
INSTITUTO POLITÉCNICO NACIONAL -...
82
INSTITUTO POLITÉCNICO NACIONAL UNIDAD PROFESIONAL INTERDISCIPLINARIA DE INGENIERÍA CIENCIAS SOCIALES Y ADMINISTRATIVAS SECCIÓN DE ESTUDIOS DE POSGRADO E INVESTIGACIÓN Metodología para la Gestión del Transporte de los Incentivos en Fuller Cosmetics México TESIS Que para obtener el grado de MAESTRO EN INGENIERÍA INDUSTRIAL : Presenta Carlos Alfredo Malacara Cruz : Director de tesis . Dr Faustino Ricardo García Sosa , .. MÉXICO DF 2011
Transcript of INSTITUTO POLITÉCNICO NACIONAL -...
I N S T I T U T O PO L I T É C N I C O NA C I O N A L
UNIDAD PROFESIONAL INTERDISCIPLINARIA DE INGENIERÍA CIENCIAS SOCIALES Y ADMINISTRATIVAS
SECCIÓN DE ESTUDIOS DE POSGRADO E INVESTIGACIÓN
Metodología para la Gestión del Transporte de los Incentivos en Fuller Cosmetics México
TESIS
Que para obtener el grado de
MAESTRO EN INGENIERÍA INDUSTRIAL
:Presenta
Carlos Alfredo Malacara Cruz
:Director de tesis
. Dr Faustino Ricardo García Sosa
, . .MÉXICO D F 2011
Índice
Resumen.................................................................................................................................................................1
Abstract..................................................................................................................................................................2
Introducción............................................................................................................................................................3
Objetivo del estudio................................................................................................................................................5
Capítulo 1 Coordinación de compras de incentivos................................................................................................6
1.1 Compañía Fuller.....................................................................................................................................61.1.1 Ubicación física de la compañía................................................................................................71.1.2 Filosofía.....................................................................................................................................81.1.3 Estructura organizacional..........................................................................................................8
1.2 Descripción del proceso..........................................................................................................................91.2.1 Descripción del sistema de incentivos.....................................................................................101.2.2 Descripción del proceso de lanzamiento de promociones........................................................121.2.3 Descripción del producto y su proceso de fabricación.............................................................151.2.4 Descripción del proceso de gestión y transporte......................................................................22
1.3 Condiciones físicas...............................................................................................................................231.3.1 Características de transporte....................................................................................................241.3.2 Características de almacenes...................................................................................................26
1.4 Planteamiento de la problemática.........................................................................................................28
Capítulo 2 Fundamentos teóricos sobre Investigación de operaciones..................................................................31
2.1 Teoría sobre inventarios........................................................................................................................33
2.2 Investigación de operaciones................................................................................................................33
2.3 Problemas de redes...............................................................................................................................35
2.4 Problemas de transportes......................................................................................................................35
2.5 Simulación............................................................................................................................................36
2.6 Revisión de software............................................................................................................................36
Capítulo 3 Metodología para gestión de transporte de incentivos.........................................................................40
3.1 Diseño de la metodología.....................................................................................................................403.1.1 Conocer el producto................................................................................................................413.1.2 Determinar si el problema es un modelo sin costo de preparación..........................................423.1.3 Obtener el costo unitario de producción, la demanda regular y la capacidad de producción del sistema..............................................................................................................................................423.1.4 Construcción del modelo.........................................................................................................433.1.5 Análisis de sensibilidad...........................................................................................................443.1.6 Logística..................................................................................................................................453.1.7 Análisis finales de gastos y disminución de costos..................................................................45
Capítulo 4 Desarrollo de la metodología..............................................................................................................46
4.1 Conocer el producto..............................................................................................................................46
4.2 Determinar si el problema es un modelo sin costo de preparación.......................................................48
4.3 Obtener el costo unitario de producción, demanda regular y capacidad de producción del sistema......48
4.4 Construcción del modelo matemático...................................................................................................50
4.5 Análisis de sensibilidad........................................................................................................................52
4.6 Logística...............................................................................................................................................53
4.7 Análisis finales de gastos y disminución de costos...............................................................................564.7.1 Simulación...............................................................................................................................59
4.8 Ventajas y mejoras en contraste con el proceso actual..........................................................................60
Conclusiones........................................................................................................................................................62
Referencias...........................................................................................................................................................65
Apéndice...............................................................................................................................................................67
Anexo 1.....................................................................................................................................................67
Anexo 2.....................................................................................................................................................70
Anexo 3.....................................................................................................................................................72
Anexo 4.....................................................................................................................................................73
Índice de figuras
Figura 1: Productos de Fuller Cosmetics: fragancias, lencería, desodorantes, cosméticos, artículos para el hogar, etc.......................................................................................................................................................6
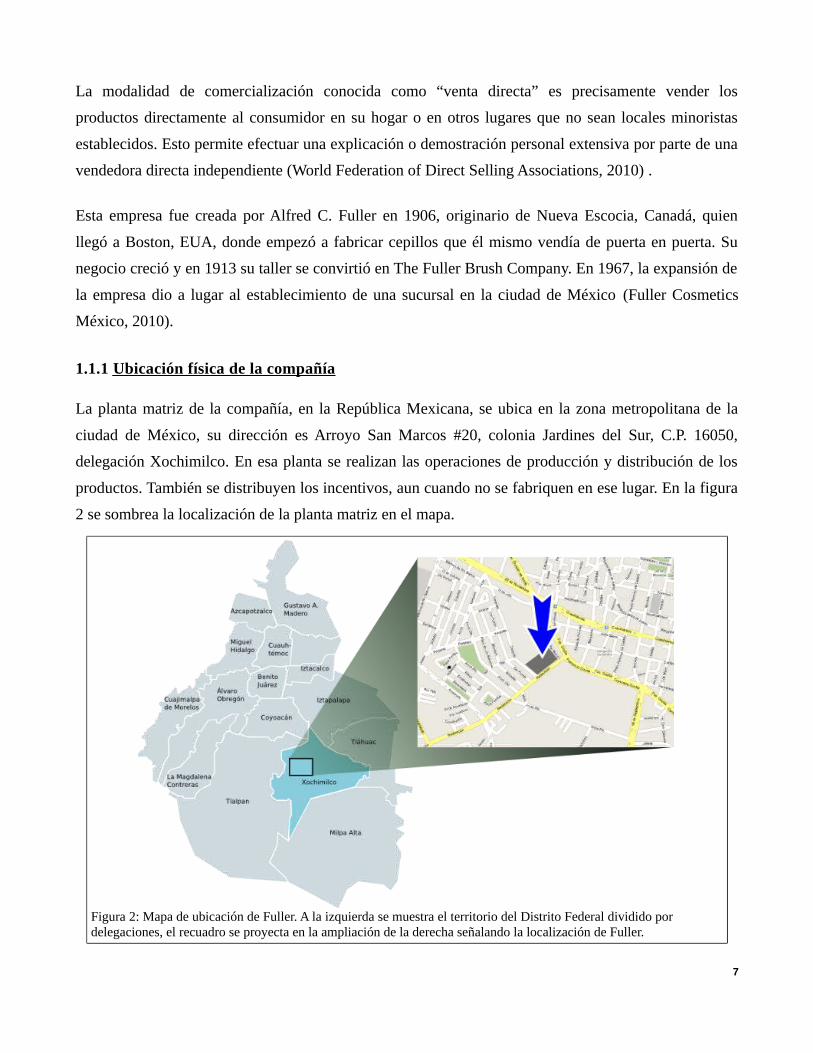
Figura 2: Mapa de ubicación de Fuller. A la izquierda se muestra el territorio del Distrito Federal dividido por delegaciones, el recuadro se proyecta en la ampliación de la derecha señalando la localización de Fuller..................................................................................................................................................7
Figura 3: Estructura organizacional. Se resalta la subdivisión donde se desarrolla este estudio.............................9
Figura 4: Proceso de venta de productos y su relación con los incentivos............................................................11
Figura 5: Artículos lanzados para la promoción PPEPC, C-05 a C-07 en 2009....................................................12
Figura 6: Diagrama de decisión del orden de entregas..........................................................................................14
Figura 7: Orden cronológico de las entregas. Cada periodo de tiempo es una campaña.......................................15
Figura 8: Conjunto de mesa. Foto y composición publicados por la compañía Fuller..........................................16
Figura 9: Conjunto de mesa del año 2010.............................................................................................................18
Figura 10: Datos de demanda. La línea horizontal continua traza el promedio, la línea punteada con pendiente positiva traza la proyección cuya ecuación se inscribe en la parte superior central..........................19
Figura 11: Especificaciones de la caja de empaque..............................................................................................19
Figura 12: Almacenamiento de producto final. Los paquetes se colocan sobre las tarimas apilando un máximo de 5 niveles, cada uno con 16 cajas.......................................................................................................20
Figura 13: Incorporación de plásticos y empaque en el año 2009 en la Maquila Saxxen......................................21
Figura 14: Alternativas para la selección de proveedores.....................................................................................22
Figura 15: Localización geográfica de las plantas. El marcador central señala a Fuller, al norte-noreste se halla Saxxen y al sur-suroeste las bodegas de Topilejo.............................................................................24
Figura 16: Tipos de transportes y sus accesos.......................................................................................................25
Figura 17: Medio de transporte tipo torton con capacidad para 2300 cajas...........................................................26
Figura 18: Vista interior de una bodega en Topilejo..............................................................................................27
Figura 19: Traslado de materiales y artículos terminados.....................................................................................29
Figura 20: Diagrama del modelo actual en iThink................................................................................................30
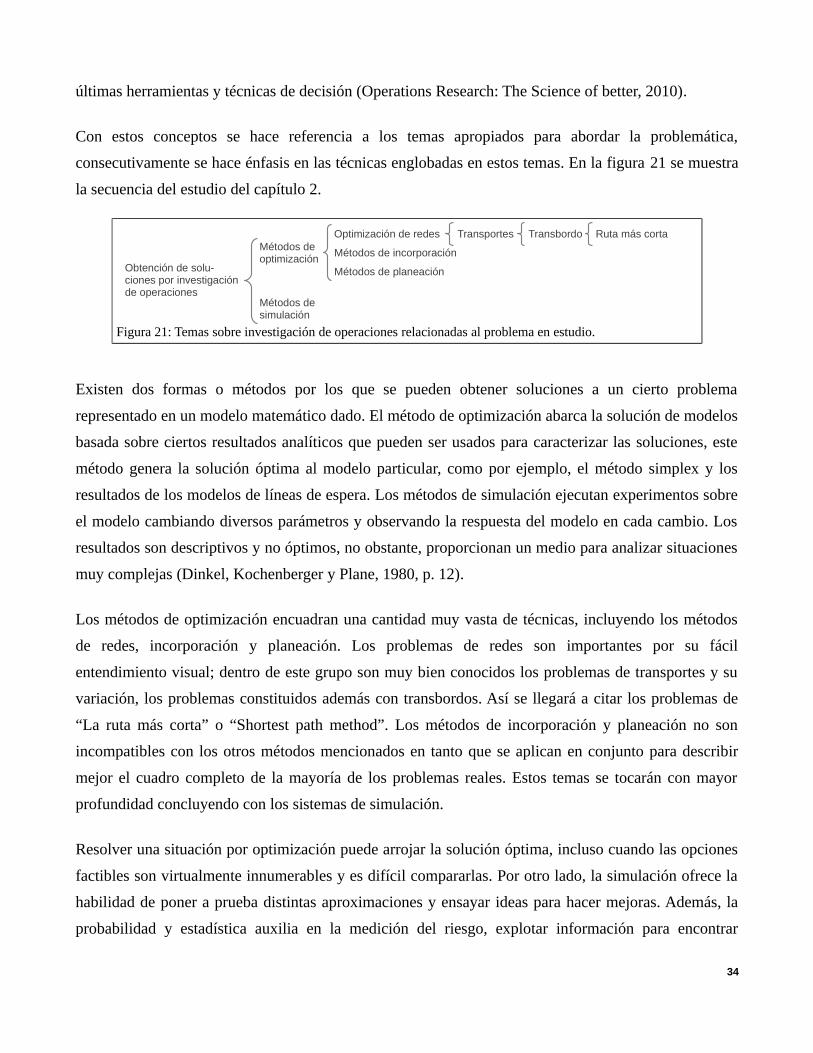
Figura 21: Temas sobre investigación de operaciones relacionadas al problema en estudio.................................34
Figura 22: Diagrama de proceso de la metodología..............................................................................................41
Figura 23: Empresas específicas que participan en la fabricación del set de mesa................................................46
Figura 24: Clases de modelos de inventarios según Taha.....................................................................................48
Figura 25: Diagrama de nodos..............................................................................................................................49
Figura 26: Tendencia de costos unitarios..............................................................................................................49
Figura 27: Programación de entregas a tiempo.....................................................................................................52
Figura 28: Nivel de existencias totales a través del tiempo. Sistema actual..........................................................55
Figura 29: Nivel de existencias totales a través del tiempo. Propuesta 1..............................................................55
Figura 30: Incorporación de plásticos y empaque en el año 2010 en una sola bodega..........................................56
Figura 31: Nivel de inventario de las distintas propuestas y su costo...................................................................58
Índice de tablas
Tabla 1.1: Nombres de las entregas y su descripción............................................................................................13
Tabla 1.2: Conjunto de mesa elegido para entregar en 2009.................................................................................17
Tabla 1.3: Conjunto de mesa elegido para entregar en 2010.................................................................................17
Tabla 1.4: Resultados de la demanda de productos desde 2007 a 2010.................................................................18
Tabla 1.5: Atributos de los transportes..................................................................................................................24
Tabla 1.6: Características cuantificables de los medios de transporte de incentivos.............................................25
Tabla 1.7: Atributos de los almacenes...................................................................................................................26
Tabla 1.8: Características cuantificables de los almacenes...................................................................................27
Tabla 2.1: Software de simulación. Los puntos de intersección indican la mención del paquete por parte del autor......................................................................................................................................................39
Tabla 4.1: Serie de eventos...................................................................................................................................54
Tabla 4.2: Costo de transporte y almacén del proceso actual................................................................................56
Tabla 4.3: Costo de transporte y almacén ocupando tres bodegas en Topilejo......................................................57
Tabla 4.4: Costo de transporte y almacén ocupando el espacio disponible en la maquiladora..............................57
Tabla 4.5: Costo de transporte y almacén ocupando una bodega en Topilejo........................................................57
Tabla 1: Requisiciones del año 2010.....................................................................................................................70
Tabla 2: Resumen de requisiciones del año 2010..................................................................................................71
Resumen
La compañía Fuller Cosmetics realiza sus ventas auxiliándose de las mujeres que trabajan de forma
independiente, ofreciendo los productos a otras personas; esto es la venta directa, una relación con un
cuerpo de ventas que puede lograr una amplia cobertura. Sin embargo, a la vendedora no se le puede
exigir vender cierta cantidad de productos ya que ella tiene libertad de trabajar según sus necesidades.
Aun así, existen diversas maneras de incrementar las ventas con la motivación personal y los estímulos
materiales, los cuales son más valorados que una compensación económica. La corporación ha caído en
la cuenta de poder obtener más ingresos al adquirir productos de uso doméstico a precios de fábrica
para recompensar a las vendedoras. El área de “coordinación de compra de incentivos” se encarga de
entregar los incentivos con perfecta coordinación para evitar costos elevados, desabastos o demoras.
Mantener este sistema no es fácil ya que se garantiza su imagen y funcionamiento sólo si la empresa
recompensa el esfuerzo otorgando siempre los incentivos prometidos a sus trabajadoras, pues de ello
depende la confianza de estas últimas hacia la empresa para obtener los premios acordados. Es
necesario aclarar que si no se cubre la demanda de incentivos en su totalidad no sólo equivaldría a
pérdidas en ventas de productos sino que afectaría la confianza y motivación de las vendedoras como
repercusión de esta informalidad, como consecuencia sucedería un decremento en el número de
vendedoras. Es por eso que la empresa vigila la producción de los artículos sin producirlos, sólo
distribuyéndolos. La gama de artículos es muy grande así como existe una enorme variedad en las
características de sus materiales, formas, orígenes y usos. El alcance de este proyecto no tiene como
propósito considerar todas las configuraciones posibles, sino que se centrará particularmente en un
producto elaborado totalmente en plástico y fabricado por cinco proveedores distintos.
Se pueden definir y reconocer cuatro fases: realizar el pedido a los proveedores, transportar la
mercancía a una bodega donde se consolidan los conjuntos, armarlos, empacarlos y almacenarlos hasta
que llegue el momento de enviarlos, y trasladarlos hacia el centro de distribución de Fuller para ser
enviados directamente a las acreedoras de los premios. Sin embargo, intervienen causas de
contratiempos al almacenar y transportar que repercuten directamente en los costos, el tiempo de
entrega y la eficiencia del sistema. Cuando los recursos son limitados es necesario encontrar la forma
de satisfacer la demanda empleando algún método eficaz que pueda ser empleado para varias instancias
del mismo problema. Para realizar esta tarea existen herramientas que permiten agilizar los procesos,
usar correctamente la información y planear adecuadamente el transporte y la entrega de los premios.
1

Abstract
The Fuller Cosmetic Company achieves its success by benefiting from a large network of women who
wish to work independently thereby covering vast regions (direct sales). A business utilizing a direct
sales system does not have sellers who directly depend on company directives. Due to their autonomy
from the organization, these sellers can’t be required to reach minimum sales quotas. Notwithstanding,
there are diverse ways by which to increase sales by implementing personal motivation such as
training, conventions, travels as well as incentives which hold a higher value than remuneration. In
such case, the corporation has come to the realization that it can increase revenues by acquiring daily-
use household products at factory-direct prices and passing on the savings to its distributors thus
boosting their profit margins. Fuller does not sell these products retail but tracks quantities sold by its
distributors and advises on when and how incentives can be earned.
In order to spur motivation among the distributors, a comprehensive revenue generating business plan
must be implemented. The regional supervisor would than be responsible for tracking units sold and
delivering incentives to top performing distributors. It is necessary to clarify that failure to cover the
demand of distributor incentives in its entirety would not only equal loss in sales and products, but
would also erode the confidence, trust and motivation of the distributors in the enterprise. The
repercussions of unreliability would be an exodus of productive distributors. Maintaining such a system
has its challenges. The continuing growth and viability of the company relies exclusively on the
consistent delivery of promised distributor incentives and factory-direct prices. Fuller Corporation’s
main focus is on wholesale distribution not the manufacture of products. Although the selection of
products offered for distribution by Fuller is vast, the main objective is to provide household products
which are completely made of plastic and can be supplied by five different manufacturers.
There are four phases to the order process: Order must be initiated with the manufacturer; parts are
transported to a warehouse for assembly; products are assembled and stored until requisition time; and
assembled parts are packed for transport to a Fuller distribution center for direct delivery to
distributors. Wherein these phases are well defined, unforeseen factors may arise which can cause
setbacks in warehousing and transportation, which can directly affect costs, delivery time and system
efficiency. Planning for unforeseen circumstances and budget constraints is essential in ensuring the
successful delivery of pending orders. Utilizing economical and reliable logistics methods and
computer programs maximizes the ongoing success of the delivery process.
2
Introducción
Las empresas son sistemas muy complejos donde ocurren un sinnúmero de actividades que se
relacionan entre sí, idealmente orientadas hacia un fin determinado, en el caso de las organizaciones
lucrativas es generar dinero (Goldratt, 1992). Algunas compañías, como la que se estudia en este
trabajo, han encontrado procesos muy redituables que no forman parte del núcleo de la empresa de tal
forma que aparentemente no forman parte fundamental de la estrategia organizacional.
En este caso de estudio se analizará un proceso que no forma parte del proceso de producción de los
artículos de belleza que vende la organización, sin embargo es importante no sólo para el
funcionamiento de la empresa, sino para su expansión. Se describirá de forma general el exitoso
sistema de trabajo que ha colocado a la firma en una posición competitiva mencionando sus ventajas y
los posibles y recurrentes problemas que generan.
En este punto será necesario aclarar las políticas y condiciones que rigen las actividades en cuanto al
tiempo, espacio físico de operación y recursos disponibles. Cuando se presentan demasiadas variables
afectándose mutuamente, las decisiones son cada vez más difíciles para lograr varios objetivos, ya sea
la reducción de costos o la entrega a tiempo. Los planteamientos no sólo deben ser precisos, sino
medibles en tanto sea posible para visualizar claramente los límites del problema y las formas de
resolverse o soluciones más convenientes.
