CENTRO DE BACHILLERATO TECNOLÓGICO industrial y de servicios No. 50 MODULO: PROCESAR PIEZAS DE...
26
CENTRO DE BACHILLERATO TECNOLÓGICO industrial y de servicios No. 50 MODULO: PROCESAR PIEZAS DE ACERO DE BAJO CARBONO POR SOLDADURA ELECTRICA SUBMODULO :REALIZAR CORTE EN PLACAS DE ACERO AL CARBONO CON EQUIPOS DE OXIGAS PROFESOR: ARIAS LOPEZ RUBEN GRUPO: 5°I INTEGRANTES: SANCHEZ PEREZ LUIS ENRIQUE MARTINEZ GONZALEZ CESAR RAMIREZ MATA ANGELICA NAYELLI RAMIREZ MARTINEZ OSCAR MENDIOLA JIMENEZ JOSE ALBERTO ESPECIALIDAD: MECANICA TAREA: PRESENTACION FECHA:3/11/10
-
Upload
carmelita-diez -
Category
Documents
-
view
9 -
download
0
Transcript of CENTRO DE BACHILLERATO TECNOLÓGICO industrial y de servicios No. 50 MODULO: PROCESAR PIEZAS DE...

CENTRO DE BACHILLERATO TECNOLÓGICO industrial y de servicios No. 50
MODULO: PROCESAR PIEZAS DE ACERO DE BAJO CARBONO POR SOLDADURA ELECTRICA
SUBMODULO :REALIZAR CORTE EN PLACAS DE ACERO AL CARBONO CON EQUIPOS DE OXIGAS
PROFESOR: ARIAS LOPEZ RUBEN
GRUPO: 5°I
INTEGRANTES:SANCHEZ PEREZ LUIS ENRIQUEMARTINEZ GONZALEZ CESARRAMIREZ MATA ANGELICA NAYELLIRAMIREZ MARTINEZ OSCARMENDIOLA JIMENEZ JOSE ALBERTO
ESPECIALIDAD: MECANICA
TAREA: PRESENTACION
FECHA:3/11/10

• mapa conceptual de la clasificación de los materiales ferrosos.
• diferentes tipos de boquillas utilizadas en el corte con oxigas.• Cuadro sinóptico de las características para la selección de
boquillas.• mapa mental de las características para la selección de
boquillas.• mapa conceptual de los diferentes tipos de encendido del
soplete y ajuste de flamas.• diferentes tipos de flama de oxiacetileno.• pasos para extinguir una flama y contra explosiones y flama
en retroceso.• Cuadro sinóptico de los diferentes tipos de encendido del
soplete y ajuste de la flama.


MATERIALES FERROSOS

Se llama boquillas a todos los tubos adicionales de pequeña longitud constituidos por piezas tubulares adaptadas a los orificios. Se clasifican en: Boquillas o tubos adicionalesCilíndricos interiores (entrantes) exteriores Cónicos Convergentes divergentes

BOQUILLA CILINDRICA: Se denominan también: boquilla patrón: boquilla cuya longitud iguala 2,5 veces su diámetro y boquilla de Borda: boquilla interior de longitud patrón.

BOQUILLA CILÍNDRICA ENTRANTE O DE BORDA
Sea una boquilla cilíndrica entrante adaptada a un orificio situado en la pared de un recipiente de grandes dimensiones, y la elevación de la superficie libre, con respecto al centro de gravedad del orificio.

BOQUILLA CILÍNDRICA EXTERIOR
Si la longitud de la boquilla es suficiente (cuando menos una y media veces el diámetro. del orificio), la contracción de la vena es seguida de una expansión y la boquilla descarga a sección plena

BOQUILLAS CÓNICAS
Con las boquillas cónicas se aumenta el caudal. Experimentalmente se verifica que en las boquillas convergentes la descarga es máxima para ? = l3°30’ : Cd = 0,94

BOQUILLA DIVERGENTE
El estudio de la prolongación divergente es una consecuencia inmediata de lo expuesto en el párrafo precedente y al tratar la prolongación cilíndrica.

BOQUILLA CONVERGENTE
La pura convergencia de los pequeños tubos de corriente no implica, de ninguna manera, pérdidas apreciables

CARACTERISTICAS DE SELECCIÓN DE BOQUILLAS
Selección de boquillas
La selección correcta del tamaño de las boquillas es muy importante
El tamaño de la boquilla se debeseleccionar de acuerdocon el espesor delmetal que seva a soldar
Se deben usar limpiadores aprobados para las boquillas


ENCENDIDOS DE
SOPLETES
ENCENDIDOS DE
SOPLETES
ENCENDIDOAjuste la válvula del combustible para obtener flujo pleno sin que se apague la flama ala presión recomendada
PRECAUCIONESUse siempre el encendedor de fricción, nunca intente encender un soplete con cerillos ni otro soplete.
ENCENDIDOAbra lentamente la válvula de combustible aprox. 1/8 vuelta e inmediatamente con un chispazo o luz piloto NO UTILIZE CERILLOS.

