169955029 AWS B1 11 Guia Para La Inspeccion Visual de Soldaduras
Upload
gustavo-sotoCategory
view
1.210download
4
PROCEDIMIENTO DE INSPECCIÓN VISUAL DE SOLDADURA
CONTENIDO
1. Objetivo
2. Ámbito de Aplicación
3. Responsabilidad de Implementación
4. Referencias
5. Terminologías
6. Desarrollo
7. Historial de Cambios
8. Anexos

PROCEDIMIENTO DE INSPECCIÓN VISUAL DE SOLDADURA
1. OBJETIVO Determinar los lineamientos generales aplicables a la ejecución de la inspección visual de
soldadura para asegurar la calidad de todas las juntas soldadas.
2. ÁMBITO DE APLICACIÓN Aplicable a la inspección visual de todas las uniones soldadas que se realizarán en la fase
de montaje del proyecto “xxxxxxx”, de acuerdo con los requisitos del código AWS D1.5.
3. RESPONSABILIDAD DE IMPLEMENTACIÓN
• Inspector de Control Calidad (Obra): Responsable por el monitoreo permanente de la inspección, emisión del registro de la
inspección y reportar el hallazgo de algún defecto para que se tomen, sin demora
injustificada, las acciones correctivas necesarias.
• Supervisor de Soldadura (Obra):: Responsable de controlar los parámetros de los procedimientos de soldadura y
establecer coordinación con el inspector de calidad para la ejecución de la inspección
visual de soldadura. Asimismo, es responsable de ejecutar las acciones correctivas
necesarias que determine el Inspector de Calidad.
4. REFERENCIAS
• Código AWS D1.5 (Bridge Welding Code).
• Especificaciones técnicas.
5. TERMINOLOGÍAS
• Galga o Gage para inspección de soldadura: Dispositivo metálico de acción mecánica diseñado y graduado para mediciones
específicas en juntas y/o uniones soldadas.
6. DESARROLLO 6.1 EQUIPOS A EMPLEAR
• Galgas para inspección de soldadura (Fillet gages, Bridge Cam, V-Wac, etc.)

PROCEDIMIENTO DE INSPECCIÓN VISUAL DE SOLDADURA
• Lupa de aumento (si es necesario)
• Linterna (si es necesario)
6.2 EJECUCIÓN
• El Inspector de Calidad y/o Supervisor de Soldadura revisará que se ejecuten los
pasos previos al inicio de la soldadura: preparación de juntas, limpieza de juntas,
precalentamiento (si es aplicable), verificación del material de aporte y condición de
los equipos de soldadura a emplear.
• Durante el proceso de soldadura, el Supervisor de Soldadura deberá monitorear el
control de las variables de soldadura, la limpieza entre pases, temperatura entre
pases, secuencia de soldadura y protección adecuada de la zona de soldadura.
• Terminado el proceso de soldadura, el Inspector de Calidad deberá inspeccionar la
soldadura terminada, basándose en los criterios de aceptación (ver anexo).
• El Inspector de Calidad, emitirá el registro de Inspección Visual Soldadura
PE.OPER.0993.RG.009 en la frecuencia que considere adecuada. 7. HISTORIAL DE CAMBIOS
8. ANEXOS
• Perfiles de Soldadura
• Calidad de la Soldadura
AASHTO/AWS D1.5M/D1.5:2010
3.6 Perfiles de Soldadura 3.6.1 Las caras de las soldaduras de filete pueden ser ligeramente convexa, plana o
ligeramente cóncava como se muestra en la Figura 3.3(A) y (B), con ninguno de los perfiles
inaceptables mostrados en la Figura 3.3 (C).

