Trabajo de Mantenimiento - DANPER

of 88
-
Upload
maria-luisa-zuniga-quispe -
Category
Documents
-
view
55 -
download
2
description
trabajos de mantenimiento
Transcript of Trabajo de Mantenimiento - DANPER
UNIVERSIDAD NACIONAL DE SAN AGUSTIN
INGENIERIA DE MANTENIMIENTO
INGENIERIA DE MANTENIMIENTO
CONTENIDO3CAPITULO I GENERALIDADES
31.1.INTRODUCCION
41.2.OBJETIVOS
41.3.OBJETIVOS ESPECIFICOS
41.4.JUSTIFICACION
41.5.LIMITACIONES
5CAPITULO II MARCO CONCEPTUAL
52.1.MANTENIMIENTO
52.2.LA FUNCIN DEL MANTENIMIENTO
52.3.OBJETIVOS DE MANTENIMIENTO
62.4.CLASIFICACIN DE LOS OBJETIVOS FUNDAMENTALES DEL MANTENIMIENTO
72.5.CLASIFICACION DEL MANTENIMIENTO
72.5.1.MANTENIMIENTO PREVENTIVO
82.5.2.MANTENIMIENTO PREDICTIVO
82.5.3.MANTENIMIENTO CORRECTIVO.
92.5.4.MANTENIMIENTO MEJORATIVO O REDISEADO
92.5.5.MANTENIMIENTO PRODUCTIVO TOTAL (T. P. M.)
102.6.VENTAJAS DEL MANTENIMIENTO PREVENTIVO
102.7.COMO SE PERCIBE UN MANTENIMIENTO DEFICIENTE
112.8.BENEFICIOS DE UN BUEN MANTENIMIENTO
122.9.PLAN DE MANTENIMIENTO
122.9.1.Registro
132.9.2.Ficha Tcnica
142.9.3.Rutina de Mantenimiento
142.9.4.Stock de Repuestos
162.9.5.Capacitacin de Personal
17CAPITULO III ESTADO SITUACIONAL
173.1.IDENTIFICACION DE LA EMPRESA O PROCESO
173.1.1.Misin
173.1.2.Visin
183.1.3.Compromiso con los altos estndares de la calidad
183.2.DESCRIPCION DEL PROCESO PRODUCTIVO
183.2.1.PROCESO DE ACOPIO DE LAS ALCACHOFAS
203.2.2.ELABORACIN DE CONSERVAS
233.2.3.DOP PROC. DE ELABORACIN DE ALCACHOFAS EN CONSERVAS
243.2.4.DIAGRAMA DE BLOQUES
253.2.5.FLOW SHEET
273.3.IDENTIFICACION DEL EQUIPAMENTO DEL PROCESO
283.4.ANALISIS DE CRITICIDAD DE EQUIPOS
283.4.1.SALA DE PRE-PROCESO
313.4.2.SALA DE PROCESO
383.4.3.EXTERIORES
403.4.4.CASA DE FUERZA
493.5.TABLA RESUMEN DE CRITICIDADES
503.6.DESCRIPCION Y MANTENIMIENTO DE MAQUINAS
503.6.1.SELECCIN DEL EQUIPO:
513.6.2.FUNCIONES:
513.6.3.DESCRIPCIN:
513.6.4.COMPONENTES:
523.6.5.PARTES
533.6.6.PLANOS:
543.6.7.MANUALES:
603.6.8.MANTENIMIENTO DEL EQUIPO
623.6.9.FRECUENCIAS:
643.6.10.RECURSOS:
65A)RUTINA SEMESTRAL
683.6.11.MATERIALES:
683.6.12.NORMAS DE SEGURIDAD AL USAR UN AUTOCLAVE
70CAPITULO IV - CONCLUSIONES Y RECOMENDACIONES
704.1. CONCLUSIONES
704.2. RECOMENDACIONES
71BIBLIOGRAFIA
72ANEXOS
72DESCRIPCION DE LA FUNCION DE CADA EQUIPO EN EL PROCESO, CIRCUITO O SECCIONES
CAPITULO I GENERALIDADES1.1. INTRODUCCION
El mantenimiento se ha convertido en parte importante dentro de las actividades que realizan las empresas hoy en da; y puede resumirse como la capacidad de producir con calidad, seguridad y rentabilidad.
Para nadie es un secreto la exigencia que plantea una economa globalizada, mercados altamente competitivos y un entorno variable donde la velocidad de cambio sobrepasa en mucho nuestra capacidad de respuesta. En este panorama estamos inmersos y vale la pena considerar algunas posibilidades que siempre han estado pero ahora cobran mayor relevancia.
Particularmente, la imperativa necesidad de redimensionar la empresa implica para el mantenimiento, retos y oportunidades que merecen ser valorados.
Debido a que el ingreso siempre provino de la venta de un producto o servicio, esta visin primaria llev la empresa a centrar sus esfuerzos de mejora, y con ello los recursos, en la funcin de produccin. El mantenimiento fue "un problema" que surgi al querer producir continuamente, de ah que fue visto como un mal necesario, una funcin subordinada a la produccin cuya finalidad era reparar desperfectos en forma rpida y barata.
Sin embargo, sabemos que la curva de mejoras incremntales despus de un largo perodo es difcilmente sensible, a esto se una lafilosofa de calidad total, y todas las tendencias que trajo consigo que evidencian sino que requiere la integracin del compromiso y esfuerzo de todas sus unidades. Esta realidad ha volcado la atencin sobre un rea relegada: el mantenimiento. Ahora bien, cul es la participacin del mantenimiento en el xito o fracaso de una empresa? Por estudios comprobados se sabe que incide en:
Costos de produccin.
Calidad del producto servicio.
Capacidad operacional (aspecto relevante dado el ligamen entre competitividad y por citar solo un ejemplo, el cumplimiento de plazos de entrega).
Capacidad de respuesta de la empresa como un ente organizado e integrado: por ejemplo, al generar e implantar soluciones innovadoras y manejar oportuna y eficazmente situaciones de cambio.
Seguridad e higiene industrial, y muy ligado a esto.
Calidad de vida de los colaboradores de la empresa.
Imagen y seguridad ambiental de la compaa.
Como se desprende de argumentos de tal peso, " El mantenimiento no es una funcin "miscelnea", produce un bien real, que puede resumirse en: capacidad de producir con calidad, seguridad y rentabilidad. Ahora bien, dnde y cmo empezar a potenciar a nuestro favor estas oportunidades? Quiz aqu pueda encontrar algunas pauta
1.2. OBJETIVOSConocer y evaluar el plan de mantenimiento de la empresa DanPer Agroindustrias
1.3. OBJETIVOS ESPECIFICOS
Conocer las actividades de mantenimiento que realiza la empresa DanPer
Evaluar la criticidad de las maquinas que usa la empresa DanPer
Plantear mejoras a las actividades de mantenimiento de la empresa Danper
Evaluar los beneficios costo de la propuesta.
1.4. JUSTIFICACION
Poder conocer y analizar en la prctica la aplicacin de conceptos y tareas de mantenimiento aprendidas en teora.
1.5. LIMITACIONES
Informacin solicitada insuficiente.
Disponibilidad de tiempo.
CAPITULO II MARCO CONCEPTUAL1.6. MANTENIMIENTO
Un conjunto de actividades planificadas o imprevistas con la cual se consigue que un equipo o instalacin sea restaurada a su operacin 1.7. LA FUNCIN DEL MANTENIMIENTO
La funcin de mantenimiento es una funcin tcnica y un servicio que se presta a la funcin produccin, independientemente de lo que se produce sean productos o servicios
El mantenimiento est considerado como un rgano funcional y tcnico, cuyo encuadre depende del menor o mayor alcance de las funciones que le sean asignadas segn la poltica de mantenimiento de la empresa. El mantenimiento ha de tener una visin a corto mediano y largo plazo.
1.8. OBJETIVOS DE MANTENIMIENTO
En mantenimiento, su organizacin, planificacin e informacin, deben estar encaminados a la consecucin de varios objetivos; al respecto Molina. (2006), cita los siguientes:
Optimizacin de la disponibilidad del equipo productivo.
Disminucin de los costos de mantenimiento.
Optimizacin de los recursos humanos.
Maximizacin de la vida de la mquina.
Evitar, reducir, y en su caso, reparar las fallas sobre los bienes precitados.
Disminuir la gravedad de las fallas que no se lleguen a evitar.
Evitar detenciones intiles o parada de mquina.
Evitar accidentes.
Evitar incidentes y aumentar la seguridad para las personas.
Conservar los bienes productivos en condiciones seguras y preestablecidas de operacin.
Balancear el costo de mantenimiento con el correspondiente al lucro cesante.
Alcanzar o prolongar la vida til de los bienes.
1.9. CLASIFICACIN DE LOS OBJETIVOS FUNDAMENTALES DEL MANTENIMIENTOSegn Morrow. (2000), los objetivos fundamentales del mantenimiento se clasifican en:
Los que rodean los costos: Asegurar las condiciones de utilizacin de los equipos para el momento en que se necesiten.
Optimizar la disponibilidad de los equipos.