Los factores presentes estarán relacionados al transporte, ensamble y almacén de ciertos artículos con
órdenes de recepción y entrega establecidas, cantidades exactas conocidas. El periodo de planeación y
programación de los pedidos anteriores ha sido muy breve debido a la misma organización del trabajo
en la planta, por lo tanto, las decisiones se toman eligiendo la mejor opción de ese momento según se
vaya presentando. Esto ha generado algunos datos históricos, algunas veces favorables. No obstante, es
necesario seguir un método para generar un algoritmo o un programa de producción que permita
conocer con cierta certeza cuál es la mejor manera de obtener resultados satisfactorios.
El problema es entonces calcular cuándo producir, cuánto, cómo transportarlo y cómo disminuir el
costo; todo lo anterior con una base lógica. Actualmente la compañía carece de un método que le
permita ganar tiempo y la poca logística existente se efectúa a manera de “apagar fuegos” en el
momento en que se presentan. Es de esperar, entonces, que los costos no sean los mínimos posibles.
3
Es importante efectuar un análisis minucioso del problema para posteriormente realizar una revisión de
la teoría adecuada y emplear técnicas o métodos de resolución de este tipo de situaciones, de otra forma
se puede incurrir en suposiciones, interpretaciones erróneas y hasta se podrían pasar por alto verdaderas
razones que generarían un modelo totalmente diferente. Este estudio ha tenido su enfoque en el uso de
la programación lineal y otras herramientas para determinar la manera más económica de fabricar un
producto, además de comparar diferentes situaciones y cómo repercuten en los costos. La estructura de
este escrito es la siguiente:
En el capítulo 1 se encuentran los detalles del entorno de trabajo actual y los problemas existentes o
áreas de oportunidad en las que se pueden realizar cambios con el fin de reducir costos y tiempos,
lograr mejores flujos de información o incluso prescindir de procesos completos. Se comenzará
describiendo de forma muy general la industria a la que pertenece la empresa y paulatinamente se
puntualizarán los procesos a estudiar y el área de interés dentro de la compañía.
El capítulo 2 menciona la base teórica referente a los problemas encontrados y la forma de abordarlos
sugerida por varios autores. El material científico se tomará de distintas áreas considerando desde los
libros de texto comúnmente conocidos en dichas materias como en revistas electrónicas publicadas
recientemente. Si existe la necesidad de recurrir a algún software, este apartado contendrá el análisis de
las alternativas existentes en la actualidad.
En el capítulo 3 se describe propiamente la metodología a seguir para analizar situaciones de esta
naturaleza, recabar los datos necesarios así como manipularlos para obtener la información relevante o
representativa, y aplicar procesos cognitivos definidos de manera ordenada. Se observará que la
metodología permite realizar algunos métodos de forma paralela para después utilizarlos sin afectar los
resultados, esto podrá ser considerado por el analista para ganar tiempo en casos análogos en cuanto a
distribución y almacén de materiales.
A lo largo del capítulo 4 se procesa la información obtenida a partir del capítulo 1 para esclarecer la
metodología con números y con las operaciones matemáticas necesarias. De esta manera se obtendrán
conclusiones, costos y una comparación de la forma de trabajo actual con las optimizaciones
propuestas para un desarrollo del trabajo más eficaz. Las fuentes de los datos se documentan en el
apéndice, los resultados se explican dentro del mismo capítulo 4.
4
Objetivo del estudio
Como fin de este estudio se diseñará una metodología que permita conocer la gestión de transporte
adecuada en las líneas de incentivos de la compañía Fuller por medio de la simulación, para
incrementar la eficiencia en la entrega de las promociones evitando faltantes y minimizando costos.
Justificación de la investigación
En el giro propio de la compañía existen por lo menos otras tres más formando una competencia tan
ardua, que cualquier incremento en la utilidad o disminución del costo de operación ampliará más la
brecha entre la corporación más productiva y las secundarias. Esta propuesta busca apoyar la idea de
que el conocimiento de las técnicas matemáticas repercute consistentemente directamente sobre el
estado de resultados de una empresa, interpretación que resulta financieramente válida para cualquier
directivo.
5

1. Capítulo 1Capítulo 1 Coordinación de compras de incentivos
En este capítulo se describirá el objeto de estudio así como las condiciones en las que se desarrolla. Se
mencionarán las características de la empresa Fuller, los procesos pertinentes y las relaciones con los
proveedores implicados.
1.1 Compañía Fuller
Fuller Cosmetics es una empresa de venta directa que produce artículos para el hogar, de belleza y de
higiene personal; se agrupan en las siguientes líneas especializadas: fragancias, cosméticos, cuidados
de la piel y figura, cuidado del cabello, higiene personal, Fuller Life y Fuller Home. Los productos son
diseñados y elaborados a precios competitivos para ser ofrecidos exclusivamente dentro de la
República Mexicana (Fuller Cosmetics México, 2010). La figura 1 ilustra algunos de sus productos.
6
Figura 1: Productos de Fuller Cosmetics: fragancias, lencería, desodorantes, cosméticos, artículos para el hogar, etc.Fuente: Fuller, 2010.
La modalidad de comercialización conocida como “venta directa” es precisamente vender los
productos directamente al consumidor en su hogar o en otros lugares que no sean locales minoristas
establecidos. Esto permite efectuar una explicación o demostración personal extensiva por parte de una
vendedora directa independiente (World Federation of Direct Selling Associations, 2010) .
Esta empresa fue creada por Alfred C. Fuller en 1906, originario de Nueva Escocia, Canadá, quien
llegó a Boston, EUA, donde empezó a fabricar cepillos que él mismo vendía de puerta en puerta. Su
negocio creció y en 1913 su taller se convirtió en The Fuller Brush Company. En 1967, la expansión de
la empresa dio a lugar al establecimiento de una sucursal en la ciudad de México (Fuller Cosmetics
México, 2010).
1.1.1 Ubicación física de la compañía
La planta matriz de la compañía, en la República Mexicana, se ubica en la zona metropolitana de la
ciudad de México, su dirección es Arroyo San Marcos #20, colonia Jardines del Sur, C.P. 16050,
delegación Xochimilco. En esa planta se realizan las operaciones de producción y distribución de los
productos. También se distribuyen los incentivos, aun cuando no se fabriquen en ese lugar. En la figura
2 se sombrea la localización de la planta matriz en el mapa.
7
Figura 2: Mapa de ubicación de Fuller. A la izquierda se muestra el territorio del Distrito Federal dividido por delegaciones, el recuadro se proyecta en la ampliación de la derecha señalando la localización de Fuller.
1.1.2 Filosofía
La misión es expresada de la siguiente manera: “Ser la empresa número uno de venta directa en
México”. Los empleados aprenden a trabajar teniendo en mente tres principios:
• La base del éxito es el compromiso y esfuerzo conjunto de su gente
• El fundamento del negocio es la fuerza de ventas, empresarias líderes que desarrollan e
impulsan exitosamente su negocio
• A su vez, el éxito de estas empresarias es el respaldo incondicional y permanente de toda la
compañía Fuller comprometida en brindar los productos, servicios y sistemas suficientes para
exceder expectativas de las empresarias y de los consumidores finales
La compañía se vale de valores y principios que dan soporte al éxito logrado. Los primeros son la
integridad, la lealtad, la igualdad, la fraternidad y el apoyo a la comunidad. Los principios operativos
son el espíritu empresarial, el crecimiento continuo y sostenido, la innovación, el reconocimiento y el
servicio al cliente (Fuller Cosmetics México. Consulta: 4 abril 2010).
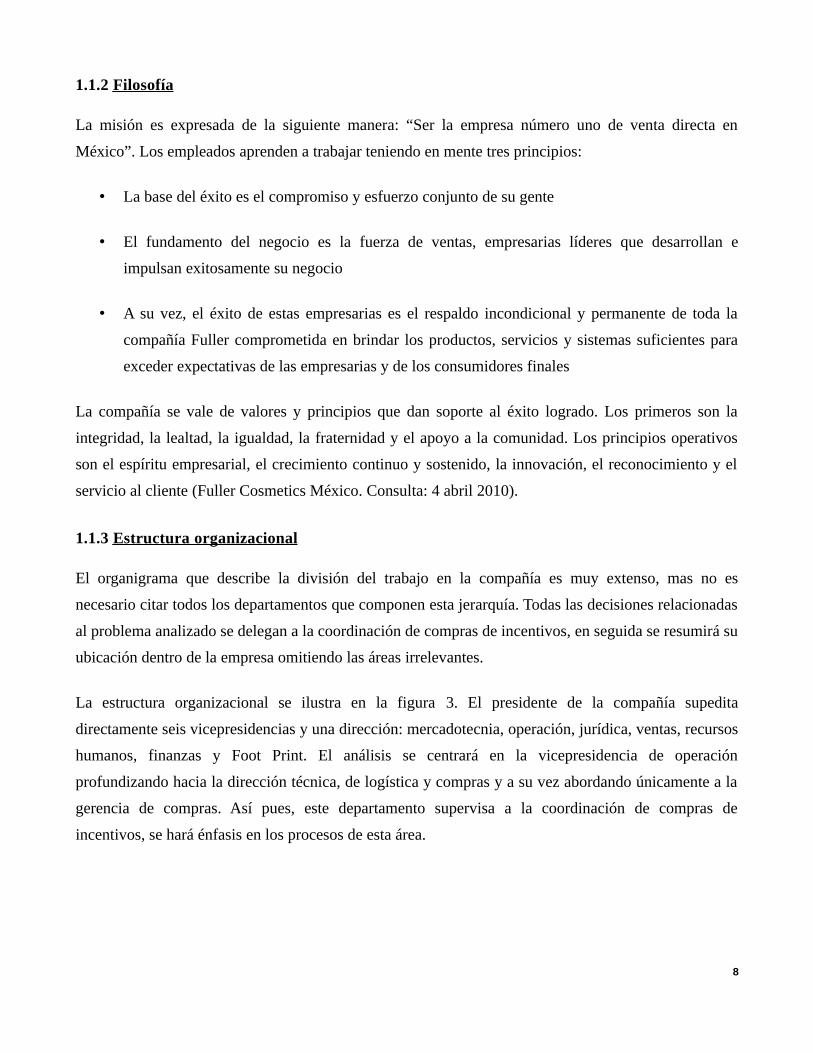
1.1.3 Estructura organizacional
El organigrama que describe la división del trabajo en la compañía es muy extenso, mas no es
necesario citar todos los departamentos que componen esta jerarquía. Todas las decisiones relacionadas
al problema analizado se delegan a la coordinación de compras de incentivos, en seguida se resumirá su
ubicación dentro de la empresa omitiendo las áreas irrelevantes.
La estructura organizacional se ilustra en la figura 3. El presidente de la compañía supedita
directamente seis vicepresidencias y una dirección: mercadotecnia, operación, jurídica, ventas, recursos
humanos, finanzas y Foot Print. El análisis se centrará en la vicepresidencia de operación
profundizando hacia la dirección técnica, de logística y compras y a su vez abordando únicamente a la
gerencia de compras. Así pues, este departamento supervisa a la coordinación de compras de
incentivos, se hará énfasis en los procesos de esta área.
8
Actualmente, el responsable del puesto de trabajo de coordinador de compras de incentivos es dirigido
por el ingeniero Esteban Guadarrama Ramírez, por medio de él se obtendrá la información históricos
como estadísticas, cotizaciones previas, direcciones, etc. Aquí se realizan todas las funciones referentes
a los incentivos y se vinculan directamente a las ventas de los cosméticos que elabora la compañía. Las
operaciones están sujetas a una secuencia de pasos y decisiones que se describirán a continuación.
1.2 Descripción del proceso
El sistema de ventas de la organización es muy versátil ya que produce beneficios rápidos tanto para la
compañía como para las promotoras de los productos; éstas, propiamente, son comisionistas
mercantiles independientes. En la planta se crean los productos en base a un pronóstico de pedidos
creados a partir de las ventas donde las clientes directas de Fuller son mujeres que se dedican al
comercio, promoviendo los artículos en sus tiempos libres. Las ventajas y facilidades que atraen a este
singular cuerpo de ventas son muchas, entre otras se puede mencionar la disponibilidad y control del
tiempo empleado para vender, esto permite a las amas de casa a trabajar sin cubrir un horario fijo de
forma cotidiana; o siendo de otro modo, el crecimiento y desarrollo de su negocio a medida que
emplean tiempo en esta actividad; otro atractivo es la libre selección en el tipo y las cantidades de
artículos a vender (Fuller Cosmetics México, 2010).
La compañía también se beneficia al contar con una fuerza de ventas que conoce las necesidades y
9
Figura 3: Estructura organizacional. Se resalta la subdivisión donde se desarrolla este estudio.
Presidente
Vp. demercadotecnia
Vicepresidenciade operación
Direcciónjurídica
Vp. deventas
Vp. deR. H.
Vp. definanzas
Dirección técnica, delogística y compras
Gerente decompras
Coordinador decompras de incentivos
Vp. deFoot Print
gustos de las usuarias finales y una promoción en cadena a sectores muy lejanos, incluso, de los medios
de comunicación. Este sistema, sin embargo, requiere una organización del trabajo muy distinta; por un
lado, a falta de conocer la demanda exacta, es necesario predecir las ventas futuras mediante el cálculo
de pronósticos; por otro lado, la dispersión de las comerciantes hace la labor de control o monitoreo de
ventas casi imposible. No obstante, se puede estimular y motivar mediante un sistema de incentivos.
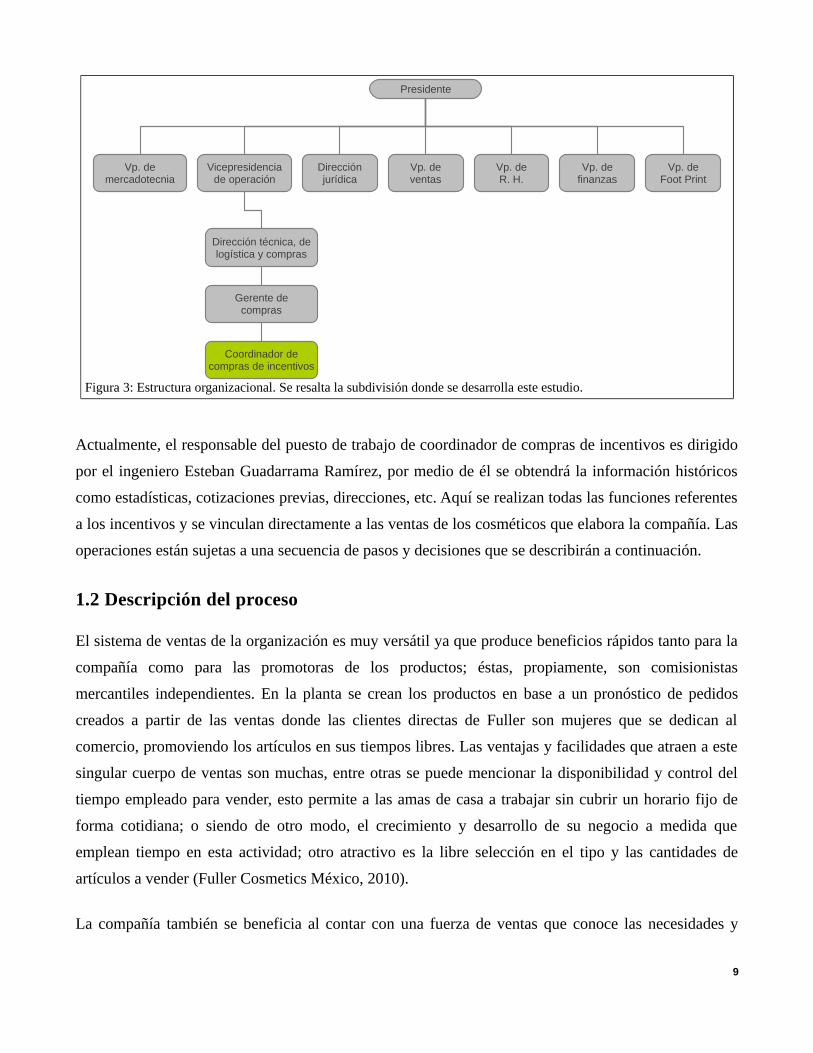
1.2.1 Descripción del sistema de incentivos
Como se ha dicho anteriormente, esta empresa mantiene la productividad de sus vendedoras
independientes mediante la motivación de adquirir premios prácticos y útiles, ya sean tangibles como
electrodomésticos y regalos de todo tipo, o intangibles como viajes. El proceso general entre Fuller y la
parte externa comienza cuando el departamento de mercadotecnia provee de un catálogo de productos a
la vendedora, quien solicita los cosméticos según su capacidad de ventas. El departamento de ventas
recibe la orden de pedido y envía los productos toda vez que se comprueba el pago y la vendedora
puede entonces obtener ganancias como comercializadora de los productos recibidos.
Con el dinero de la venta, la firma obtiene ingresos para comprar materias primas y efectuar pagos para
continuar sus operaciones. Mientras tanto, la división de ventas captura en el sistema electrónico los
ingresos y sus respectivas compradoras. El departamento de incentivos consulta en el sistema los
movimientos y los convierte a puntos, se supondrá que un punto equivale a un peso en productos
vendidos. Esta última área da a conocer los premios disponibles a la trabajadora por medio de las
publicaciones previamente preparadas. Es así que las vendedoras conocen y solicitan los incentivos a
Fuller. La última fase de este proceso general es el envío y la entrega de la recompensa en manos de la
vendedora. La figura 4 es un esquema que describe lo anterior.
10
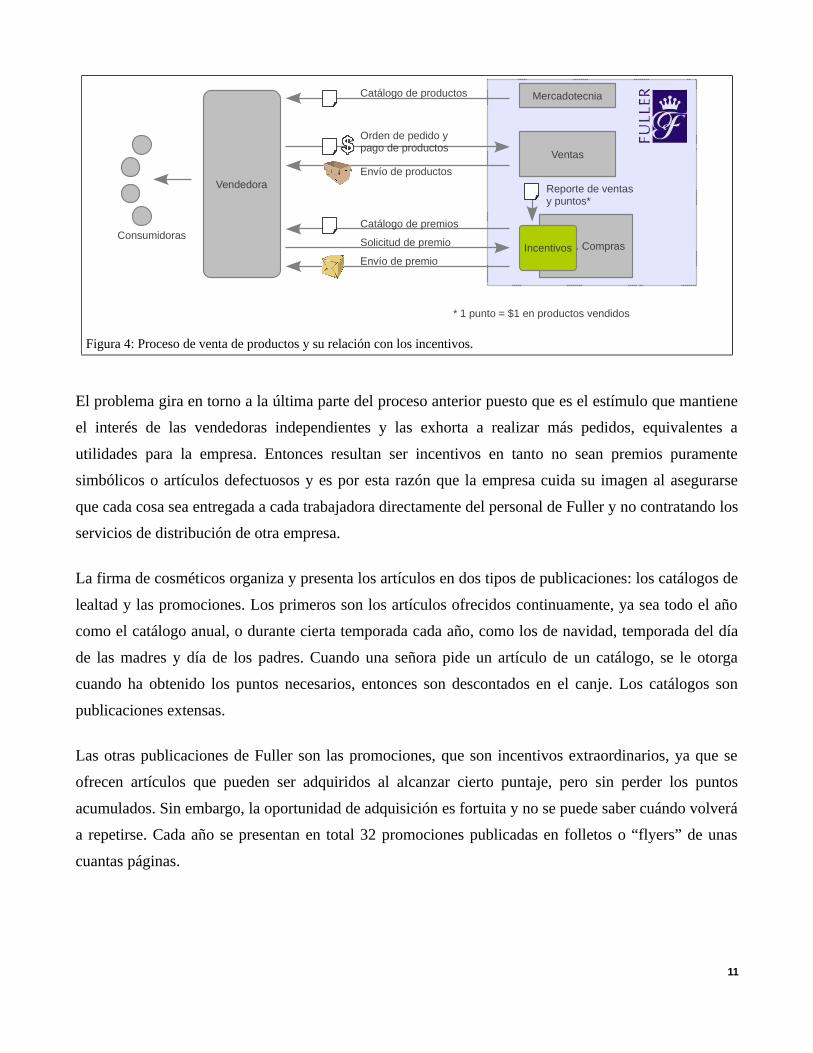
El problema gira en torno a la última parte del proceso anterior puesto que es el estímulo que mantiene
el interés de las vendedoras independientes y las exhorta a realizar más pedidos, equivalentes a
utilidades para la empresa. Entonces resultan ser incentivos en tanto no sean premios puramente
simbólicos o artículos defectuosos y es por esta razón que la empresa cuida su imagen al asegurarse
que cada cosa sea entregada a cada trabajadora directamente del personal de Fuller y no contratando los
servicios de distribución de otra empresa.
