Lo que sabemos es una gota de agua; lo que ignoramos es el
59
Transcript of Lo que sabemos es una gota de agua; lo que ignoramos es el

Lo que sabemos es una gota de agua; lo que ignoramos es el océano.
Isaac Newton (1642-1727).
Dedicatoria: Este trabajo se lo dedico a todos los que confiaron en mí, y nunca dudaron
de mis capacidades, de manera especial:
A mi abuela Deisy por su comprensión, amor y confianza.
A mis padres por darme el ser y guiarme en los caminos de la vida.
A Carlos y Lilian por su apoyo incondicional.
A mi novio Broulaye por su ayuda y ser mi sostén en los momentos
difíciles.
A todos los que siempre estuvieron cerca, y permitieron hacer realidad este
momento…
Lismary.
Quisiera dedicar este trabajo, a todas las personas que de una forma u
otra, compartieron conmigo parte de sus vidas. A todos mis compañeros de
cuarto por haberme brindado su apoyo de forma incondicional, y en
especial a mis padres por haber confiado en mi y por estar a mi lado en los
momentos mas difíciles.
A mi hermano y mis primos, por apoyarme en todo momento y haber dado
desinteresadamente todo lo mejor de sí.
Miguel Ángel.

Agradecimientos:
Queremos agradecer a todas las personas que de una u otra forma que nos
han brindaron su ayuda y apoyo para la realización de este trabajo, en
especial:
A nuestros padres por toda su colaboración confianza y estar siempre a
nuestro lado.
A nuestros familiares por confiar en nosotros.
A nuestros tutores Juan J. Dopico y Alberto López Rodríguez por la
valiosa cooperación brindada.
A los compañeros de la planta de prefabricado, por su ayuda
desinteresada, y en especial a Alberto por haber sido ejemplo de
profesional, de líder y un buen amigo en todo momento.
A nuestros amigos María, Yunielvis, Baby, Kone, Berthe, Lachy, Alex,
Robin, Arleny, Lucy, Yoana, Anisleidy, Loiser, Arley, Iliander, Hirán,
Raciel, Yadira,…por su apoyo incondicional.
A los compañeros de cuarto, por haber compartido con ellos parte de la
juventud y ser para mí como una familia más.
A todos, muchas gracias.

Índice.
Resumen…………………………………………………………………………………………1 Introducción……………………………………………………………………….………..……2
Capítulo I. Estado del arte en la producción de hormigón…..………………..……..….7 1.1 Problemática de la producción actual de hormigón.……………….....…...……………..7 1.2 Hormigón de Alto Desempeño (HAD).……………………………………………....…….8 1.3 Uso de las adiciones minerales en la producción de hormigones.….……………….…9
1.4 Acción de las adiciones minerales en las propiedades del hormigón.…….………...…9
1.5 Influencia de la adición (Cal- Puzolana) en la mezcla de hormigón.………………….12
Capítulo II. Producción del Hormigón en Planta………..…..………………..………….14 2.1 Enfoque conceptual del trabajo…………………………………………..……………….14 2.2 Materiales…..…………………………………………………………….......……………..16 2.2.1 Áridos……..……………………………………………………………………………..…16 2.2.1.1 Arena de Roca Triturada (Árido Fino).………………………………….…………...17 2.2.1.2 Árido grueso o Granito (10-5) mm…………...............................................……...17 2.2.2 Cemento……………..………………………………………………………………....…18 2.2.3 Hidrato de cal…..………………………………………………………………….….…..18 2.2.4Puzolana……………………………………....……………………………………….…..19 2.2.5 Aditivo…………………………………………..……...…………………………………..19 2.3 Escalado de las mezclas……………………….….……………………………………....19 2.3.1 Características de la planta…………………………………………...…………….…..19 2.3.2 Producción de las mezclas.…………………..……………………………………..…..21 2.3.3 Análisis de los resultados……………..…...………………………………..……….….23 2.4 Costo de los materiales de las mezclas obtenidas……...…………………....…….…..26 2.4.1 Costo de los materiales por m3 de Hormigón………….…………………....…….…..26 Conclusiones…………………………………………………………………………………...29 Recomendaciones…………………………………………………………………………..…30 Referencias Bibliográficas………………………………………………………………...…31 Bibliografía………………………………………………………………………………...……32Anexos……………………………………………………………………………………...……34
Resumen.
1
Resumen.
Los resultados que se obtienen a escala del laboratorio, necesitan ser comprobados en
la practica industrial, ya sea a nivel de plantas pilotos ó a una escala mayor, la
producción industrial. El trabajo que se presenta ofrece los resultados de resistencia a
la compresión al escalar la producción de 2 hormigones estudiados en el laboratorio de
Materiales de Constricción de la Planta de Traviesas de Hormigón del territorio,
utilizando las instalaciones de la producción industrial de la Planta de Prefabricado Luís
Ramírez López.
Los hormigones estudiados se corresponden con una mezcla control diseñada para
obtener 30 MPa de resistencia y dos mezclas alternativas donde se plantea la
sustitución parcial de un 40% de CPO por adición mineral Cal- Zeolita en dos finuras de
zeolita definidas por la industria, en combinación con la utilización de Mapefluid N- 200
como aditivo químico.
Se presentan los resultados del comportamiento de la resistencia a la compresión de
las mezclas, así como un pequeño análisis estadístico y también económico del
consumo de materiales, que permitieron evaluar el comportamiento de las distintas
mezclas en ambas escalas, la del laboratorio y la de la planta productora de
prefabricados.

Introducción.
2
Introducción.
El hormigón se produce en la mayoría de los países del mundo, se encuentra presente
en toda obra de construcción. Desde que se utilizó por primera vez ha sufrido profundos
cambios, evolucionando a un ritmo paralelo al desarrollo de la ciencia y la técnica. En la
actualidad se manifiesta como uno de los materiales de mayor utilización, sus
características en cuanto a costos de producción, propiedades mecánicas, velocidad de
endurecimiento, durabilidad y favorable comportamiento ambiental, lo convierten en
favorito sobre el resto de los materiales de construcción existentes a escala mundial.
Con el comienzo del siglo XXI, entramos en una era de desarrollo sostenido o
sustentable como algunos autores desean llamarle, esto significa que se deberá
prestar mucha atención al medio ambiente y a los costos sociales de la tecnología del
hormigón. En el futuro, ya no será posible conseguir objetivos tecnológicos sin otorgarle
igual importancia al interés público. El hormigón de cemento Pórtland ha emergido
claramente como el material de construcción de un gran número y variedad de
estructuras ha escala mundial. Esto se atribuye principalmente al relativo bajo costo de
los materiales y de la construcción de las estructuras, así como también al bajo costo
del mantenimiento cuando se construye con hormigón de buena calidad. Por tanto, no
es sorprendente que muchos avances en la tecnología del hormigón hayan ocurrido
como resultado de dos fuerzas impulsoras, específicamente la velocidad de
construcción y la durabilidad del hormigón.
Conceptualmente se puede considerar el hormigón como una mezcla entre materiales
puramente naturales, solo triturados y/o clasificados como son los áridos; el agua,
también un material en estado natural y como componente más significativo el cemento
portland, material que mas define las propiedades, pero también es el más difícil y
complejo de obtener
La producción de este aglomerante en el mundo crece de un año a otro a pasos
agigantados, con la consiguiente agresión al medio ambiente, dado por las altas
emisiones que genera esta industria. En nuestro país se producen alrededor de tres
millones de toneladas anualmente entre las seis plantas existentes, que se ubican en
Santiago de Cuba, Nuevitas, Siguaney, Cienfuegos, Artemisa y Mariel. De estas, solo
Introducción.
3
dos llevan una política ambiental eficiente, pues cuentan con la tecnología y los
recursos para evitar la contaminación, por lo que se hace cada vez mas necesario,
encontrar soluciones tecnológicas y constructivas que reduzcan los consumos de
cemento y con ello las emisiones a la atmósfera.
La composición y calidad del hormigón han sido mejoradas constantemente en las
últimas décadas y se han desarrollado diferentes tipos de hormigones para aplicaciones
y ambientes específicos. Algunos de esos materiales son clasificados como hormigones
de altas prestaciones (u hormigones de alto desempeño), debido a que han sido
desarrollados para definir características significativamente mejoradas. Sin embargo, no
hay un consenso en la definición precisa de hormigón de altas prestaciones, pero
mantienen en común la utilización de adiciones minerales puzolánicas en sustitución de
cantidades importantes de cemento, mejorando los valores de resistencia y la
durabilidad de las estructuras.
Una de la problemáticas fundamentales del hormigón en nuestro país, es el alto
consumo de cemento en las mezclas y los problemas de durabilidad de las obras,
principalmente aquellas que están expuestas a los aerosoles salinos, siendo una
necesidad de encontrar soluciones como el uso de las adiciones minerales, para
mejorar o incrementar la disponibilidad de este material y con ello, alcanzar
rendimientos mayores a los actuales que no han podido ser alcanzados y así cumplir
con las expectativas trazadas por el Dr.Sc..Ing. Vitervo O'Reilly Diaz (1)
La importancia del tema de estudio de este trabajo está en determinar el
comportamiento de la resistencia de un hormigón estudiado a escala de laboratorio,
cuando es llevado a una escala mayor, utilizando adición mineral cal- puzolana sustituta
de un 30% de CPO y las condiciones reales de la Industria del Prefabricado territorial.
El Problema de Investigación está asociado a si al escalar las mezclas obtenidas a nivel
del Laboratorio, estas sufren cambios de consideración en los valores de resistencia a
la compresión, a partir de cambiar las condiciones tecnológicas de producción del
hormigón.

Introducción.
4
Hipótesis:
Las condiciones reales de producción de un hormigón a escala industrial, provoca
cambios en los valores de resistencia de las mezclas obtenidas a escala de laboratorio,
pero no determina en el volumen de sustitución de CPO por adición cal- puzolana
definido.
Objetivo General:
Valorar que bajo las condiciones de la industria del prefabricado territorial, se puede
producir un hormigón con sustitución parcial de cemento portland por adición mineral
cal-zeolita y mantener su resistencia a la compresión.
Objetivos Específicos:
• Caracterizar los materiales a utilizar a través de la realización de los principales
ensayos normalizados.
• Producir en condiciones reales las mezclas definidas como Control y la
correspondiente al 30% de sustitución de CPO y evaluar el comportamiento de la
resistencia en cada caso.
• Realizar una valoración técnico económica de los resultados obtenidos.
Tareas de la Investigación.
1. Caracterización de los Materiales a través de los principales ensayos definidos
por la normativa cubana vigente.
2. Comprobación de las mezclas experimentales de hormigón en las condiciones
reales de fabricación en la planta de prefabricado para el asentamiento definido.
(6 amasadas por mezcla como mínimo) Toma de muestras de cada amasada (3
probetas por serie). Determinación de los valores de resistencia a la compresión
para las edades 7 y 28 días.
3. Fabricación de las mezclas de hormigón correspondientes a la mezcla control
(100% de CPO) y al 30% de sustitución de CPO por adición cal-zeolita.
Obtención de las series de probetas correspondientes a 6 amasadas por tipo de