Incrementar la vida til de equipos e instalaciones.
Reducir los intervalos de reparacin.
Contribuir con los logros en la calidad del producto.
Contribuir con el retorno ptimo del capital invertido en el equipo durante el funcionamiento.
Los que garantizan la seguridad industrial:
Contribuir con la seguridad del usuario y del mantenedor, as como la proteccin del medio ambiente.
La seguridad industrial depende en gran parte del mantenimiento.
Inspecciones programadas y auditoras.
El cumplimiento de los objetivos del mantenimiento industrial se logra a travs de la realizacin de un conjunto de funciones especficas. El xito de la realizacin de estas funciones depende fundamentalmente de dos acciones previas. En primer lugar es necesario establecerlas clara y detalladamente por escrito, indicando las responsabilidades para cada uno de los trabajadores de mantenimiento. En segundo lugar se deben dar a conocer, extensiva e intensivamente, a todo el personal afectado, de forma tal que cada uno conozca especficamente sus tareas y sus responsabilidades.
1.10. CLASIFICACION DEL MANTENIMIENTOa) Desde el punto de vista filosfico se clasifica en:
Mantenimiento preventivo.
Mantenimiento correctivo.
b) Desde el punto de vista de su ejecucin se clasifica en:
Mantenimiento preventivo.
Mantenimiento predictivo.
Mantenimiento correctivo.
1.10.1. MANTENIMIENTO PREVENTIVOAcciones de mantenimiento programadas y ejecutadas de manera que no se afecte la produccin de forma imprevista. Su propsito es prever las fallas manteniendo los sistemas de infraestructura, equipos e instalaciones productivas en completa operacin a los niveles y eficiencia ptimos. La caracterstica principal de este tipo de Mantenimiento es la de inspeccionar los equipos y detectar las fallas en su fase inicial, y corregirlas en el momento oportuno.
Es un mantenimiento preventivo si se realiza antes de aparecer la falla en los equipos, este tiene una programacin estipulada dependiendo de las horas de uso del equipo. Sus actividades bsicas son: limpieza, lubricacin y ajustes.
1.10.2. MANTENIMIENTO PREDICTIVOAcciones de mantenimiento programadas de acuerdo a las evaluaciones de la condicin de operacin de los equipos cuyo seguimiento se realiza por medio de la utilizacin de instrumentos especiales y su ejecucin de manera de afectar la produccin de forma imprevista.
1.10.3. MANTENIMIENTO CORRECTIVO.Acciones de mantenimiento planificada para despus de haber ocurrido una falla, devolver al equipo su condicin normal de funcionamiento. Se afecta la produccin debido a la ocurrencia de la falla.
1.10.4. MANTENIMIENTO MEJORATIVO O REDISEADOEs la modificacin, o cambio de todas las condiciones originales del equipo o instalacin del mismo. No es tarea mantenimiento propiamente dicho. Pero es igualmente, lo hace mantenimiento.
1.10.5. MANTENIMIENTO PRODUCTIVO TOTAL (T. P. M.)Es la traduccin de T.P.M. (Total Productive Maintenance). Es el sistema japons de mantenimiento industrial la letra M representa acciones de MANAGEMENT y mantenimiento.
Es un enfoque de realizar actividades de direccin y transformacin de empresa. La letra P est vinculada a la palabra Produccin o Productividad de equipo pero hemos considerado que se puede asociar a un trmino con una visin ms amplia como Perfeccionamiento, la letra T de la palabra total se interpreta como todas las actividades que realizan todas las personas que trabajan en la empresa.
1.11. VENTAJAS DEL MANTENIMIENTO PREVENTIVOSegn Villanueva. (1999). Seala como ventaja lo siguiente:
Confiabilidad: Los equipos operan en mejores condiciones de seguridad, ya que se conoce su estado, y sus condiciones de funcionamiento.
Disminucin del tiempo muerto, tiempo de parada de equipos/mquinas.
Mayor duracin, de los equipos e instalaciones.
Disminucin de existencias al almacn y, por lo tanto sus costos, puesto que se ajustan los repuestos de mayor y menor consumo.
Uniformidad en la carga de trabajo para el personal de Mantenimiento debido a una programacin de actividades.
Menor costo de las reparaciones.
Esto indica que a los efectos de garantizar un adecuado mantenimiento a los equipos y/o maquinarias; se debe disponer de un inventario tcnico, manuales, planos, caractersticas de cada equipo; adems de procedimientos tcnicos, listados de trabajos a efectuar peridicamente, control de frecuencias, indicacin exacta de la fecha a efectuar el trabajo y registro de reparaciones, repuestos y costos que ayuden a planificar, y por ende lograr mayor eficiencia y productividad.
1.12. COMO SE PERCIBE UN MANTENIMIENTO DEFICIENTEUn mantenimiento deficiente tiene una o ms de las siguientes caractersticas:
a. Frecuentes paros de produccin originada por fallas repetitivas o irreparables de los equipos de produccin o por estar los equipos de respaldo inservibles o fuera de servicio.
b. Alto nmero de accidentes ocasionados por descuidos operacionales, reparaciones mal ejecutadas o roturas de partes por suciedad, aceite derramado, corrosin entre otros.
c. Desgaste acelerado de los equipos por deficiencia en la lubricacin o en el mantenimiento preventivo bsico lo que reduce la vida til de los mismos.
d. Altos costos de reparacin o reemplazo de equipos originado por la ejecucin de labores de mantenimiento imprevisto, debido a emergencias o por compras compulsivas de repuestos y partes.
e. Elevado nmero de trabajos a causa de la baja calidad de las reparaciones por defectos en las partes o repuestos o por la poca pericia tcnica de los trabajadores.
f. Utilizacin de herramientas inadecuadas, por inexistencia de las adecuadas o por estar estas ltimas daadas o extraviadas. Manejo inexperto e inseguro de las herramientas.
g. Desconocimiento de las caractersticas, recomendaciones del fabricante e historia de los equipos, mquinas y herramientas por no tener un inventario y una historia ordenada de los mismos.
h. Inexistencia o incumplimiento de los programas de mantenimiento preventivo, por carencia de una programacin o por falta de una interaccin efectiva entre el personal de mantenimiento y el de produccin u operaciones y el de los servicios de apoyo.i. Poca pericia tcnica del personal debido a deficiencia o inexistencia de programas de adiestramiento del personal artesanal, tcnico y supervisor o una seleccin inadecuada de dicho personal.
j. Baja productividad, disciplina y entusiasmo del personal de mantenimiento por sentirse relegado y poco apoyado.
k. Aspecto sucio y deteriorado de las instalaciones, acompaado generalmente por algn tipo de contaminacin ambiental.
l. Un mantenimiento deficiente tiene un elevado nmero de actividades correctivas y de emergencia y trae como consecuencia, menor confiabilidad y vida til de los equipos, mayores costos de mantenimiento, menores ndices de seguridad, menor desempeo del personal y en general menor productividad.
1.13. BENEFICIOS DE UN BUEN MANTENIMIENTO
Un mantenimiento bien aplicado tiene altos costos, pero genera buenos beneficios:
a) Cumplimiento y mejoramiento de las metas de produccin de la planta garantizada por una mayor disponibilidad operacional de los equipos.
b) Reduccin importante de las fallas de los equipos y de los costos involucrados por disminucin de los trabajos de emergencia o de los accidentes o incidentes ocasionados por fallas mayores de los equipos.
c) Menor desperdicio de tiempo, de materiales y mayor calidad de los trabajos de mantenimiento y de los productos de la planta, lo que genera menores costos anuales y mayores ahorros de divisas, si los repuestos son importados.
d) Reduccin de accidentes y de riesgos para el personal y para el funcionamiento de planta.
e) Extensin de la vida til y menores gastos de reemplazo de los equipos.
f) Personal mejor entrenado, con mayor capacidad tcnica, ms ordenado lo que traduce en un ambiente de trabajo ms limpio y seguro.
g) Mayor disponibilidad de herramientas adecuadas por ser seleccionadas por manos tcnicas y estar mejor cuidadas. Adems de que sern manejadas de manera experta y segura, conservadas ms responsablemente por los trabajadores.
h) Personal ms satisfecho y de mayor productividad.
i) Productos industriales de mejor calidad a un menor costo.
1.14. PLAN DE MANTENIMIENTO
Segn Montout. (2001), se entiende por plan de mantenimiento El conjunto de actividades destinadas a realizar el mantenimiento preventivo y correctivo de equipos y maquinarias de trabajo. (p. 118). Esto indica que el plan de mantenimiento preventivo es aquel que se realiza en forma peridica con el propsito de evitar fallas en equipos y maquinarias. Los recursos indispensables para comunicar las decisiones que hay que llevar a cabo para realizar un procedimiento determinado. Son una gua de induccin que les permite a los nuevos miembros de una organizacin realizar sus funciones:
1.14.1. Registro
De acuerdo a lo sealado por el Diccionario de la Real Academia. (2011); sostiene que: Un documento sera toda informacin o hecho fijado o registrado en cualquier tipo de soporte material que sirvan para comprobar o acreditar algo. Esto significa que todo escrito que pruebe o acredite algo, se considera un documento.
