Histograma
Frecuencia% acumulado
Turnos
Rasg
. Sup
erf.
C. De los Paretos de segundo nivel, con cuáles se encontraron pistas específicas para localizar la causa?. Explique
El Pareto mas especifico es del día, pues es en el que predomina mas la tendencia de defectos por rasguños y nos muestra el día miércoles como el día mas critico de la semana representando el 37.8% del total de las defectos, esto se pudo deber a factores externos como paradas de maquina producidos por cortes de energía o gas, por falta de material o defectos en los mismos también hay una predominancia de defectos en el turno de la mañana que pueden ser causados

por arranques de maquina o cuadres, falta de concentración en el personal o indumentaria inapropiada de los trabajadores; como en las piezas defectuosas el error predominante son los rasguños superficiales, se hace seguimiento de las hebillas, botones, ganchos etc. en los uniformes de los mismos operarios. y finalmente encontramos que la maquina con más problemas de calidad es la B, la cual representa un 42% de defectos, esto se puede deber a la falta de un mantenimiento preventivo, correctivo o definitivo, según la necesidad que tenga el equipo; o a fallas humanas en la manipulación de la maquina, es decir manipulación inadecuada.
d. En resumen, cuales son las pistas concretas para orientar los esfuerzos de mejora?. Discutir en grupo.
La pista más representativa, es la obtenida en el Pareto de máquina, pues es evidente que hay un problema en el equipo, el cual ocasiona problemas de calidad en el producto, y es definitivo un cambio de maquinaria o cambio en el área de mantenimiento y aunque el día miércoles y el turno de la mañana en la semana fueron datos críticos, pudieron haber sido causas externas ya mencionadas, por que la tendencia del día y el turno no eran tan elevada como la de fallas en la maquina B
CASO N°3. APLICACIÓN DIAGRAMA CAUSA-EFECTO
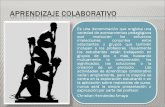
Teniendo en cuenta los Paretos de segundo nivel del caso 2. Elabore un Diagrama de causa – efecto.
DIAGRAMA CAUSA-EFECTO
Rasguños Superficiales
Máquinas
Turno
Mala Calibración
Piezas defectuosas
Desgaste Por Uso
Operación Inadecuada
Día
Falta de capacitacióndel personal
Falta de mantenimiento
Falta de capacitacióndel personal
Errores Humanos
Repuestos de mala calidad
Falta De Motivación
Cansancio
Distracciones
Falta de verificación y control
Personal no calificado
Factor Ambiental
CAUSAS
EFECTO

CONCLUSIONES
Los datos y números siempre nos van a proporcionar información sobre algún evento en particular, pero los diagramas siempre nos van a mostrar algo más y nos van a dar una idea más grafica y fácil de entender de ese suceso y nos van a permitir analizarlo mejor y de una forma más clara.
Con el ejercicio del caso uno se puede evidenciar que al realizar el diagrama de dispersión, la grafica nos da un mejor panorama de lo que los resultados arrojan al ser tabulados.
Los diagramas de Pareto nos brindan una información más detallada en cuanto a casos puntuales se refiere, es decir son de una gran ayuda cuando se tienen varios factores a analizar y determinar cuál de ellos es el predominante.
Con los diagramas de causa – efecto se puede obtener posibles soluciones a situaciones planteadas dentro de ellos mismos y podemos ver de una forma más organizada los factores que influyen en que una determinada causa pueda darse.
Nos parece que la utilización de estas herramientas es de gran utilidad cuando se trata de asegurar procedimientos de calidad efectivos y que busquen un verdadero control y mejoramiento de la calidad de determinado proceso.
BIBLIOGRAFIA
ALVARADO RUEDA René Alejandro_Modulo Control de Calidad_Yopal_Guía Didactica_2010_2da. Edición.
FUNDIBEQ. "Diagrama de Dispersión". Internet: (http://www.fundibeq.org/opencms/export/sites/default/PWF/downloads/gallery/methodology/tools/diagrama_de_dispersion.pdf)_ Consultado 03 de Octubre de 2012.