Introducción.
5
mezcla. Realización de los ensayos de resistencia a la compresión a las edades
de 7, 28 y 60 días.
4. Realizar el análisis estadístico de los resultados, según la normativa vigente.
Valorar si existen diferencias significativas en los resultados de resistencia a la
compresión de la mezcla correspondiente al 30 % de sustitución de CPO por
adición cal- zeolita y la mezcla del 100% de CPO (mezcla Control). Realizar una
valoración cualitativa de los resultados obtenidos en planta y en el laboratorio.
5. Realizar una valoración técnico- económica de los resultados obtenidos.
Metodología de Investigación
• Definición del problema de estudio.
• Recopilación bibliográfica.
• Formación de base teórica general.
• Planteamiento de hipótesis general.
• Definición de objetivos.
• Estudio bibliográfico y análisis del estado del arte.
• Estudio de los diseño de mezcla, de la propuesta de corrección utilizada en el
planteamiento de las mezclas experimentales y de los resultados obtenidos en
estas.
• Caracterización de los materiales a utilizar en la producción de las mezclas.
• Comprobación de los resultados de las mezclas experimentales (Asentamientos
y resistencia a la compresión) produciendo las mezclas según las condiciones
reales de fabricación del hormigón en la planta de prefabricado.
• Fabricación de las mezclas definitivas en el 0% y el 30 % de sustitución en peso
de cemento por adición cal-zeolita. (6 amasadas por mezcla). Toma de muestras
y hormigonado de elementos estructurales definidos ( postes eléctricos de
hormigón armado)
• Valoración de los resultados obtenidos.
Introducción.
6
• Conclusiones y recomendaciones.
Novedad del trabajo.
La novedad del trabajo se expresa por abordar por primera vez en la industria del
prefabricado en la provincia de Villa Clara, la obtención de un hormigón con altos
volúmenes de sustitución (30%) de CPO por adición cal- zeolita, en combinación con
aditivo químico Mapefluid N- 200.
Estructura del trabajo
Resumen
Introducción
Capítulo I: Estado del Arte
Capítulo II: Producción de las mezclas de hormigón con sustitución de CPO por adición
mineral cal-zeolita.
Conclusiones.
Recomendaciones.
Referencias Bibliográficas.
Bibliografía.
Anexos.
Capítulo I.
7
Capítulo I: Estado del Arte. 1.1 Problemática de la producción actual de hormigón.
El extraordinario avance que se ha producido en la ciencia del hormigón en los últimos
años con la introducción de modernas técnicas de estudio de la micro estructura, unido
al dinámico desarrollo de la industria química de los aditivos, han abierto nuevas
posibilidades al hormigón como material moderno de construcción. Los estudios han
demostrado que este es un material complejo, con propiedades muy superiores a la
suma de las de cada uno de sus componentes. (1)
Al comienzo de los años 50, un hormigón con resistencia a la compresión de 34 MPa.,
era considerado de alta resistencia. En la década del 60, hormigones con valores de
resistencia entre 41 y 52 MPa eran de uso comercial en EE.UU. Al comienzo de los 70
se habían producido hormigones de 62 MPa. (2).
Se puede decir que la primera estructura de hormigón de altas resistencias (HAR) fue
construida en Chicago en 1965 con un hormigón de 52 MPa., para los pilares del
edificio Lake Point Tower de 70 pisos. En puentes la primera aplicación tuvo lugar en
1967 en Toronto (Canadá) en la construcción del Willows Bridge con una luz de vano
de 48 m. (6). Desde 1972 se han construido más de 20 edificios en Chicago con pilares
de hormigón de 62 MPa, extendiéndose posteriormente a New York, Houston, Seattle,
Toronto (Canadá) y Melbourne (Australia). En 1979 se creó el Comité 363 del ACI con
la misión de estudiar e informar sobre los HAR. (6)
La Compañía de Cementos Lafarge de Canadá utilizó en 1986 hormigón de 100 MPa
en la construcción de una columna experimental en un edificio del centro de Montreal.
Dos años después en 1988 se empleaba un hormigón de 96,5 MPa en la construcción
del Pacific First Center en Seattle (USA). Desde entonces son muchos los edificios de
gran altura que se han construido en Estados Unidos, Japón y otros países con HAR.
(6)
En Noruega desde 1989 los HAR se han empleado en obras de pavimentación
alcanzándose valores de resistencia característica a compresión comprendidos entre
100 y 130 MPa. En Noruega se han empleado también, últimamente, en la construcción

Capítulo I.
8
de tableros de puentes colgantes, hormigones de alta resistencia con áridos ligeros de
arcilla expandida. (6)
En el Mar del Norte se han construido más de 20 plataformas petrolíferas "off shore" en
los últimos años con hormigones de resistencias características comprendidas entre 50
y 70 MPa totalizando mas de dos millones de metros cúbicos de HAR. (6)
En los últimos 30 años el diseño de mezclas ha dejado de ser un proceso empírico para
convertirse en una ciencia. Ayudo en ello la aparición de la industria del aditivo y de las
adiciones minerales, lo cual permitió producir hormigones de propiedades y resistencia
inimaginable hace 30 años atrás. (1)
En los últimos 10 años se observa un desarrollo notable, tanto en lo que respecta a
medios de producción y dosificación como al conocimiento más acabado de las
características reológicas y propiedades mecánicas del hormigón. En los EE.UU., por
ejemplo, ya se comercializa hormigón con una resistencia de 120 MPa. o aún mayor. En
Europa numerosos puentes y otras estructuras se diseñan con hormigones de 60 MPa.
y más. También en Japón se construyen estructuras con resistencias a la compresión
del orden de 80 MPa. o superior. (2)
Pero cuando del hormigón se trata, la resistencia no es lo único que interesa. El
material que antes parecía ser indestructible, demostró ser sensible al ataque de
determinados agentes agresivos como sulfatos, cloruros y ácidos, generando una
amplia investigación sobre la durabilidad de los hormigones. (1)
1.2 Hormigón de Alto Desempeño (HAD).
Hormigón de Alto Desempeño es el término utilizado para las mezclas de hormigones
que posean alta trabajabilidad, alta resistencia, alta estabilidad dimensional y alta
durabilidad. A través de los años, la denominación del hormigón de alta resistencia ha
cambiado a hormigón de alto desempeño debido a que se advirtió que estos
hormigones tenían algo más que alta resistencia simplemente. Por ello, las
características enunciadas para los HAR, están al igual presentes en los HAD. Estos
hormigones comenzaron a utilizarse para exteriores y enfrentaron los efectos más

Capítulo I.
9
severos del medio ambiente tal es el caso de las plataformas a mar abierto, puentes,
carreteras, etc.
En la actualidad las relaciones agua/cemento de 0,30 a 0,40 parecen ser las más
difundidas y el material cementíceo utilizado contiene una mayor cantidad de
componentes minerales. La utilización de estos componentes minerales tales como
escoria: ceniza volante o puzolana, resultan en un mejor control de la reología, del
desarrollo del calor y de alta resistencia al ataque de los sulfatos y de la reacción álcali
agregado. Ya existen en el mercado moderno súper plastificantes cada vez más
eficientes que son los componentes claves en la producción de hormigones durables de
alto desempeño.
El desarrollo de este tipo de hormigón apunta fundamentalmente a la durabilidad,
cualquier estructura de hormigón que deba enfrentar condiciones ambientales severas
será realizada con hormigón de alto desempeño con el fin de aumentar su vida útil. (3)
1.3. Uso de las adiciones minerales en la producción de hormigones.
Los problemas económicos y ecológicos, unidos al avance de la ciencia de los
materiales en los últimos 50 años, han inducido el empleo de extensores de clinker de
cemento Pórtland, hecho que ha posibilitado el surgimiento de un grupo de cementos
conocidos como cementos compuestos, que son la mezcla del Pórtland con uno o mas
materiales inorgánicos que participan en la hidratación. Los materiales inorgánicos
añadidos son denominados “adiciones minerales”. Estas adiciones pueden ser
mezcladas y molidas íntimamente con el clinker en fábrica, o añadidas en el proceso de
elaboración de la mezcla de hormigón en la planta. (1)
1.4. Acción de las adiciones minerales en las propiedades del hormigón.
El uso de las adiciones se debe a que pueden ser utilizadas para el mejoramiento del
desempeño del hormigón en su estado fresco y endurecido. Son principalmente
utilizadas para mejorar la trabajabilidad, durabilidad y la resistencia. Estos materiales
permiten diseñar y modificar las mezclas de hormigón para satisfacer la aplicación
deseada. Las mezclas de hormigón con elevado contenido de cemento Pórtland son
susceptibles a la fisuración y a una mayor generación de calor. Estos efectos pueden

Capítulo I.
10
ser controlados en alguna medida mediante la utilización de adiciones. Por otro lado
reduce el consumo de cemento Pórtland por unidad de volumen de hormigón. El
cemento Pórtland tiene un elevado consumo de energía y de emisiones asociadas con
su producción, este consumo energético se disminuye cuando se reduce la cantidad de
cemento Pórtland utilizada en el hormigón. (4)
La influencia de la acción puzolánica modificando la estructura porosa de la pasta,
explicada a veces por el llenado de los espacios con la ettringita formada, no es solo
atribuible a las puzolanas naturales y a las cenizas volantes, sino también a las arcillas
activadas por calcinación, con resultados similares en lo que se refiere a la resistencia
a los sulfatos. Este comportamiento se mantiene mientras los huecos no están
completamente llenos y existen espacios disponibles para la cristalización de la
ettringita sin ejercer presión expansiva. (1; 5)
No solo la resistencia frente a los sulfatos, sino también la resistencia frente a los
deterioros por la reacción expansiva árido-álcalis y la resistencia mecánica se ven
mejoradas con los materiales de adición, bien sean estos cenizas volantes, puzolanas
naturales o escorias de alto horno, o incluso carbonato de calcio y magnesio en
pequeñas proporciones de un 3%.(5)
Han sido varios los investigadores que se han dedicado al estudio del empleo y
comportamiento de adiciones en el hormigón. Tal es el caso del profesor P. Kumar
Mehta, el cual indica que las partículas finas al cortar los canales de flujo de agua
reducen la exudación y la segregación. Los gránulos de las adiciones al reaccionar con
la cal liberada, o portlandita, en la hidratación dan lugar a compuestos cristalinos que
disminuyen el tamaño de los poros en mayor proporción que la que se conseguiría con
la simple reducción de la relación agua/cemento a través del empleo de
superfluidificantes. El mismo autor demuestra por medio de difractometría con rayos X
que la zona de transición en los hormigones con adiciones puzolánicas tiene menor
espesor debido a que las partículas finas forman núcleos de cristalización para formar
cristales de hidróxido cálcico de menor tamaño y que la reacción de la puzolana con
estos tiende a cerrar los poros existentes, con lo que las propiedades mecánicas y

Capítulo I.
11
elásticas del hormigón se incrementan y la permeabilidad se reduce de forma
considerable. (6)
La contribución de la adición mineral actúa en dos sentidos: por un lado, las partículas
de las cenizas volantes ocupan los espacios entre las de cemento (empaquetamiento),
y mejoran la compacidad de la mezcla. Por otro lado, la alta superficie específica de los
granos de las adiciones aparentemente permite que se mejore el contacto entre las
cenizas y los granos de cemento, lo que de por sí aumenta la cohesión de la mezcla y
por ende su resistencia. Esto se evidencia porque en la mayoría de estos hormigones
con altos volúmenes de adición se logra un incremento de resistencia que no se
corresponde con el bajo nivel de hidratación de las puzolanas, muchas veces por
debajo del 20%, lo que indica que además del aporte de los productos de reacción del
cemento Pórtland y la reacción puzolánica, podría haber un mecanismo adicional que
contribuye al efecto aglomerante en estos hormigones. Algunos autores han tratado el
tema en artículos muy recientes, y atribuyen el aporte a las interacciones eléctricas o
enlaces débiles que se producen entre las pequeñas partículas de cenizas volantes. (1)
Es bien sabido que el empleo de adiciones minerales activas en la elaboración de
hormigones le brinda a estos una serie de beneficios: (control del calor de hidratación,
menor permeabilidad y como consecuencia mejoras en la durabilidad, mayor
compacidad y resistencia, etc.) que permiten ampliar el campo de su aplicación.
La utilización de adiciones minerales de alta finura beneficia al hormigón. Tal es el caso
de las cenizas volantes, las cuales actúan como reductoras de agua debido a la forma
redondeada de las cenosferas y la lisa superficie de las partículas, que ayudan a
plastificar la mezcla sin necesidad del incremento del agua en la misma.
El efecto del empaquetamiento que se produce al incorporar partículas muy finas que
ocupan los espacios vacíos entre los granos de cemento, también ayudan a disminuir la
demanda de agua en la mezcla, esto ocurre para tamaños de granos menores de 50
µm, los que son capaces de llenar los espacios vacíos entre granos de cemento. (1)
La presencia de partículas muy finas de las adiciones ayuda además a contrarrestar el
debilitamiento que se produce en la zona de transición entre el árido grueso y la pasta