En este sentido en el rea de mantenimiento industrial el registro juega un papel predominante, ya que la informacin que se recaba de cada hecho o suceso en los equipos y maquinarias, debe quedar asentada en un documento que permita tener acceso al mismo a los efectos de tomar las acciones necesarias a la que haya a lugar, tales como: registro de fallas, rdenes de trabajo, inventario de repuestos, solicitud de materiales y herramientas, entre otros, para la aplicacin del mantenimiento.
1.14.2. Ficha Tcnica
Una ficha tcnica es un documento en forma de sumario que contiene la descripcin de las caractersticas de un objeto, material, proceso o programa de manera detallada. Los contenidos varan dependiendo del producto, servicio o entidad descrita, pero en general suele contener datos como el nombre, caractersticas fsicas, el modo de uso o elaboracin, propiedades distintivas y especificaciones tcnicas.
Una ficha tcnica (conocidas tambin como recuadro o infobox) no constituye un artculo enciclopdico. Es ms, una ficha tcnica no debe contener informacin esencial que no figure redactada dentro del cuerpo del artculo o sus vnculos, de tal forma que el artculo sea autocontenido si se elimina la ficha tcnica.
1.14.3. Rutina de Mantenimiento
El mantenimiento preventivo puede variar de simples rutas de lubricacin o inspeccin hasta el ms complejo sistema de monitoreo en tiempo real de las condiciones de operacin de los equipos.
Muchos de los sistemas complejos de monitoreo proporcionan bastante informacin til que debe ser considerada en su MP.
Un programa de mantenimiento preventivo puede incluir otros sistemas de mantenimiento y pueden ser considerados todos en conjunto como un programa de mantenimiento preventivo.
Dependiendo del tipo de programa que se utilice, se necesita obtener informacin real del estado de las mquinas, equipos e instalaciones y en algunos casos se requerir de inversiones para llevarles a condiciones bsicas de funcionamiento.
1.14.4. Stock de Repuestos Los distintos cambios de contexto por los que ha atravesado la industria, y particularmente el sector de mantenimiento, han tenido un efecto importante en el inventario de repuestos.
El aumento de la automatizacin industrial y el incremento de la complejidad de los activos fsicos hacen que el nmero y la variedad de fallas posibles hayan aumentado aceleradamente en los ltimos aos, por lo que a la par han aumentado el nmero de repuestos necesarios para reparar esas fallas.
A su vez, como la produccin depende cada vez ms del correcto funcionamiento de activos fsicos, las consecuencias de la indisponibilidad de estos activos son cada vez peores, por lo que la indisponibilidad de planta por espera de repuestos se considera inadmisible. Esto genera una fuerte presin por aumentar nuestros niveles de inventario de repuestos.
La combinacin de estos dos factores ha generado un aumento alarmante en el valor del stock de repuestos. De representar un costo inmovilizado prcticamente insignificante, con algunos cientos de tems, se ha transformado en una importantsima inversin de capital, muchas veces de varios millones de dlares repartidos en decenas de miles de
tems, muchos de los cuales no sern utilizados en toda la historia de la planta. Esto ha despertado el inters de la gerencia por reducir este capital inmovilizado, adoptando en muchos casos polticas irracionales ("todo repuesto no utilizado durante 2 aos o ms es retirado de stock"), acarreando en muchos casos grandes prdidas econmicas por el lucro cesante de no tener los repuestos disponibles cuando son requeridos.
Como si esto fuera poco, la tendencia de la industria a adoptar mtodos de produccin just in time, y la tendencia a abandonar el mantenimiento preventivo para adoptar estrategias de mantenimiento predictivo (o "mantenimiento a condicin"), han dificultado an ms la determinacin de polticas de repuesto adecuadas.
De acuerdo a lo sealado por www.repuestoscriticos.com.ar. (2006). Necesitamos contar con un sistema racional y defendible que nos permita determinar nuestros requerimientos de repuestos directamente a partir de nuestros requerimientos de mantenimiento.
En tal sentido y a los efectos de interpretar el sealamiento planteado, se puede decir que la funcin administrativa asociada al inventario y abastecimiento tiene un alto impacto en la productividad del mantenimiento.
La implementacin de un "anlisis de repuestos" est alineada con este enfoque. Reconoce que nadie sabe por si solo todo lo que hay que saber para tomar la decisin de que y cuantos repuestos almacenar, por lo que esta informacin debe ser recopilada de entre un grupo de personas que en conjunto puedan proveer la informacin requerida. El proceso asume que las preguntas deben ser hechas a aquellos que estn en mejor posicin para contestarlas adecuadamente. En general, esto incluye personal de mantenimiento, operaciones, logstica / almacenes / compras, proveedores, finanzas, as como responsables de seguridad y medio ambiente.
1.14.5. Capacitacin de Personal
Al respecto Siliceo, (2006), seala que la capacitacin: Consiste en una actividad planeada y basadas en necesidades reales de una empresa u organizacin y orientada hacia un cambio en los conocimientos, habilidades y actitudes del colaborador. En atencin a lo expuesto por el autor se puede deducir que la capacitacin es la funcin educativa de una empresa u organizacin por la cual se satisfacen necesidades presentes y se prevn necesidades futuras respecto de la preparacin y habilidades de los trabajadores.
CAPITULO III ESTADO SITUACIONAL
3.1. IDENTIFICACION DE LA EMPRESA O PROCESO
Nuestra empresa est orientada a desarrollar sus capacidades productivas con excelenciapara satisfacer a nuestros clientes en todo el mundo quienes aprecian la comprobada calidad de nuestros productos.
Somos una Joint Venture de capitales peruanos y daneses con 20 aos de experiencia exitosa en la agroindustria, con ms de 6,500 colaboradores y 6,000 hectreas cultivadas tanto en la costa norte y sur, como en la sierra central y sur del Per.
El desarrollo de nuestro Capital Humano es la nica fuente sostenible de la productividad y competitividad de nuestra empresa.
3.1.1. Misin
Somos un proveedor confiable, de calidad consistente, lder a nivel mundial en el rubro de productos agroindustriales y servicios conexos, creador comprometido de valor para nuestros clientes, colaboradores, proveedores, y accionistas, y promotor de un continuo y sano crecimiento de nuestra sociedad.
3.1.2. Visin
Ser una empresa innovadora, lder a nivel mundial en la identificacin y satisfaccin de las necesidades de los ms exigentes clientes, desarrollando y apalancando sus capacidades para aprovisionar, procesar y comercializar alimentos con los ms altos estndares de calidad; anticipndose y adaptndose a las cambiantes condiciones competitivas del mercado.
3.1.3. Compromiso con los altos estndares de la calidadDanPer ha logrado implementar de manera efectiva su Sistema Integrado de Gestin (SIG) que incluye 9 certificaciones internacionales en las dimensiones Econmicas, Sociales y Ambientales para sus plantas de procesamiento, tales como el HACCP, BRC, ISO 9001, ISO 14001 y OHSAS 18001, BASC, BSCI y SA 8000. Con estas certificaciones, DanPer evidencia su compromiso con los altos estndares de la calidad de sus productos, el desarrollo permanente de su capital humano, el cuidado efectivo de la seguridad y salud ocupacional, y el cuidado y respeto del medio ambiente.
DanPer es la primera agroindustrial en el Per en implementar y certificar las Normas Internacionales ISO 9001, ISO 14001 y OHSAS 18001 (conocidas como la Tri-norma) e integrarlas eficientemente en su Sistema Integrado de Gestin (SIG) con otras normas de alcance mundial. Tambin ha sido la primera agroindustrial peruana en Certificar la norma de gestin de Responsabilidad Social SA 8000 con alcance en los procesos de conserva, fresco y congelado.
3.2. DESCRIPCION DEL PROCESO PRODUCTIVO
3.2.1. PROCESO DE ACOPIO DE LAS ALCACHOFAS A. MANEJO DEL PRODUCTO EN EL CAMPODurante la cosecha una vez que los trabajadores de campo han llenado las canastas, las llevarn a una zona bajo sombra (centro de acopio.) En este lugar se encontrar un pesador previamente capacitado, quien se encargar de controlar la preseleccin realizada en cuanto a tamao, estado del producto y corte de tallo; volver a seleccionar y pesar el producto.
Se acumularn las alcachofas destinadas a la industria bajo sombra, de preferencia tapadas; el pesador deber mojarlas con una manguera de agua fra hasta que haya un volumen suficiente para que sean transportadas a la planta de produccin.
B. TRANSPORTE DEL CAMPO A LA PLANTA DE PRODUCCINDurante la cosecha pasar el camin por los centros de acopio y recoger el producto para transportarlo a la planta de produccin lo antes posible, con el fin de minimizar la prdida de humedad de las alcachofas; este transporte se har en camiones alquilados de la zona.C. PESADO Y DESCARGA DEL CAMINAl llegar el camin a la planta de manejo post cosecha se descargarn las jabas en la zona de recepcin y se controlar el peso del producto que ingresa, posteriormente las alcachofas sern seleccionadas y clasificadas.