La firma de cosméticos organiza y presenta los artículos en dos tipos de publicaciones: los catálogos de
lealtad y las promociones. Los primeros son los artículos ofrecidos continuamente, ya sea todo el año
como el catálogo anual, o durante cierta temporada cada año, como los de navidad, temporada del día
de las madres y día de los padres. Cuando una señora pide un artículo de un catálogo, se le otorga
cuando ha obtenido los puntos necesarios, entonces son descontados en el canje. Los catálogos son
publicaciones extensas.
Las otras publicaciones de Fuller son las promociones, que son incentivos extraordinarios, ya que se
ofrecen artículos que pueden ser adquiridos al alcanzar cierto puntaje, pero sin perder los puntos
acumulados. Sin embargo, la oportunidad de adquisición es fortuita y no se puede saber cuándo volverá
a repetirse. Cada año se presentan en total 32 promociones publicadas en folletos o “flyers” de unas
cuantas páginas.
11
Figura 4: Proceso de venta de productos y su relación con los incentivos.
Vendedora
Depto. Compras
Ventas
Mercadotecnia
Reporte de ventas y puntos*
* 1 punto = $1 en productos vendidos
IncentivosConsumidoras
Catálogo de productos
Orden de pedido y pago de productos
Envío de productos
Catálogo de premios
Solicitud de premio
Envío de premio
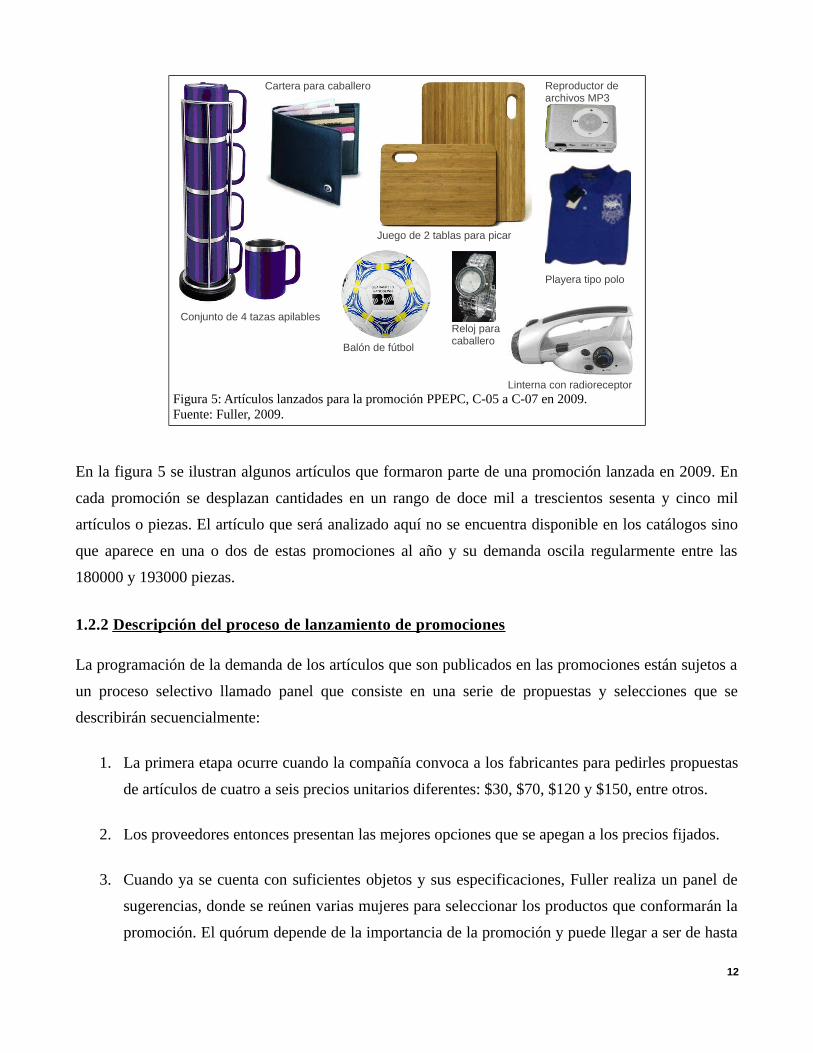
En la figura 5 se ilustran algunos artículos que formaron parte de una promoción lanzada en 2009. En
cada promoción se desplazan cantidades en un rango de doce mil a trescientos sesenta y cinco mil
artículos o piezas. El artículo que será analizado aquí no se encuentra disponible en los catálogos sino
que aparece en una o dos de estas promociones al año y su demanda oscila regularmente entre las
180000 y 193000 piezas.
1.2.2 Descripción del proceso de lanzamiento de promociones
La programación de la demanda de los artículos que son publicados en las promociones están sujetos a
un proceso selectivo llamado panel que consiste en una serie de propuestas y selecciones que se
describirán secuencialmente:
1. La primera etapa ocurre cuando la compañía convoca a los fabricantes para pedirles propuestas
de artículos de cuatro a seis precios unitarios diferentes: $30, $70, $120 y $150, entre otros.
2. Los proveedores entonces presentan las mejores opciones que se apegan a los precios fijados.
3. Cuando ya se cuenta con suficientes objetos y sus especificaciones, Fuller realiza un panel de
sugerencias, donde se reúnen varias mujeres para seleccionar los productos que conformarán la
promoción. El quórum depende de la importancia de la promoción y puede llegar a ser de hasta
12
Figura 5: Artículos lanzados para la promoción PPEPC, C-05 a C-07 en 2009.Fuente: Fuller, 2009.
Cartera para caballero
Linterna con radioreceptor
Balón de fútbol
Reloj paracaballero
Reproductor dearchivos MP3
Conjunto de 4 tazas apilables
Playera tipo polo
Juego de 2 tablas para picar
500 señoras cuando la magnitud de la promoción es muy fuerte.
4. Las decisiones finales están a cargo de la compañía, la cual valida los artículos y descarta los
que ya se han ofrecido con mucha frecuencia.
5. Por último, mercadotecnia calcula pronósticos de demanda para obtener las cantidades a pedir.
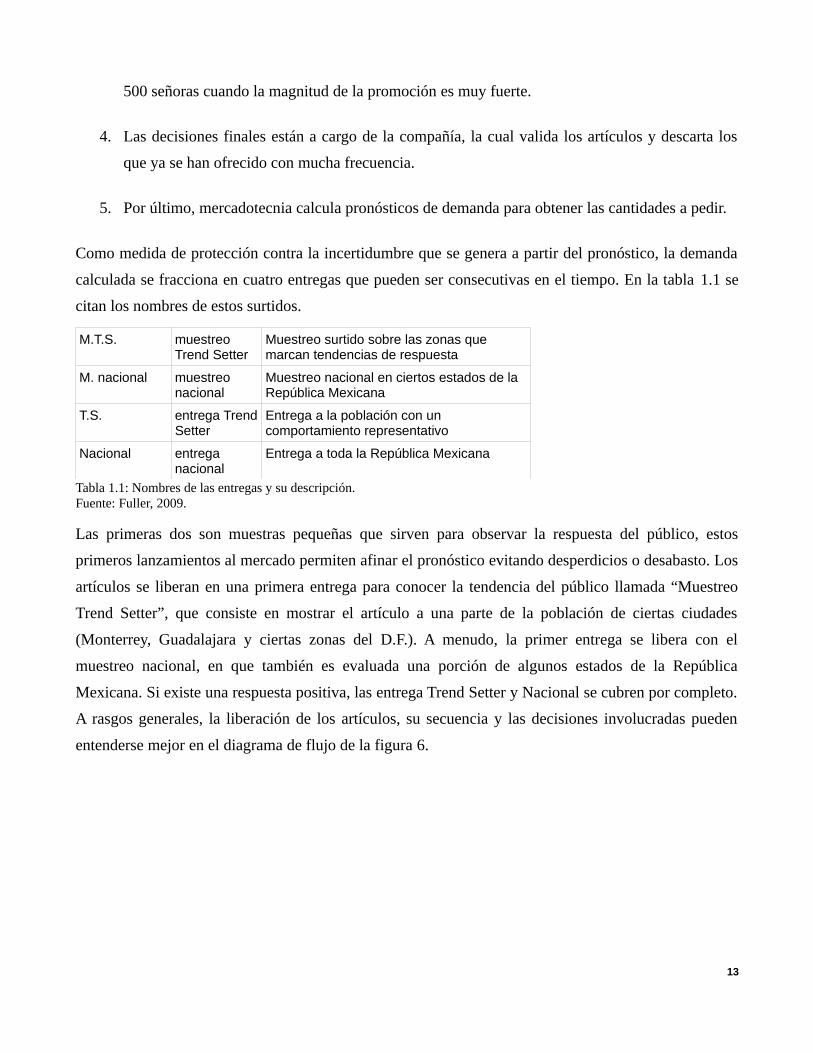
Como medida de protección contra la incertidumbre que se genera a partir del pronóstico, la demanda
calculada se fracciona en cuatro entregas que pueden ser consecutivas en el tiempo. En la tabla 1.1 se
citan los nombres de estos surtidos.
M.T.S. muestreo Trend Setter
Muestreo surtido sobre las zonas que marcan tendencias de respuesta
M. nacional muestreo nacional
Muestreo nacional en ciertos estados de la República Mexicana
T.S. entrega Trend Setter
Entrega a la población con un comportamiento representativo
Nacional entrega nacional
Entrega a toda la República Mexicana
Tabla 1.1: Nombres de las entregas y su descripción.Fuente: Fuller, 2009.
Las primeras dos son muestras pequeñas que sirven para observar la respuesta del público, estos
primeros lanzamientos al mercado permiten afinar el pronóstico evitando desperdicios o desabasto. Los
artículos se liberan en una primera entrega para conocer la tendencia del público llamada “Muestreo
Trend Setter”, que consiste en mostrar el artículo a una parte de la población de ciertas ciudades
(Monterrey, Guadalajara y ciertas zonas del D.F.). A menudo, la primer entrega se libera con el
muestreo nacional, en que también es evaluada una porción de algunos estados de la República
Mexicana. Si existe una respuesta positiva, las entrega Trend Setter y Nacional se cubren por completo.
A rasgos generales, la liberación de los artículos, su secuencia y las decisiones involucradas pueden
entenderse mejor en el diagrama de flujo de la figura 6.
13
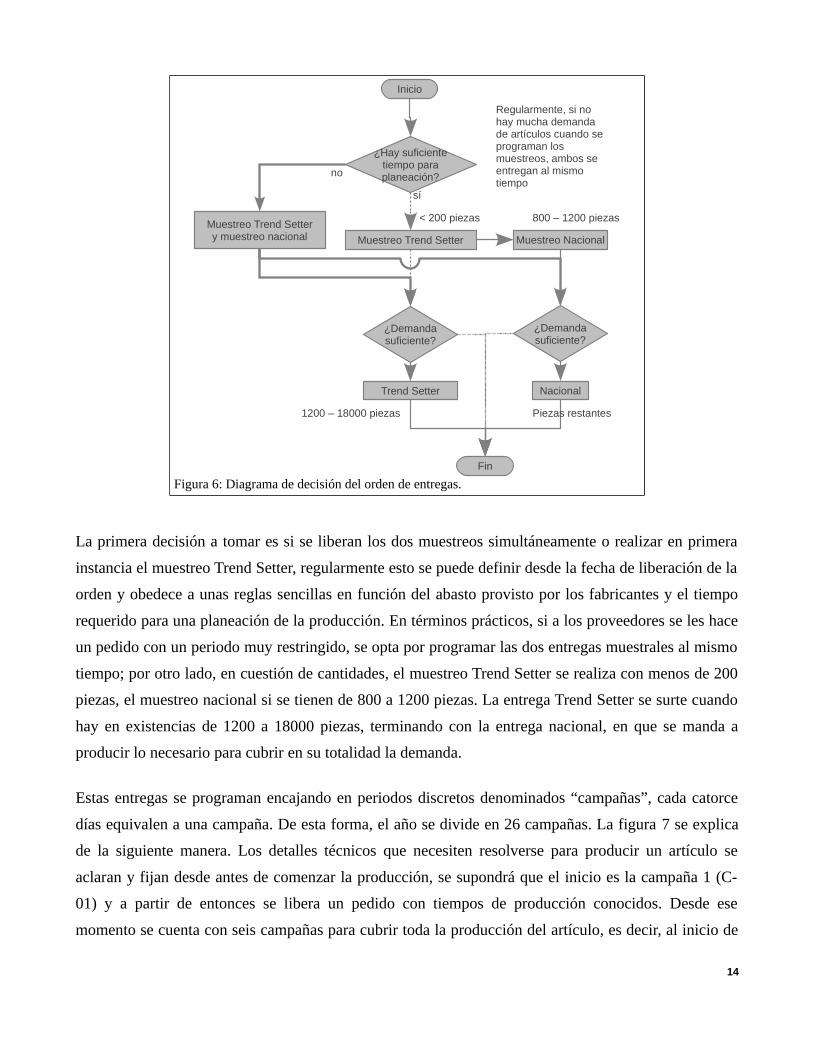
La primera decisión a tomar es si se liberan los dos muestreos simultáneamente o realizar en primera
instancia el muestreo Trend Setter, regularmente esto se puede definir desde la fecha de liberación de la
orden y obedece a unas reglas sencillas en función del abasto provisto por los fabricantes y el tiempo
requerido para una planeación de la producción. En términos prácticos, si a los proveedores se les hace
un pedido con un periodo muy restringido, se opta por programar las dos entregas muestrales al mismo
tiempo; por otro lado, en cuestión de cantidades, el muestreo Trend Setter se realiza con menos de 200
piezas, el muestreo nacional si se tienen de 800 a 1200 piezas. La entrega Trend Setter se surte cuando
hay en existencias de 1200 a 18000 piezas, terminando con la entrega nacional, en que se manda a
producir lo necesario para cubrir en su totalidad la demanda.
Estas entregas se programan encajando en periodos discretos denominados “campañas”, cada catorce
días equivalen a una campaña. De esta forma, el año se divide en 26 campañas. La figura 7 se explica
de la siguiente manera. Los detalles técnicos que necesiten resolverse para producir un artículo se
aclaran y fijan desde antes de comenzar la producción, se supondrá que el inicio es la campaña 1 (C-
01) y a partir de entonces se libera un pedido con tiempos de producción conocidos. Desde ese
momento se cuenta con seis campañas para cubrir toda la producción del artículo, es decir, al inicio de
14
Figura 6: Diagrama de decisión del orden de entregas.
Inicio
Muestreo Trend Setter
¿Demandasuficiente?
Fin
Muestreo Nacional
Trend Setter
¿Demandasuficiente?
Nacional
no
¿Hay suficientetiempo paraplaneación?
sí
Muestreo Trend Settery muestreo nacional
Regularmente, si no hay mucha demanda de artículos cuando se programan los muestreos, ambos se entregan al mismo tiempo
1200 – 18000 piezas Piezas restantes
< 200 piezas 800 – 1200 piezas
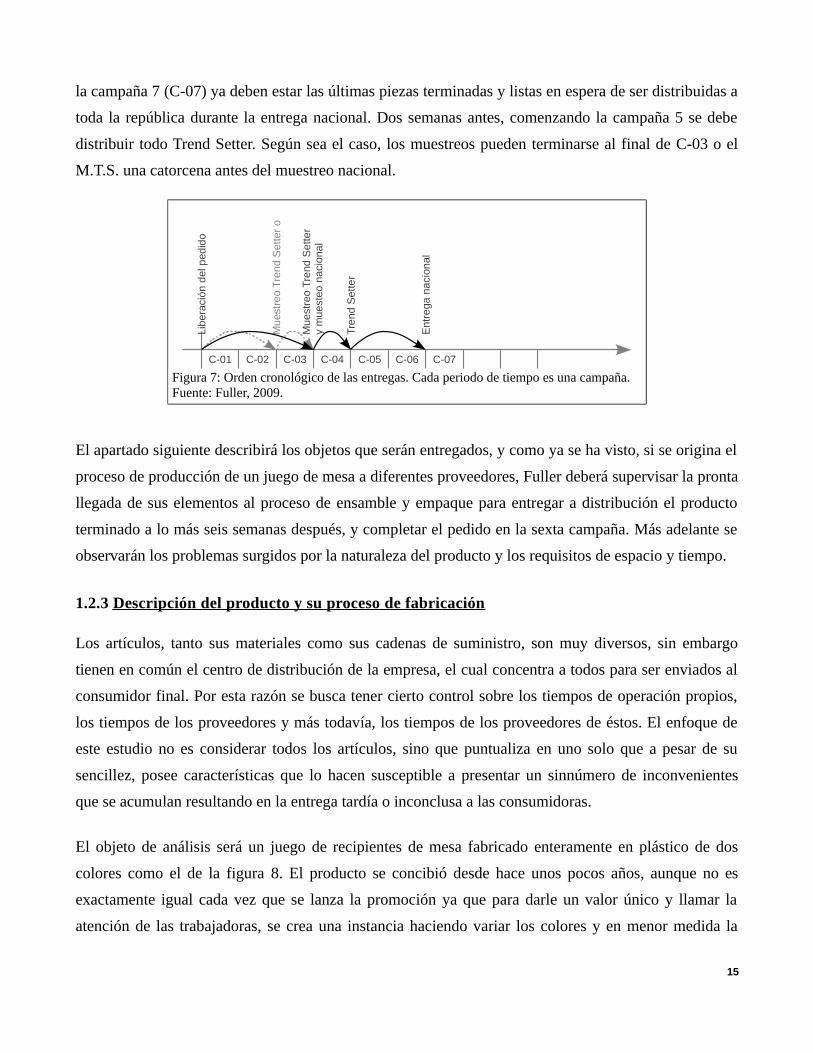
la campaña 7 (C-07) ya deben estar las últimas piezas terminadas y listas en espera de ser distribuidas a
toda la república durante la entrega nacional. Dos semanas antes, comenzando la campaña 5 se debe
distribuir todo Trend Setter. Según sea el caso, los muestreos pueden terminarse al final de C-03 o el
M.T.S. una catorcena antes del muestreo nacional.
El apartado siguiente describirá los objetos que serán entregados, y como ya se ha visto, si se origina el
proceso de producción de un juego de mesa a diferentes proveedores, Fuller deberá supervisar la pronta
llegada de sus elementos al proceso de ensamble y empaque para entregar a distribución el producto
terminado a lo más seis semanas después, y completar el pedido en la sexta campaña. Más adelante se
observarán los problemas surgidos por la naturaleza del producto y los requisitos de espacio y tiempo.
1.2.3 Descripción del producto y su proceso de fabricación
Los artículos, tanto sus materiales como sus cadenas de suministro, son muy diversos, sin embargo
tienen en común el centro de distribución de la empresa, el cual concentra a todos para ser enviados al
consumidor final. Por esta razón se busca tener cierto control sobre los tiempos de operación propios,
los tiempos de los proveedores y más todavía, los tiempos de los proveedores de éstos. El enfoque de
este estudio no es considerar todos los artículos, sino que puntualiza en uno solo que a pesar de su
sencillez, posee características que lo hacen susceptible a presentar un sinnúmero de inconvenientes
que se acumulan resultando en la entrega tardía o inconclusa a las consumidoras.
El objeto de análisis será un juego de recipientes de mesa fabricado enteramente en plástico de dos
colores como el de la figura 8. El producto se concibió desde hace unos pocos años, aunque no es
exactamente igual cada vez que se lanza la promoción ya que para darle un valor único y llamar la
atención de las trabajadoras, se crea una instancia haciendo variar los colores y en menor medida la
15
Figura 7: Orden cronológico de las entregas. Cada periodo de tiempo es una campaña.Fuente: Fuller, 2009.
C-01 C-02 C-03 C-04 C-05 C-06 C-07
Lib
erac
ión
del
pe d
ido
Mu
estr
eo
Tre
nd
Set
ter
o
Mue
stre
o T
rend
Se
tter
y m
ues
teo
naci
ona
l
Tre
nd S
ette
r
Ent
rega
na
cion
a l

forma y número de los recipientes, no obstante, esto provoca distintas condiciones de fabricación. Este
tipo de paquetes se ordenan cada año con una demanda favorable y presenta uno de los mayores
márgenes de utilidad comparándolo con otros artículos, características que lo convierten en un producto
importante entre los demás artículos ofrecidos por la compañía. Durante la redacción de este trabajo
hubo dos lanzamientos, uno en el año 2009 y otro en el 2010.
