Laboratorio 1 - Procesos Mecanicos II Revisado
20
0 ÍNDICE Resumen.........................................................3 Objetivos.......................................................3 Características Técnicas de equipos.............................4 Metodología experimental........................................5 Presentación de datos...........................................7 Presentación de resultados.....................................10 Conclusiones...................................................13 Apéndice.......................................................14 a. Teoría del experimento....................................14 b. Desarrollo de los cálculos................................16 c. Bibliografía..............................................17
-
Upload
christian-daniel -
Category
Documents
-
view
224 -
download
0
description
Ramo procesos mecanicos II, laboratorio 1
Transcript of Laboratorio 1 - Procesos Mecanicos II Revisado
0
NDICE
Resumen3Objetivos3Caractersticas Tcnicas de equipos4Metodologa experimental5Presentacin de datos7Presentacin de resultados10Conclusiones13Apndice14a.Teora del experimento14b.Desarrollo de los clculos16c.Bibliografa17
RESUMEN
En el siguiente informe se expondr un ensayo de trefilado, en donde se utilizarn 24 probetas (8 de latn, 8 de acero y 8 de cobre), proceso en el cual las probetas se deformarn por medio de hileras de distinto ngulo de entrada y dos posicionamientos de velocidad de mquina distintas (5 y 10). Gracias a los datos obtenidos luego de realizado el proceso de trefilado se realizar un posterior anlisis.
OBJETIVOS
OBJETIVO GENERAL: Familiarizar al alumno con el proceso de Trefilado.OBJETIVOS ESPECFICOS: Demostrar la deformabilidad de los metales y aleaciones a la Trefilacin.
Determinar experimentalmente magnitudes de algunas variables del proceso (fuerza, reduccin, etc.)
CARACTERSTICAS TCNICAS DE EQUIPOS
Trefilador: - Marca: Office Technique des Trfils. - Origen: Francia. - Posiciones de velocidad: 10. - Potencia mxima: 10 [HP]. Pie de metro: - Marca: Mitutoyo. - Rango: 0 309,55 [mm]. - Resolucin: 0,05 [mm].
Manmetro: - Marca: WIKA. - Resolucin: 2 [kg/cm2] 20 [psi].
Cinta mtrica extensible: - Marca: Sanlon. - Rango: 0 3000 [mm]. - Resolucin: 1 [mm]. Cronometro: - Marca: Casio. - Resolucin: 0.01 [segundos].
Probetas: - 8 probetas de latn. - 8 probetas de acero. - 8 probetas de cobre
Hileras: - 1 hilera nmero 1. - 1 hilera nmero 2. - 1 hilera nmero 3. - 1 hilera nmero 6.
METODOLOGA EXPERIMENTAL
Se comienza el laboratorio con una explicacin del profesor acerca de lo que se realizar en la experiencia, lo que se debe calcular, cmo calcular, datos a tomar, entre otros procedimientos. Se da un ejemplo con una probeta de latn, utilizando la hilera 1.Para realizar la experiencia de manera ms efectiva, es necesario asignar distintas funciones, las cuales son: Compaero encargado de medir con un pie de metro los dimetros iniciales de la parte no mecanizada de las probetas a utilizar, junto a un compaero encargado de medir, posteriormente, con una huincha, los largos iniciales de la parte no mecanizada de las probetas a utilizar. Cabe mencionar que se marcaron cada una de las probetas para que, por cualquier duda, se pudiera verificar.
Compaero encargado de observar en la mquina la presin en vaco que marca el manmetro, mientras otro hace funcionar la mquina. Teniendo presente que para calcular la velocidad se necesita una distancia y tiempo conocido, otro compaero est encargado de medir el tiempo que demora en pasar por unas marcas a una distancia conocida. Cabe mencionar que se tomaron dos posiciones diferentes de velocidad de la mquina, calculndose as dos presiones y velocidades en vaco.
Figura 1: Posiciones de velocidad de la mquina (en la imagen se puede observar la posicin 5). Luego un compaero es encargado de lubricar la probeta, posteriormente sta se pasa a travs de una hilera correspondiente, para colocarla en la mquina apretndola firmemente con la mordaza.
Figura 2: Hileras utilizadas en la experiencia.
Enseguida se realiza el proceso de trefilado, teniendo presente que un compaero estar encargado de observar la presin mxima que se observe en el manmetro, otro encargado de medir el tiempo que demore en pasar por las marcas de la distancia conocida y otro hace funcionar la mquina.