Capítulo I.
12
de gel, aparentemente la principal causa de la microfisuracion de la matriz de hormigón.
La causa es la alta porosidad de los productos formados en esta zona, básicamente
grandes cristales de hidróxido de calcio y ettringita, producidos a una alta relación agua
/ cemento en la zona de transición. (2)
Uno de los efectos mas conocidos de las reacciones minerales puzolánicas es el
refinamiento de los poros capilares. En un primer momento de la hidratación, predomina
el efecto de empaquetamiento, ya que las partículas que aun no reaccionan se
acomodan en los espacios libres entre los granos de cemento. A medida que avanza la
reacción de hidratación, aparecen las condiciones para que ocurra la reacción
puzolánica. Los productos de la reacción puzolánica ocupan los espacios creados por
los poros capilares, cuyo diámetro se reduce considerablemente. La proporción de
poros de gel aumentan, mientras que los capilares de gel disminuyen. Se considera que
esta sea la causa de la baja permeabilidad de los hormigones fabricados con adiciones
minerales puzolánicas. (1)
1.5. Influencia de la adición (Cal- Puzolana) en la mezcla de hormigón.
En hormigones normales, de resistencia relativamente baja, el fallo se produce por el
mortero que une los granos de árido. Estos hormigones tienen una alta porosidad
interna, producida por discontinuidades en los áridos, y por los vacíos que inicialmente
fueron ocupados por el agua de amasado, cuando esta se evapora o combina en los
productos de reacción. En hormigones de alta resistencia, el mortero tiene una gran
densidad, y es capaz de resistir las cargas sin colapsar. El fallo se produce
generalmente por la llamada “zona de transición”, que aparece entre el árido y la pasta
de cemento que le rodea. Una solución de este problema, sería reducir el tamaño
máximo del árido grueso, para aumentar la superficie de contacto con la pasta y
disminuir la tensión de cortante en la superficie de falla. La alta densidad en estos
hormigones se logra a partir de aumentar el volumen de finos en las mezclas,
básicamente cemento Pórtland, y disminuir el consumo de agua de amasado a través
del empleo de superplastificantes. Se emplean, además, adiciones muy finas que
ayudan a rellenar los espacios entre los granos de cemento. (1)

Capítulo I.
13
En la mayoría de las puzolanas, la reacción puzolánica parece comenzar entre el
tercero y séptimo día, cuando ya existen suficientes productos de reacción y la
concentración de álcalis es lo suficientemente alta como para destruir los enlaces de las
puzolanas, a la vez que la alta concentración de calcio permite que se formen los
productos de dicha reacción. En la mayoría de los casos, y en dependencia de la
reactividad de la puzolana, la mayor parte de esta reacción ocurre antes de los 60 días.
Muchos autores recomiendan no utilizar más de un 30% (masa) de puzolanas naturales
o cenizas agrícolas como adiciones minerales, básicamente porque la resistencia a 28
días puede ser afectada. (1)
Ambos efectos pueden ser contrarrestados, en opinión del DrC José F. Martirena
Hernández, en su trabajo: Una alternativa ambientalmente compatible para disminuir el
consumo de aglomerante de clinker de cemento Pórtland: el aglomerante cal-puzolana
como adición mineral activa, con la adición de cal mezclada íntimamente con la
puzolana. La cal en exceso evita la autoneutralización, incluso para grandes volúmenes
de sustitución, y ayuda a una mejor hidratación de las puzolanas presentes en la
mezcla; permite, además, incrementar la concentración del ión Ca2+, lo que contribuye a
una más rápida formación de los productos de reacción del cemento. (1)
La presencia de cal incrementa así mismo la concentración de iones OH-, responsables
de la destrucción de los enlaces de la sílice en la puzolana, lo que en teoría permitiría
acelerar el comienzo de la reacción puzolánica, que de esta forma ocurriría
simultáneamente con la hidratación del cemento Pórtland. La adición de cal a edades
tempranas podría tener, además, un efecto físico sobre las propiedades del hormigón.
Los pequeños granos de cal, con dimensiones entre 1-30 µm, podrían rellenar los
espacios vacíos entre los granos de cemento, contribuyendo así a mejorar la
compacidad de la mezcla. La presencia de cal incrementa asimismo la concentración de
iones OH-, responsables de la destrucción de los enlaces de la sílice en la puzolana, lo
que en teoría permitiría acelerar el comienzo de reacción puzolánica, que de esta forma
ocurriría simultáneamente con la hidratación del cemento Pórtland. La adición de cal a
edades tempranas podría tener, además, un efecto físico sobre las propiedades del
hormigón. (1).

Capítulo II.
14
Capítulo II: Producción del Hormigón en Planta.
2.1. Enfoque conceptual del trabajo. Los resultados que se obtienen a escala del laboratorio, donde las variables que se
presentan tienen un control más adecuado, obliga a los investigadores a comprobar sus
resultados a mayor escala, a nivel de plantas pilotos ó a la escala de la producción
industrial. El trabajo que se presenta está en correspondencia con el aspecto anterior,
toda vez que se dispone de resultados a nivel de laboratorio, en mezclas de hormigón
con sustitución parcial de cemento Pórtland por adición mineral cal-zeolita en
combinación con aditivo químico, que permiten no solo reducir los consumos de
cemento, si no mejorar los criterios de durabilidad, y se necesita confirmar estos
resultados. A nivel del laboratorio se dispone de resultados en mezclas de hormigón
con sustituciones parciales en volumen de cemento Pórtland por adición mineral cal-
zeolita en combinación con aditivo químico mapefluid N- 200, tal como se presentan en
la tabla siguiente.

Capítulo II.
15
MATERIALES Y RELACIONES
UM
Control
20%
40%
60%
Cemento kg/m3 395.20 343.91 271.92 171.95
Agregado Fino (Arena) kg/m3 860.55 845.85 845.85 845.85
Agregado Grueso (Granito) kg/m3 924.76 908.98 908.98 908.98
Cal kg/m3 0.00 12.69 23.31 38.06
Puzolana (Zeolita) kg/m3 0.00 50.74 93.22 152.21
Agua kg/m3 158.37 159.26 159.26 159.26
Superplastificante (Mapefluid N-200) kg/m3 4.74 4.65 4.65 4.65
Vol. de finos < 125 micras l/m3 125.46 136.47 136.47 136.46
Relación real Agua/Cemento (a/c) - 0.40 0.46 0.59 0.93
Relación Agua/aglomerante (a/c+p) - 0.40 0.39 0.41 0.44
Volumen de PASTA l/m3 283.83 295.73 295.73 295.72
Relación Vol. agua/vol finos l/l 1.26 1.17 1.17 1.17
Resistencia a compresión 3d MPa 24.56 33.63 23.83 10.26
Resistencia a compresión 7d MPa 26.56 38.62 29.86 14.02
Resistencia a compresión 28d MPa 38.57 44.76 37.80 19.53
Resistencia a compresión 60d MPa 39.55 46.01 39.24 20.31
Asentamientos cm. 13.00 13.00 12.00 12.00
Tabla 1 Dosificación de las mezclas
En la obtención de las mezclas anteriores a nivel del laboratorio se utilizó el siguiente
procedimiento, a partir de una mezcla control diseñada para la obtención de un
hormigón de 30 MPa de resistencia a la compresión, fueron obtenidas mezclas
experimentales variando los niveles de sustitución de CPO en peso por adición cal-
zeolita (10%, 20%, 30% y 40%), definiéndose la mezcla del 30% de sustitución en peso
con el límite de sustitución de CPO para la resistencia requerida. Manteniendo
constante el volumen de pasta definido por mezcla del 30% de sustitución en peso, fue
posible obtener variando dentro del volumen de pasta los contenidos de CPO y adición
mineral cal-zeolita en volumen, obteniéndose los resultados que se muestran en la tabla
anterior. La mezcla del 30% de sustitución en peso se corresponde con el 37 % de
sustitución en volumen, en lo adelante 40%.
Capítulo II.
16
Así, fueron definidas para la realización del escalado a nivel de la planta de
prefabricado Luis Ramírez López, las mezclas del 40% de sustitución en volumen y la
mezcla control, definida sin adiciones minerales (100% CPO), tratando de mantener
similares las características de fabricación de las mezclas en el laboratorio, tales como:
1. Utilización de las mismas fracciones de áridos, las mismas canteras, 2. Colocación del agua hasta obtener valores de asentamiento en el orden de los
12 cm. medidos en el cono de Abrams. 3. Medición del % de humedad de la arena, inmediatamente antes del mezclado.
4. Árido grueso saturado sin humedad superficial. 5. El mismo aditivo químico Mapefluid N-200, agregado al final del proceso de mezclado.
2.2. Materiales. Los estudios de caracterización de los materiales utilizados, fue realizado por el
Laboratorio de Ensayos de Materiales de la Construcción perteneciente a la Empresa
Nacional de Investigaciones Aplicadas ENIA VC Villa Clara.
2.2.1. Áridos. Los agregados grueso y fino utilizados en este trabajo se extraen de la cantera el “El
Purio”, localizada en la parte norte de la provincia de Villa Clara, aproximadamente a
unos 30 Km. al norte de la ciudad de Santa Clara. Las rocas calizas que se extraen de
esta cantera son de colores claros casi blancas. En su composición química se observa
un contenido de CaCO3 superior al 90%, el contenido de SiO2 no supera el 5%, el
contenido de P2O5 no alcanza la centésima de %.(Anexo 1)

Capítulo II.
17
2.2.1.1. Arena de Roca Triturada (Árido Fino). Resultados de los Ensayos.
Material más fino que el tamiz # 200 (%): ...................... 3.00
Terrones de arcilla (%): ................................................... 0.3
Impurezas Orgánicas:……………………………………… 0.00
Peso Específico Corriente (g/cm3): ................................ 2.57
Peso Específico Saturado (g/cm3): ................................ 2.64
Peso Específico Aparente (g/cm3): ................................ 2.78
Absorción (%): ................................................................ 2.9
Masa Volumétrica Suelta (Kg. /m3): ................................ 1476
Masa Volumétrica Compactada (Kg. /m3): ...................... 1636
Tamiz (mm) 9.52 4.76 2.38 1.19 0.59 0.297 0.149
% Pasado 100 99 78 46 25 12 4
Especificaciones 100 90-100 70-100 45-80 25-60 10-30 2-10
Tabla 2 Análisis granulométrico árido fino.
Según lo establecido en la NC 251:2005. Materiales y Productos de la Construcción.
Áridos para hormigón Hidráulico. Especificaciones de Calidad, la arena 5-0 mm es clase
de calidad I.
2.2.1.2 Árido grueso o Granito (10-5) mm. Resultados Ensayos.
Material más fino que el tamiz # 200 (%): .........................0,70
Terrones de arcilla (%): .....................................................0,50
Partículas planas y alargadas (%): .................................. 3.90
Peso Específico Corriente (g/cm3): ................................... 2.44
Peso Específico Saturado (g/cm3): ................................... 2.54
Peso Específico Aparente (g/cm3): ................................... 2.72
Absorción (%): .................................................................. 4.30
Masa Volumétrica Suelta (Kg. /m3): .................................. 1399
Masa Volumétrica Compactada (Kg. /m3): ....................... 1536
Capítulo II.
18
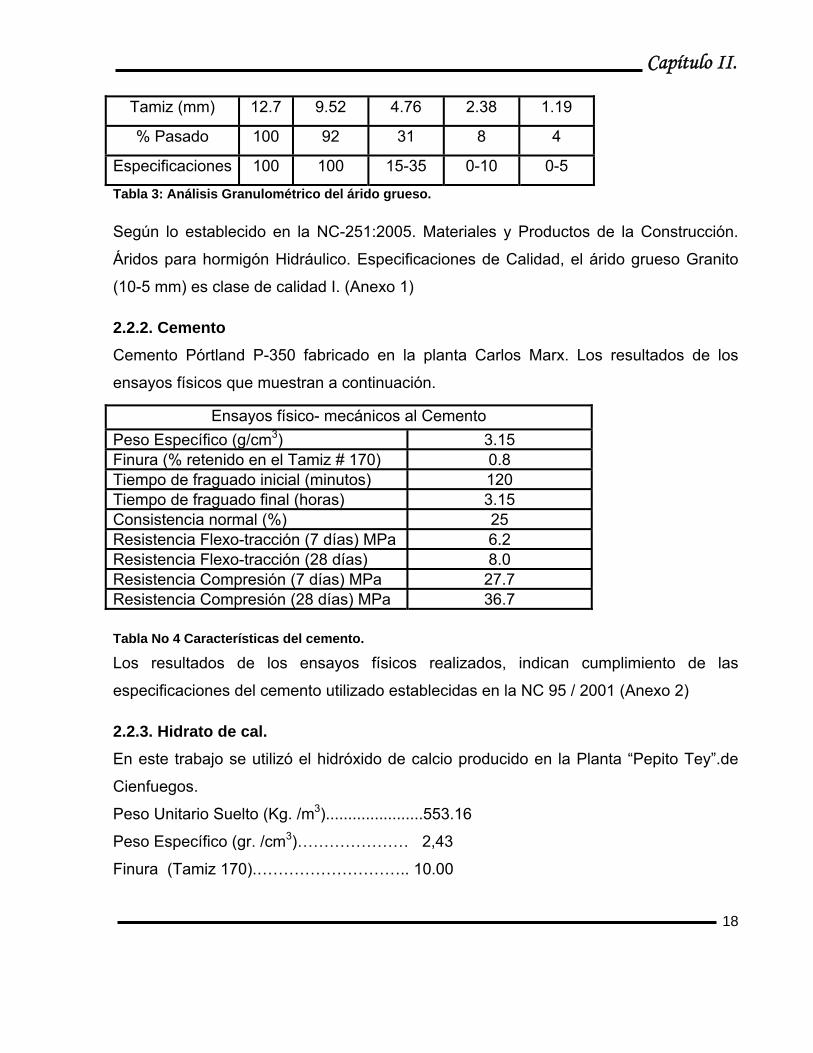
Tamiz (mm) 12.7 9.52 4.76 2.38 1.19
% Pasado 100 92 31 8 4
Especificaciones 100 100 15-35 0-10 0-5
Tabla 3: Análisis Granulométrico del árido grueso.
Según lo establecido en la NC-251:2005. Materiales y Productos de la Construcción.
Áridos para hormigón Hidráulico. Especificaciones de Calidad, el árido grueso Granito
(10-5 mm) es clase de calidad I. (Anexo 1)
2.2.2. Cemento Cemento Pórtland P-350 fabricado en la planta Carlos Marx. Los resultados de los
ensayos físicos que muestran a continuación.
Ensayos físico- mecánicos al Cemento Peso Específico (g/cm3) 3.15Finura (% retenido en el Tamiz # 170) 0.8Tiempo de fraguado inicial (minutos) 120Tiempo de fraguado final (horas) 3.15Consistencia normal (%) 25Resistencia Flexo-tracción (7 días) MPa 6.2Resistencia Flexo-tracción (28 días) 8.0Resistencia Compresión (7 días) MPa 27.7Resistencia Compresión (28 días) MPa 36.7
Tabla No 4 Características del cemento.
Los resultados de los ensayos físicos realizados, indican cumplimiento de las
especificaciones del cemento utilizado establecidas en la NC 95 / 2001 (Anexo 2)
2.2.3. Hidrato de cal. En este trabajo se utilizó el hidróxido de calcio producido en la Planta “Pepito Tey”.de
Cienfuegos.
Peso Unitario Suelto (Kg. /m3)......................553.16
Peso Específico (gr. /cm3)………………… 2,43
Finura (Tamiz 170).……………………….. 10.00