A pesar de estar hecho del mismo tipo de plástico, para obtener el “set de mesa” más económico se
elaboran órdenes de pedido a varios proveedores en base a listas de precios examinadas de sus
cotizaciones. En el Anexo 1 de la página 67 se despliega un ejemplo de estas listas de precios. Tres de
ellos son fabricantes de objetos de plásticos y uno más es el responsable de las cajas de empaque.
En la foto de la figura 8 se muestra el conjunto entregado durante las campañas C-05, C-06 y C-07 del
año 2009 como parte de la promoción designada con la clave PPEPC. Particularmente, todos fueron
fabricados en rojo cereza y blanco. En dicha ocasión, un fabricante (Ragoli) moldeó los vasos, otro más
(PEC) fabricó la jarra, el guisadero y el sopero con sus respectivas tapas y el tercero (Plastiheat)
elaboró las asas y el contenedor cónico para integrar el conjunto del año 2009. En la tabla 1.2 se
resumen sus características y costos. La demanda esperada en esa ocasión ascendió a 159000 piezas, lo
cual representaría un costo cercano a los $11 064 810. Las señoras podían adquirir el premio si
16
Figura 8: Conjunto de mesa. Foto y composición publicados por la compañía Fuller.Fuente: Fuller, 2009.
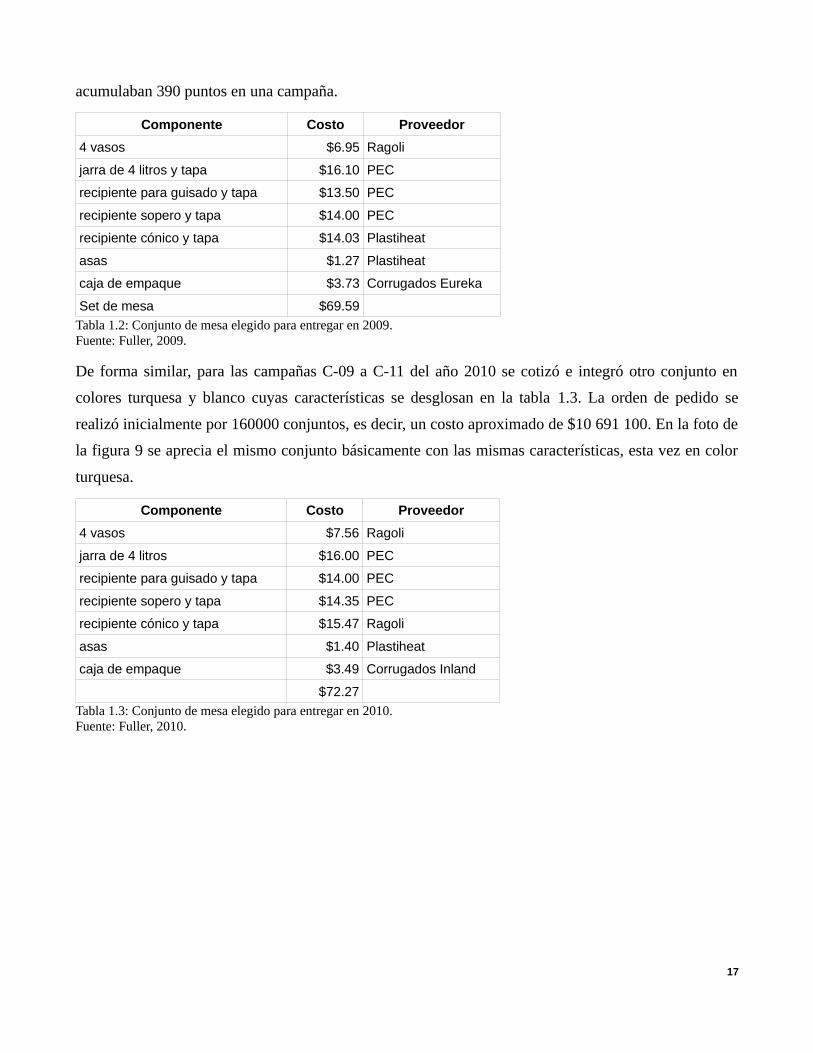
acumulaban 390 puntos en una campaña.
Componente Costo Proveedor
4 vasos $6.95 Ragoli
jarra de 4 litros y tapa $16.10 PEC
recipiente para guisado y tapa $13.50 PEC
recipiente sopero y tapa $14.00 PEC
recipiente cónico y tapa $14.03 Plastiheat
asas $1.27 Plastiheat
caja de empaque $3.73 Corrugados Eureka
Set de mesa $69.59
Tabla 1.2: Conjunto de mesa elegido para entregar en 2009.Fuente: Fuller, 2009.
De forma similar, para las campañas C-09 a C-11 del año 2010 se cotizó e integró otro conjunto en
colores turquesa y blanco cuyas características se desglosan en la tabla 1.3. La orden de pedido se
realizó inicialmente por 160000 conjuntos, es decir, un costo aproximado de $10 691 100. En la foto de
la figura 9 se aprecia el mismo conjunto básicamente con las mismas características, esta vez en color
turquesa.
Componente Costo Proveedor
4 vasos $7.56 Ragoli
jarra de 4 litros $16.00 PEC
recipiente para guisado y tapa $14.00 PEC
recipiente sopero y tapa $14.35 PEC
recipiente cónico y tapa $15.47 Ragoli
asas $1.40 Plastiheat
caja de empaque $3.49 Corrugados Inland
$72.27
Tabla 1.3: Conjunto de mesa elegido para entregar en 2010.Fuente: Fuller, 2010.
17
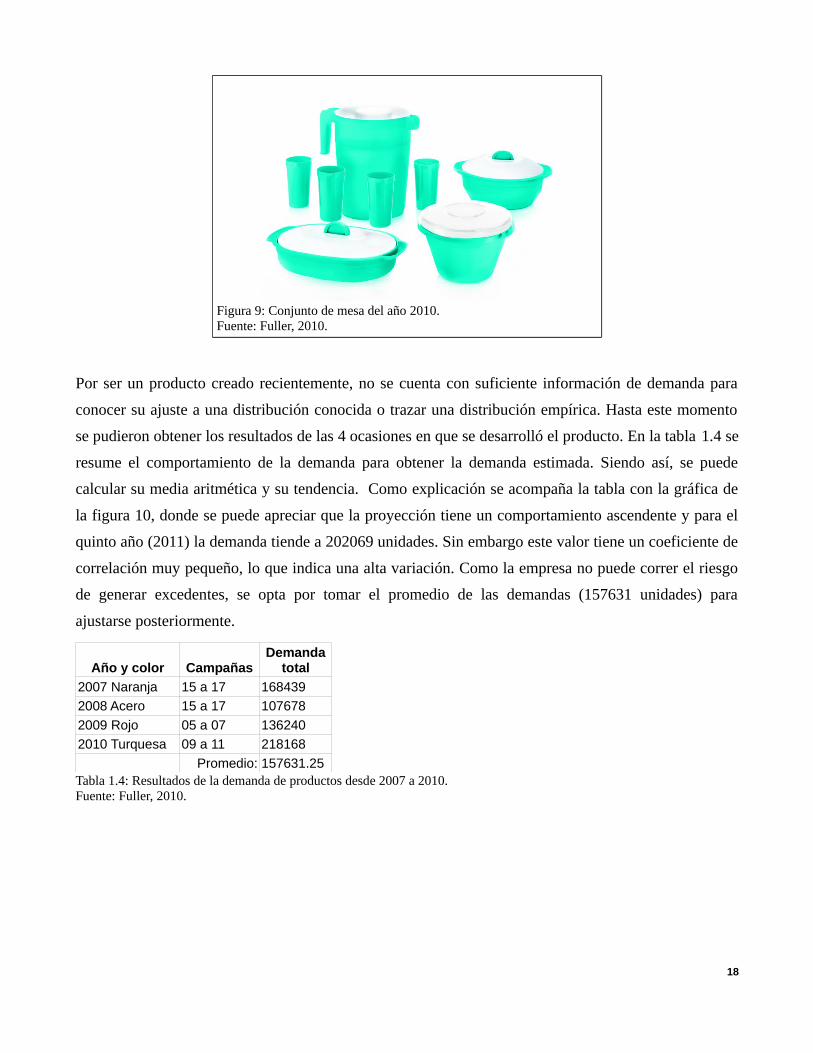
Por ser un producto creado recientemente, no se cuenta con suficiente información de demanda para
conocer su ajuste a una distribución conocida o trazar una distribución empírica. Hasta este momento
se pudieron obtener los resultados de las 4 ocasiones en que se desarrolló el producto. En la tabla 1.4 se
resume el comportamiento de la demanda para obtener la demanda estimada. Siendo así, se puede
calcular su media aritmética y su tendencia. Como explicación se acompaña la tabla con la gráfica de
la figura 10, donde se puede apreciar que la proyección tiene un comportamiento ascendente y para el
quinto año (2011) la demanda tiende a 202069 unidades. Sin embargo este valor tiene un coeficiente de
correlación muy pequeño, lo que indica una alta variación. Como la empresa no puede correr el riesgo
de generar excedentes, se opta por tomar el promedio de las demandas (157631 unidades) para
ajustarse posteriormente.
Año y color CampañasDemanda
total
2007 Naranja 15 a 17 168439
2008 Acero 15 a 17 107678
2009 Rojo 05 a 07 136240
2010 Turquesa 09 a 11 218168
Promedio: 157631.25Tabla 1.4: Resultados de la demanda de productos desde 2007 a 2010.Fuente: Fuller, 2010.
18
Figura 9: Conjunto de mesa del año 2010.Fuente: Fuller, 2010.
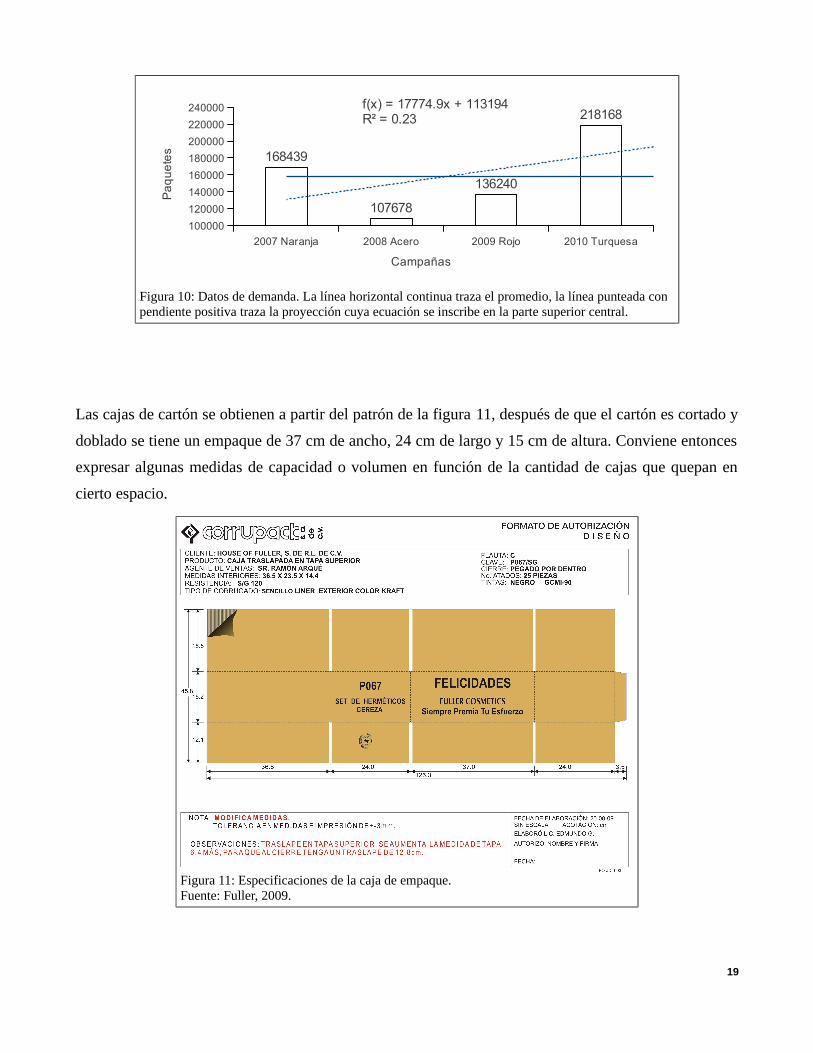
Las cajas de cartón se obtienen a partir del patrón de la figura 11, después de que el cartón es cortado y
doblado se tiene un empaque de 37 cm de ancho, 24 cm de largo y 15 cm de altura. Conviene entonces
expresar algunas medidas de capacidad o volumen en función de la cantidad de cajas que quepan en
cierto espacio.
19
Figura 11: Especificaciones de la caja de empaque.Fuente: Fuller, 2009.
Figura 10: Datos de demanda. La línea horizontal continua traza el promedio, la línea punteada con pendiente positiva traza la proyección cuya ecuación se inscribe en la parte superior central.
2007 Naranja 2008 Acero 2009 Rojo 2010 Turquesa
100000
120000
140000
160000
180000
200000
220000
240000
168439
107678
136240
218168f(x) = 17774.9x + 113194R² = 0.23
Campañas
Pa
qu
ete
s
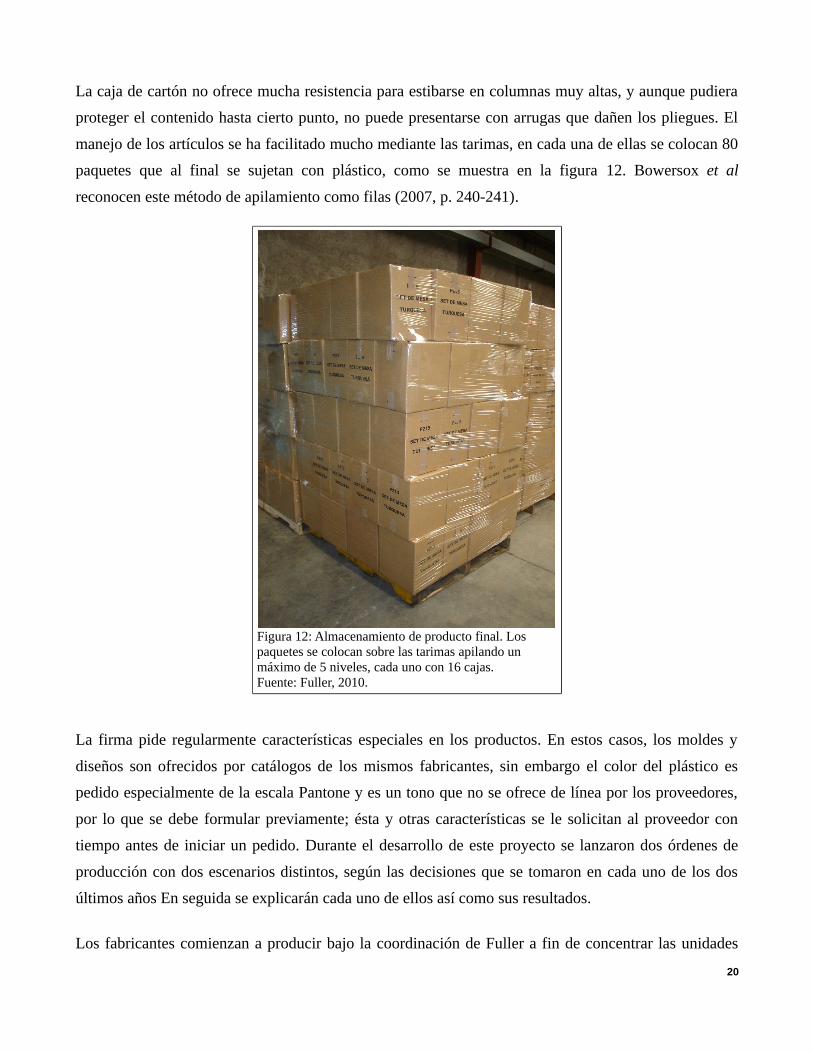
La caja de cartón no ofrece mucha resistencia para estibarse en columnas muy altas, y aunque pudiera
proteger el contenido hasta cierto punto, no puede presentarse con arrugas que dañen los pliegues. El
manejo de los artículos se ha facilitado mucho mediante las tarimas, en cada una de ellas se colocan 80
paquetes que al final se sujetan con plástico, como se muestra en la figura 12. Bowersox et al
reconocen este método de apilamiento como filas (2007, p. 240-241).
La firma pide regularmente características especiales en los productos. En estos casos, los moldes y
diseños son ofrecidos por catálogos de los mismos fabricantes, sin embargo el color del plástico es
pedido especialmente de la escala Pantone y es un tono que no se ofrece de línea por los proveedores,
por lo que se debe formular previamente; ésta y otras características se le solicitan al proveedor con
tiempo antes de iniciar un pedido. Durante el desarrollo de este proyecto se lanzaron dos órdenes de
producción con dos escenarios distintos, según las decisiones que se tomaron en cada uno de los dos
últimos años En seguida se explicarán cada uno de ellos así como sus resultados.
Los fabricantes comienzan a producir bajo la coordinación de Fuller a fin de concentrar las unidades
20
Figura 12: Almacenamiento de producto final. Los paquetes se colocan sobre las tarimas apilando un máximo de 5 niveles, cada uno con 16 cajas.Fuente: Fuller, 2010.
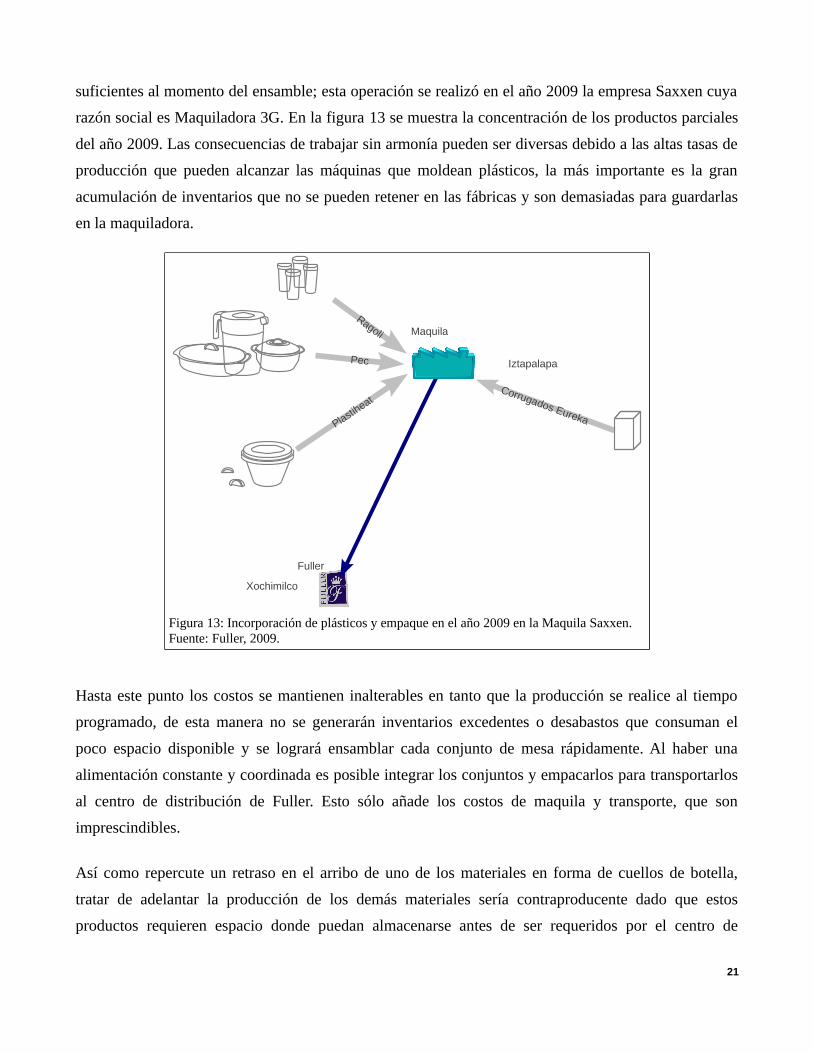
suficientes al momento del ensamble; esta operación se realizó en el año 2009 la empresa Saxxen cuya
razón social es Maquiladora 3G. En la figura 13 se muestra la concentración de los productos parciales
del año 2009. Las consecuencias de trabajar sin armonía pueden ser diversas debido a las altas tasas de
producción que pueden alcanzar las máquinas que moldean plásticos, la más importante es la gran
acumulación de inventarios que no se pueden retener en las fábricas y son demasiadas para guardarlas
en la maquiladora.