D. LAVADOLuego de seleccionadas y clasificadas las alcachofas se procede al lavado de las mismas. Se reduce el revestimiento mucilaginoso y la tierra que llevan adheridos considerados fuentes principales de la contaminacin bacteriana.
El lavado se realiza de diversas formas y puede llevarse a cabo con maquinaria especialmente diseada para el alimento en cuestin. Normalmente los alimentos se someten a un rociado con agua a gran presin o se sumergen en corrientes de agua a la vez que se mueven mediante una cinta transportadora, por agitacin con paletas o mediante agitadores de tornillo. La flotacin se utiliza corrientemente como sistema de eliminacin de cantos, suciedad y materia extraa pesada para lo cual el alimento se lleva a bandejas colectoras.
E. ALMACENAMIENTO REFRIGERADOPara evitar el deterioro de las alcachofas estas sern almacenadas hasta el momento que sean usadas en el proceso productivo. El almacenamiento de las alcachofas frescas ser dentro de una cmara frigorfica; la temperatura promedio ser de 0C, con una humedad relativa de 90-95%. En estas condiciones el producto dura entre 2 a 3 semanas.
3.2.2. ELABORACIN DE CONSERVAS
A. PELADO Y CORTADO DE ALCACHOFASSe realiza en una mquina de movimiento continuo la cual utiliza una faja para transportar las alcachofas, es as que el obrero coge la alcachofa y procede a realizar el pelado.
En este proceso se realiza las siguientes operaciones:
Corte inferior del tallo.
Corte superior, despunte de hojas.
Descarga de tallos, despunte y limpieza superficial de las hojas ya separadas de los corazones.
Expulsin de corazones y residuos de alcachofas.
B. PERFILADO DE CORAZONES DE ALCACHOFA EN FRESCOSirve para dar forma de corazn y se utiliza una mquina construida ntegramente en acero inoxidable para el segmentado de corazones de alcachofas.
C. ESCALDADOLos corazones se colocan en mallas y se escaldan en agua caliente o vapor a 87,5 - 95 C o exponindolos al vapor fluente. El escaldado persigue diferentes objetivos:
Eliminacin de los gases respiratorios que reduciran el vaco del envase si se liberasen durante el procesado.
Inhibir las reacciones enzimticas que podran ocurrir durante el perodo previo al tratamiento trmico que llevan a un efecto adverso en la calidad y valor nutritivo del producto.
Retraccin del producto que permite as un llenado adecuado del recipiente.
Una limpieza ulterior del producto.
Hidratacin, antes del escaldado de ciertos productos desecados que no estn completamente rehidratados.
D. ENVASADOLos envases pueden llenarse mecnicamente o a mano, proceso que necesita ser cuidadosamente controlado. Este hecho debe tenerse en cuenta no slo en lo que respecta al peso bruto del material que se incluye en cada lata. Aparte del aspecto econmico para el productor o consumidor, la introduccin del peso correcto de material influye poderosamente en las dems operaciones del envasado.
Se realiza el envasado con una solucin en salmuera. Es conveniente el llenado de los envases inmediatamente despus de la preparacin del producto para evitar su contaminacin y favorecer la temperatura de cerrado.
E. EVACUACINUna operacin esencial del envasado es la expulsin del aire del envase antes de cerrarla. Es necesaria por las siguientes razones:
Disminucin de fugas debidas a la tensin del envase, motivada por la expansin del aire durante el calentamiento.
Expulsin del oxgeno, que acelera la corrosin interna.
Creacin de un vaco cuando el envase se ha enfriado. Los envases con tapas abombadas deben considerarse peligrosas; es necesario asegurarse que las tapas permanecen planas o ligeramente cncavas al variar levemente la temperatura de almacenamiento o la presin baromtrica.Otras ventajas adicionales conseguidas con el vaco son la prevencin de la oxidacin y la conservacin del contenido en vitamina C.
En este caso pasaremos los frascos por un exhauster, donde se caliente el lquido de gobierno (salmuera), que adems de eliminar las burbujas de aire que se forman al llenarlos, dilata el lquido permitiendo un cierre hermtico del envase, que al enfriarse produce vaco en su interior.
F. PASTEURIZADOSe introducen los frascos de alcachofas en una autoclave, la cual es cerrada y calentada con vapor a 104C durante 22 minutos: Concluido este tiempo se espera que la temperatura interior de la autoclave disminuya a 90C para proceder a su apertura e inmediato retiro de los frascos. En la lnea se tendrn 3 autoclaves de 1000 litros con capacidad para 1000 frascos de 1Kg cada uno. Este proceso nos da un rendimiento mximo de procesamiento de 2,5 TM por turno de trabajo.
Luego los frascos son pasados en un bao de agua fra, con la finalidad de producir un choque trmico y as garantizar las condiciones de esterilidad del producto final. El enfriamiento se lleva a cabo en un taque de 18,4 m3.
G. ETIQUETADOTal como su nombre lo indica en esta parte del proceso se colocar la etiqueta del producto final en los frascos ya preparados para la venta. Se utilizar una etiquetadora lineal automtica autoadhesiva, dotada de dos cabezales que pueden realizar un etiquetado simple o doble.
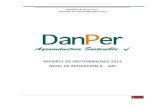
A continuacin en el grfico se muestra el DOP del proceso para la obtencin de alcachofas en conservas, en el cual se tienen 8 operaciones ya explicadas y 3 inspecciones; de las cuales la primera se da luego de la operacin de perfilado y est relacionada con los tamaos obtenidos dado que se tienen que cumplir los estndares de calibres para los corazones; la otra inspeccin se realiza en conjunto con el envasado y est referida con la calidad en aspecto y el peso adecuado que debe tener antes de sellar el envase y la ltima inspeccin se da en el etiquetado ya que se tiene que velar por una muy buena calidad final del producto y de la presentacin.
3.2.3. DOP PROC. DE ELABORACIN DE ALCACHOFAS EN CONSERVAS
3.2.4. DIAGRAMA DE BLOQUES
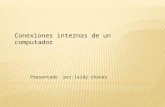
3.2.5. FLOW SHEET
3.3. IDENTIFICACION DEL EQUIPAMENTO DEL PROCESO
El proceso se compone de las siguientes actividades, las cuales sucesivamente se enumeraran los equipos necesarios para cada operacin del proceso:
A. PROCESAMIENTO PRIMARIO (CALIBRADO, PELADO, CORTADO, ADICIN DE LIQUIDO DE GOBIERNO) Faja transportadora
B. ESCALDADO Escaldado Enfriador
C. LLENADO Bomba de abastecimiento agua para Liquido de Gobierno
Mezcladora de lquido de gobierno
Marmita de lquido de gobierno
Llenadora
D. EVACUACION DE AIRE Extractor de Aire
E. CERRADO Cerradora
F. AUTOCLAVADO
Autoclave
G. ETIQUETADO
Etiquetadora
Faja Transportadora de Etiquetado
H. SISTEMA DE TRATAMIENTO DE AGUA DE AUTOCLAVE
Bomba de abastecimiento de agua para la torre de enfriamiento
Torre de enfriamiento
Bomba de abastecimiento de agua para autoclave
I. SISTEMA DE TRATAMIENTO DE AGUA
Bomba de abastecimiento de agua de canal
Bomba de abastecimiento agua para Filtros ofsy.
Planta de tratamiento de agua sistema de omnifiltracin Ofsy para 25 m3/h
Bomba de abastecimiento de agua de filtrada
Bomba de abastecimiento de agua a ablandadores
Ablandador
Planta de tratamiento de agua sistema de osmosis inversa para 3m3/h
J. CASA DE FUERZA
Grupo electrgeno
Caldera
3.4. ANALISIS DE CRITICIDAD DE EQUIPOS3.4.1. SALA DE PRE-PROCESO
3.4.2. SALA DE PROCESO
3.4.3. EXTERIORES
3.4.4. CASA DE FUERZA
3.5. TABLA RESUMEN DE CRITICIDADES
EQUIPOCRITICIDAD
LlenadoraC1
CerradoraC1
EtiquetadoraC1
Faja Transportadora de EtiquetadoC1
CalderaC1
Faja Transportadora de ProcesoC2
EscaldadorC2
EnfriadorC2
Extractor de AireC2
AutoclaveC1
Torre de enfriamientoC2
Planta de tratamiento de agua sistema de omnifiltracinC2
AblandadorC2
Planta de tratamiento de agua sistema de osmosis inversa C2
Grupo ElectrgenoC2
Bombas abast. agua para Liquido de GobiernoC3
Marmitas de lquido de gobiernoC3
Mezcladora de lquido de gobiernoC3
Bomba abast. de agua para Autoclave C3
Bomba abast. de agua para Torre EnfriamientoC3
Bomba de abast. de agua de canalC3
Bomba de abast. agua para FiltrosC3
Bomba de abast. de agua de filtradaC3
Bomba de abast. de agua a ablandadoresC3
3.6. DESCRIPCION Y MANTENIMIENTO DE MAQUINAS
3.6.1. SELECCIN DEL EQUIPO:
Seleccionamos un equipo que es indispensable para el proceso, es decir un equipo con
Criticidad 1.