PROCEDIMIENTO DE INSPECCIÓN VISUAL DE SOLDADURA
3.6.1.1 Excepto en las soldaduras exteriores en empalmes de la esquina, la
convexidad C de una soldadura o superficie del cordón no superará en 0,07 veces la
anchura real de la cara de la soldadura o cordón individual, respectivamente, más
1,5 mm [ver Figura 3.3 (B)].
3.6.1.2 Excepto para la socavación, como sea permitido por el código, los
requerimientos de estos perfiles no se aplicará en los extremos de la soldadura de
filete intermitente fuera de sus longitudes efectivas. La exclusión del perfil en los
extremos de las soldaduras de filete fuera de sus longitudes efectivas no modifica
las disposiciones de calidad de soldadura de 6.26.
3.6.2 Las soldaduras de canal de preferencia se deben hacer con leve o mínimo cara de
refuerzo salvo que se disponga lo contrario. En el caso de las juntas a tope y de esquina, la
cara de refuerzo no será superior a 3 mm en altura y tendrá transición gradual al plano de la
superficie del metal de base [ver Figura 3.3 (D)]. Ellos deben estar libres de las
discontinuidades que se muestran para las juntas a tope en la Figura 3.3 (E).
3.6.3 Las superficies de las juntas a tope requeridas para estar al ras serán terminadas a fin
de no reducir el espesor del metal base más delgada o metal de soldadura por más de 1
mm o 5% del espesor, el que sea menor, ni dejar que el refuerzo exceda de 1 mm. A menos
que sea aprobado por el Ingeniero, todo refuerzo será removido cuando la soldadura forma
una parte de una superficie de contacto. Cualquier refuerzo deberá pulirse suavemente en
las superficies de la plancha con las áreas de transición libres de socavación desde el borde
de la soldadura. El astillado puede usarse, siempre y cuando es seguido por el esmerilado.
3.6.4 Cuando se requiera el acabado de las superficies, los valores de rugosidad de la
superficie no podrá exceder de 6 µm. Las superficies terminadas a valores de más de 3 µm
hasta 6 µm serán terminadas paralelas a la dirección del esfuerzo principal. Las superficies
terminadas a valores de 3 µm o menos se pueden acabar en cualquier dirección, sujeto a
los siguientes requisitos adicionales: las juntas a tope entre las partes sometidas a
esfuerzos de tracción, ya sea uniéndose partes del ancho o espesor igual o desigual serán
cumplidas al ras, o para suavizar una transición, con una rugosidad inferior o igual a 3 µm.
3.6.5 Las soldaduras deberán estar libres de solapamiento.

PROCEDIMIENTO DE INSPECCIÓN VISUAL DE SOLDADURA
AASHTO/AWS D1.5M/D1.5:2010
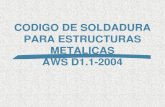
(A) PERFILES DE SOLDADURA DE FILETE DESEABLE (B) PERFILES DE SOLDADURA DE FILETE ACEPTABLE
aConvexidad, C, de una soldadura o la superficie individual del cordón no excederá 0.07 veces la anchura real de la cara de la soldadura o cordón individual, respectivamente, más 1.5 mm.
GARGANTA CONVEXIVIDAD SOCAVACIÓN SOLAPE PIERNA FUSIÓN INSUFICIENTE EXCESIVA EXCESIVA INSUFICIENTE INCOMPLETA
(C) PERFILES DE SOLDADURA DE FILETE INACEPTABLE
TAMAÑO TAMAÑO TAMAÑO TAMAÑO
CONVEXIVIDAD GARGANTA SOCAVACIÓN SOLAPE EXCESIVA INSUFICIENTE EXCESIVA (VER 3.6.4) (VER 3.6.2) (VER 3.6.3) (VER 6.26.1.5)
(E) PERFILES DE SOLDADURA EN CANAL EN JUNTAS A TOPE INACEPTABLE
(D) PERFILES DE SOLDADURA EN CANAL ACEPTABLE
bRefuerzo R no deberá exceder de 3 mm (ver 3.6.2)
TAMAÑO TAMAÑO TAMAÑO
TAMAÑO TAMAÑO TAMAÑO TAMAÑO TAMAÑO TAMAÑO
R (Nota b)
R (Nota b)
Figura 3.3 – Perfiles de Soldadura Aceptable e Inaceptable (ver 3.6)
(Nota a) (Nota a) TAMAÑO (Nota a)