Hasta este punto los costos se mantienen inalterables en tanto que la producción se realice al tiempo
programado, de esta manera no se generarán inventarios excedentes o desabastos que consuman el
poco espacio disponible y se logrará ensamblar cada conjunto de mesa rápidamente. Al haber una
alimentación constante y coordinada es posible integrar los conjuntos y empacarlos para transportarlos
al centro de distribución de Fuller. Esto sólo añade los costos de maquila y transporte, que son
imprescindibles.
Así como repercute un retraso en el arribo de uno de los materiales en forma de cuellos de botella,
tratar de adelantar la producción de los demás materiales sería contraproducente dado que estos
productos requieren espacio donde puedan almacenarse antes de ser requeridos por el centro de
21
Figura 13: Incorporación de plásticos y empaque en el año 2009 en la Maquila Saxxen.Fuente: Fuller, 2009.
Iztapalapa
Xochimilco
Corrugados Eureka
Fuller
Pec
Ragoli
Plastiheat
Maquila
distribución de Fuller. Es necesario entonces ampliar el panorama de la problemática describiendo la
forma en que se administran y transportan las piezas fabricadas.
1.2.4 Descripción del proceso de gestión y transporte
La fabricación de los artículos que elaboran y entregan los proveedores es supervisada por la compañía
de cosméticos aunque es un conjunto de operaciones que no puede controlar directamente. Por esta
razón, no se busca la eficiencia de cada fase del proceso, sino obtener los productos final a tiempo y
bajo las condiciones acordadas. El centro de interés es la gestión de las entregas ya que una correcta
planeación mantendrá los costos bajos y cada retraso repercute económicamente de forma drástica.
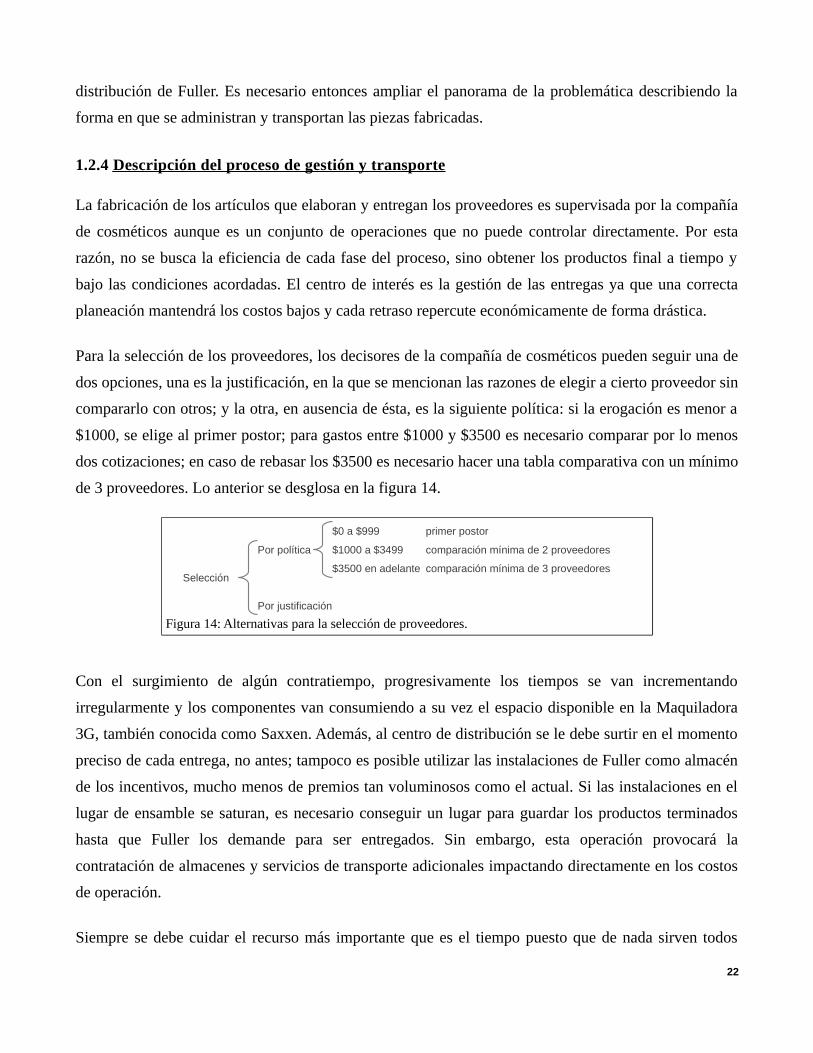
Para la selección de los proveedores, los decisores de la compañía de cosméticos pueden seguir una de
dos opciones, una es la justificación, en la que se mencionan las razones de elegir a cierto proveedor sin
compararlo con otros; y la otra, en ausencia de ésta, es la siguiente política: si la erogación es menor a
$1000, se elige al primer postor; para gastos entre $1000 y $3500 es necesario comparar por lo menos
dos cotizaciones; en caso de rebasar los $3500 es necesario hacer una tabla comparativa con un mínimo
de 3 proveedores. Lo anterior se desglosa en la figura 14.
Con el surgimiento de algún contratiempo, progresivamente los tiempos se van incrementando
irregularmente y los componentes van consumiendo a su vez el espacio disponible en la Maquiladora
3G, también conocida como Saxxen. Además, al centro de distribución se le debe surtir en el momento
preciso de cada entrega, no antes; tampoco es posible utilizar las instalaciones de Fuller como almacén
de los incentivos, mucho menos de premios tan voluminosos como el actual. Si las instalaciones en el
lugar de ensamble se saturan, es necesario conseguir un lugar para guardar los productos terminados
hasta que Fuller los demande para ser entregados. Sin embargo, esta operación provocará la
contratación de almacenes y servicios de transporte adicionales impactando directamente en los costos
de operación.
Siempre se debe cuidar el recurso más importante que es el tiempo puesto que de nada sirven todos
22
Figura 14: Alternativas para la selección de proveedores.
Selección
Por política
$0 a $999 primer postor
$3500 en adelante
$1000 a $3499 comparación mínima de 2 proveedores
comparación mínima de 3 proveedores
Por justificación
estos movimientos si los productos no llegan cuando Fuller los solicita. En el año 2009, la selección de
las bodegas de Topilejo se efectuó por justificación, destacando el precio y la distancia. Al momento de
presentarse una promoción emergente se debe elegir a un proveedor con mayor premura, no es
recomendable demorar más de una semana.
A pesar de que la fabricación es ajena a Fuller, puntualmente se le da seguimiento a partir de la
liberación de la orden y en el transcurso de los 45 a 50 días en que se hacen las entregas parciales. Si
esta planeación se logra con armonía, por añadidura se minimizará el trayecto. No obstante del
meticuloso esfuerzo de planeación, siempre surgen imprevistos al combinar factores como la geografía,
las normas de tránsito, los contratos, etc. Algunos de éstos se tratarán en el apartado siguiente y el
lector podrá percibir con claridad la forma en que crece el problema cuando se contemplan todos estos
aspectos.
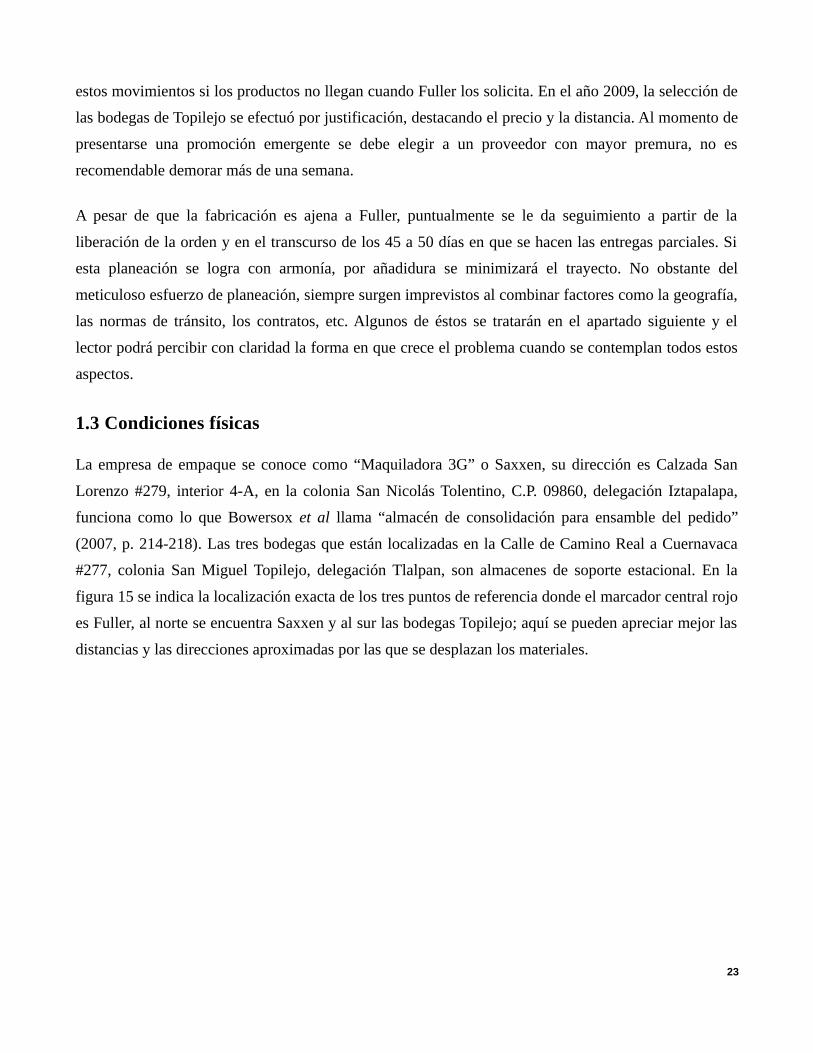
1.3 Condiciones físicas
La empresa de empaque se conoce como “Maquiladora 3G” o Saxxen, su dirección es Calzada San
Lorenzo #279, interior 4-A, en la colonia San Nicolás Tolentino, C.P. 09860, delegación Iztapalapa,
funciona como lo que Bowersox et al llama “almacén de consolidación para ensamble del pedido”
(2007, p. 214-218). Las tres bodegas que están localizadas en la Calle de Camino Real a Cuernavaca
#277, colonia San Miguel Topilejo, delegación Tlalpan, son almacenes de soporte estacional. En la
figura 15 se indica la localización exacta de los tres puntos de referencia donde el marcador central rojo
es Fuller, al norte se encuentra Saxxen y al sur las bodegas Topilejo; aquí se pueden apreciar mejor las
distancias y las direcciones aproximadas por las que se desplazan los materiales.
23
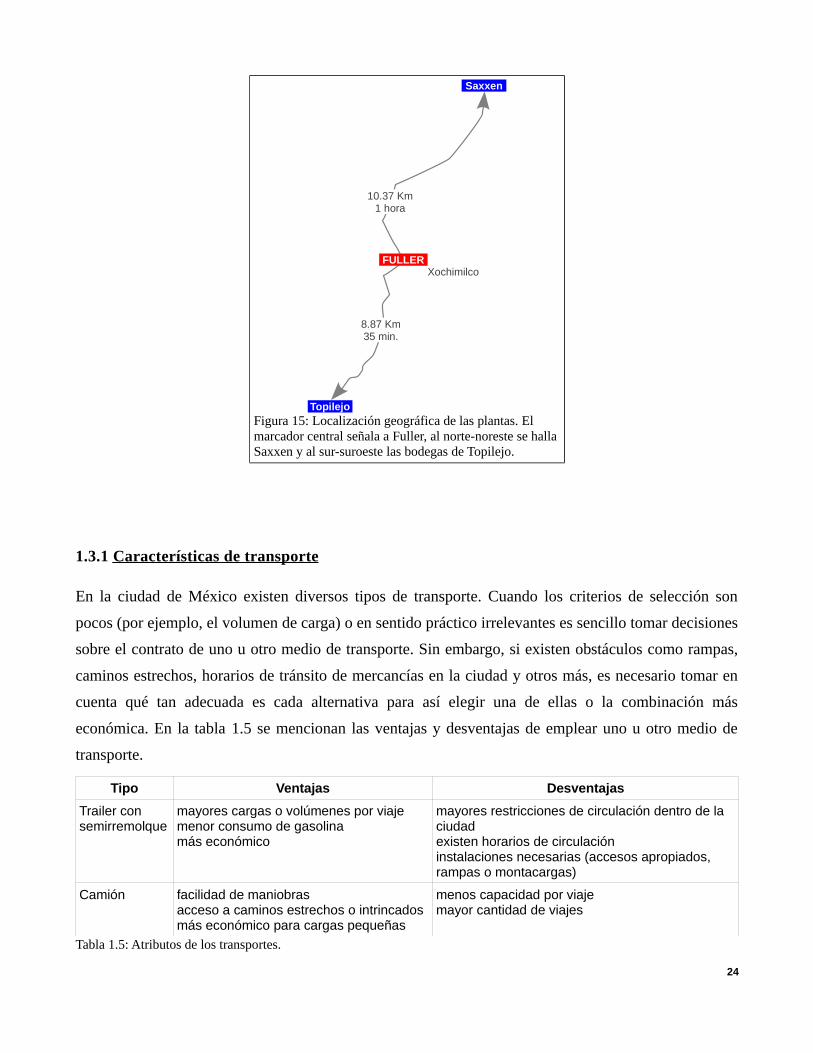
1.3.1 Características de transporte
En la ciudad de México existen diversos tipos de transporte. Cuando los criterios de selección son
pocos (por ejemplo, el volumen de carga) o en sentido práctico irrelevantes es sencillo tomar decisiones
sobre el contrato de uno u otro medio de transporte. Sin embargo, si existen obstáculos como rampas,
caminos estrechos, horarios de tránsito de mercancías en la ciudad y otros más, es necesario tomar en
cuenta qué tan adecuada es cada alternativa para así elegir una de ellas o la combinación más
económica. En la tabla 1.5 se mencionan las ventajas y desventajas de emplear uno u otro medio de
transporte.
Tipo Ventajas Desventajas
Trailer con semirremolque
mayores cargas o volúmenes por viajemenor consumo de gasolinamás económico
mayores restricciones de circulación dentro de la ciudadexisten horarios de circulacióninstalaciones necesarias (accesos apropiados, rampas o montacargas)
Camión facilidad de maniobrasacceso a caminos estrechos o intrincadosmás económico para cargas pequeñas
menos capacidad por viajemayor cantidad de viajes
Tabla 1.5: Atributos de los transportes.
24
Figura 15: Localización geográfica de las plantas. El marcador central señala a Fuller, al norte-noreste se halla Saxxen y al sur-suroeste las bodegas de Topilejo.
10.37 Km1 hora
8.87 Km35 min.
FULLER
Topilejo
Saxxen
Xochimilco
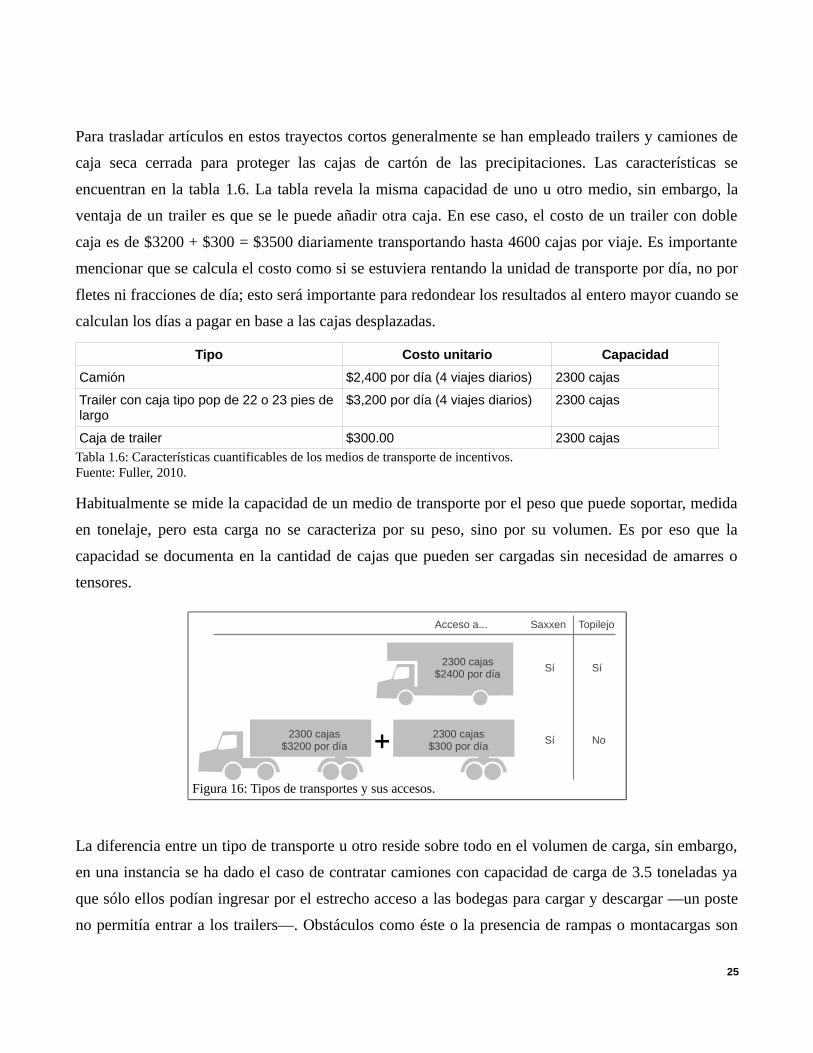
Para trasladar artículos en estos trayectos cortos generalmente se han empleado trailers y camiones de
caja seca cerrada para proteger las cajas de cartón de las precipitaciones. Las características se
encuentran en la tabla 1.6. La tabla revela la misma capacidad de uno u otro medio, sin embargo, la
ventaja de un trailer es que se le puede añadir otra caja. En ese caso, el costo de un trailer con doble
caja es de $3200 + $300 = $3500 diariamente transportando hasta 4600 cajas por viaje. Es importante
mencionar que se calcula el costo como si se estuviera rentando la unidad de transporte por día, no por
fletes ni fracciones de día; esto será importante para redondear los resultados al entero mayor cuando se
calculan los días a pagar en base a las cajas desplazadas.
Tipo Costo unitario Capacidad
Camión $2,400 por día (4 viajes diarios) 2300 cajas
Trailer con caja tipo pop de 22 o 23 pies de largo
$3,200 por día (4 viajes diarios) 2300 cajas
Caja de trailer $300.00 2300 cajas
Tabla 1.6: Características cuantificables de los medios de transporte de incentivos.Fuente: Fuller, 2010.
Habitualmente se mide la capacidad de un medio de transporte por el peso que puede soportar, medida
en tonelaje, pero esta carga no se caracteriza por su peso, sino por su volumen. Es por eso que la
capacidad se documenta en la cantidad de cajas que pueden ser cargadas sin necesidad de amarres o
tensores.
La diferencia entre un tipo de transporte u otro reside sobre todo en el volumen de carga, sin embargo,
en una instancia se ha dado el caso de contratar camiones con capacidad de carga de 3.5 toneladas ya
que sólo ellos podían ingresar por el estrecho acceso a las bodegas para cargar y descargar —un poste
no permitía entrar a los trailers—. Obstáculos como éste o la presencia de rampas o montacargas son
25
Figura 16: Tipos de transportes y sus accesos.
2300 cajas$2400 por día
2300 cajas$3200 por día
2300 cajas$300 por día
Sí Sí
Sí No
Acceso a... Saxxen Topilejo

muy particulares en cada situación. Así como pueden ser imprevisibles, se deben documentar o
registrar para ser contemplados en contratos futuros.
1.3.2 Características de almacenes
Ya sea que se ponderan las ventajas de los medios de transporte o las de los almacenes, se deben
asociar ambos según sus características ya que la elección de un almacén puede excluir un tipo de
transporte o viceversa. La tabla 1.7 enumera algunas restricciones o ventajas considerables de los
almacenes.
Bodegas Ventajas Desventajas
3 en Topilejo Próximas a Fuller No entran trailers
1 en Saxxen Sí entran trailers costosa
Tabla 1.7: Atributos de los almacenes.
26
Figura 17: Medio de transporte tipo torton con capacidad para 2300 cajas.Fuente: Fuller, 2010.
Para las promociones de este tipo se buscan bodegas que puedan almacenar por lo menos 3000 m²,
entre las que se han encontrado con esa capacidad se debe considerar que en general, las que están
ubicadas más cerca del centro de la ciudad son más costosas. Para ejemplificar, cada una de las bodegas
en Topilejo cuestan $80000 + IVA durante tres meses, lo cual da un total de $92800, cada una tiene una
capacidad de 1000 m². Dividir esto entre 3 arroja la cantidad mensual a pagar. En la tabla 1.8 se
resumen las características de las propiedades de algunas bodegas que ofrecen sus servicios de almacén
a Fuller.