Capítulo II.
19
2.2.4. Puzolana. Se utilizó toba zeolítica del yacimiento La Tasajera ubicado en el poblado de San Juan
de los Yeras, a unos 30 Km. de la ciudad de Santa Clara, para dos finuras diferentes,
zeolita comercial (Muestra Gruesa) y zeolita de los electrofiltros (Muestra Fina)
Peso Unitario Suelto kg/m3:.....................980.5
Peso Específico (gr/cm3)……………….. 2.05
Finura (tamiz 170)……………………......10 % (Muestra Fina)
Finura (tamiz 170)…………………….... 24% (Muestra gruesa)
2.2.5. Aditivo. Fue utilizado MAPEFLUID N-200, aditivo líquido superplastificante reductor de agua,
Compuesto por una solución acuosa de 40% de polímeros activos, clasificado como
Tipo F de acuerdo a la ASTM C 494. Se usa principalmente para el hormigón
prefabricado, hormigón pre-mezclado, hormigón bombeado y hormigón masivo.
2.3. Escalado de las Mezclas. 2.3.1. Características de la planta.
Planta Luís Ramírez López ubicada en la carretera de Reclusorios, entre la carretera
Planta Mecánica y Carretera Central, con un km2 de extensión, conformada por edificio
socio administrativo, taller para la elaboración de armaduras, taller para equipos ligeros,
dos Batching Plants (CH-15 y CH-30), 3 áreas de producción de elementos
prefabricados, laboratorio de materiales con prensa calibrada (figura 1), facilidades para
la realización de los caping a las probetas cilíndricas, disponibilidad de moldes de
probetas cilíndricas para obtener 18 unidades y una balanza calibrada.
El equipamiento de la planta para la realización de los trabajos esta conformado por 4
Grúas pórticos, 3 tractores y 3 carretas para el proceso de hormigonado y extracción de
los productos hacia el área de almacenaje y la transportación de las armaduras de
acero del taller hacia el lugar de producción. Los equipos presentan un inadecuado
estado técnico. Las condiciones de almacenamiento de la planta garantizaron mantener
fuera del alcance de fuentes contaminantes y agua el hidróxido de calcio y la zeolita.
Las mediciones de los materiales en planta de hormigón (batching plant), son

Capítulo II.
20
realizadas en peso, con los consiguientes errores asociados a los años de servicio (± 3
kg por cada 1000 kg). El agua presenta los mayores errores en la medición dado por la
solución utilizada.
Los ensayos de humedad superficial de la arena fueron realizados por el personal
técnico del laboratorio según la NC 182- 2002. Arena, Determinación de la humedad
superficial. Método de ensayo”. En los diseños de cada mezcla aparece especificado la
corrección del agua en peso, por la humedad superficial que presenta la arena en el
momento de elaboración de las mezclas. El árido grueso en todos los casos fue
considerado saturado sin humedad superficial, dado por el grado de saturación en que
llega a la planta desde la cantera y el ritmo de producción de la planta.
Figura Nº 1 Prensa para ensayo de compresión de probetas.
La realización de los ensayos de asentamiento, moldeado y rotura de las probetas,
contaron de personal técnico calificado en cada actividad. A pesar de contar con
personal calificado y de experiencia en el laboratorio, persisten deficiencias en cuanto a
la preparación de los caping de las probetas, principalmente en la obtención del
paralelismo de las caras y la reutilización del material del caping.

Capítulo II.
21
2.3.2. Producción de las mezclas. La disponibilidad de hidróxido de calcio y toba Zeolítica gestionada por la Empresa de
Prefabricado Industrial de Villa Clara, para la realización del presente trabajo, definieron
trabajar con un número de 6 amasadas por mezcla, y tomar 9 probetas de cada
amasada que permitiera realizar los ensayos de resistencia a la compresión a los 7, 28
y 60 días, rompiendo 6 series de 3 probetas cada una, esto es, 18 valores de
resistencia por edad.
En el escalado de las mezclas definidas, la mezcla control y la del 40 % de sustitución
en volumen, fue necesario realizar ajustes iniciales para la comprobación de los
asentamientos definidos en el intervalo 12 ± 1 cm lo cual generó pequeñas variaciones
en los contenidos de agua, a partir de lo cual se procedió a justificar las dosificaciones
para 1 m3 y con ellas la obtención del total de amasadas por mezcla.
Con el hormigón elaborado en las mezclas control y con adiciones se procedió al
hormigonado de postes eléctricos de hormigón prefabricados. Postes Eléctricos
prefabricados con y sin adiciones.
Las dosificaciones finales utilizadas para cada mezcla se aprecian en la siguiente tabla.
Materiales y Relaciones UM Control 40% (Gruesa) 40% (Fina)Cemento kg/m3 402.25 276.28 277.72
Agregado Fino (Arena) kg/m3 835.50 819.84 824.20Agregado Grueso (Granito) kg/m3 942.08 924.56 929.36
Cal kg/m3 0.00 23.63 23.75Puzolana (Zeolita) kg/m3 0.00 94.61 95.20
Agua kg/m3 160.90 161.01 158.60Mapefluid N-200 kg/m3 4.83 4.73 4.75
Vol de finos < 125 micras l/m3 127.70 138.59 139.35Relación real Agua/Cemento (a/c) - 0.40 0.58 0.57
Relación Agua/aglomerante (a/c+p) - 0.40 0.41 0.40Volumen de PASTA l/m3 288.60 299.60 297.95
relacion vol agua/vol finos l/l 1.26 1.16 1.14Resistencia a compresión 7d MPa 27.01 17.86 22.96Resistencia a compresión 28d MPa 31.23 29.26 31.36Resistencia a compresión 60d MPa 36.10 32.36 36.57
Asentamientos cm 13 12 12 Tabla No 5. Dosificaciones mezclas producidas.

Capítulo II.
22
Del análisis de la tabla anterior se puede apreciar la pequeña variación en los
contenidos de agua de las mezclas durante la fabricación del hormigón a escala de la
planta.
Del ensayo de resistencia a la compresión para cada mezcla se obtuvieron los valores,
mostrados en la Tabla Nº 6 Y Figura Nº 2 definidos para cada serie. Los resultados de
los valores individuales de resistencia aparecen en (Anexo 3).
1 2 3 4 5 67 29.12 26.21 25.90 25.41 29.06 26.39 27.01
28 36.40 28.34 29.68 29.49 31.55 31.89 31.2360 40.83 35.54 34.67 34.11 35.12 36.35 36.107 15.51 17.17 18.49 18.05 19.11 18.85 17.86
28 32.57 27.06 27.31 28.39 30.79 29.46 29.2660 27.90 32.20 33.02 32.47 33.32 35.25 32.367 24.37 24.49 23.37 21.33 22.27 21.93 22.96
28 32.00 33.59 32.20 29.38 31.01 29.95 31.3660 34.83 38.23 37.66 37.62 37.31 33.81 36.57
(Control)
40% Gruesa
40% Fina
Mezcla Edad (dias)
Resistencia Media (MPa)
Resistencia media de las series a la Compresión (MPa)
Tabla Nº 6. Comportamiento de la Resistencia a la compresión.

Capítulo II.
23
Resistencia a la Compresión(MPa)
15.00
20.00
25.00
30.00
35.00
40.00
0 10 20 30 40 50 60 70
Edad (dias)
Res
iste
ncia
(MPa
)
Control
40%Gruesa
40% Fina
Figura Nº 2. Comportamiento de los valores de resistencia por mezcla.
Como se aprecia en la gráfica anterior, resulta interesante el incremento en el valor de
resistencia media de la mezcla con el 40% de sustitución en volumen utilizando la
zeolita más fina, a los 60 días, lo anterior podría estar dado por la continuación de la
reacción puzolánica, al mantenerse los niveles de humedad requeridos, las probetas
permanecen en el agua hasta el día de la rotura.
2.3.3. Análisis de Resultados. Del análisis cualitativo de los resultados se puede apreciar:
1. Que para todas las mezclas y edades evaluadas, se obtienen valores de
resistencia inferiores a los obtenidos a escala de laboratorio. 2. Que la finura de la puzolana tiene una influencia directa sobre la resistencia del
hormigón, resultados inferiores en la mezcla elaborada con la zeolita más gruesa
que en la mezcla con la zeolita fina, tal como se aprecia en la figura Nº 2.