PROCEDIMIENTO DE INSPECCIÓN VISUAL DE SOLDADURA
AASHTO/AWS D1.5M/D1.5:2010
6.26 Calidad de la Soldadura 6.26.1 Inspección Visual: Todas las soldaduras serán visualmente inspeccionadas. Una
soldadura será aceptada por inspección visual si este está conforme con los siguientes
requerimientos:
6.26.1.1 La soldadura no deberá tener fisuras.
6.26.1.2 Deberá existir fusión completa entre capas adyacentes de metal de
soldadura y entre el metal de soldadura y el metal base.
6.26.1.3 Todos los cráteres deberán ser llenados por completo la sección transversal
de soldadura, a excepción de los extremos de soldaduras de filete intermitente fuera
de su longitud efectiva cuando dichas soldaduras se permiten en el diseño.
6.26.1.4 Los perfiles de soldadura serán en conformidad con 3.6.
6.26.1.5 En miembros principales, la socavación no deberá ser más de 0.25 mm de
profundidad cuando la soldadura es transversal a los esfuerzos de tracción bajo
cualquier condición de diseño de carga. La socavación no deberá ser más que 1 mm
de profundidad para los otros casos.
6.26.1.6 La frecuencia de la porosidad tubular en la superficie de las soldaduras de
filete no deberá exceder de 1 en cada 100 mm ó 6 en cada 1200 mm de longitud de
soldadura y el diámetro máximo no deberá exceder de 2.4 mm.
(1) Para la porosidad una inspección sub superficial se realizará a cabo
siempre que la porosidad tubular de 2,4 mm o más diámetro se extiende a la
superficie a intervalos de 300 mm o menos sobre una distancia 1200 mm, o
cuando la condición de electrodos, fundente, metal base, o la presencia de
agrietamiento de la soldadura indica que puede haber un problema con la
porosidad tubular o densa.
(2) Esta inspección sub superficial será una inspección visual de 300 mm de
longitudes expuestas de la garganta soldadura de filete después de que ha
sido removido o eliminado por desbaste de arco de carbono de aire a una
profundidad de 1/2 de la garganta de diseño.
Cuando se ve en la mitad de la garganta de la soldadura, la suma de los
diámetros de todas las porosidades no será superior a 10 mm en cualquier
longitud de 25 mm de soldadura o 20 mm en cualquier longitud de 300 mm
de la soldadura.

PROCEDIMIENTO DE INSPECCIÓN VISUAL DE SOLDADURA
AASHTO/AWS D1.5M/D1.5:2010
6.26.1.7 Una soldadura de filete en cualquier soldadura contínua simple puede tener
menos del tamaño nominal de soldadura de filete especificado en 2 mm sin
corrección, a condición de que la porción de tamaño inferior de las soldaduras no
supere el 10% de la longitud de la soldadura. En las soldaduras de alma-ala de
vigas, la reducción deberá ser prohibida en los extremos para una longitud igual a
dos veces el ancho del ala.
6.26.1.8 Las soldaduras de canal de penetración completa en juntas a tope
transversal en dirección al esfuerzo de tracción calculado no deberán tener
porosidad tubular visible. Para todas las otras soldaduras de canal, la frecuencia de
porosidad tubular no deberá exceder 1 por cada 100 mm de longitud, y el diámetro
máximo no deberá exceder de 2.4 mm.
6.26.1.9 La inspección visual de las soldaduras en todos los aceros pueden iniciar
inmediatamente después de que las soldaduras terminadas se hayan enfriado a
temperatura ambiente. Los criterios de aceptación para aceros M 270M/M 270
Grados 690/690W [100/100W] (A 709/ A 709M Grados 690/690W [100/100W])
deberá estar basado en la inspección visual realizada en no menos de 48 horas
después de la terminación de la soldadura.