Al finalizar el proceso anterior, un compaero se encarga de medir el dimetro final de la probeta trefilada y otro el largo de esta misma.
Finalmente se realizan los pasos 3, 4 y 5 anteriormente mencionados con cada una de las probetas de latn, acero y cobre. Una vez obtenidos todos los datos se realiza el anlisis.
PRESENTACIN DE DATOS
Datos: - Distancia entre medidas del tiempo de trefilado tomado: 0,2 [m].- rea (rea del pistn menos rea del vstago de la mquina): 17,2788 [cm2].
Tabla 1: Hilera utilizada, posicin de la velocidad de la mquina, dimetro inicial, largo inicial, rea inicial y presin en vaco de las probetas de latn utilizadas en la experiencia. ProbetaHilera utilizadaPosicin de velocidad de la mquinaDimetro inicial [mm]Largo inicial [mm]rea Inicial de la probeta [cm2]Presin en vaco [kgf/cm2]
11106,42410,321714
22106,42390,321714
33106,42390,321714
46106,42410,321714
5156,42450,321720
6256,42380,321720
7356,42410,321720
8656,42390,321720
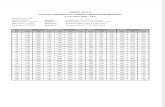
Tabla 1.1: Dimetro final, largo final, rea final, presin de trefilado, velocidad en vaco y tiempo de trefilado de las probetas de latn utilizadas en la experiencia. . ProbetaDimetro final [mm]Largo final [mm]rea final de la probeta [cm2]Presin de trefilado [Kgf/cm2]Velocidad en vaco [m/s]Tiempo de trefilado [segundos]
15,753170,2597520,023017,37
25,703080,2552560,023018,01
35,703130,2552520,023016,70
45,553290,2419580,023017,44
55,653230,2507580,09262,27
65,703050,2552560,09262,25
75,653140,2507580,09262,34
85,703270,2552620,09262,33
Tabla 2: Hilera utilizada, posicin de la velocidad de la mquina, dimetro inicial, largo inicial, rea inicial y presin en vaco de las probetas de acero utilizadas en la experiencia. ProbetaHilera utilizadaPosicin de velocidad de la mquinaDimetro inicial [mm]Largo inicial [mm]rea Inicial [cm2]Presin en vaco [kgf/cm2]
11106,02450,282714
22106,02470,282714
33106,02410,282714
46106,02440,282714
5156,02440,282720
6256,02420,282720
7356,02440,282720
8656,02420,282720
Tabla 2.2: Dimetro final, largo final, rea final, presin de trefilado, velocidad en vaco y tiempo de trefilado de las probetas de acero utilizadas en la experiencia. ProbetaDimetro final [mm]Largo final [mm]rea final de la probeta [cm2]Presin de trefilado [Kgf/cm2]Velocidad en vaco [m/s]Tiempo de trefilado [segundos]
15,602820,2463440,023016,95
25,702750,2552420,023019,60
35,652750,2507480,023019,30
45,602850,2463640,023020,30
55,602750,2463500,09262,20
65,702680,2552460,09262,41
75,652770,2507640,09262,36
85,502820,2376720,09262,39
Tabla 3: Hilera utilizada, posicin de la velocidad de la mquina, dimetro inicial, largo inicial, rea inicial y presin en vaco de las probetas de cobre utilizadas en la experiencia. ProbetaHilera utilizadaPosicin de velocidad de la mquinaDimetro inicial [mm]Largo inicial [mm]rea Inicial [cm2]Presin en vaco [kgf/cm2]
11106,42320,321714
22106,42450,321714
33106,42320,321714
46106,42390,321714
5156,42430,321720
6256,42280,321720
7356,42440,321720
8656,42460,321720
Tabla 3.1: Dimetro final, largo final, rea final, presin de trefilado, velocidad en vaco y tiempo de trefilado de las probetas de cobre utilizadas en la experiencia. ProbetaDimetro final [mm]Largo final [mm]rea final de la probeta [cm2]Presin de trefilado [Kgf/cm2]Velocidad en vaco [m/s]Tiempo de trefilado [segundos]
15,603080,2463400,023011,19
25,703030,2552400,023011,26
35,653220,2507400,023011,33
45,503400,2376440,023011,67
55,653130,2507460,09263,35
65,702940,2552460,09262,18
75,603220,2463460,09262,30
85,403560,2290480,09262,91
Tabla 4: Dimetro de salida y ngulo de entrada de las hileras utilizadas en la experiencia. Hilera Dimetro de salida [mm]Angulo de entrada [Grados]
15,66,5
25,69,5
35,613
65,625
PRESENTACIN DE RESULTADOS
ProbetaFuerza [Kgf]Velocidad de trefilado [m/s]Potencia trefilado [Kw]Potencia trefilado [HP]Deformacin LongitudinalReduccin de rea [%]
1898,49760,01150,10130,13580,315419,27
2967,61280,01110,10530,14120,288720,67
3898,49760,01200,10570,14170,309620,67
41002,17040,01150,11300,15150,365224,81
51002,17040,08810,86561,16030,318422,07
6967,61280,08890,84331,13040,281520,67
71002,17040,08550,84011,12610,302923,44
81071,28560,08580,90111,20790,368220,67
Tabla 5: Fuerza, velocidad de trefilado, potencia de trefilado, deformacin longitudinal y reduccin de rea de las probetas de latn utilizadas en la experiencia.