Capítulo II.
24
3. En la revisión de la anormalidad de los valores individuales de resistencia, se
encontró dentro de la mezcla control, que podía existir un valor dudoso, que
difería del resto de los valores, por lo cual se procedió al chequeo tal como sigue:
Valor revisado: fc = 36.40 MPa.
t= (fc – fcm)/Sn
t= (36.40-31.23)/2.96 =1.74 h=1.82 (Tabla 3, NC 192:2007)
t< h no se rechaza el valor.
Al procesar los resultados según la NC 192 2007, Cálculo de la resistencia
característica a la compresión, se obtienen para los 28 días los siguientes resultados
por mezcla.
Resultados Estadísticos de las mezclas a la edad de 28 días
Mezcla fcm Sn fck S1 V
Control 31.23 2.96 26.85 1.58 5.07 40% (Gruesa) 29.26 2.13 26.11 0.90 3.08
40% (Fina) 31.36 1.74 28.78 1.23 3.91 Tabla Nº 7 Resultados Estadísticos de las mezclas.
Del análisis de los resultados de la tabla anterior y teniendo en cuenta los postulados de
la normativa de control de calidad del hormigón para un nivel de confianza del 90%, se
obtiene que:
1. Para todas las mezclas elaboradas en la planta de prefabricado los valores de
resistencia a los 28 días son inferiores a los obtenidos para la misma edad a
escala de laboratorio.
2. Al analizar los valores de la desviación típica (Sn), el grado de uniformidad entre
las mezclas es definido de excelente para las mezclas elaboradas con adiciones
minerales cal- zeolita y de muy bueno para la mezcla control.
3. Al evaluar la calidad de los ensayos y nivel de control en la preparación de las
mezclas, mediante el coeficiente de variación interna, en la mezcla control los
resultados se evalúan de aceptables y de muy buenos en las mezclas con
adiciones minerales. Los autores consideran que la acción de las adiciones
utilizadas sobre la reología de las muestras influyó favorablemente en la
preparación de las probetas.
Capítulo II.
25
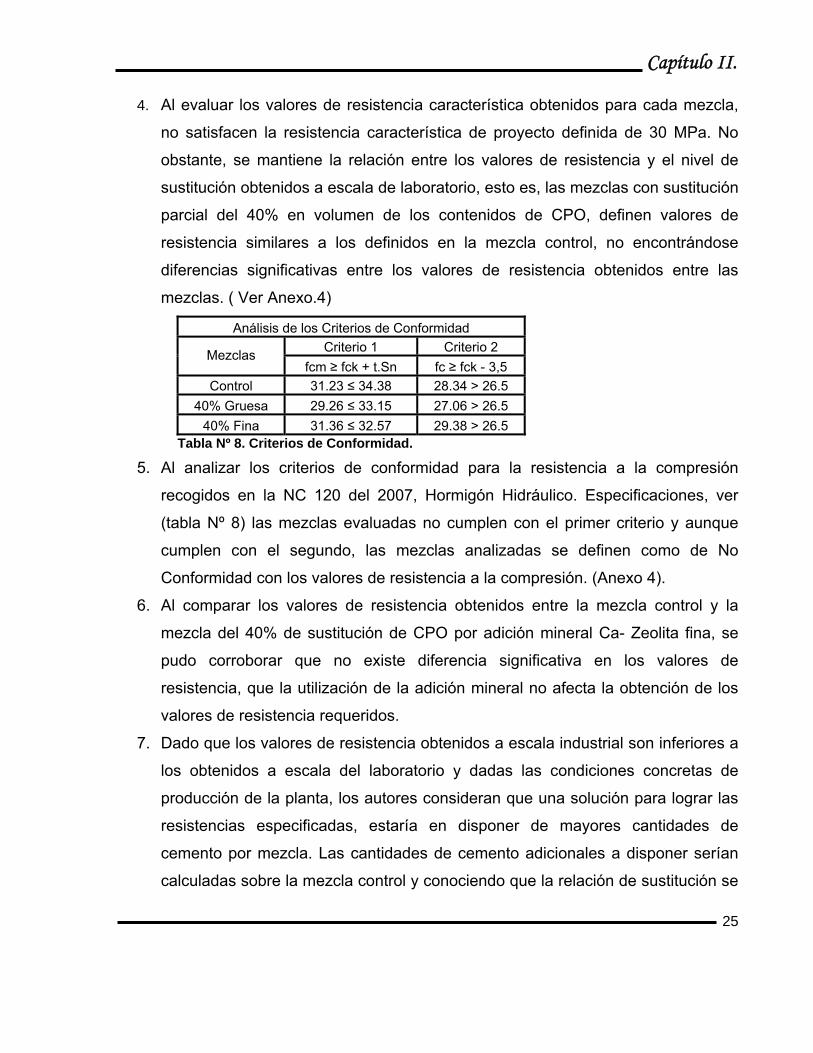
4. Al evaluar los valores de resistencia característica obtenidos para cada mezcla,
no satisfacen la resistencia característica de proyecto definida de 30 MPa. No
obstante, se mantiene la relación entre los valores de resistencia y el nivel de
sustitución obtenidos a escala de laboratorio, esto es, las mezclas con sustitución
parcial del 40% en volumen de los contenidos de CPO, definen valores de
resistencia similares a los definidos en la mezcla control, no encontrándose
diferencias significativas entre los valores de resistencia obtenidos entre las
mezclas. ( Ver Anexo.4)
Análisis de los Criterios de Conformidad Criterio 1 Criterio 2 Mezclas
fcm ≥ fck + t.Sn fc ≥ fck - 3,5 Control 31.23 ≤ 34.38 28.34 > 26.5
40% Gruesa 29.26 ≤ 33.15 27.06 > 26.5 40% Fina 31.36 ≤ 32.57 29.38 > 26.5
Tabla Nº 8. Criterios de Conformidad.
5. Al analizar los criterios de conformidad para la resistencia a la compresión
recogidos en la NC 120 del 2007, Hormigón Hidráulico. Especificaciones, ver
(tabla Nº 8) las mezclas evaluadas no cumplen con el primer criterio y aunque
cumplen con el segundo, las mezclas analizadas se definen como de No
Conformidad con los valores de resistencia a la compresión. (Anexo 4).
6. Al comparar los valores de resistencia obtenidos entre la mezcla control y la
mezcla del 40% de sustitución de CPO por adición mineral Ca- Zeolita fina, se
pudo corroborar que no existe diferencia significativa en los valores de
resistencia, que la utilización de la adición mineral no afecta la obtención de los
valores de resistencia requeridos.
7. Dado que los valores de resistencia obtenidos a escala industrial son inferiores a
los obtenidos a escala del laboratorio y dadas las condiciones concretas de
producción de la planta, los autores consideran que una solución para lograr las
resistencias especificadas, estaría en disponer de mayores cantidades de
cemento por mezcla. Las cantidades de cemento adicionales a disponer serían
calculadas sobre la mezcla control y conociendo que la relación de sustitución se

Capítulo II.
26
mantiene, podrían ser definidas las cantidades de cemento a utilizar en estas
mezclas con adiciones. El procedimiento se fundamenta en el análisis del
rendimiento del cemento, teniendo en cuenta las resistencias obtenidas y las a
obtener. Así podrían ser calculadas las nuevas cantidades de cemento, tal como
se aprecian en el anexo Nº 6, del cual se definió la nueva cantidad de cemento
de 434,56 kg/m3, o sea, 32 kg/m3 de cemento adicional, necesario para
garantizar los 30 MPa de resistencia característica.
2.4. Costos de materiales de las mezclas obtenidas. De las mezclas elaboradas es importante conocer su comportamiento económico, en
nuestro trabajo se decidió analizar solo el costo de materiales para confeccionar un
metro cúbico de hormigón, dado que todas las mezclas son elaboradas en igualdad de
condiciones, esto es, con los mismos equipos y con la misma fuerza de trabajo.
2.4.1. Costo de materiales por m3 de hormigón. La formación del costo de los materiales utilizados en nuestras mezclas, fue realizado a
partir de los precios de comercialización de los distintos materiales con que trabaja la
Empresa de Prefabricado Industrial de Villa Clara en estos momentos, tanto en CUP
como en CUC. En la formación del precio se tuvo en cuenta el recargo y la
transportación del producto, en ambas monedas, tal como se puede apreciar en la
Tabla Nº 9 Formación del precio de los materiales.
En el caso del árido fino y grueso el precio del material aparece por unidad de volumen,
por lo que fue necesario llevar las cantidades de materiales de la dosificación a unidad
de volumen teniendo en cuenta el PUS del material.
MN CUC Tr MN Tr CUC MN CUC MN CUCCemento TM 21.67 53.08 0.00 0.00 8.99 5.62 30.66 58.70 89.36
Zeolita (Gruesa) TM 12.08 12.92 0.00 0.00 2.34 3.82 14.42 16.74 31.16Zeolita (Fina) TM 15.67 26.63 0.00 0.00 2.34 3.82 18.01 30.45 48.46
Cal TM 32.07 67.93 0.00 0.00 8.99 5.62 41.06 73.55 114.61Arena m3 3.16 5.61 0.51 0.29 2.34 3.82 6.00 9.72 15.73
Granito m3 2.96 6.47 0.60 0.00 1.69 3.59 5.25 10.06 15.31N- 200 lts 2.04 1.38 0.00 0.00 0.00 0.00 2.04 1.38 3.42
Precio Precio TotalPrecio Unitario Recargo TransportaciónMaterial UM
Tabla No 9. Formación del precio de los materiales.

Capítulo II.
27
Al tener en cuenta los precios de los materiales formados y las cantidades de cada
material por mezcla por metro cúbico de hormigón, (Ver Anexo Nº 5) fueron obtenidos
los costos en materiales para cada mezcla según se expresa en la tabla Nº 10 Y figura
Nº 3.
MN CUC TotalControl 29.13 42.56 71.69
40% Gruesa 27.49 38.49 65.9840% Fina 27.89 39.88 67.77
Mezcla Costo de Materiales
Tabla Nº 10. Costo de Materiales por Mezcla.
Costo de Materiales
0
10
20
30
40
50
60
70
80
Control 40% Gruesa 40% Fina
Mezclas
Cos
to d
e M
ater
iale
s (P
esos
)
MN
CUC
MN + CUC
Figura Nº 3: Comportamiento del Costo de Materiales por mezcla.
Al analizar el comportamiento económico de las mezcla finales obtenidas se aprecia:
1. Poca diferencia entre los costos de materiales para producir un metro cúbico de
hormigón entre las mezclas.
2. La mezcla control resulta relativamente más cara que el resto de las mezclas con
los dos tipos de adiciones, $ 5,71 y $ 3,92 mas cara que las mezclas 40%

Capítulo II.
28
Gruesa y Fina respectivamente, lo anterior define la conveniencia económica del
uso de las adiciones minerales para la producción de hormigones utilizando las
instalaciones de la planta Luís Ramírez López.
3. No se definen grandes diferencias en el costo del hormigón cuando son usadas
ambas zeolitas, $ 1,79 la diferencia de costo total, lo cual lo consideramos
interesante, pero este aspecto en verdad, deberá llevar un análisis mucho más
profundo, en el cual se tengan en cuenta además criterios de durabilidad, fuera
del alcance de nuestro trabajo.

Conclusiones.
29
Conclusiones.
1. Las mezclas elaboradas a escala industrial no satisfacen los requerimientos de
resistencia exigidos en el diseño de mezclas, los 30 MPa de resistencia,
obtenidos en el laboratorio. Las condiciones concretas de producción tienen una
influencia importante en los resultados que se obtengan.
2. Las mezclas estudiadas a pesar de no cumplir con los criterios de conformidad,
permitieron comprobar que para las condiciones de una Planta como la Luis
Ramírez López es posible sustituir parcialmente los contenidos de cemento por
adición mineral cal-zeolita en el por ciento en volumen estudiado. Encontrándose
para este caso en específico, que los resultados que se pueden obtener cuando
se sustituye parcialmente los contenidos de CPO por un 40% en volumen son
independientes de la escala donde se produzca el hormigón.
3. Para los resultados obtenidos a la escala industrial, la mezcla control resulta ser
más cara que las mezclas con adiciones minerales cal- zeolita, este incremento a
pesar de ser pequeño, entre un 5 a un 8 por ciento, está dado principalmente por
el cemento, a pesar de que la cal es cotizada en los momentos actuales mucho
mas cara (22%) que el cemento, pero a su vez, es consumida en menor
proporción al cemento, solo un 8 % en volumen del total del volumen del
aglomerante en las mezclas. Lo anterior podría estimular a la empresa
productora de prefabricado a utilizar las adiciones propuestas en la producción
de prefabricados, sin contar los beneficios sobre la durabilidad de los hormigones
elaborados con adiciones minerales.
4. Como se pudo apreciar la finura de la puzolana utilizada tiene una incidencia
directa sobre la resistencia. A pesar de ser cotizada con precio mayor a la
zeolita ofertada de menor finura, resultaría siempre mucho más efectiva sobre la
resistencia y la durabilidad de los hormigones. La poca diferencia en los valores
de resistencia y en el precio de venta, no debería dar lugar a usar la zeolita
gruesa sobre la zeolita fina.