Bodegas Arrendamiento mensual Capacidad Distancia Tiempo estimado
3 en Topilejo $30,933.33 3000 m² 8.87 Km 35 minutos
1 en Saxxen $60,000.00 1000 m² 10.37 Km 1 hora
Tabla 1.8: Características cuantificables de los almacenes.Fuente: Fuller, 2010.
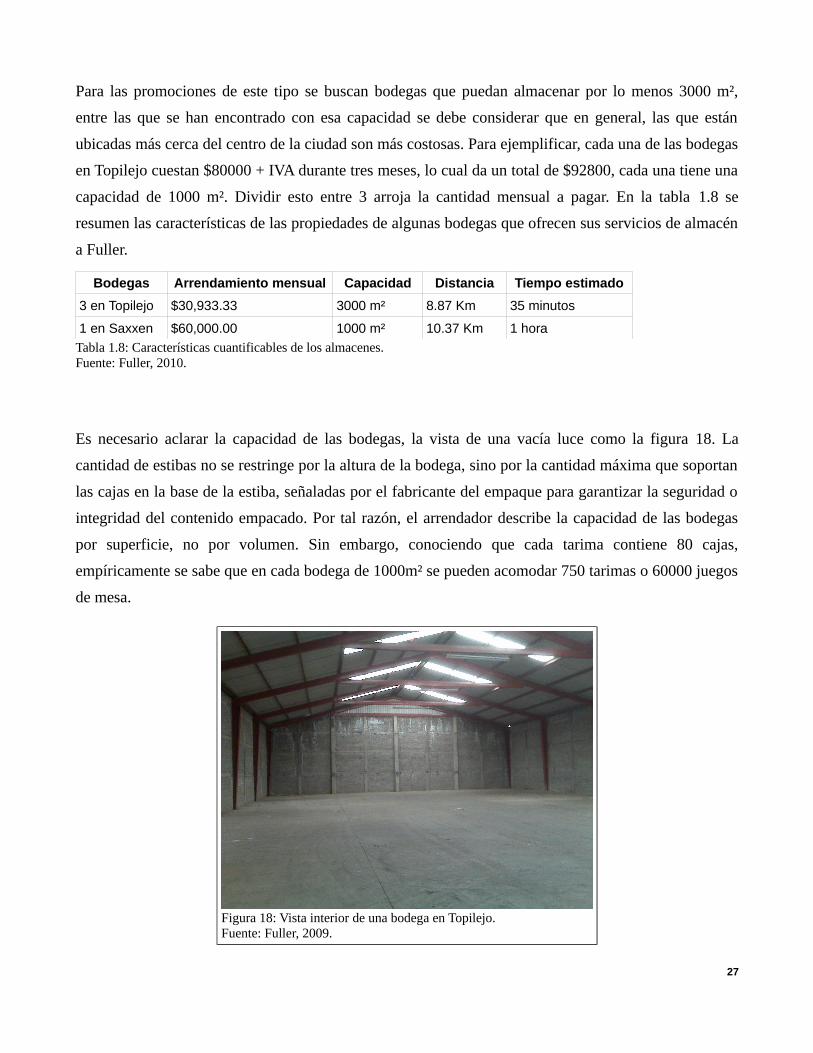
Es necesario aclarar la capacidad de las bodegas, la vista de una vacía luce como la figura 18. La
cantidad de estibas no se restringe por la altura de la bodega, sino por la cantidad máxima que soportan
las cajas en la base de la estiba, señaladas por el fabricante del empaque para garantizar la seguridad o
integridad del contenido empacado. Por tal razón, el arrendador describe la capacidad de las bodegas
por superficie, no por volumen. Sin embargo, conociendo que cada tarima contiene 80 cajas,
empíricamente se sabe que en cada bodega de 1000m² se pueden acomodar 750 tarimas o 60000 juegos
de mesa.
27
Figura 18: Vista interior de una bodega en Topilejo.Fuente: Fuller, 2009.
El tiempo de demora en la entrega de un punto a otro varía mucho, no tanto en maniobras de carga y
descarga, sino a consecuencia del tráfico generado según sea la hora en que salen los transportes ya que
los desplazamientos ocurren dentro de la ciudad de México y las situaciones como las entradas y
salidas en las escuelas repercuten sustancialmente. Incluso muchos autores prefieren la puntualidad y
disponibilidad de un medio de transporte a otro por encima de su costo (Evers, Harper y Needham,
1996, p. 13-25).
1.4 Planteamiento de la problemática
Se conoce la demanda de los últimos cuatro lanzamientos y esta variación hace notable su gran
incertidumbre para la próxima vez que se lance este conjunto, aún así es previsible que podría ser
mayor de 161877 juegos, incluso hasta 220000; un gran volumen a obtenerse en los tiempos exactos en
que son requeridas las entregas, que sean como fueren no pueden exceder la séptima catorcena. Ante tal
escenario se han elegido distintas alternativas de operación que acabaron provocando las siguientes
ineficiencias:
No se cubre la demanda. Este rezago se convierte posteriormente en “backorders” o pedidos de
producto en espera para ser atendidos hasta el próximo lanzamiento, que regularmente es en un año.
No se cumple la extensión de tiempo. Como se programan continuamente más promociones, no se
puede extender el plazo de entrega y de ser así entorpece las actividades en las campañas de los
productos venideros.
Los costos se elevan. Para vaciar las bodegas y lograr tener más espacio o transferir paquetes con
mayor rapidez se hacen contratos extraordinarios de bodegas y camiones que obligarán hacer ajustes en
los costos, perjudicando directamente la utilidad generada.
28
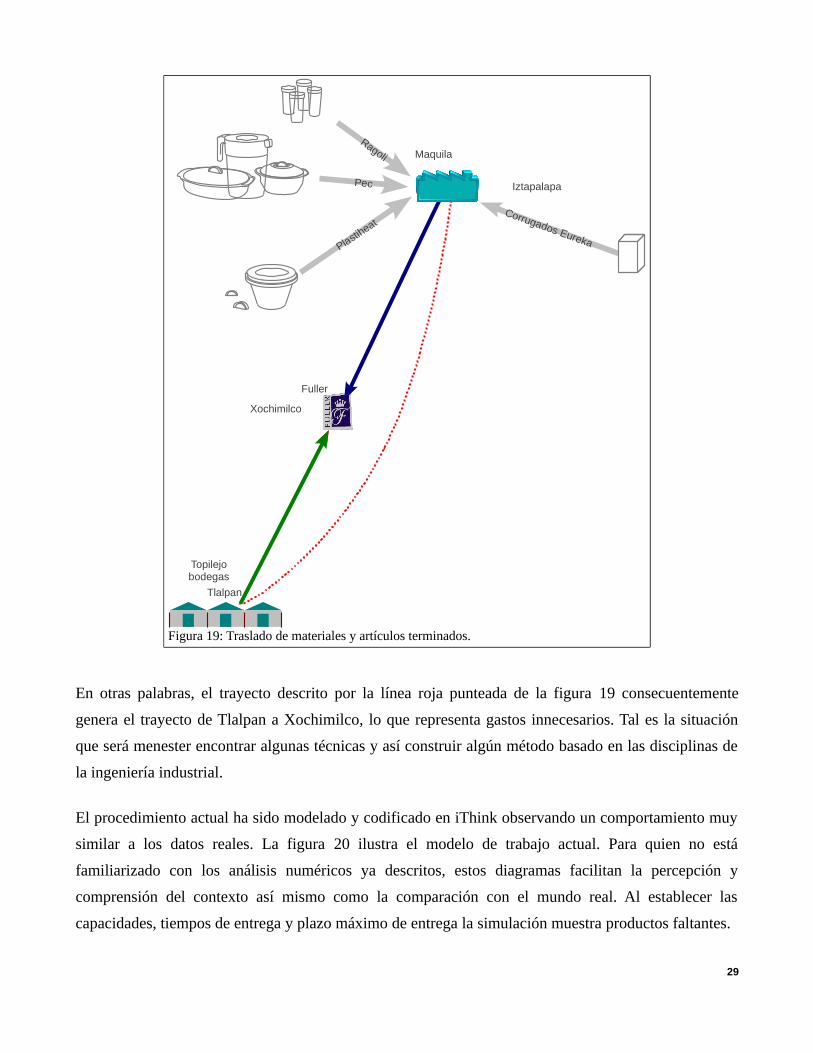
En otras palabras, el trayecto descrito por la línea roja punteada de la figura 19 consecuentemente
genera el trayecto de Tlalpan a Xochimilco, lo que representa gastos innecesarios. Tal es la situación
que será menester encontrar algunas técnicas y así construir algún método basado en las disciplinas de
la ingeniería industrial.
El procedimiento actual ha sido modelado y codificado en iThink observando un comportamiento muy
similar a los datos reales. La figura 20 ilustra el modelo de trabajo actual. Para quien no está
familiarizado con los análisis numéricos ya descritos, estos diagramas facilitan la percepción y
comprensión del contexto así mismo como la comparación con el mundo real. Al establecer las
capacidades, tiempos de entrega y plazo máximo de entrega la simulación muestra productos faltantes.
29
Figura 19: Traslado de materiales y artículos terminados.
Iztapalapa
Xochimilco
Tlalpan
Corrugados Eureka
Fuller
Topilejobodegas
Pec
Ragoli
Plastiheat
Maquila
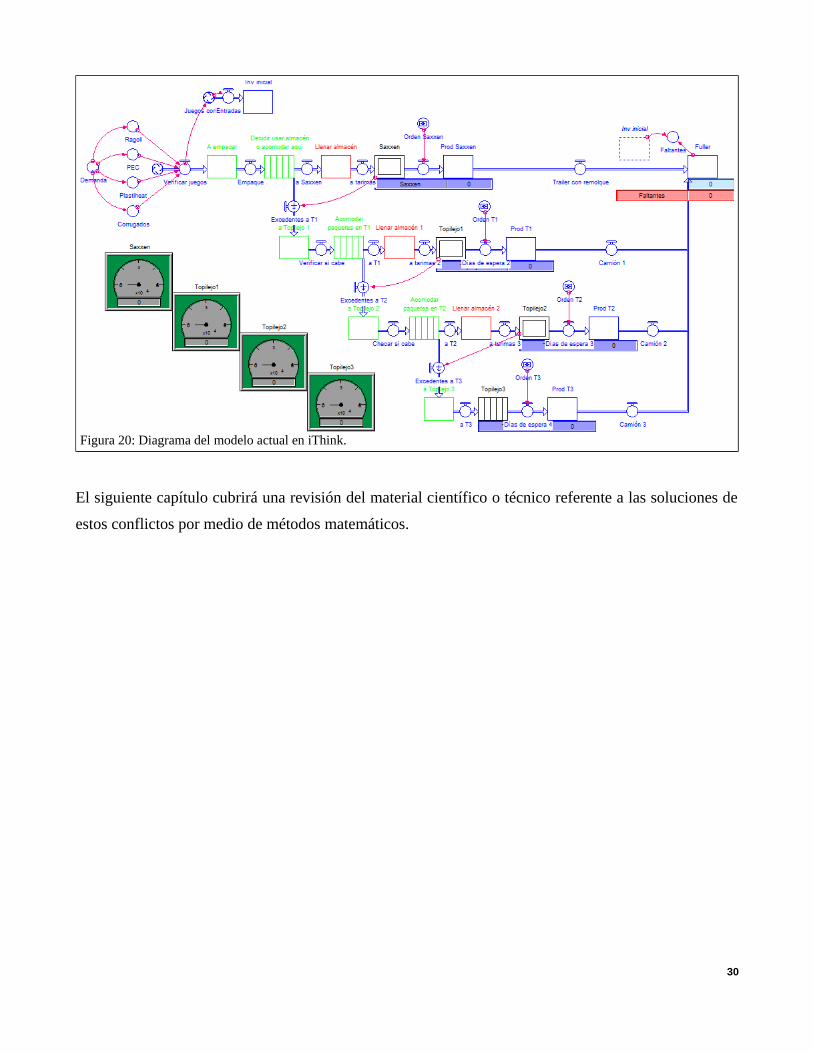
El siguiente capítulo cubrirá una revisión del material científico o técnico referente a las soluciones de
estos conflictos por medio de métodos matemáticos.
30
Figura 20: Diagrama del modelo actual en iThink.
2. Capítulo 2Capítulo 2 Fundamentos teóricos sobre Investigación de
operaciones
El análisis anterior muestra un panorama que revela la presencia de un problema de múltiples variables
con recursos limitados. Ciertamente son muchas las herramientas aplicables a una situación de
conflicto de esta naturaleza. A primera vista se puede recurrir a algunas ciencias básicas para conocer
tendencias, capacidades, promedios de comportamiento, conversiones de unidades, distancias y tiempo.
Más allá de las materias auxiliares que en determinado momento servirán, se debe plantear
correctamente el problema para discernir sobre el método a usar para buscar soluciones. Este
planteamiento se logrará gracias a la correcta construcción de un modelo representativo del tipo
matemático ya que servirá para elegir la mejor decisión (Winston, 2008, p. 1).
El caso descrito contiene información relativa a inventarios, almacenes, transportes, distancias,
cantidades específicos, tiempos de entrega y otros recursos perfectamente medibles. Aún así se cuenta
con numerosas técnicas que se encontrarían en las disciplinas de investigación de operaciones y de
logística. Se descarta el estudio de la administración de la cadena de suministro debido a que por
definición, su alcance es muy extenso (Ballou, 2004, p. 4-7).
En la literatura sobre logística se encuentran sobre todo las clasificaciones de almacenes y transportes
así como la determinación de costos (Bowersox, Closs y Cooper, 2007, p. 191-202, 213-225). Para el
caso de estudio actual, no es competencia de la empresa calcular estos costos sino que son precios fijos
de los contratistas, mas no está de más tener presente estas definiciones; entonces bien, se observarán
los problemas tratados en la investigación operativa.
El Instituto para la Investigación de Operaciones y las Ciencias de la Administración (“INFORMS” por
sus siglas en inglés), sugiere en su sitio de Internet preguntarse si hay alguno de los siguientes cinco
posibles indicios característicos: decisiones complejas, problemas con los procesos, advertencia de
31
riesgos, desaprovechamiento de la información de la organización o necesidad de combatir la ardua
competencia. Si alguno de ellos se presenta será pues susceptible de resolverse por estos métodos
(Operations Research: The Science of better, 2010).
El analista debe decidir si la situación planteada puede afrontarla con programación lineal. Para probar
si es posible esto, algunos autores consideran que deben cumplirse dos principios: proporcionalidad y
aditividad (Taha, 2004, p. 13-14). Además, Hillier y Lieberman (2006, p. 36-43) coinciden con Winston
(2008, p. 53-54) y con Bazaraa et al (2010, p. 3-4), añadiendo otros dos supuestos importantes:
divisibilidad y principio determinístico o de certidumbre. Inclusive, Bazaraa y Winston mencionan la
condición —más que un principio— de no negatividad (si no se indica con cautela en las restricciones,
las variables de decisión podrían representar cantidades irreales como producción, capacidad o tiempo
negativos). No obstante, muchos problemas se pueden replantear para asumir que se trabaja con una
función lineal.
Antes de intentar cambiar algo, ya sea solucionar un problema, cambiar la secuencia de una operación
o mejorar un sistema, se debe eliminar su complejidad para entender su funcionamiento (Zeigler,
Praehofer y Kim, 2000, p. 32). Este propósito se lleva a cabo por medio de aproximaciones y
suposiciones de simplificación para hacer un análisis útil del problema, Hillier y Lieberman consideran
que lo importante es la correlación del comportamiento del modelo y la situación real, y advierten que
en muchos casos no se cumplan las cuatro suposiciones básicas de la programación lineal.
Así, se crean modelos o representaciones más sencillas que sirven para manipular solamente la
información relevante y encontrar soluciones que sean aplicables a la situación planteada
originalmente. A partir de este punto se encuentra mucha literatura que describe los diferentes tipos de
modelos, siendo los matemáticos los que importan más por su precisión. En la formulación de un
modelo, Dinkel, Kochenberger y Plane menciona algunas consideraciones que se deben tener presentes
como el apego a la realidad y las técnicas de análisis (1980, p. 5).
El caso analizado se toma en conjunto como un sistema con niveles de especificación del sistema y
formalismos de especificación del sistema, aspectos dados que describirán el comportamiento,
funcionamiento y estilo de modelo. Así se establecerá un soporte de definición del origen del sistema y
de las entidades (Zeigler, Praehofer y Kim, 2000, p. 3, 25).
32
2.1 Teoría sobre inventarios
Como teoría previa o concerniente al tema, los sistemas de inventarios son tan diversos que incluso son
el centro de estudio de muchos autores. En particular a esta investigación, este tipo de productos se
comportaría como un patrón pico, según Ballou (2004, p. 332), es decir, por la naturaleza de la
promoción no se pueden rematar a ninguna otra ocasión posterior, guardarse u reordenarse otro lote de
producción.
Sipper y Bulfin llaman a este tipo de situaciones “decisiones de una sola vez”, ellos las conciben como
un tipo especial de inventarios; si se tienen los datos suficientes, es posible trazar una distribución de
probabilidades para tener un problema estocástico (1998, p. 273-277). Con el tiempo, tal vez esto
adquiera la madurez para tener bastantes datos como para poder abordarlo mediante esta técnica.
Nahmias (2006, p. 260) también se refiere a este tipo como el modelo del repartidor de periódicos.
Únicamente como referencia, este mismo autor ha clasificado los sistemas de almacenamiento,
destacando que la razón de los almacenes del problema actual tendrán la función de consolidar los
materiales manufacturados (Ballou, 2004, p. 472-473). En el capítulo anterior se ha explicado la
procedencia de los componentes del objeto de análisis, no obstante aún falta por averiguar si en
realidad es más económico trabajar de esta manera que fabricar todo con un mismo proveedor.
2.2 Investigación de operaciones
El conjunto de herramientas analíticas que ayudan en los procesos sobre la toma de decisiones es
conocido por diversos nombres como Investigación de Operaciones, Administración Científica o
Ciencia de la Decisión (Dinkel, Kochenberger y Plane, 1980, p. 3). La investigación de operaciones, o
investigación operativa, engloba a los problemas que se refieren a la conducción y coordinación de
operaciones o actividades dentro de una organización. Esta disciplina se ha aplicado en áreas tan
diversas como manufactura, transporte, construcción, telecomunicaciones, planeación financiera,
cuidado de la salud, milicia y servicios públicos, entre otras (Hillier, 2002, p. 2).
El “Institute for Operations Research and the Management Sciences” (INFORMS) resume la definición
de investigación de operaciones (I. O.): “es la disciplina de aplicación métodos analíticos avanzados
para ayudar a tomar mejores decisiones”. La I. O. proporciona a los directores el poder de construir
sistemas más productivos en base a datos más completos, a la consideración de todas las opciones
disponibles, de predicciones detalladas de resultados y estimaciones de riesgos, y finalmente a las
33
últimas herramientas y técnicas de decisión (Operations Research: The Science of better, 2010).
Con estos conceptos se hace referencia a los temas apropiados para abordar la problemática,
consecutivamente se hace énfasis en las técnicas englobadas en estos temas. En la figura 21 se muestra
la secuencia del estudio del capítulo 2.
Existen dos formas o métodos por los que se pueden obtener soluciones a un cierto problema
representado en un modelo matemático dado. El método de optimización abarca la solución de modelos
basada sobre ciertos resultados analíticos que pueden ser usados para caracterizar las soluciones, este
método genera la solución óptima al modelo particular, como por ejemplo, el método simplex y los
resultados de los modelos de líneas de espera. Los métodos de simulación ejecutan experimentos sobre
el modelo cambiando diversos parámetros y observando la respuesta del modelo en cada cambio. Los
resultados son descriptivos y no óptimos, no obstante, proporcionan un medio para analizar situaciones
muy complejas (Dinkel, Kochenberger y Plane, 1980, p. 12).
Los métodos de optimización encuadran una cantidad muy vasta de técnicas, incluyendo los métodos
de redes, incorporación y planeación. Los problemas de redes son importantes por su fácil
entendimiento visual; dentro de este grupo son muy bien conocidos los problemas de transportes y su
variación, los problemas constituidos además con transbordos. Así se llegará a citar los problemas de
“La ruta más corta” o “Shortest path method”. Los métodos de incorporación y planeación no son
incompatibles con los otros métodos mencionados en tanto que se aplican en conjunto para describir
mejor el cuadro completo de la mayoría de los problemas reales. Estos temas se tocarán con mayor
profundidad concluyendo con los sistemas de simulación.