Nosotros seleccionamos el Autoclave:
3.6.2. FUNCIONES:
Permite realizar el tratamiento trmico final que permitir prolongar la vida til del producto, aplicando un tratamiento trmico fuerte durante poco tiempo esterilizando el producto de toda contaminacin, dispositivo que funciona alimentado por vapor y que llega alcanzar altas temperaturas, para posteriormente introducir lquido enfriado y bajar la temperatura y presin del mismo para poder retirar el producto esterilizado.
3.6.3. DESCRIPCIN:
Para el proceso de utilizan 3 autoclaves, constan de un recipiente cerrado que opera generalmente bajo presin de vapor de agua. En su fabricacin se utiliza acero inoxidable para todas las partes en contacto con el producto. Su diseo permite una rpida y fcil limpieza del equipo.
La Autoclave Cilndrica esteriliza envases como frascos de vidrio, botes de hojalata y botellas de pet, vacos o llenos con productos alimenticios, aplicndoles presin de vapor de agua y elevando su temperatura.
Caractersticas:
Capacidad: 1000 litros
Presin de diseo: 4 kg./cm2
Presin de trabajo: 3.5 kg./cm2
Dimensiones:
Dimetro til:1.365 m.
Largo del cuerpo:2.520 m.
Largo total:2.820 m.
3.6.4. COMPONENTES:1.Cuerpo, fondo y tapa en acero inoxidable.
2.Base estructural.
3.Forro de 40 mm. de lana mineral y chaqueta metlica.
4.Registro de entrada diseado para que no pueda abrirse con presin.
5.Manmetro de presin.
6.Trampa termodinmica para vapor.
7.Filtro de condensados.
8.Controlador y registrador de temperatura automtico.
9.Vlvula de control de vapor.
10.Puerta de cierre tipo volante.
11.Carro canastilla con separadores.
12.Tablero para control automtico de presin.
13.Operacin de 220v, 3 fases 60 Hz.
3.6.5. PARTES
Manuales
LISTA DE PARTES/PART LIST
No.Descripcin/DescriptionpzsFE-396pzsFE-397pzs
1Evaporador / Evaporator131-9601131-97011
2Canastilla / Rack231-9602231-97022
3Cubierta / Cover131-9603131-97031
4Tapa Cubierta / Cover Top131-9604131-97041
5Caja Controles / Control Box1
6Soporte Controles / Control Support1
8Dren / Drain Valve131-9608131-96081
9Base Cubierta / Cover Base131-9609131-97091
10Codo 1/4x90 / 1/4x90 Elbow131-9610131-96102
11Control Temperatura/ Temp. Control131-0015131-00151
12Luz Piloto / Pilot Ligth131-3136131-31361
13Cable Alimentacion / Plug Cable151-7036151-70361
14Elemento Calefactor / Heating Element231-9616231-97162
15Soporte Brazo / Arm Support131-9619131-96191
16Volante / Close Wheel131-9621131-96211
17Tapa Evaporador / Evaporator Lid131-9622131-97221
18Valvula Seguridad / Security Valve131-9623131-96231
19Manometro / Pressure Gauge131-9620131-96201
20Valvula Alivio / Relief Valve131-9625131-96251
21Empaque Tapa / Lid Gasket131-9626131-97261
22Sinfn / Shaft131-9631131-96311
23Brazo / Arm131-9632131-97321
24Guia Brazo / Arm Guide131-9633131-96331
25Tuerca Brazo / Arm Nut131-9634131-96341
26Tapa Gabinete / Cabinet Cover131-9636131-97361
27Conector R-SWP/R-SWP Connector131-9637131-96371
28Puente Resistencias / Heaters Connector231-9638231-96382
29Conector R-UP/R-UP Connector131-9639131-96391
30Arnes de Conexiones / Connecting Arnes1
32Niple Inoxidable 1/4x3.5/ Inox Nipple231-9642231-96425
33Niple Inoxidable 1/4x4.5 / Inox Nipple
34Sensor Temperatura / Temperature Sensor1
35Interruptor Piloto / Pilot Switch1
36Conector SWP-UP/SWP-UP Connector131-9648131-96481
37Conector SW-CT / SW-CT Connector1
38Switch Presion / Pressure Switch131-9658131-96581
40Unidad de Potencia / Power Unit1
41Electro Valvula / Magnetic Valve1
42Chapeton Niple / Nipple Flange131-9653131-96532
43Rueda / Wheel431-9664431-96644
44Base Unidad Potencia1
45T Laton de 1/4 / Brass T 1/41
46Protector Cable / Cable Gasket131-3025131-31211
47Rondana Volante / Wheel Washer131-9627131-96271
48Aislante Evaporador / Evaporator Insulator110-0513110-05131
49Cubierta Aislante / Insulator Cover131-9629131-96291
50Placa Marca / Name Plate171-3130171-31301
51Cintillo Aislante / Insulator belt431-9630431-97304
52Porta Sensor / Sensor Holder1
55Tornillo Allen de 1/4 x 3/41O2-01-61121O2-01-61121
56Tornillo Allen de 1/4 x 1 1/22O2-01-61162O2-01-61162
57Tornillo Allen de 3/8 x 1 3/42O2-01-65312O2-01-65312
58Tornillo de laton 5/32x1 / Brass Screw8
59Tuerca Laton de 5/32 / Brass Nut8
60Tuerca Exagonal de 3/4202-31-2700202-31-27002
61Rondana Presion de 3/8202-65-1035202-65-10352
62Rondana Presion de 3/4102-65-1037102-65-10371
63Pija A.R. Inoxidable 8x1/2 / Inox Selfscrew3202-O3-31163202-O3-311638
64Tornillo 8-32 x 1/2 / Screw 8-32 x 1/21002-71-00391002-71-003910
65Inserto 8-32 / Bushing 8-321002-71-00401002-71-004010
3.6.6. PLANOS:
3.6.7. MANUALES:
OPERACIN DEL AUTOCLAVE MANUAL
Asegrese que la perilla de control (11) se encuentra en la posicin (OFF) antes de conectar el equipo y antes de realizar los siguientes pasos:
a.- Cierre la vlvula de drenado (8)
b.- Llene la cmara con agua desmineralizada hasta el nivel de los soportes de la canastilla. c.- Introduzca la canastilla (2) con el material a esterilizar en la cmara.
d.- Gire la tapa hasta que el brazo (23) tope con la gua (24), verifique que el empaque (21) no se sali de su lugar al girar la tapa y est bien asentado en toda la periferia y entonces apriete la tapa girando el volante (16) firmemente.
e.- Abra por completo la vlvula de alivio (20).
f.- Coloque la perilla de control (11) en la posicin de mximo calentamiento (HI) para calentar el agua, empezar a generar vapor y que este arrastre afuera el aire de la cmara.
NOTA: Es indispensable que se retire de la cmara el aire no saturado de vapor, ya que de permanecer dentro de ella la relacin temperatura-presin no ser la correcta, por lo que es necesario que en cada ciclo de esterilizado salga el vapor durante 5 minutos, con esto aseguramos que la cmara contendr slo vapor saturado.
g.- Despus de los 5 minutos de arrastre de vapor cierre la vlvula de alivio para que el equipo comience a presurizarse. La presin empezar a incrementarse y es importante que el usuario est checndola en el manmetro y al llegar a la presin deseada gire la perilla de control hacia la posicin de bajo calentamiento (LO), ubique la perilla en el nmero 2.
h.- Espere un momento y cheque la presin, de ser necesario gire la perilla de control para subir o bajar la potencia de calentamiento (9 mayor potencia calorfica, 1 menor potencia calorfica) para ajustar a la presin de esterilizado deseada (se recomienda identificar o marcar la posicin en que la perilla da la presin deseada para posteriores ciclos de esterilizado). Cuente el tiempo de esterilizacin requerido. Transcurrido el tiempo apague el Autoclave poniendo la perilla del control en la posicin (OFF).
i.- Usando un guante abrir CUIDADOSAMENTE la vlvula de alivio (20) para que se libere el vapor de la cmara, la presin en el manmetro deber ir bajando gradualmente hasta cero, hasta que ya no salga ms vapor por la vlvula de alivio. Deje enfriar algunos minutos ms la autoclave y proceda a su apertura girando el volante de la tapa en sentido contrario a las manecillas de reloj. NO abrir el Autoclave hasta que se haya terminado de evacuar todo el vapor de la cmara y el manmetro marque cero de presin.
OPERACIN DEL AUTOCLAVE AUTOMATICO
Asegrese que el switch piloto (35) se encuentra en la posicin (OFF) antes de conectar el equipo y antes de realizar los siguientes pasos:
Realice los mismo pasos que para el autoclave manual del punto a) al punto d). e.- Cierre bien la vlvula de alivio (20) y encienda el equipo con el interruptor piloto (35).