Tabla 6: Fuerza, velocidad de trefilado, potencia de trefilado, deformacin longitudinal y reduccin de rea de las probetas de acero utilizadas en la experiencia.ProbetaFuerza [Kgf]Velocidad de trefilado [m/s]Potencia trefilado [Kw]Potencia trefilado [HP]Deformacin LongitudinalReduccin de rea [%]
1760,26720,01180,08800,11800,151012,88
2725,70960,01020,07260,09730,11349,73
3829,38240,01040,08460,11340,141111,32
41105,84320,00990,10730,14380,168012,88
5863,94000,09090,76991,03200,127112,88
6794,82480,08300,64680,86700,10749,73
71105,84320,08470,91831,23100,135311,32
81244,07360,08371,02091,36850,165315,95
Tabla 7: Fuerza, velocidad de trefilado, potencia de trefilado, deformacin longitudinal y reduccin de rea de las probetas de cobre utilizadas en la experiencia.ProbetaFuerza [Kgf]Velocidad de trefilado [m/s]Potencia trefilado [Kw]Potencia trefilado [HP]Deformacin Longitudinal Reduccin de rea [%]
1691,15200,01790,12130,16260,327623,44
2691,15200,01780,12060,16170,236720,68
3691,15200,01770,11990,16070,387922,06
4760,26720,01710,12750,17090,422626,15
5794,82480,05970,46520,62360,288122,06
6794,82480,09170,71460,95790,289520,68
7794,82480,08700,67790,90870,319723,44
8829,38240,06870,55860,74880,447228,81
ProbetaVelocidad de trefilado [m/s]Fuerza [Kgf]Potencia trefilado [HP]Deformacin Longitudinal Reduccin de rea [%]
Latn 10,012941,6950,1430,32021,355
Latn 20,0871010,8101,1560,31221,713
Acero 10,011886,9780,1180,14311,703
Acero 20,0861002,1701,1220,13412,470
Cobre 10,018708,4310,1640,34423,083
Cobre 2 0,077803,4640,8100,33623,748
Tabla 8: Promedio de la fuerza, velocidad de trefilado, potencia de trefilado, deformacin longitudinal y reduccin de rea de las 4 primeras y ltimas mediciones de latn, acero, cobre (latn 1, acero 1, cobre 1) y cuatro ltimas mediciones (latn 2, acero 2, cobre 2) de los resultados obtenidos en las tablas 5, 6, 7.
Grafico 1: Fuerza versus ngulo de entrada de la probeta de latn.
Grafico 2: Fuerza versus ngulo de entrada de la probeta de acero.
Grafico 3: Fuerza versus ngulo de entrada de la probeta de cobre.
CONCLUSIONES
Observando los porcentajes de reduccin de rea en la tabla 8, se puede decir que, entre los tres materiales, el acero present la menor disminucin de rea, comparndola con el latn y cobre, lo cual tiene sentido ya que el acero presenta la mayor dureza de los materiales utilizados, y por ende, opone una mayor resistencia a ser deformado, como se observa en el valor de deformacin longitudinal obtenido por el acero, del cual se logra visualizar una deformacin mucho menor respecto a los dems tipos de probetas.