Recomendaciones.
30
Recomendaciones.
1. Realizar el escalado de las mezclas en una instalación industrial donde las
condiciones de mezclado y puesta en obra garanticen mejores condiciones para
el mezclado de los hormigones.
2. Realizar un nuevo escalado de nuestras mezclas, pero esta vez teniendo en
cuenta los rendimientos del cemento, a partir de lo cual se trabajaría con nuevas
cantidades de cemento por mezcla manteniendo la relación de sustitución del
40% en volumen.
3. Estudiar cual seria el comportamiento de los valores de resistencia de nuestras
mezclas, si esta vez fueran trabajadas para los asentamientos mas utilizados en
la planta, asentamientos en el orden de los 8 cm., menores a los 12 cm.
propuestos.
4. Determinar con los productores de polvo de zeolita, las cantidades totales de
polvo de zeolita que puede producir la planta La Tasajera por jornada de trabajo,
a fin de poder determinar cuánto hormigón podría ser producido utilizando esta
puzolana en la planta de prefabricado.
5. Determinar a través del análisis del rendimiento de cemento en la mezcla
control, las cantidades de cemento a utilizar en las mezcla para obtener los 30
MPa de resistencia exigidos, en las condiciones de producción de la planta, a
partir de lo cual puedan ser evaluadas nuevas mezclas con el 40 % de
sustitución en volumen (30% de sustitución de cemento en peso de cemento).
6. Realizar los estudios de las mezclas teniendo en cuenta también los estudios de
durabilidad de las mezclas evaluadas.
Referencias Bibliográficas.
31
Referencias Bibliográficas.
1. Martirena Hernández, José F. Una alternativa ambientalmente compatible para
disminuir el consumo de aglomerante de clínker de cemento Pórtland: el
aglomerante cal-puzolana como adición mineral activa / José F. Martirena
Hernández. -Tesis de grado de Doctor en Ciencias; UCLV (Const.); 2003.
2. Cúneo Simian, Hugo A. Hormigón de alto desempeño para estructuras.
Publicado en Internet por el Centro de Investigaciones Avanzadas en Tecnología
del Hormigón, de la Universidad Nacional de Córdoba, Argentina, y tomado de:
www.efn.uncor.edu/dep/estruct/ciath/HAD2.doc
3. Presente y Futuro del Concreto. Publicado en Internet por la Unión de
Concreteras S.A. del Perú y tomado de:
www.unicon.com.pe/articulos/ar-001.htm
4. ¿Qué, por qué y cómo? Adiciones al cemento. Publicado in Internet por
National Ready Mixed Concrete Association (NRMCA), EE.UU. y tomado de:
www.nrmca.org/aboutconcrete/cips/CIP_30_ES.pdf
5. Calleja, J. Tendencias futuras en la investigación de la estructura, propiedades
y comportamiento de las pastas de cementos con adiciones. Cemento-
Hormigón (Barcelona) LVIII (646): 827-875; septiembre 1987.
6. Fernández Canovas, M. Hormigón de alta resistencia y durabilidad. Publicado en
Internet por el Grupo Empresarial de la Construcción Granma y tomado de:
www.gecgr.co.cu/doc/Boletines/Conf06.htm

Bibliografía.
32
Bibliografía.
1. BUCHAS, J. E. A., , (1994) “Hormigones de Alta Perfomance. Un nuevo
desafío tecnológico para la construcción en la presente década”. CEMENTO –
HORMIGÓN,.
2. CALLEJA, J. (1987) Tendencias futuras en la investigación de la estructura,
propiedades y comportamiento de las pastas de cementos con adiciones.
Cemento-Hormigón (Barcelona). LVIII (646): 827-875 ed.
3. CÚNEO SIMIAN, H. A. & (2002) Hormigón de alto desempeño para
estructuras. Argentina, Publicado en Internet por el Centro de Investigaciones
Avanzadas en Tecnología del Hormigón, de la Universidad Nacional de
Córdoba.
4. FERNÁNDEZ CANOVAS, M. (2002) Hormigón de alta resistencia y
durabilidad. Cuba, Publicado Internet por el Grupo Empresarial de la
Construcción Granma
5. GOMEZ J. (1991) “Concreto de Resistencia Superior”, CONSTRUCCIÓN Y
TECNOLOGÍA, IMCYC.
6. HOLLAND, T. C. & (1987) “Testing High Strenght concrete”. Concrete
Construction.
7. INTERNET, A. D. & (2001) Presente y Futuro del Concreto. Perú, Publicado
por la Unión de Concreteras S.A.
8. INTERNET, P. D. (2000) ¿Qué, por qué y cómo? Adiciones al cemento.
EE.UU, Publicado por National Ready Mixed Concrete Association (NRMCA).
9. JORGE, C. G. (2003) Fabricación a Escala Industrial de Hormigón con Áridos
Reciclados. Madrid.España.
10. LUIS, U. C. (2002) Uso de hormigón autocompactante en el proyecto Ralco.
Chile.

Bibliografía.
33
11. MARTIRENA HERNÁNDEZ, J. F. (2003) Una alternativa ambientalmente
compatible para disminuir el consumo de aglomerante de clínker de cemento
Pórtland: el aglomerante cal-puzolana como adición mineral activa. Facultad
Const. Santa Clara, UCLV.
12. NC-192-2007”Hormigón Hidráulico” -Calculo de la resistencia característica
a la compresión.
13. NC-251:2005. Materiales y Productos de la Construcción. Áridos para
hormigón Hidráulico. Especificaciones de Calidad.
14. NC 182- 2002. Arena, Determinación de la humedad superficial. Método de
ensayo.
15. Hormigones de alto desempeño. Publicado por el Centro de
Investigaciones Avanzadas en Tecnología del Hormigón (CIATH), Facultad de
Ciencias Exactas, Físicas y Naturales de la Universidad Nacional de Córdoba,
Argentina, y tomado de:
www.efn.uncor.edu/departamentos/estruct/ciath/HAD.HTM
16. O’Reilly Díaz, Vitervo A. Método para dosificar mezclas de hormigón / Vitervo
A. O’Reilly Díaz. -- La Habana: Editorial Científico Técnica, 1990. –102p.
17. CP-40: Manual de calidad / José Fernando Martirena Hernández…[et al.]. –
Santa Clara: UCLV, Facultad de Construcciones; CIDEM, 2000. –54p
18. NC 54-424:1991. Elaboración de probetas de hormigón.
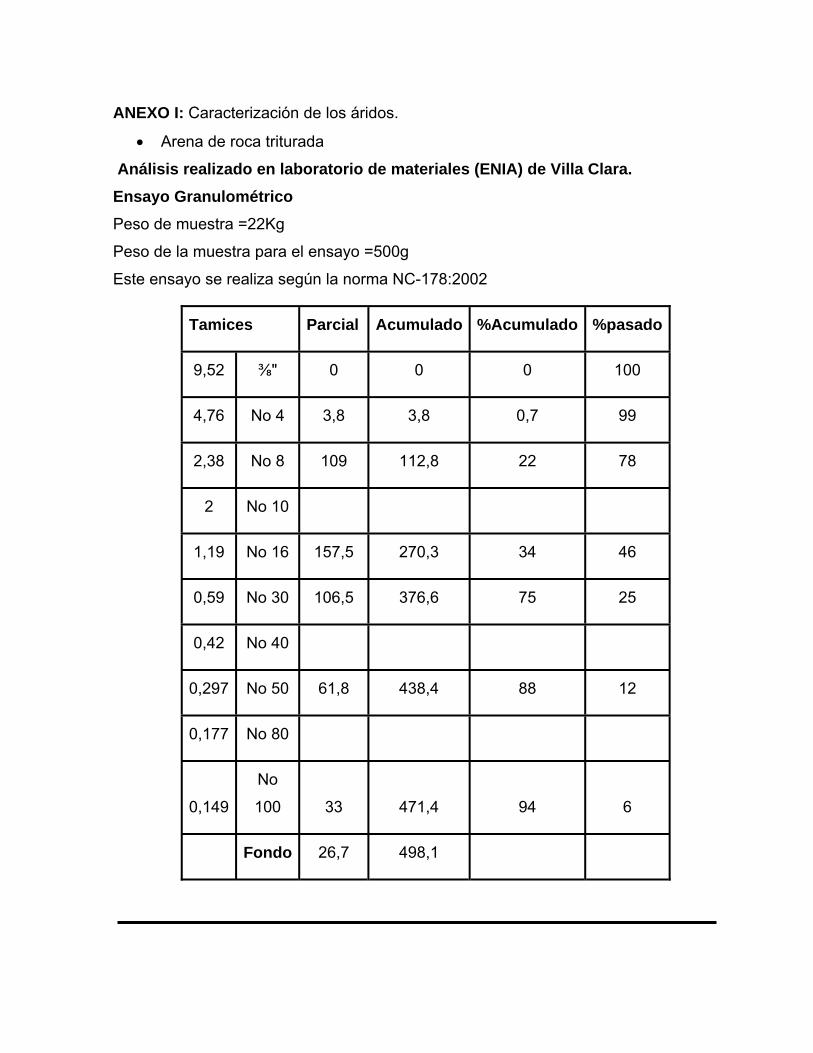
ANEXO I: Caracterización de los áridos.
• Arena de roca triturada
Análisis realizado en laboratorio de materiales (ENIA) de Villa Clara. Ensayo Granulométrico Peso de muestra =22Kg
Peso de la muestra para el ensayo =500g
Este ensayo se realiza según la norma NC-178:2002
Tamices Parcial Acumulado %Acumulado %pasado
9,52 ⅜" 0 0 0 100
4,76 No 4 3,8 3,8 0,7 99
2,38 No 8 109 112,8 22 78
2 No 10
1,19 No 16 157,5 270,3 34 46
0,59 No 30 106,5 376,6 75 25
0,42 No 40
0,297 No 50 61,8 438,4 88 12
0,177 No 80
0,149
No
100 33 471,4 94 6
Fondo 26,7 498,1

Es no conforme el autocontrol del ensayo porque el valor de división de la balanza no
es la que requiere la norma.
Según la NC–178:2005 Áridos para hormigones hidráulicos es conforme.
Ensayo del Tamiz 200
Peso inicial seco =500g
Peso final seco =485.5g
% que pasa por tamiz 200 =3.0
Según NC–25:2005 Áridos para hormigones hidráulicos es conforme
Ensayo de impurezas orgánicas Este ensayo se realiza según la NC–185:2002
Es no conforme el autocontrol del ensayo porque el colonimetro no esta certificado.
Según NC–251:2005 Áridos para hormigones hidráulicos es conforme.
Ensayo de peso volumétrico Peso S.+ P. Cubeta =8.250 Peso V. Suelto (Kg/m³)=1399
Peso C. +P. Cubeta =8.70 Peso V. Compactado (Kg/m³)=1536
Tara Cubeta = 4.200
Peso Suelto Neto = 4.05
Peso Comp. Neto =4.5
Volumen Cubeta (dm³) =2.750
Factor de Calib =. 0.3636
Este ensayo es conforme
Ensayo de peso Específico A Peso seco (g) =485.7 B Peso saturado (g)= 500
C Peso F +A (g) =652
C1 Peso F + A +Muestra=963

No conforme el autocontrol del ensayo porque el valor de división de la balanza no es la
que requiere lo norma y los condiciones ambientales no es la adecuada.
Según Nc251:2005 áridos para hormigón hidráulicos es conforme.
Ensayo de partículas de arcillas Este ensayo se realiza según Nc-179:2002.
Peso inicial=118 g
Peso final =117.6 g % partículas de arcillas =0.3
Según Nc-251:2005 Áridos para hormigones hidráulicos es conforme
• Árido Grueso (granito).
Ensayo de partículas de arcillas Peso inicial =1000g
Peso final =994.7 g % partículas de arcillas =0.5
Según Nc-251:2005 Áridos para hormigones hidráulicos es conforme
Ensayo de índice de triturabilidad Este ensayo se realiza según la norma NC-190:2002
Peso inicial =3240g
Peso final =2743 g % de triturabilidad =15.3
Según NC-251:2005 Áridos para hormigones hidráulicos es conforme.
Ensayo de peso Específico A Peso seco (g) =2876 B Peso saturado (g)= 3000
C Peso F +A (g) =2475
C1 Peso F + A +Muestra=2067.5

No conforme el autocontrol del ensayo porque el valor de división de la balanza no es la
que requiere lo norma y los condiciones ambientales del local no es la adecuada.
Según Nc251:2005 áridos para hormigón hidráulicos es conforme.
Ensayo de partículas planas y alargadas Peso de muestra =30Kg
Tamices % RET Peso Peso % %
PARC Inicial Planas y largadas Planasy Alargadas Correción
12,7 - 9,52 8,2 300 21,1 7 0,6
9,52 - 4,76 61,2 250 13,4 5,4 3,3
% de Planas y Alargadas 3,9
Ensayo del Tamiz 200 Peso de muestra = 30Kg
Este ensayo se realizara según la norma NC-182:2002
Determinación del material más fino que el tamiz de 0.07(mm) (No200)
Peso inicial seco =2500g
Peso final seco =2481g
% que pasa por tamiz 200 =0.7
Según NC–25:2005 Áridos para hormigones hidráulicos es conforme

Ensayo Granulométrico Peso de la muestra =1000Kg
Este ensayo se realiza según la norma NC-178:2002
Tamices Parcial Acumulado %Acumulado %pasado
12,7 ½" 0 0 0 100
9,52 ⅜" 82,3 82,3 8 92
4,76 No 4 612,5 694,8 69 31
2,38 No 8 231 925,8 92 8
2 No 10
1,19 No 16 35,5 961,3 96 4
Fondo 38 999,3
Es no conforme el autocontrol del ensayo porque el valor de división de la balanza no
es la que requiere la norma.
Según la NC–251:2005 Áridos para hormigones hidráulicos es conforme.
Ensayo de Peso Volumétrico Peso S.+ P. Cubeta =8.250 Peso V. Suelto (Kg/m³)=1399
Peso C. +P. Cubeta =8.70 Peso V. Compactado (Kg/m³)=1536
Tara Cubeta = 4.200
Peso Suelto Neto = 4.05
Peso Comp. Neto =4.5
Volumen Cubeta (dm³) =2.750
Factor de Calib =. 0.3636
Este ensayo es conforme.