Resolver una situación por optimización puede arrojar la solución óptima, incluso cuando las opciones
factibles son virtualmente innumerables y es difícil compararlas. Por otro lado, la simulación ofrece la
habilidad de poner a prueba distintas aproximaciones y ensayar ideas para hacer mejoras. Además, la
probabilidad y estadística auxilia en la medición del riesgo, explotar información para encontrar
34
Figura 21: Temas sobre investigación de operaciones relacionadas al problema en estudio.
Métodos de optimización
Transportes Transbordo
Obtención de solu-ciones por investigaciónde operaciones
Métodos de simulación
Optimización de redes Ruta más corta
Métodos de incorporación
Métodos de planeación
conexiones valiosas, conclusiones de pruebas y hacer pronósticos fiables (Operations Research: The
Science of better, 2010).
Idealmente se busca sustentar una decisión con varios métodos. En seguida se estudiará brevemente la
literatura sobre investigación de operaciones siguiendo el orden de la figura 21.
2.3 Problemas de redes
Existen muchos problemas reales que se pueden modelar mediante redes, los principales son el
“modelo del transporte”, el “modelo de transbordo” y “la ruta más corta”. Su planteamiento
matemático es fácilmente interpretado visualmente con diagramas que muestran la red como un árbol
de decisiones. Estos modelos también poseen una estructura que se puede resolver fácilmente mediante
algoritmos derivados del simplex aun para problemas muy complejos (Buffa y Dyer, 1994, p. 567).
Para representar los problemas de este estilo se utilizan las redes o gráficas a partir de nodos y arcos
conectados entre sí, cada arco representa una posible dirección de movimiento entre los puntos
extremos o vértices representados por un par de nodos (Winston, 2005, p. 413).
2.4 Problemas de transportes
Los “modelos de transporte” son una clase de problemas que se caracterizan por tener como meta la
minimización del costo de uno o varios transportes desde unos puntos de origen hasta otros puntos de
destino (Dinkel, Kochenberger y Plane, 1980, p. 78).
El tipo de problemas llamado “de transporte” reciben este nombre debido a que determinan la manera
óptima de transportar bienes aunque algunas de sus aplicaciones importantes no tengan que ver con el
transporte (Hillier, 2002, p. 405). Estos modelos ayudan a elegir las rutas de transporte más
económicas. Como ya se aclaró anteriormente, también son aplicables para el análisis de problemas con
estructuras matemáticas similares, aunque no involucren la selección de rutas de transporte como
objetivo (Buffa y Dyer, México, 1994, p. 568).
Otro tipo de algoritmos de interés son los de “La ruta más corta”, como lo indica su nombre, son
usados para encontrar el camino más corto entre pares de nodos que conforman una red. Estos
problemas son vistos por varios autores como una variedad de los problemas de transbordo al reducir
los puntos de origen a uno solo, al igual que los puntos de destino. El valor entre dos nodos no
35
necesariamente se interpreta como una distancia, sino que también puede ser la ruta más económica o
más rápida, según el planteamiento (Carter y Price, 2001, p. 111; Winston, 2005, p. 417).
Como una forma particular de los modelos de mezcla de productos, los “modelos de incorporación” se
han desarrollado en ambientes donde se incorporan materias primas a los productos intermedios o
terminados como líquidos o productos químicos, empaques o ensambles (Dinkel, Kochenberger y
Plane, 1980, p. 87).
2.5 Simulación
Las técnicas analíticas ayudan a calcular la solución óptima, es decir, el mejor valor numérico que se
debe tener como meta en la toma de decisiones. No obstante, las opciones presentes en un problema
real pueden ser demasiadas para tratar puramente mediante técnicas analíticas. Con el aumento de
variables, restricciones, relaciones estocásticas y atributos que algunas veces no son medibles, pero que
se deben considerar, la aplicación de la simulación es cada vez más interesante, ya que es más efectiva
especialmente con sistemas dinámicos y probabilísticos (Dinkel, Kochenberger y Plane, 1980, p. 293).
Estas dos últimas características son generalmente inherentes de los problemas reales.
Como la describen Carter y Price, “la simulación es el proceso del estudio de un sistema, ya sea
existente o propuesto, mediante la observación del comportamiento de un modelo que represente dicho
sistema”. También añaden a su definición la “imitación de un sistema real a través de un periodo”
(2001, p. 275).
Para preparar la simulación de un sistema complejo se necesita un modelo de simulación detallado para
formular y describir la operación del sistema y cómo debe simularse. Un modelo de simulación consta
de varios bloques de construcción básicos: 1) definir el estado del sistema; 2) identificar los estados
posibles del sistema que pueden ocurrir; 3) identificar los eventos posibles que cambian el estado del
sistema; 4) estipular un reloj de simulación, localizado en alguna dirección del programa de simulación,
que registrará el paso del tiempo; 5) un método para generar los eventos de manera aleatoria de los
distintos tipos; y 6) una fórmula para identificar las transiciones de los estados que generan los
diferentes tipos de eventos (Hillier, 2002, p. 1085).
2.6 Revisión de software
Fuller usa software para análisis de información que son el Vipix y el BPCS o IBM 400, pero sólo
36
ayudan para organizar y consultar información, es necesario pues, extraerla para generar datos útiles a
través de otros métodos.
Muchos de los datos, estimaciones y rangos necesarios se pueden obtener fácilmente a partir de
cualquier hoja de cálculo incluida generalmente en cualquier paquete de ofimática gracias a su gran
versatilidad y facilidad de uso. Muchos desarrolladores incluyen además extensiones de estos
programas que son programadas para ejecutar algoritmos definidos para un propósito especial sin tener
que programar cada paso. No obstante, en ocasiones es necesario recurrir a algunos paquetes de
propósito específico, a continuación se mencionarán los más citados.
Lindo es un paquete especialmente útil para propósitos académicos que puede ser empleado para
generar soluciones óptimas a problemas de programación lineal, cuadrática y por enteros. La aplicación
es desarrollada junto con otras por LINDO Systems, Winston describe su origen y forma de uso con
bastantes ejemplos (2008, p. 158, 217-221). A través de su sitio electrónico se puede descargar la
versión estudiantil o clásica; también en ese sitio se ofrece la adquisición de LINGO, el cual tiene
mejoras y mayores capacidades (LINDO, 2010), es muy empleado por su generador de matrices
(Winston, 2008, p. 163-166). En el Anexo 3 de la página 72 se puede observar la interfaz gráfica. Por
otra parte, Taha añade dos recomendaciones importantes: TORA y AMPL (Taha, 2004, p. 20, 33-38).
Si los modelos no son muy complejos, la mayoría de las hojas de cálculo contienen pequeños
programas referidos como “solvers”. Microsoft, en su producto llamado Excel incluye Solver y la
posibilidad de crear “macros” (Winston, 2008, p. 202-210), bajo unas presentaciones muy semejantes
se brindan estas soluciones con Quatro Pro de Corel y Calc de Openoffice.org.
En los programas informáticos también existen los que forman el amplio grupo de los simuladores.
Anteriormente se necesitaba una computadora de alta velocidad y mucho tiempo, como lo explica
Daellenbach (1978, p. 479). Aunque hoy en día se puede ejecutar este tipo de software en casi cualquier
computadora, su precio regularmente es muy alto y ésta es una de las causas por las que mucha gente
sigue buscando construir sus soluciones a partir de los lenguajes de programación generales. Aún así es
posible encontrar simuladores en versiones académicas, versiones de prueba y aplicaciones de
simulación incipientes que todavía son económicos.
En este ramo, un paquete muy difundido académicamente es el iThink. Esta aplicación está orientada a
los sistemas dinámicos, sus desarrolladores la describen como una herramienta usada para conectar
37
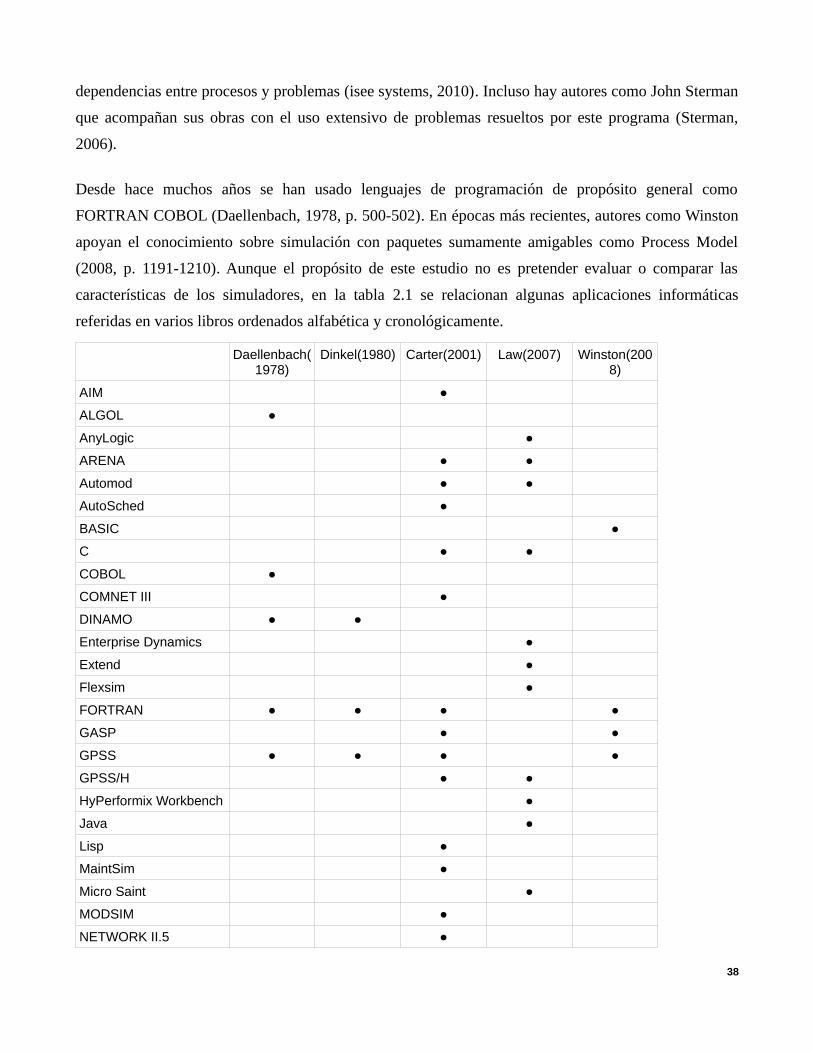
dependencias entre procesos y problemas (isee systems, 2010). Incluso hay autores como John Sterman
que acompañan sus obras con el uso extensivo de problemas resueltos por este programa (Sterman,
2006).
Desde hace muchos años se han usado lenguajes de programación de propósito general como
FORTRAN COBOL (Daellenbach, 1978, p. 500-502). En épocas más recientes, autores como Winston
apoyan el conocimiento sobre simulación con paquetes sumamente amigables como Process Model
(2008, p. 1191-1210). Aunque el propósito de este estudio no es pretender evaluar o comparar las
características de los simuladores, en la tabla 2.1 se relacionan algunas aplicaciones informáticas
referidas en varios libros ordenados alfabética y cronológicamente.
Daellenbach(1978)
Dinkel(1980) Carter(2001) Law(2007) Winston(2008)
AIM ●
ALGOL ●
AnyLogic ●
ARENA ● ●
Automod ● ●
AutoSched ●
BASIC ●
C ● ●
COBOL ●
COMNET III ●
DINAMO ● ●
Enterprise Dynamics ●
Extend ●
Flexsim ●
FORTRAN ● ● ● ●
GASP ● ●
GPSS ● ● ● ●
GPSS/H ● ●
HyPerformix Workbench ●
Java ●
Lisp ●
MaintSim ●
Micro Saint ●
MODSIM ●
NETWORK II.5 ●
38
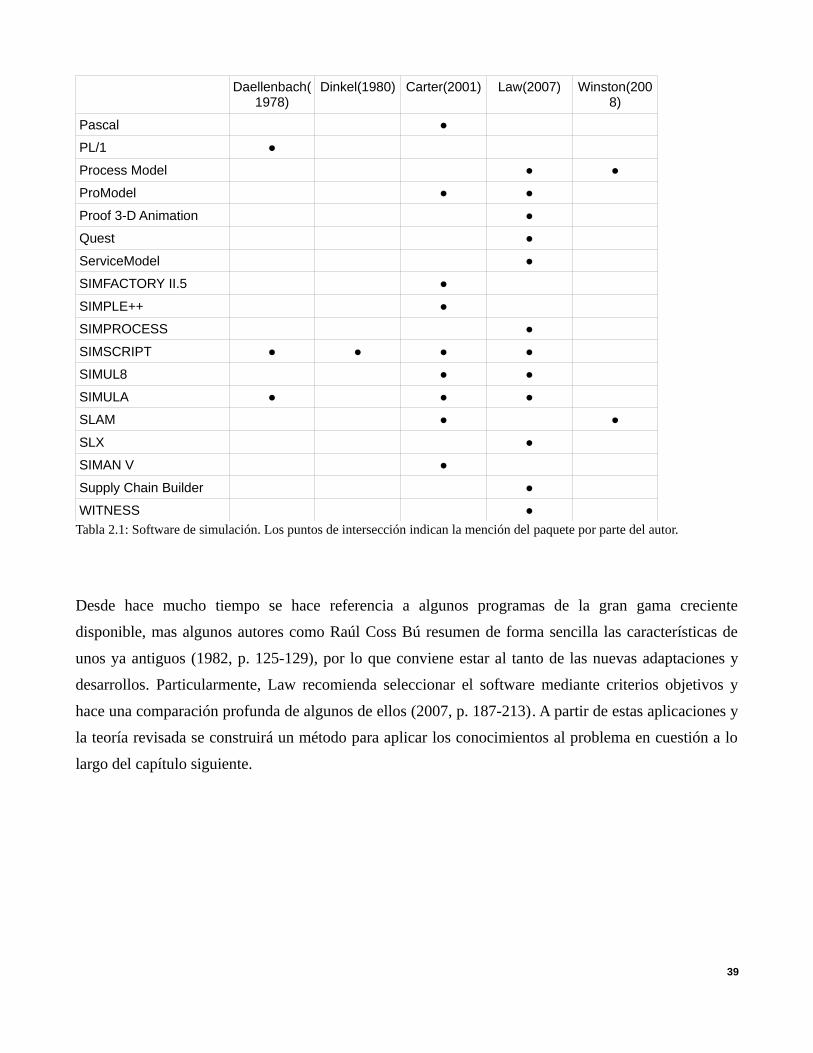
Daellenbach(1978)
Dinkel(1980) Carter(2001) Law(2007) Winston(2008)
Pascal ●
PL/1 ●
Process Model ● ●
ProModel ● ●
Proof 3-D Animation ●
Quest ●
ServiceModel ●
SIMFACTORY II.5 ●
SIMPLE++ ●
SIMPROCESS ●
SIMSCRIPT ● ● ● ●
SIMUL8 ● ●
SIMULA ● ● ●
SLAM ● ●
SLX ●
SIMAN V ●
Supply Chain Builder ●
WITNESS ●
Tabla 2.1: Software de simulación. Los puntos de intersección indican la mención del paquete por parte del autor.
Desde hace mucho tiempo se hace referencia a algunos programas de la gran gama creciente
disponible, mas algunos autores como Raúl Coss Bú resumen de forma sencilla las características de
unos ya antiguos (1982, p. 125-129), por lo que conviene estar al tanto de las nuevas adaptaciones y
desarrollos. Particularmente, Law recomienda seleccionar el software mediante criterios objetivos y
hace una comparación profunda de algunos de ellos (2007, p. 187-213). A partir de estas aplicaciones y
la teoría revisada se construirá un método para aplicar los conocimientos al problema en cuestión a lo
largo del capítulo siguiente.
39
3. Capítulo 3Capítulo 3 Metodología para gestión de transporte de
incentivos
En el presente capítulo se describirá un proceso general paso a paso para analizar cualquier situación
similar y resolver de una forma metódica los posibles conflictos y tiempos o costos perdidos tomando
en cuenta las singularidades propias de Fuller vistas en el capítulo anterior. Se describirá también una
simulación sencilla y como conclusión se expondrá una comparación con la forma en que se trabaja
actualmente en la planta y la repercusión de las decisiones tomadas hasta entonces.
3.1 Diseño de la metodología
En primer término, en la figura 22 se presenta un diagrama de flujo para dar secuencia a la aplicación.
Cada bloque representa un procedimiento específico, ya sea un mapeo de proceso, una encuesta, un
conjunto de estimaciones o diseñar un modelo matemático. Es importante mencionar que cada producto
es un caso muy distinto a otro y puede poseer configuraciones muy diversas según sea su origen en la
cadena de suministro, por lo que el diseño de un modelo genérico puede tomar mucho tiempo.
40
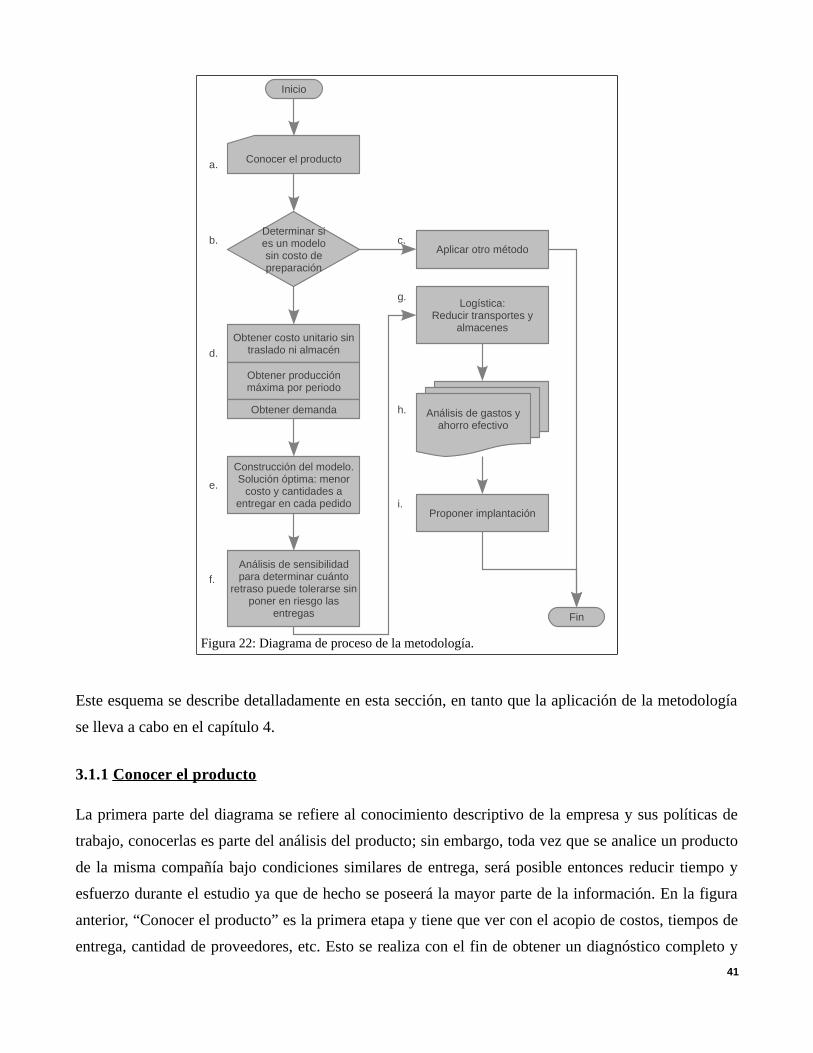
Este esquema se describe detalladamente en esta sección, en tanto que la aplicación de la metodología
se lleva a cabo en el capítulo 4.
3.1.1 Conocer el producto
La primera parte del diagrama se refiere al conocimiento descriptivo de la empresa y sus políticas de
trabajo, conocerlas es parte del análisis del producto; sin embargo, toda vez que se analice un producto
de la misma compañía bajo condiciones similares de entrega, será posible entonces reducir tiempo y
esfuerzo durante el estudio ya que de hecho se poseerá la mayor parte de la información. En la figura
anterior, “Conocer el producto” es la primera etapa y tiene que ver con el acopio de costos, tiempos de
entrega, cantidad de proveedores, etc. Esto se realiza con el fin de obtener un diagnóstico completo y
41
Figura 22: Diagrama de proceso de la metodología.