Analizando con ms detalle la tabla 8, se puede apreciar que el valor de la potencia de trefilado del latn (promedio de las 4 ltimas hileras, es decir, latn 2) es 1,156 [HP], en tanto que el acero bajo las mismas condiciones presenta una potencia de trefilado de 1,122 [HP]. Se puede observar que el latn requiere una mayor potencia para la realizacin del proceso de trefilado, lo cual no es concordante (de acuerdo a las propiedades de cada material, comparativamente), esto se puede deber a que el dimetro inicial de ambas probetas es diferente, siendo la del latn (6,4 [mm]) y la del acero (6 [mm]) por lo que el primero requiri una mayor fuerza para ser trefilado ya que exigi un mayor grado de deformacin.
Realizando un anlisis comparativo de las fuerzas de la hilera nmero 3 respecto a la hilera numero 6 observadas de cada uno de los grficos fuerza versus ngulo de entrada 1,2 y 3 (latn, acero, cobre) se puede establecer que la hilera nmero 6 requiere una mayor fuerza para el proceso de trefilado que la nmero 3 en cada una de las distintas probetas. Lo anterior indica que la tendencia ms comn que se present durante la experiencia fue que a mayor ngulo de entrada de la hilera, mayor era la fuerza necesaria para poder trefilar y por ende mayor la potencia de trefilacin.
APNDICE
A) Teora del experimento:En el proceso de trefilado el material metlico, alambre o barra, es deformado al ser reducida su rea pasando por un cono duro (hilera).
Las magnitudes del proceso son:
do= Dimetro de entrada del alambre (si es redondo).d1= Dimetro de salida (mm).Ao= rea central a la entrada (o).A1= rea final a la salida (1).Fo= Fuerza tractora a la entrada (kp).F1= Fuerza de traccin a la salida.V1= Velocidad del alambre a la salida (m/seg).1= Tensin de salida.Pto. 0= Indica comienzo de la deformacin plstica.Pto. 1= Indica final de la deformacin plstica.= Grado de deformacin otorgado.= Coeficiente de roce entre hilera y material.o= Deformacin previa del material a la entrada.p= Presin entre herramienta y metal.H B= Dureza Brinell.s= Lmite de fluencia o resistencia a la deformacin del material (kp/mm2).= Tensin media del proceso.= Reduccin de rea = Ao A1 x 100 % AoB = /tg = / si el ngulo de la hilera es pequeo.R = Fuerza radial de separacin al trabajo con hilera bipartida (splitdie).Nt = Potencia de trefilacin.Ne = Potencia elctrica efectiva a la salida del motor del trefilador. = V x I (kw)n = Rendimiento del trefilador.
La expresin para la fuerza de traccin (salida) es:
F1 = A1 1
La potencia de trefilacin Nt:
Nt = F1 V1 [kw]
El rendimiento del trefilador se determina por:
n = F1 V1 en que Ne es la potencia elctrica efectiva del motor o la red. Ne = V I
B) Desarrollo de clculos:
A modo de ejemplificar los desarrollos realizados, se procede a describir el procedimiento de una sola medicin (probeta 1, hilera 1): Obtencin de la Fuerza:Para realizar el clculo de la fuerza se utiliza la siguiente ecuacin: ; Ecuacin 1.Reemplazando los valores de la medicin 1 (tabla 1) en la ecuacin 1: Velocidad de trefilado:Para realizar el clculo de la velocidad de trefilado se utiliza la siguiente ecuacin: ; Ecuacin 2.Reemplazando los valores de la medicin 1 (datos y tabla 1.1) en la ecuacin 2:
Potencia de trefilado:
Para realizar el clculo de la potencia de trefilado se utiliza la siguiente ecuacin: ; Ecuacin 3.Reemplazando los valores de la medicin 1 obtenidos anteriormente en la ecuacin 3:
Deformacin longitudinal:
Para realizar el clculo de la deformacin longitudinal se utiliza la siguiente ecuacin: ; Ecuacin 4.Reemplazando los valores de la medicin 1 (datos, tabla 1 y tabla 1.1) en la ecuacin 4:
Reduccin de rea porcentual:Para realizar el clculo de la deformacin longitudinal se utiliza la siguiente ecuacin: ; Ecuacin 5.Reemplazando los valores de la medicin 1 (tabla 1 y tabla 1.1) en la ecuacin 5: 19,27 [%].
C) Bibliografa:
1) Apuntes del cuaderno.2) Gua E06 Trefilado.3) http://www.industriasasociadas.com/Tablas/Pdf/TablaPotencia.pdf.