Anexo II.
ANEXO II: Caracterización del Cemento.
Análisis realizado en laboratorio de materiales (ENIA) de Villa Clara.
Resistencia a flexotracción del cemento.
Elaboración de la mezcla
Días Fecha Propiedad PROBETAS
1 2 3 Media
7 24/03/08 Resist(MPa) 6.2 6.2 6.1 6.2
28 14/04/08 Resist(MPa) 7.8 8 8.1 8
Resistencia Compresión del Cemento.
Elaboración de la mezcla a temperatura ambiente.
Fecha Probetas
1 2 3 4 5 6 Resist Media (MPa)
7 días Carga (kN) 47.20 46.60 42.00 41.40 40.80 42.40
29/03/08 Resist(MPa) 30.10 29.70 26.80 26.40 26.00 27.00 27.70
28 dias Carga (kN) 58.20 60.00 54.80 57.60 56.80 58.00
14/04/08 Resist(MPa) 37.10 38.20 34.90 37.00 36.70 36.20 36.70
Este ensayo es no conforme por no tener especificado la arena.

Anexo II.
Peso Específico Real del Cemento.
Este ensayo se realiza según la norma NC-54-207-1980.
U.M. Resultados P.E.R
Masa de Muestra G 64
Volumen Inicial cm³ 0.3 3.14
Volumen Final cm³ 20.7
Volumen Desplazado cm³ 20.4
Este ensayo es no conforme por no tener especificada la arena.
Ensayo de finura de molido del Cemento
U.M Resultado Finura
Peso Inicial Gramos 100 0.8
Peso Retenido Gramos 1.7
Según el auto controles conforme.
Ensayo de Fraguado inicial y final del cemento
Tiempo U.M Resultados
Const. Normal % 25
Fraguado Inicial minutos 120
Fraguado Final horas 3.15
Según el auto control es conforme.

Anexo III.
60
ANEXO III: Valores de resistencia de cada mezcla.
Muestra Nº Edad(Dias) Replica X1max X2 X3min R
R fm
(serie) fm
(Mpa) S1 V1
M-1 29.92 29.88 27.56 2.36 2.18 29.12 27.01 1.30 4.81 M-2 27.92 25.44 25.26 2.66 26.21 M-3 26.92 26.07 24.71 2.22 25.90 M-4 26.27 25.59 24.36 1.91 25.41 M-5 30.02 28.88 28.30 1.72 29.06
7
M-6 27.29 26.77 25.09 2.20 26.39 M-7 38.18 37.07 33.95 4.23 2.66 36.40 31.23 1.58 5.07
Control M-8 29.07 28.23 27.73 1.34 28.34 M-9 30.76 29.60 28.69 2.07 29.68 M-10 30.46 29.99 28.03 2.44 29.49 M-11 33.26 31.97 29.43 3.83 31.55
28
M-12 32.58 32.54 30.56 2.02 31.89 M-13 41.88 40.94 39.68 2.19 3.94 40.83 36.10 2.35 6.51
M-14 39.65 36.80 30.18 9.47 35.54 M-15 35.65 34.40 33.95 1.70 34.67 M-16 34.62 33.95 33.76 0.87 34.11 M-17 37.41 35.55 32.39 5.03 35.12
60
M-18 38.81 35.79 34.44 4.37 36.35

Anexo III.
61
Muestra Nº Edad(Dias) Replica X1max X2 X3min R Rm fm
(serie) fm
(MPa) S1 V1 A-1 15.63 15.57 15.32 0.31 1.48 15.51 17.86 0.88 4.94 A-2 18.67 16.98 15.85 2.83 17.17 A-3 18.82 18.65 18.00 0.82 18.49 A-4 18.46 18.39 17.29 1.17 18.05 A-5 19.99 19.27 18.07 1.93 19.11
7
A-6 19.81 18.74 18.00 1.81 18.85 A-7 32.63 33.39 31.69 0.94 1.51 32.57 29.26 0.90 3.08
40% Gruesa A-8 27.56 26.94 26.69 0.87 27.06 A-9 27.84 27.64 26.45 1.38 27.31 A-10 29.32 28.30 27.56 1.76 28.39 A-11 31.83 30.43 30.09 1.74 30.79
28
A-12 30.84 29.07 28.46 2.38 29.46 A-13 28.42 27.81 27.47 0.95 2.36 27.90 32.36 1.41 4.35
A-14 33.19 31.83 31.58 1.61 32.20 A-15 34.92 33.67 30.46 4.45 33.02 A-16 33.62 32.96 30.83 2.79 32.47 A-17 34.07 33.39 32.51 1.56 33.32
60
A-18 36.86 34.83 34.07 2.79 35.25

Anexo III.
62
Muestra Nº Edad(Dias) Replica X1max X2 X3min R Rm fm
(serie) fm
(MPa) S1 V1 B-1 25.18 24.12 23.81 1.37 0.98 24.37 22.96 0.58 2.54 B-2 25.35 24.10 24.01 1.34 24.49 B-3 23.99 23.65 22.45 1.55 23.37 B-4 21.82 21.22 20.94 0.87 21.33 B-5 22.49 22.25 22.06 0.44 22.27
7
B-6 22.07 21.93 21.79 0.28 21.93 B-7 33.39 31.38 31.24 2.15 2.06 32.00 31.36 1.23 3.91
40% Fina B-8 34.46 33.07 33.23 1.24 33.59 B-9 33.39 32.09 31.12 2.26 32.20 B-10 30.84 28.97 28.32 2.52 29.38 B-11 32.26 31.41 29.37 2.88 31.01
28
B-12 30.71 29.72 29.43 1.29 29.95 B-13 35.73 34.81 33.95 1.79 1.85 34.83 36.58 1.11 3.03 B-14 38.91 38.67 37.12 1.79 38.23 B-15 38.46 37.77 36.76 1.70 37.66 B-16 38.96 37.14 36.76 2.21 37.62 B-17 37.85 37.80 36.27 1.59 37.31
60
B-18 34.92 33.66 32.86 2.06 33.81

Anexo III.
63
Valores medios de resistencia a las diferentes edades con su desviación típica.
Mezclas Probetas R7 R28 R60
1 29.92 38.18 41.88 2 29.88 37.07 40.94 3 27.56 33.95 39.68 4 27.92 29.07 39.65 5 25.26 28.23 36.80 6 25.44 27.73 30.18 7 26.92 30.76 35.65 8 26.07 29.60 34.40 9 24.71 28.69 33.95
10 26.27 30.46 34.62 11 25.59 29.99 33.76 12 24.36 28.03 33.95 13 30.02 33.26 37.41 14 28.88 31.97 35.55 15 28.30 29.43 32.39 16 26.77 32.58 38.81 17 27.29 32.54 35.79 18 25.09 30.56 34.44 Xm 27.01 31.23 36.10
Control
SN 1.83 2.96 3.10
Mezclas Probetas R7 R28 R60
1 15.63 32.63 28.42 2 15.57 33.39 27.81 3 15.32 31.69 27.47 4 18.67 27.56 33.19 5 16.98 26.94 31.83 6 15.85 26.69 31.58 7 18.82 27.84 34.92 8 18.65 27.64 33.67 9 18.00 26.45 30.46
Gruesa 10 18.46 29.32 33.62 11 18.39 28.30 32.96 12 17.29 27.56 30.83 13 19.99 31.83 34.07 14 19.27 30.43 33.39 15 18.07 30.09 32.51 16 19.81 30.84 36.86 17 18.74 29.07 34.83 18 18.00 28.46 34.07 Xm 17.86 29.26 32.36 SN 1.45 2.13 2.56
Anexo III.
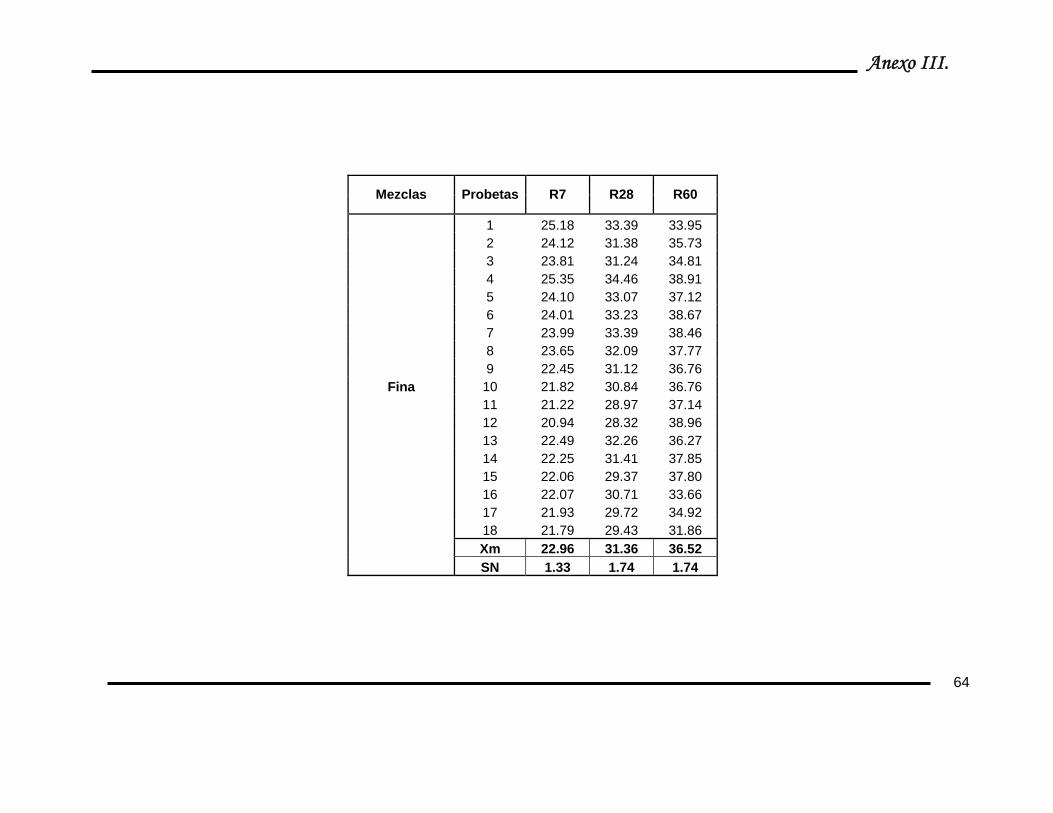
64
Mezclas Probetas R7 R28 R60
1 25.18 33.39 33.95 2 24.12 31.38 35.73 3 23.81 31.24 34.81 4 25.35 34.46 38.91 5 24.10 33.07 37.12 6 24.01 33.23 38.67 7 23.99 33.39 38.46 8 23.65 32.09 37.77 9 22.45 31.12 36.76
Fina 10 21.82 30.84 36.76 11 21.22 28.97 37.14 12 20.94 28.32 38.96 13 22.49 32.26 36.27 14 22.25 31.41 37.85 15 22.06 29.37 37.80 16 22.07 30.71 33.66 17 21.93 29.72 34.92
18 21.79 29.43 31.86 Xm 22.96 31.36 36.52 SN 1.33 1.74 1.74

Anexo IV.
ANEXO IV: ANÁLISIS ESTADÍSTICO DE LOS RESULTADOS.
1. Resistencia Característica. fck= fcm –t*Sn (MPa)
Control: fck = (31.23 - 1.476*2.96) = 26,85 MPa
40% Gruesa: fck = (29.26 - 1.476*2.13) = 26.11 MPa
40% Fina: fck = (31.36 - 1.476*1.74) = 28.78 MPa
2. Evaluación de los Criterios de Conformidad. 2.1. Criterio 1. Mezcla Control: 31.23 ≤ 30 +1.476*2.96 = 34.36
Mezcla con adición (Gruesa): 29.26 ≤ 30+1.476*2.13 = 33.14
Mezcla con adición (Fina): 31.36 ≤ 30+1.476*1.74 = 32.56
2.2. Criterio 2 Mezcla Control: 28.34 > 30-3.5 = 26.5
Mezcla con adición (Gruesa): 29.26 ≤ 30- = 26.5
Mezcla con adición (Fina): 31.36 ≤ 30+1.476*1.74 = 32.56
Criterio 1 Criterio 2fcm ≥ fck + t.Sn fc ≥ fck - 3,5
Control 31.23 ≤ 34.38 28.34 > 26.540% Gruesa 29.26 ≤ 33.15 27.06 > 26.5
40% Fina 31.36 ≤ 32.57 29.38 > 26.5
Analisis Criterios de Conformidad
Mezclas
Tabla resumen Criterios de Conformidad (NC 120: 2007)
No cumpliéndose con los criterios de conformidad, la resistencia característica que se
pretendía lograr resultó ser inferior a la especificada o propuesta (30 Mpa), dado por las
condiones de la planta para la producción.
3. Análisis comparativo de las mezclas estudiadas Se realizó un análisis comparativo entre las mezclas, con el objetivo de conocer cómo
influía el por ciento se sustitución y el aumento de la finura de la zeolita
respectivamente en la resistencia a compresión del hormigón. Para ello nos apoyamos
en el texto Diseño estadístico de experimentos, de Reinaldo López Planes, capítulo 3, DISTRIBUCION t DE STUDENT PARA COMPARAR MEDIAS EN SISTEMAS
PARAMETRICOS (7).