En el proceso de oxicombustible hay que aprender a identificar el tipo de llama y aprenderla a graduar en el equipo de soldadura, esta es una mezcla de acetileno-oxigeno: donde el acetileno es el gas que de la llama y el oxigeno es la que le da la fuerza para fundir. vamos a mostrar las diferentes llamas en este proceso.

Llama neutra: Esta la obtenemos por medio de la mezcla de volumenes iguales de oxigeno y acetileno se le conoce como destructorade oxidos metalicos, esta llama se utiliza para soldar aceros al carbono y cobre.
•Llama reductora: Se genera cuando hay exceso de acetileno, partiendo de la llama de acetileno puro, al aumentarse el procentaje de oxigeno se hace visible una zona brillante, dardo, seguido de un penacho de acetileno de color verde palido, que desaparece al igualarse las proporciones. Esta se utiliza para soldar hierro fundido, aluminio, plomo y soldaduras de recubrimientos duros.
•Llama oxidante: Hay un exceso de oxigeno que tienede a estrechar la llama a la salida de la boquilla. Esta llama se utiliza para soldar bronce y laton.

PASOS PARA EXTINGUIR UNA FLAMA Y CONTRA EXPLOSIONES Y FLAMA EN RETROSESOUno de los riesgos más importantes en los trabajos de soldadura autógena y oxicorte es ocasionado por la combustión con la llama avanzando hacia el interior del soplete, manguera, manorreductor y botella. Para evitarlo se dispone de un dispositivo antirretroceso de llama, al que pueden añadirse otros dispositivos de seguridad en montaje separado o único. El accidente típico ocasionado por un retroceso de llama es la explosión del soplete o de la manguera pudiendo llegar a los demás componentes de la instalación con grave riesgo para personas y daños materiales.Retroceso de fuego intermitente (Intermittent backfire). Única o rápida sucesión de retrocesos de fuego con apagado de la llama o reencendido en la boquilla del soplete. Produce un ruido en el soplete. Retroceso de fuego mantenido (Sustained backfire). La llama arde dentro del cuerpo del soplete o en la boquilla en la zona de mezclado de los gases. Ruido similar al anterior. Retroceso de llama (flashback). El frente de llama no se mantiene en la boquilla del soplete, sino que avanza hacia atrás, normalmente hacia la manguera de gas combustible, pudiendo llegar a la botella. Es característico un ruido como de un silbido continuo. Es un dispositivo que se opone a la propagación del frente de llama o lo extingue (retroceso o descomposición). También recibe el nombre de apagallamas (flame arrester, anti-retour de flamme, arrêt de flammes).

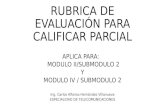
Existen dos tipos:Hidráulico Seco
El hidráulico consiste en un recipiente con agua, el cual es atravesadopor el gas y en el caso de un retroceso de llama el agua forma unabarrera y evita que se desplace hacia el suministro de gas.Una válvula hidráulica debe cumplir las siguientes característicassegún normas alemanas TRAC 207, apartado Mantenimiento:Debe utilizar agua como barrera apagallamas. Debe disponer de un indicador de nivel. Debe disponer de un dispositivo de llenado de agua y construído deforma que no pueda entrar ninguna suciedad. Debe disponer de dispositivo de salida del líquido en el punto másbajo, para purgar. La capacidad del aparato ha de ser suficiente para 8 horas de trabajocon el caudal máximo de gas.

3: Filtro
: Válvula antirretorno

: Válvula de cierre térmica
: Válvula de cierre accionada por presión

: Válvula de descarga


Tipos de encendido de soplete y ajuste de
flamas
Tipos de encendido de soplete y ajuste de
flamas
AJUSTE DE FLAMAS
AJUSTE DE FLAMAS
GENERALIDADES Fijar las presiones de gas en los reguladores, purgue ambos sistemas de gas para eliminar los contaminantes en los gases puros suministrados.
PRECAUCIONESNunca purgue en la presencia de llamas cigarros encendidos etc. Nunca purgue hacia la gente, siempre aba lentamente cualquier válvula de gas.

• NUESTRAS CONCLUSIONES ACERCA DE ESTOS TEMAS ES QUE ES MUY IMPORTANTE COMO MANIPULAR ADECUADAMENTE UNA MAQUINA DE SOLDADURA TANTO EN SU INSTALACION COMO EN SU OPERACIÓN YA QUE NO CUALQUIER PERSONA PUEDE LOGRAR A OPERARLA.
• ES RECOMENDABLE ANTES DE OPERAR SABER CON QUE MATERIAL SE VA A TRABAJAR PARA PODER SELECCIONAR LA BOQUILLA ADECUADA.
• TAMBIEN ES NECESARIO CONOCER LOS TIPOSDE FLAMAS YA QUE TODOS LOS MATERIALES SE TRABAJAN A UNA DISTINTA TEMPERATURA

• www.farq.edu.uy/.../MATERIALES%20FERROSOS%202.doc
• fluidos.eia.edu.co/.../losdiferentestiposdeboquillas/losdiferentestiposdeboquillas.html –
• www.leonweill.com.mx/catalogo/pdf/577.pdf
• html.rincondelvago.com/soldadura_10.html
* multiserviciosoc.com/.../oa_retroceso_de_flama.html