Cada vez que usted enciende su Autoclave el sistema realiza una auto-revisin de sus componentes, esta consiste en revisar los puntos importantes para el funcionamiento correcto del sistema. Al encender el equipo el interruptor deber iluminarse y en los displays aparecer por un segundo "8888" a4la/10vez que se escucha brevemente un beep, despus de esto se apagan los displays y el sistema realiza la prueba interna de sus componentes: cierra y abre un instante la vlvula automatizada (41) por lo que el usuario podr escucharla si pone atencin. Si todo es correcto, el sistema presentar el ltimo programa seleccionado mostrando intermitentemente el nmero de programa, la temperatura y el tiempo de esterilizacin.
De otra manera, si se detecta alguna falla, el sistema presentar en el display el mensaje "Err (X)", donde la (X) ser un nmero del (1) al (6) segn el error encontrado de acuerdo a la siguiente lista y una alarma auditiva se activar. Oprimiendo el botn de incremento ( ) el sistema vuelve a realizar la prueba interna, pero si el mensaje de error persiste, deber apagar su equipo y comunicarse con el Distribuidor que le vendi el equipo o directamente a nuestra Planta.
CDIGO DE FALLAS:
Falla de SensorErr (1 y 5)
Falla de Elemento CalefactorErr (6)
Falla de MemoriaErr (3 y 4)
SobrecalentamientoErr (2)
f.- Programacin de los ciclos de esterilizado
El Autoclave cuenta con un men sencillo mediante el cual usted puede configurar y almacenar hasta 4 programas de esterilizado (P0, P1, P2 y P3) cada uno con su temperatura y tiempo de esterilizacin, as como el modo de evacuacin y estarn disponibles para elegir cualquiera de ellos para llevarlo a cabo en un ciclo de esterilizado.
Entre al modo de programacin presionando la tecla de men y entonces aparecer en el display superior el mensaje "ProG" y en el display inferior el nmero del programa, con la tecla de incremento o de decremento usted puede seleccionar el programa deseado. Una vez seleccionado el programa, solamente presione "Start" para llevarlo a cabo, o bien presione de nuevo la tecla de men
Para cambiar los parmetros del programa como enseguida se explica:
Establecimiento de la Temperatura de Operacin (S P)
El display le mostrar la ltima temperatura seleccionada para dicho programa, la cual usted puede modificar con las teclas de incremento y decremento, una vez hecha su seleccin oprima la tecla de men para grabarla y pasar al siguiente parmetro. El Autoclave tiene rango de 100 a 130 C.
Alarma de sobrepaso
Despus de haber fijado la temperatura de operacin el siguiente paso es programar la alarma de sobrepaso. Al entrar en este punto del men el display presentar el mensaje "ALHi" y enseguida el ltimo valor programado, para ajustar este valor utilice las teclas de incremento o decremento (el valor mnimo permitido es de 3 grados arriba de la temperatura fijada como SP), una vez ajustado presione la tecla de men para grabar su seleccin y pasar al siguiente parmetro del men.
Tiempo de Esterilizacin
Despus de fijar la alarma de sobrepaso el display superior presentar el mensaje "timE" y el display inferior el ltimo tiempo registrado, con las teclas de incremento y decremento usted puede seleccionar el tiempo requerido de 5 a 99 minutos, una vez hecha su seleccin presione la tecla de men para pasar a la siguiente seccin. NOTA: El tiempo de esterilizacin inicia una vez que el Autoclave ha alcanzado la temperatura de operacin programada.
Modo de Evacuacin
Al entrar en esta seccin del men, en el display superior aparecer el mensaje "EUAC" y en el display inferior la ltima seleccin (" FS " , rpida o " SL", lenta). Con las teclas de incremento o decremento5/10
Alarma Auditiva
El Autoclave cuenta con una alarma auditiva que el usuario puede activar para que cuando exista alguna falla en el sistema dicha alarma suene. Al entrar en esta seccin del men el display presentar el mensaje "AL" y luego el estado actual de la alarma (Encendida "ON" o Apagada "OFF"). Con las teclas de incremento o decremento usted puede seleccionar el estado de la alarma, una vez hecha su seleccin presione la tecla de men nuevamente para salir del modo de programacin.
g.- Proceso de esterilizacin
Con el programa de esterilizacin seleccionado y mostrndose intermitentemente en los displays presione el botn " START ", el Autoclave presentar en el display superior la temperatura actual de la cmara y apagar el display inferior y automticamente iniciar el calentamiento del agua con la vlvula automtica abierta hasta detectar el punto de ebullicin.
Es importante recordar que el sensor de temperatura est colocado en la parte de salida de vapor y no dentro del agua, por lo que al inicio del ciclo el usuario ver que se incrementa muy poco la temperatura en el display; hasta que el vapor empieza a generarse y llega al sensor ver incrementarse ms notoriamente la temperatura en el display.
La autoclave estar generando vapor y expulsndolo para eliminar el aire dentro de la cmara y hasta que detecte que no se incrementa ms la temperatura del sensor proceder a cerrar la electrovlvula y se escuchar un beep.
El equipo seguir calentando y presurizando la cmara hasta alcanzar la temperatura programada: una vez que esto suceda el LED de esterilizado se iluminar, el display inferior presentar el tiempo programado en conteo regresivo y sonar un beep. Cuando la cuenta regresiva del tiempo de esterilizacin llegue a cero un beep sonar nuevamente, el equipo cortar el suministro de energa a los elementos calefactores y dar tiempo a que la temperatura y presin desciendan un poco mostrando una linea pasando en el display superior, cuando el display presente " ---- " iniciar la evacuacin del vapor segn el modo programado.
Es importante no abrir el Autoclave hasta que el sistema haya terminado de evacuar todo el vapor de la cmara y el manmetro marque cero de presin. Cuando los displays se iluminen y apaguen de forma intermitente mostrando el programa seleccionado ser la seal de que el equipo est listo para iniciar un nuevo ciclo de esterilizado.
REPARACIONES.
Como cualquier producto manufacturado, algunas partes del Autoclave pueden daarse despus de
NOTAS IMPORTANTES
Antes de realizar cualquier labor de mantenimiento desconecte el Autoclave.
Antes de cerrar la tapa de la cmara siempre verifique que el nivel de agua sea el adecuado, de lo contrario fundir los elementos calefactores.
No cambie de posicin el sensor de temperatura.
Conecte la clavija tripolar a un contacto tambin tripolar y debidamente aterrizado.
Variaciones de voltaje en su lnea elctrica pueden daar los componentes electrnicos.
Si la cmara tiene presin y si por algn motivo es necesario detener el proceso de esterilizacin presione la tecla "START" , el sistema detendr el proceso y proceder a realizar la evacuacin de acuerdo a la programacin. Mientras la cmara est presurizada NO apague el equipo con el switch
3.6.8. MANTENIMIENTO DEL EQUIPOLa autoclave es un equipo que demanda supervisin y mantenimiento preventivo permanente, debido a la gran cantidad de componentes y tecnologas que lo integran.
Se enfoca el mantenimiento hacia aquellas rutinas bsicas que pueden realizar los operadores del equipo. Para realizar el mantenimiento detallado, debern seguirse las instrucciones definidas en los manuales de servicio de los fabricantes.
OBJETIVOS:a. Lograr que se alargue la vida til del equipo.
b. Disminuir costos operacionales del equipo.
c. Mantener la confiabilidad y continuidad de los equipos.
d. Disminuir riesgos para operadores, pacientes y visitas.
e. Racionalizar el uso de los recursos para mantenimiento.
f. Mejorar el rendimiento o efectividad del personal.
VERIFICACIONES DIARIASAntes de iniciar los procesos de esterilizacin, debern realizarse las siguientes verificaciones:
1. Colocar una nueva plantilla o carta en el dispositivo de registro, para documentar el desarrollo del ciclo de esterilizacin.
2. Controlar que las plumillas registradoras disponen de tinta.
3. Asegurar que las vlvulas de suministro de agua fra, aire comprimido y vapor estn abiertas.
4. Accionar el interruptor que permite calentar la camisa de la autoclave. Este control, al activarse, permite el ingreso de vapor a la camisa de la cmara de esterilizacin. Al ingresar el vapor, empieza el proceso de calentamiento de la cmara de esterilizacin. Mantener la puerta de la autoclave cerrada hasta el momento que se coloque la carga a esterilizar, para evitar prdidas de calor.
5. Verificar que la presin de la lnea de suministro de vapor sea de al menos 2,5 bar.
6. Comprobar el estado de los manmetros y de los termmetros.
7. Controlar que no se presenten fugas de vapor en ninguno de los sistemas que operan en la autoclave.
8. Limpiar con un trapo hmedo el frente de la autoclave: controles, indicadores, manijas.
3.6.9. FRECUENCIAS:
3.6.10. RECURSOS:
Rutinas de mantenimiento
A. RUTINA DIARIA:
a. Quite el filtro ubicado en el drenaje de la cmara y lmpielo de pelusa y sedimentos bajo chorro de agua.
b. Limpie con un trapo hmedo los paneles frontales del equipo donde se acumule el polvo.
c. Verifique el estado de manmetros y termmetros.
d. Asegrese del buen estado de las vlvulas.
e. Controlar que no existan fugas de vapor.