Anexo IV.
3.1 Enfoque del problema Se desea conocer la influencia de la adición mineral activa (Cal-Zeolita), en la
resistencia del hormigón, para un nivel de significancia de 0.1, es decir 90% de
confiabilidad.
X (Resistencia media del hormigón)
M (mezcla control 0% sustitución)
MX =31.32 MPa nM= 6
SM= 2.96 MPa
A (mezcla con adición 30% de sustitución, zeolita fina)
AX =29.263 MPa nA= 6
SA= 2.132 MPa
Planteamiento de la Hipótesis H0 (hipótesis nula), H1 (hipótesis alternativa)
H0 si MX = AX (no hay diferencia significativa en la resistencia del hormigón)
H1 si MX ≠ AX (hay diferencia significativa)
Calculo de la varianza ponderada Sp=( ) ( )
⎟⎟⎠
⎞⎜⎜⎝
⎛
−+−+−
211 22
Am
AAmm
nnSnSn
Sp = 2.579 MPa
t =
⎟⎟⎠
⎞⎜⎜⎝
⎛+
−
AMp
AM
nnS
XX
11
t = 1.32
f = =10 2−+ Am nn

Anexo IV.
Para un nivel de significancia de 0.1
( ) 372.190.0.10
==f
t
O sea tcal ‹ ( 90.0.10=f
t ) luego se acepta H0, por tanto no hay diferencia significativa en
la resistencia del hormigón.
Se desea conocer si el aumento de la finura de la zeolita incrementa la resistencia
media del hormigón para un nivel de significancia de 0.1.
A (mezcla con zeolita gruesa)
B (mezcla con zeolita fina)
AX =29.263 MPa nA= 6
SA= 2.132 MPa
BX = 31.36 MPa nB= 6 B
SB= 1.74 MPa
Planteamiento de la Hipótesis H0 (hipótesis nula), H1 (hipótesis alternativa)
H0 Si AX = BX (no hay diferencia significativa, es decir la finura de la zeolita no influye en la resistencia del hormigón)
H1 Si AX ‹ BX (el aumento de la finura aumenta la resistencia del hormigón)
Sp=( ) ( )
⎟⎟⎠
⎞⎜⎜⎝
⎛
−+−+−
211 22
Am
AAmm
nnSnSn
Sp = 1.946
t =
⎟⎟⎠
⎞⎜⎜⎝
⎛+
−
AMp
AM
nnS
XX
11

Anexo IV.
t = 1.866
f = =10 2−+ Am nn
Para un nivel de significancia de 0.1
( ) 372.190.0.10
==f
t
O sea tcal › ( 90.0.10=f
t ) luego se acepta H1, por tanto el aumento de la finura de la
zeolita, aumenta la resistencia del hormigón.

Anexo V.
ANEXO V: Análisis Económico.
Precio Costo Materiales Mezcla Material UM Cantidad
MN CUC MN CUC
Costo Total
Cemento TM 0.40225 30.66 58.7 12.333 23.61208 35.94506 Zeolita
(Gruesa) TM 0 14.42 16.739 0 0 0 Zeolita (Fina) TM 0 18.01 30.449 0 0 0
Cal TM 0 41.06 73.55 0 0 0 Arena m3 0.57 6.003 9.722 3.42171 5.54154 8.96325
Granito m3 0.67 5.2524 10.059 3.51911 6.73953 10.258638 N- 200 lts 4.83 2.04 1.38 9.8532 6.6654 16.5186
Control
Costo Total / m3 de Hormigón 29.13 42.56 71.69
Tabla Nº 1. Cálculos Costo de Materiales Mezcla Control.
Precio Costo Materiales Mezcla Material UM Cantidad
MN CUC MN CUC
Costo Total
Cemento TM 0.28 30.66 58.7 8.5848 16.436 25.0208 Zeolita
(Gruesa) TM 0.1 14.42 16.739 1.442 1.6739 3.1159 Zeolita (Fina) TM 0 18.01 30.449 0 0 0
Cal TM 0.024 41.06 73.55 0.98544 1.7652 2.75064 Arena m3 0.56 6.003 9.722 3.36168 5.44432 8.806
Granito m3 0.66 5.2524 10.059 3.46658 6.63894 10.105524 N- 200 lts 4.73 2.04 1.38 9.6492 6.5274 16.1766
40% Gruesa
Costo Total / m3 de Hormigón 27.49 38.49 65.98
Tabla Nº 2. Cálculo Costo de Materiales Mezcla 40% Gruesa.

Anexo V.
Precio Costo Materiales Mezcla Material UM Cantidad
MN CUC MN CUC
Costo Total
Cemento TM 0.28 30.66 58.7 8.5848 16.436 25.0208 Zeolita
(Gruesa) TM 0 14.42 16.739 0 0 0 Zeolita (Fina) TM 0.1 18.01 30.449 1.801 3.0449 4.8459
Cal TM 0.024 41.06 73.55 0.98544 1.7652 2.75064 Arena m3 0.56 6.003 9.722 3.36168 5.44432 8.806
Granito m3 0.66 5.2524 10.059 3.46658 6.63894 10.105524 N- 200 lts 4.75 2.04 1.38 9.69 6.555 16.245
40% Fina
Costo Total / m3 de Hormigón 27.89 39.88 67.77
Tabla Nº 3. Cálculos Costo de Materiales Mezcla 40% Fina.
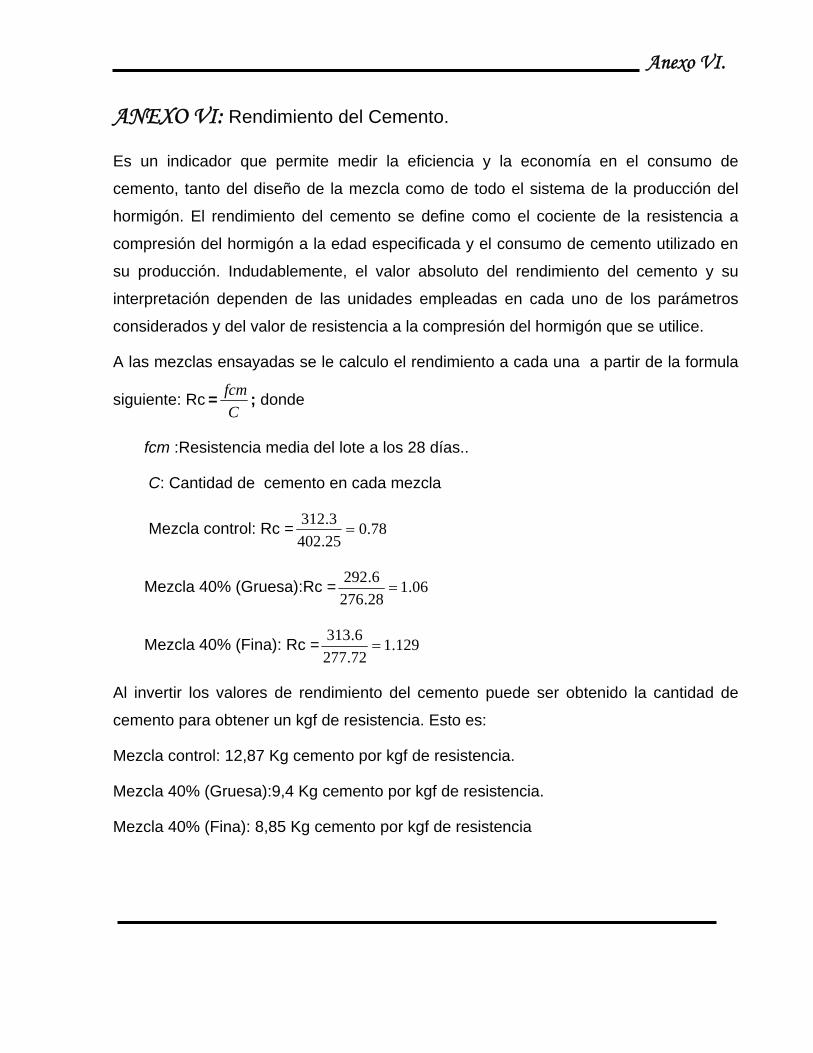
Anexo VI.
ANEXO VI: Rendimiento del Cemento.
Es un indicador que permite medir la eficiencia y la economía en el consumo de
cemento, tanto del diseño de la mezcla como de todo el sistema de la producción del
hormigón. El rendimiento del cemento se define como el cociente de la resistencia a
compresión del hormigón a la edad especificada y el consumo de cemento utilizado en
su producción. Indudablemente, el valor absoluto del rendimiento del cemento y su
interpretación dependen de las unidades empleadas en cada uno de los parámetros
considerados y del valor de resistencia a la compresión del hormigón que se utilice.
A las mezclas ensayadas se le calculo el rendimiento a cada una a partir de la formula
siguiente: Rc =Cfcm ; donde
fcm :Resistencia media del lote a los 28 días..
C: Cantidad de cemento en cada mezcla
Mezcla control: Rc = 78.025.4023.312=
Mezcla 40% (Gruesa):Rc = 06.128.2766.292=
Mezcla 40% (Fina): Rc = 129.172.2776.313
=
Al invertir los valores de rendimiento del cemento puede ser obtenido la cantidad de
cemento para obtener un kgf de resistencia. Esto es:
Mezcla control: 12,87 Kg cemento por kgf de resistencia.
Mezcla 40% (Gruesa):9,4 Kg cemento por kgf de resistencia.
Mezcla 40% (Fina): 8,85 Kg cemento por kgf de resistencia

Anexo VI.
Para garantizar una evaluación de excelente la desviación máxima del lote debe ser
menor de 2.81 Mpa, y la “t” de student de 1.34 para un total de 15 valores; por lo tanto
la resistencia media del lote a los 28 días seria calculada por la siguiente expresión:
fcm = fckp + t Sn
Así,
fcm = 30 +1.34 x 2.81 = 33.76 Mpa.
Este sería el valor medio que debe obtenerse del diseño
Análisis para cada caso individual
Variación de la resistencia media
La resistencia media se obtendría restando la resistencia media real, de la resistencia
media de diseño.
Mezclas fcm de diseño (Mpa).
fcm real
(Mpa).
Diferencia de Resistencia.
Control 33.76 31.23 2.53
Gruesa 33.76 29.26 4.5
Fina 33.76 31.36 2.4
Conociendo la diferencia entre la resistencia de diseño y la real, se calcula la cantidad
de cemento que hace falta realmente para alcanzar la resistencia proyectada, la
cantidad de cemento se obtiene multiplicando el rendimiento de cemento por la
diferencia de resistencia, según la tabla siguiente:

Anexo VI.
Mezcla Rendimiento del Cemento
Diferencia de Resistencia
Cantidad de Cemento (kg).
Control 12.87 2.53 32.56
Gruesa 9.49 4.5 42.7
Fina 8.85 2.4 21.24
Esto significa que para la mezcla control que se utilizo 402 kg, a partir del análisis
realizado, es necesario utilizar 434.56 kg (402 + 32,56) y así sucesivamente para el
resto de las mezclas con sustitución.