B. RUTINA SEMANAL:
NOTA:Antes de efectuar los siguientes pasos deje que el esterilizador y el equipo de carga se enfren a temperatura ambiente.
a. Lave el interior de la cmara de esterilizador. Use detergente (ajax o similar).
b. Enjuague el interior de la cmara con agua comn.
c. Seque el interior de la cmara con un trapo que no deje pelusa.
d. Coloque el filtro en su lugar.
e. Carros de carga y transportador, lvelos con una solucin de detergente suave.
PRECAUCIN:Nunca use artculos de limpieza abrasivos, cepillos de alambre o fibras de acero.
C. RUTINA MENSUAL:
Engrase el mecanismo de seguro de la puerta (use grasa de alta temperatura).
PROBLEMAS COMUNES Y SUS CAUSAS EN UN AUTOCLAVE.PROBLEMACAUSA
-El material sale mojado.-La trampa de vapor no trabaja.
-El drenaje de la cmara sale obstruido.
-No se logr la esterilizacin.-Se sobrecargo la cmara con exceso de material.
-Muy poco tiempo.
-No se logr la temperatura de esterilizacin.
-No se logr la temperatura de esterilizacin.-La presin del vapor no es correcta.
-Existen fugas de vapor en la compuerta.
-Los recipientes de vidrio se quiebran.-Se esterilizaron con el tapn colocado.
-La evacuacin del vapor de la cmara se realiz de manera rpida.
A) RUTINA SEMESTRAL
DispositivoDescripcinProcedimiento
Indicadores lumnicos y sonoros oComo su nombre lo indica sonVerifiquelasconexionesy
sistemas de alarmasalarmas que nos sirven para anunciarfuncionamientodeindicadores
el inicio, finalizacin o interrupcin delumnicos y sonoros. Reemplace
un ciclo de esterilizacin.los bombillos en mal estado. As
mismo verifique la operacin de
conmutadores en general.
Contactores, vlvulas solenoides ySon dispositivos de mando y controlVerifiqueloscontactores, limpie
controladoreselctrico, su funcionamiento es mssuscontactosmvilesy
eficiente,quelosdispositivosauxiliares.Inspeccioneel yugo
mecnicos.de los mismos y lije si esta sucio.
Hacer lo mismo con las vlvulas
solenoides.Reviselas
conexioneselctricasdelos
controladoresdelprocesode
esterilizacin y verifique la rigidez
de las conexiones elctricas.
PuertaLa puerta del autoclave, es el puntoRevisar, limpiar, ajustar (si es
ms dbil del equipo debido a quenecesario)ylubricarel
soporta una gran presin durante sumecanismo del volante.
operacin; por consiguiente no debeRevisar las barras de seguridad y
presentar desnivel alguno y elverifique el grosor de las mismas.
accionamiento debe ser suaveEngrase las bisagras de la puerta
con grasa grafitada para alta
temperatura.
Lubriqueloscomponentesde
seguridad de la puerta y barras
de seguridad.
Guarda nivel tipo flotadorEs un dispositivo de proteccin queRevisar con cuidado el estado
detecta el nivel de agua, el cualdelflotador,asegurndose que
acciona un microinterruptor cuando elno haya agua adentro, luego
nivel de agua esta por debajo de lolmpielo con un cepillo de dientes
normal, cortando el paso de corrientebajo un chorro de agua para
hacia la resistenciasquitar la incrustacin formada.
D. RUTINA ANUAL
Responsable: Tcnico del autoclave
1. Limpiar todos los filtros.
2. Comprobar y ajustar el nivel del tanque de alimentacin de agua, para que se encuentre dentro de los 20 mm del mximo nivel.
3. Verificar y ajustar la tensin de los resortes de las vlvulas de diafragma.
4. Desmontar, limpiar y ajustar las vlvulas de seguridad.
5. Cambiar el filtro de aire.
6. Efectuar un proceso general de esterilizacin comprobando en detalle: presin, temperatura, tiempos requeridos para completar cada fase del ciclo, estado de las lmparas de sealizacin del proceso, funcionamiento del sistema de registro. Verificar que el funcionamiento se encuentre dentro de las tolerancias definidas por el fabricante.
MANTENIMIENTO DE COMPONENTES
ESPECIALIZADOS
Se incluyen, a continuacin, algunas rutinas especializadas que se aplican a componentes del equipo cuando requieren servicio tcnico. Dado que los autoclaves disponen de mltiples alternativas y diseos, las rutinas aqu estipuladas podran ser aplicables solo a determinados equipos.
Mantenimiento de vlvulas solenoides
A. Verificar el sonido que emiten las bobinas o solenoides (humming en lengua inglesa). El ruido excesivo es una advertencia de sobrecalentamiento, debido a corrientes elctricas anormalmente altas a travs del solenoide. La corriente alterna aumenta cuando la impedancia [Z] del circuito disminuye, esto sucede cuando el solenoide no se encuentra adecuadamente rodeado por un circuito cerrado de hierro. Un espacio de aire en el circuito magntico puede ser causado por suciedad, que evita que la armadura alcance su posicin final cuando el solenoide est energizado. Limpiar cuidadosamente los alojamientos de la bobina y su ncleo, para no interferir al pistn en su desplazamiento por alguna clase de suciedad.
B. Reemplazar los sellos tipo anillo o rings existentes entre el solenoide y el cuerpo de la vlvula, cuando estos elementos hayan sido desensamblados.
C. Antes de realizar cualquier desensamblaje, comprobar cul es la posicin en que se encuentra instalada la vlvula solenoide. Algunas poseen indicaciones claras sobre cmo van instaladas, pero otras carecen de tal informacin.
D. Cuando se desmonta una vlvula solenoide servoasistida, controlar en qu posicin se encuentran los orificios que la comunican con el medio de trabajo, para poder ensamblar de nuevo cuando se efecte el ensamble de la vlvula.
1. Alojar la tapa.
2. Retirar la malla.
3. Limpiar cuidadosamente.
4. Reinstalar la malla.
5. Colocar nuevamente la tapa.
3.6.11. MATERIALES:
Materiales de mantenimiento diario mensual semestral y anual
MaterialHerramientas
2 onzas de detergente suave1 voltiamperimetro VOM con escala
2 pliegos de lija para metal # 500de 0 500 V y 0 10 A, AC - DC
2 pliegos de lija de agua para metal #1 juego de llaves allen hexagonales
3002 llaves stylson de 12
de galn de cido actico1 llave ajustable de 12
de libra de grasa grafitada para alta1 juego de llaves y destornilladores
temperaturamixtos
1 rollo de cinta de tefln de 1 juego de copas
1 frasco de aceite penetrante con1 cepillo de alambre
aplicador de 20 onzas1 cepillo de plstico
de solvente
1 tubo de sellador permatex
3.6.12. NORMAS DE SEGURIDAD AL USAR UN AUTOCLAVE
a. El lugar en donde el Autoclave permanece debe ser limpio, por el trabajo que hace.
b. Realice el Mantenimiento preventivo y limpieza indicadas sin falta, de acuerdo a la periodicidad especificada. Antes de limpiarlo asegrese que la cmara este fra.
c. Por ningn motivo deje solo al Autoclave cuando est funcionando, siempre viglelo por cualquier problema.
d. No deje que personas ajenas al Autoclave lo estn manipulando, principalmente cuando est trabajando.
e. Recuerde que el traslado del material de un lugar a otro puede dar lugar a que sea contaminado.
f. Cuando termina el ciclo de esterilizacin a ste se le da un tiempo de presecado, terminado este tiempog. Usted abrir la puerta, pero teniendo en cuenta que no puede abrirla en su totalidad si no djela semi-abierta.
h. La mayora de Autoclaves llevan un dispositivo que evita sobre presiones en la cmara, ste se llama vlvula de seguridad. Esta se dispara automticamente, cuando hay un exceso de presin en la cmara.
i. Tambin el Autoclave lleva una caja de circuitos que es la que protege de cualquier corto circuito que sucede en el sistema elctrico del equipo, estos se disparan automticamente por cualquier problema que suceda.
j. Cuando el Autoclave est funcionando siempre est pendiente del manmetro y termmetro, porque son ellos los que le indicarn lo que esta sucediendo en cmara.
k. Siempre revise el Autoclave antes de conectarlo. Cercirese de que todos los dispositivos estn en su orden, as evitar quejas de que el Tcnico que ha revisado o reparado el equipo lo ha dejado en malas condiciones. El Tcnico siempre har pruebas de funcionamiento para garantizar el buen estado del equipo, posteriormente a una reparacin.
l. Si la cmara del esterilizador est construida de acero inoxidable, nunca use limpiadores que contengan cloro. Se recomienda que el agua de alimentacin del tanque generador, sea por lo menos agua suavizada.
Si se pasa el nivel del agua del generador, abra la vlvula de drenaje hasta que baje a su nivel normal, de otro modo al hervir el agua, el Autoclave empezar a sufrir movimientos y emitir ruidos
CAPITULO IV - CONCLUSIONES Y RECOMENDACIONES
4.1. CONCLUSIONES La empresa Danper est orientada a desarrollar sus capacidades productivas con excelenciapara satisfacer con calidad a sus clientes, lo que conlleva a ser una empresa que est operando al mximo tiempo posible, es as que el mantenimiento es una muy importante para ellos. Es importante siempre tener en cuenta el concepto de sistema de produccin, ya que el mal funcionamiento de un equipo refluye en el deterioro de otros, como por ejemplo la de los ablandadores con respecto al Caldero ( generan corrosin si es que el ablandado no es efectivo) Es necesario conocer y manejar de manera apropiada los manuales de fabricante, ya que as se podr realizar las funciones de operacin y mantenimiento de los equipo deacuerdo a las recomendaciones del fabricante que se ver reflejado en una mayor vida til de los equipos Los equipos de mayor criticidad son prioridad dentro sistema productivo, y por ende se debe tener mayor rigor en la realizacin de su mantenimiento de manera correcta y en el tiempo apropiado La autoclave es uno de los equipos con criticidad 1, es por ello que se realiz un plan de mantenimiento para este equipo. Con la informacin adecuada, es decir revisin de manuales, planos y con los conocimientos aprendidos en el curso de Ingeniera de Mantenimiento, hemos llegado a la conclusin que este equipo debe tener un mantenimiento preventivo mensual, trimestral, semestral y anual para su correcto funcionamiento.4.2. RECOMENDACIONES
Se debe realizar un estudio ms profundo de la planta considerando informacin de las horas de trabajo de los equipos, el tiempo que tienen trabajando, fallas anteriores e igualmente los manuales de trabajo para poder planear un plan de mantenimiento ms concreto y real.
Se recomienda mantenimiento preventivo mensual, trimestral, semestral y anual de acuerdo a los estudios realizados. BIBLIOGRAFIA http://aprendizajevirtual.pemex.com/nuevo/guias_pdf/Guia_SCO_Analisis_Criticidad.pdf
http://www.fao.org/docrep/005/y1453s/y1453s0i.htm
http://www.definicionabc.com/tecnologia/mantenimiento-preventivo.php
http://industrialopusnova.blogspot.com/2012/08/diagrama-de-proceso-de-operaciones.html
http://www.danper.com/es/
https://sites.google.com/a/goumh.umh.es/practicas-de-microbiologia/indice/esterilizacion-desinfeccion-y-antisepsis/autocave
https://equiposdelaboratorio.wordpress.com/2012/02/23/autoclave-uso-y-caracteristicas/
ANEXOSDESCRIPCION DE LA FUNCION DE CADA EQUIPO EN EL PROCESO, CIRCUITO O SECCIONES
SALA DE PRE-PROCESO
A. PROCESAMIENTO PRIMARIO
a. (PELADO, CORTADO, ADICIN DE LIQUIDO DE GOBIERNO)
- Faja transportadora: La funcin de la faja transportadora es principalmente realizar el transporte de la alcachofa a travs de las diversas operaciones (pelado, cortado, envasado, etc.). A su vez sirve de soporte del producto, ya que al realizarse varias operaciones como el cortado, durante su transporte por personal que trabaja en la lnea, permite que el personal realice sus tareas y pasar inmediatamente a las siguientes operaciones de proceso.
b. ESCALDADO
- Escaldador: Las alcachofas entran a un tnel de escaldado, donde se aplica por un periodo corto de tiempo tratamiento trmico suficiente solo para una coccin ligera, pero sin alterar de manera significativa sus caractersticas organolpticas.
- Enfriador: Realiza el intercambio de calor tras realizado el escaldado, enfriando rpidamente el producto para evitar deteriore de las caractersticas del mismo y contaminacin
SALA DE PROCESO
c. LLENADO
- Bomba de abastecimiento agua para Lquido de Gobierno: Es una bomba del circuito cuya principal funcin es bombear agua filtrada al rea de proceso para su utilizacin en la elaboracin del lquido de gobierno de la conserva.
- Mezcladora de lquido de gobierno: Comprende un tanque que provee su propio sistema de agitacin, en la cual se agregan los insumos necesarios al agua para convertirlo en lquido de gobierno
- Marmita de lquido de gobierno: Es un tanque que sirve de almacn para el lquido de gobierno preparado que ha sido inspeccionado por control de calidad y est listo para ser utilizado en las conservas.
- Llenadora: Dispositivo mecnico que permite dispensar el lquido de gobierno directo a cada envase de conserva de alcachofa mientras pasa por el circuito de proceso.
d. EVACUACION DE AIRE
- Extractor de Aire (Exhauster): La funcin del extractor es liberar vapor en la lnea de produccin para de este modo por diferencia de densidades, arrastrar el aire dentro de la conserva, reemplazarlo con vapor caliente, y dar mayor tiempo de vida al producto.
e. CERRADO
- Cerradora: Equipo mecnico ajustable que se encarga de ajustar la tapa de las conservas de manera rpida, mientras pasa por la lnea de produccin.
f. AUTOCLAVADO
- Autoclave: Permite realizar el tratamiento trmico final que permitir prolongar la vida til del producto, aplicando un tratamiento trmico fuerte durante poco tiempo esterilizando el producto de toda contaminacin, dispositivo que funciona alimentado por vapor y que llega alcanzar altas temperaturas, para posteriormente introducir liquido enfriado y bajar la temperatura y presin del mismo para poder retirar el producto esterilizado.
EXTERIORES
a. ETIQUETADO
- Etiquetadora: Equipo encargado de pegar las etiquetas con la informacin necesaria del producto para su expedicin al mercado.
- Faja Transportadora de Etiquetado: Sistema de transporte de los envases de conserva de alcachofa en durante el proceso de etiquetado de los mismos.
CASA DE FUERZA
a. SISTEMA DE TRATAMIENTO DE AGUA DE AUTOCLAVE
- Bomba de abastecimiento de agua para la torre de enfriamiento: Bomba que se encarga de bombear el agua previamente tratada (filtrada y ablandada), para utilizarse en la torre de enfriamiento.
- Torre de enfriamiento: Sistema de refrigeracin utilizado para reducir la temperatura del agua del sistema a bajas temperaturas a fin de proveer enfriamiento en diversas operaciones del proceso.
- Bomba de abastecimiento de agua para autoclave: Se encarga de bombear el agua fra que paso previamente por el la torre de enfriamiento para realizar el enfriamiento del autoclave.
b. SISTEMA DE TRATAMIENTO DE AGUA
- Bomba de abastecimiento de agua de canal: Bomba utilizara para bombear el agua hacia el interior de la planta, dada la necesidad de agua para los procesos productivos.
- Bomba de abastecimiento agua para Filtro: Bomba utilizara para bombear el agua directamente al sistema de omnifiltro para realizar el filtrado y uso en las instalaciones.
- Planta de tratamiento de agua sistema de omnifiltracin: Sistema de filtracin de agua para reducir la gran mayora de contaminantes y parte de la dureza que posee en si misma el agua.
- Bomba de abastecimiento de agua de filtrada: Bomba utilizada para bombear el agua del ablandador hacia el sistema de osmosis inversa.
- Bomba de abastecimiento de agua a ablandadores: Bomba utilizada para bombear el agua que sale del omnifiltro para realizar el ablandamiento posterior de este.
- Ablandador: Sistema de ablandamiento de agua, el sistema funciona mediante resinas catinicas que se encargan de atrapar los minerales presentes en el agua y reducir la presencia de sales duras que malograran los equipos.
- Planta de tratamiento de agua sistema de osmosis inversa: Es un sistema de tratamiento de agua que funciona por osmosis inversa (concentraciones de sal en el lquido), logrando una purificacin casi total del agua para utilizacin en la planta.
c. CASA DE FUERZA PROPIAMENTE DICHA
- Grupo electrgeno: Equipo que permite generar electricidad para el funcionamiento de equipos que utilizan electricidad en caso de que el servicio elctrico falle, su funciona es suministrar energa elctrica al proceso cuando hay fallas de energa.
- Caldera: Equipo cuya principal funcin es de suministrar vapor caliente para proveer de calor para los procesos en los que se requiera elevar la temperatura de los productos, el equipo funciona con agua filtrada y ablandada, la cual por combustin de un combustible (p.e. petrleo), eleva la temperatura del agua hasta evaporarla y posteriormente ser enviada por tuberas a los equipos que se requiera.
Ingeniera de mantenimiento
UNIVERSIDAD NACIONAL DE SAN AGUSTIN
FACULTAD DE PRODUCCIN Y SERVICIOS INGENIERIA INDUSTRIAL
PLAN DE MANTENIMIENTO PARA LA EMPRESA DANPER
DOCENTE:
Ing. Alberto Ochoa Torres
INTEGRANTES:
Arqque Huamani,Celso Oscar
Ccarita Arqque,Franck Alexis
Huayta Ticona,Jose lvaro
Vilca Zambrano ,Diana Vernica
Ziga Quispe ,Mara Luisa
AQP Per
2015
Haciendo un breve resumen se puede mencionar que el mantenimiento encierra todo lo referido a la organizacin, aplicacin y ejecucin de toda actividad que brinde, mejore y conserve el funcionamiento de una mquina al ms bajo costo posible
Elaboracin Propia
FLOW SHEET:
Elaboracin Propia
5