Inicio
Conocer el producto
Determinar si es un modelo sin costo de preparación
Aplicar otro método
Fin
Obtener costo unitario sin traslado ni almacén
Construcción del modelo. Solución óptima: menor
costo y cantidades a entregar en cada pedido
Proponer implantación
Análisis de gastos y ahorro efectivo
a.
b. c.
d.
e.
f.
g.
Obtener producción máxima por periodo
Obtener demanda
Análisis de sensibilidad para determinar cuánto
retraso puede tolerarse sin poner en riesgo las
entregas
Logística:Reducir transportes y
almacenes
h.
i.
saber la naturaleza o tipo de problema. Así será sencillo determinar si un proveedor compite con otro
ofreciendo el suministro de un material idéntico, para cuyo caso implicaría desarrollar una solución a
un primer problema, ya sea típico de transportes, redes o simplemente con la aplicación de
herramientas de logística.
Otra alternativa se presenta, por ejemplo, cuando los proveedores no compiten entre ellos (todos
fabrican partes distintas de un mismo ensamble) pero los costos varían en función de la tasa de
producción, cuando estos últimos no varían y existe cierta periodicidad en los pedidos e incluso cuando
el inventario está sujeto a una fuerte tendencia probabilística; entonces el producto estudiado puede
involucrar un área de oportunidad reconociendo su modelo de inventarios.
3.1.2 Determinar si el problema es un modelo sin costo de preparación
El costo de preparación es la cantidad de dinero fija en que se incurre al realizar un pedido y es
independiente del volumen de pedido (Taha, 2004).
En este momento el analista puede guiarse con el árbol de decisiones que propone Taha (2004) y que se
explicará en el siguiente capítulo (Figura 24: Clases de modelos de inventarios según Taha.) y
seguramente, de repetirse el mismo caso, podrá encontrar o calcular con facilidad los datos del
siguiente bloque.
3.1.3 Obtener el costo unitario de producción, la demanda regular y la capacidad de producción del sistema
La estimación se realiza en base a los datos históricos y con información directa de los proveedores.
Algunos paquetes computacionales pueden adaptar hasta sólo cinco datos a alguna distribución,
obviamente algunos productos ya tienen la antigüedad suficiente y por ende, el historial necesario para
construir pronósticos. Sin embargo, no es el caso del producto estudiado.
Al calcular los periodos de la producción con menor costo puede dar la impresión de perder el tiempo
en una parte trivial del problema. Sin embargo hay que recordar que esta metodología no debe ser
rígida para un caso particular con parámetros estrechos, sino que intentará ser flexible, adaptable y
cubrir escenarios con distintos periodos y cantidades de demanda. Antes de mejorar una distribución o
gestión de los transportes, se calcularán las tasas de producción necesarias a través del tiempo. Serán
muchos los casos en que la experiencia del personal influirá rotundamente ante la duda de usar un
42
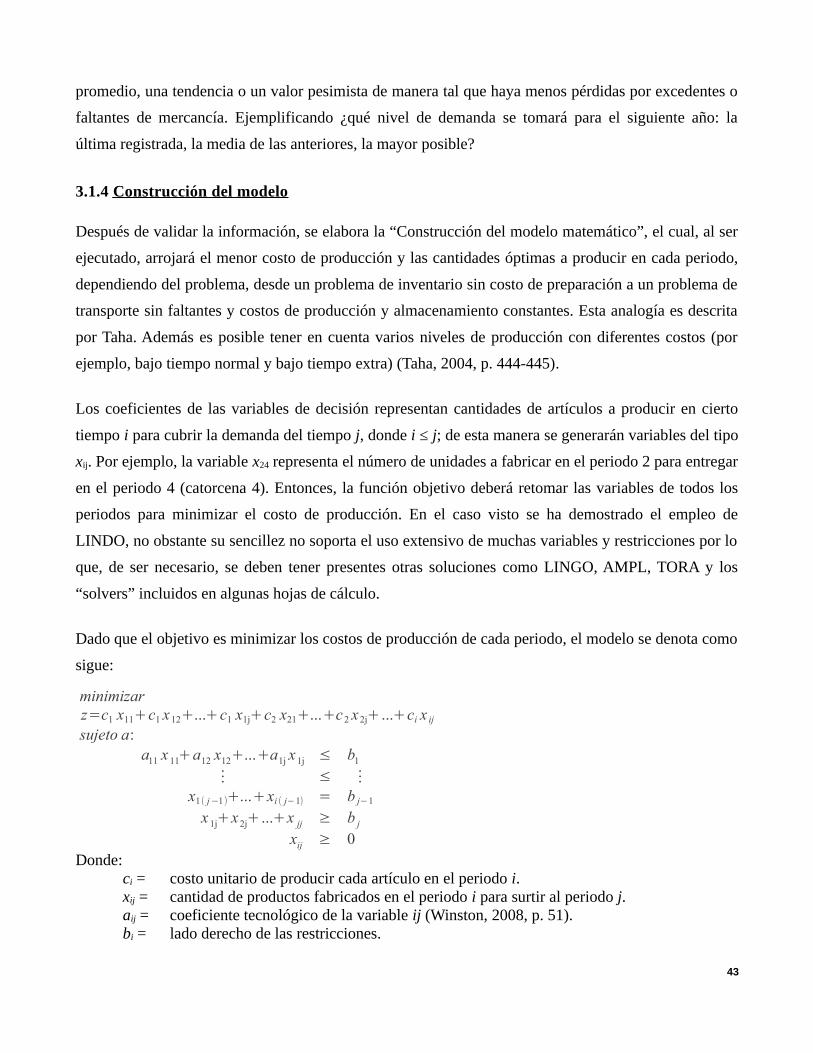
promedio, una tendencia o un valor pesimista de manera tal que haya menos pérdidas por excedentes o
faltantes de mercancía. Ejemplificando ¿qué nivel de demanda se tomará para el siguiente año: la
última registrada, la media de las anteriores, la mayor posible?
3.1.4 Construcción del modelo
Después de validar la información, se elabora la “Construcción del modelo matemático”, el cual, al ser
ejecutado, arrojará el menor costo de producción y las cantidades óptimas a producir en cada periodo,
dependiendo del problema, desde un problema de inventario sin costo de preparación a un problema de
transporte sin faltantes y costos de producción y almacenamiento constantes. Esta analogía es descrita
por Taha. Además es posible tener en cuenta varios niveles de producción con diferentes costos (por
ejemplo, bajo tiempo normal y bajo tiempo extra) (Taha, 2004, p. 444-445).
Los coeficientes de las variables de decisión representan cantidades de artículos a producir en cierto
tiempo i para cubrir la demanda del tiempo j, donde i ≤ j; de esta manera se generarán variables del tipo
xij. Por ejemplo, la variable x24 representa el número de unidades a fabricar en el periodo 2 para entregar
en el periodo 4 (catorcena 4). Entonces, la función objetivo deberá retomar las variables de todos los
periodos para minimizar el costo de producción. En el caso visto se ha demostrado el empleo de
LINDO, no obstante su sencillez no soporta el uso extensivo de muchas variables y restricciones por lo
que, de ser necesario, se deben tener presentes otras soluciones como LINGO, AMPL, TORA y los
“solvers” incluidos en algunas hojas de cálculo.
Dado que el objetivo es minimizar los costos de producción de cada periodo, el modelo se denota como
sigue:
Donde:ci = costo unitario de producir cada artículo en el periodo i.xij = cantidad de productos fabricados en el periodo i para surtir al periodo j.aij = coeficiente tecnológico de la variable ij (Winston, 2008, p. 51).bi = lado derecho de las restricciones.
43
minimizarz=c1 x11+c1 x 12+...+c1 x1j+c2 x21+...+c 2 x 2j+ ...+ci x ijsujeto a:
a11 x 11+a12 x12+...+a1j x 1j ≤ b1⋮ ≤ ⋮
x1( j−1)+...+xi ( j−1) = b j−1x 1j+x 2j+ ...+x jj ≥ b j
xij ≥ 0
En este modelo se agregan líneas en las restricciones para indicar que las restricciones de producción
tendrán el signo “menor o igual”, mientras que las de demanda estarán dadas por los signos “igual” o
“mayor o igual”. Si el costo fuera distinto en cada periodo, cada variable tendría distintos coeficientes,
mas en este caso es el mismo, como se observará más adelante, del cual se puede extraer el factor
común. Las restricciones se determinan por dos hechos: la capacidad máxima de producción en cada
periodo y la demanda de cada uno. Nótese que la restricción para la demanda del último periodo tiene
un “mayor o igual que”, esto establece que la los artículos sobrantes se suministren en el último
periodo. La última restricción indica que todas las variables deben ser positivas, dado que no pueden
existir periodos negativos.
Cuando al final se ha obtenido el modelo completo, se puede evaluar si es un problema de
programación lineal:
1. Suposición de proporcionalidad. La contribución (cantidad de conjuntos en un periodo) a la
función objetivo (costo total) por obtener cada conjunto de mesa debe ser proporcional al valor
de esa cantidad. No existen intereses sobre los productos a través del tiempo, descuentos por
volumen ni penalizaciones.
2. Suposición de aditividad. La cantidad producida en un periodo debe ser independiente del valor
de otros periodos. Es decir, sin importar los productos fabricados en otros periodos, en un
periodo en particular, fabricar un conjunto siempre va a contribuir con un costo determinado.
3. Suposición de divisibilidad. Dado que no se pueden fabricar fracciones de estos productos,
estrictamente se debería hablar de un problema de programación entera. No obstante, redondear
los resultados a los enteros será una aproximación aceptable a la solución óptima, como lo
explica Winston (2008, p, 54).
4. Suposición de certidumbre. Dado que se conocen todos los coeficientes del modelo (costos,
demanda total y coeficientes tecnológicos), no se pasa por alto esta suposición.
3.1.5 Análisis de sensibilidad
Es importante entender el análisis de sensibilidad puesto que advierte la tolerancia u holgura, en este
caso, de los tiempos de entrega; también denota el margen de pérdidas en cuanto a dinero. En el
“Análisis de sensibilidad” se aborda la parte relevante a la investigación de operaciones, en esta parte
44
se expone el contraste entre ambas formas de trabajo o el efecto en el retraso y saber si es tolerable o
no. Mas no es lo único que se puede hacer para disminuir el costo.
Hay que recordar que las políticas de la empresa generalmente establecen un orden en el trabajo, sin
embargo, no siempre es tan evidente el efecto contrario que tienen algunas sobre la economía de la
compañía por lo que deben analizarse y en caso necesario, suprimirse para obtener mayores ganancias
o menores gastos. Aunque para el caso presente no pudo ser posible aplicar otras técnicas de
programación lineal, habrá casos de otros productos en que se presentarán dos, tres o más modelos y
soluciones.
3.1.6 Logística
Por otro lado, después de optimizar una sección de este estudio, la “Logística” fue un área auxiliar por
medio de la cual se redujeron los almacenes y transportes, para esta investigación se obtuvieron ahorros
considerables. Se debe hacer notar que las modificaciones aquí no afectan las soluciones óptimas
calculadas anteriormente puesto que no modifican los periodos de entrega, sino únicamente las
trayectorias a seguir y la cantidad de unidades de transporte empleadas.
3.1.7 Análisis finales de gastos y disminución de costos
Por último se concentran los “Análisis finales de gastos y disminución de costos” obtenidos con cada
cambio realizado, se engloban las tablas comparativas, el análisis de sensibilidad y las gráficas. Dado
que los procesos reales están sujetos a variaciones de todo tipo, no está de más intentar recurrir a la
simulación para considerar los errores humanos y demoras que fortuitamente forman parte del sistema
real, esto permite en un momento dado eliminar o incluir pequeños cambios y observar su efecto
rápidamente. El siguiente apartado muestra un ejemplo de un pequeño modelo basado en el sistema
estudiado. Una simulación puede respaldar los resultados a manera de demostración en el momento de
ofrecer las propuestas de los cambios a los responsables o interesados de obtener ahorros dentro de la
empresa.
45
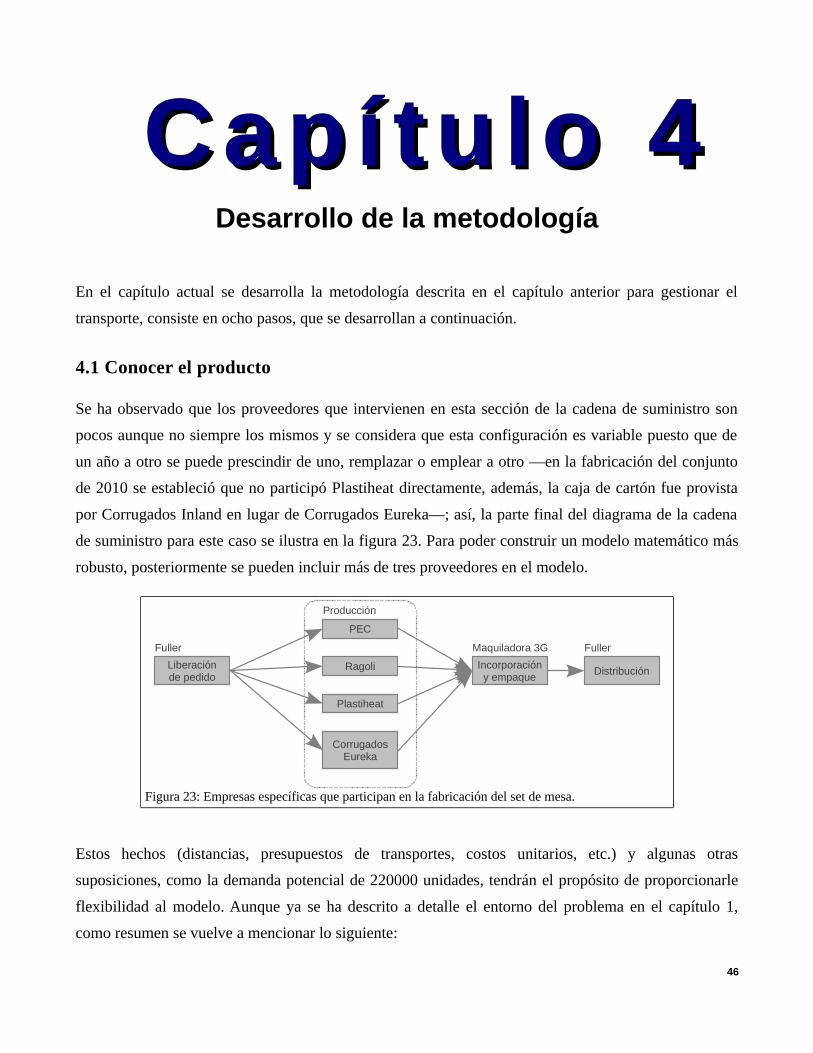
4. Capítulo 4Capítulo 4 Desarrollo de la metodología
En el capítulo actual se desarrolla la metodología descrita en el capítulo anterior para gestionar el
transporte, consiste en ocho pasos, que se desarrollan a continuación.
4.1 Conocer el producto
Se ha observado que los proveedores que intervienen en esta sección de la cadena de suministro son
pocos aunque no siempre los mismos y se considera que esta configuración es variable puesto que de
un año a otro se puede prescindir de uno, remplazar o emplear a otro —en la fabricación del conjunto
de 2010 se estableció que no participó Plastiheat directamente, además, la caja de cartón fue provista
por Corrugados Inland en lugar de Corrugados Eureka—; así, la parte final del diagrama de la cadena
de suministro para este caso se ilustra en la figura 23. Para poder construir un modelo matemático más
robusto, posteriormente se pueden incluir más de tres proveedores en el modelo.
Estos hechos (distancias, presupuestos de transportes, costos unitarios, etc.) y algunas otras
suposiciones, como la demanda potencial de 220000 unidades, tendrán el propósito de proporcionarle
flexibilidad al modelo. Aunque ya se ha descrito a detalle el entorno del problema en el capítulo 1,
como resumen se vuelve a mencionar lo siguiente:
46
Figura 23: Empresas específicas que participan en la fabricación del set de mesa.
PEC
Ragoli
CorrugadosEureka
Incorporacióny empaque
DistribuciónLiberaciónde pedido
Producción
Maquiladora 3G FullerFuller
Plastiheat
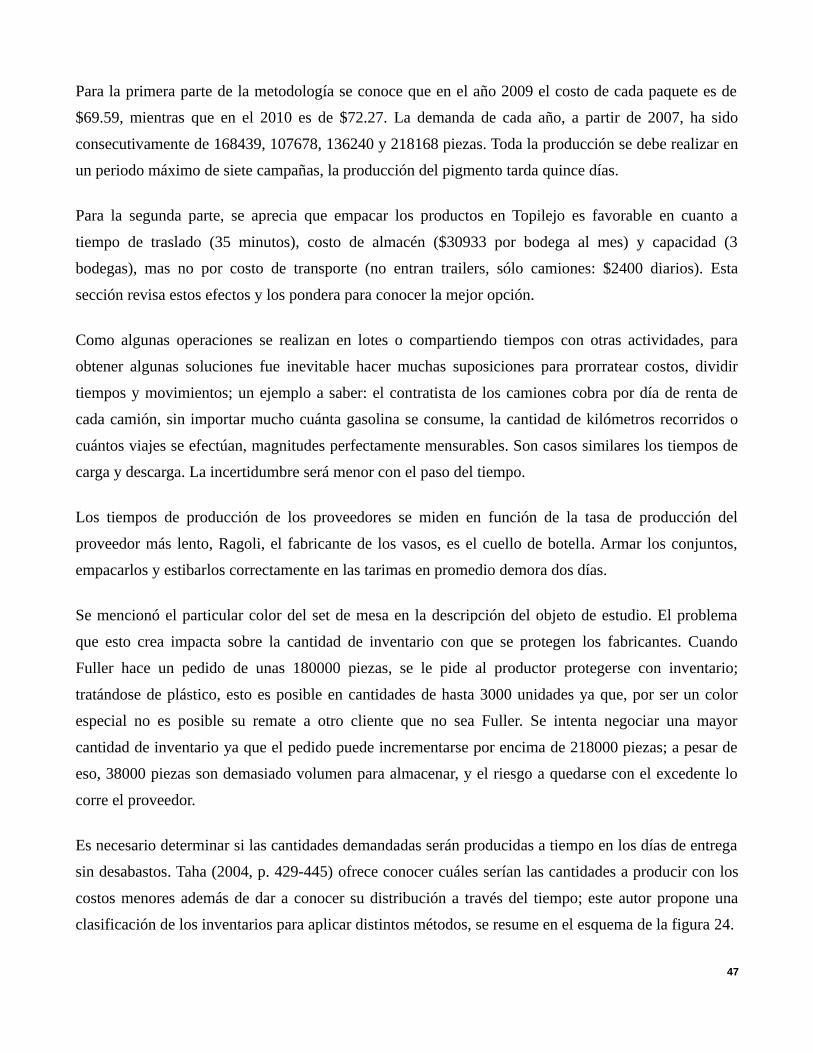
Para la primera parte de la metodología se conoce que en el año 2009 el costo de cada paquete es de
$69.59, mientras que en el 2010 es de $72.27. La demanda de cada año, a partir de 2007, ha sido
consecutivamente de 168439, 107678, 136240 y 218168 piezas. Toda la producción se debe realizar en
un periodo máximo de siete campañas, la producción del pigmento tarda quince días.
Para la segunda parte, se aprecia que empacar los productos en Topilejo es favorable en cuanto a
tiempo de traslado (35 minutos), costo de almacén ($30933 por bodega al mes) y capacidad (3
bodegas), mas no por costo de transporte (no entran trailers, sólo camiones: $2400 diarios). Esta
sección revisa estos efectos y los pondera para conocer la mejor opción.
Como algunas operaciones se realizan en lotes o compartiendo tiempos con otras actividades, para
obtener algunas soluciones fue inevitable hacer muchas suposiciones para prorratear costos, dividir
tiempos y movimientos; un ejemplo a saber: el contratista de los camiones cobra por día de renta de
cada camión, sin importar mucho cuánta gasolina se consume, la cantidad de kilómetros recorridos o
cuántos viajes se efectúan, magnitudes perfectamente mensurables. Son casos similares los tiempos de
carga y descarga. La incertidumbre será menor con el paso del tiempo.
Los tiempos de producción de los proveedores se miden en función de la tasa de producción del
proveedor más lento, Ragoli, el fabricante de los vasos, es el cuello de botella. Armar los conjuntos,
empacarlos y estibarlos correctamente en las tarimas en promedio demora dos días.
Se mencionó el particular color del set de mesa en la descripción del objeto de estudio. El problema
que esto crea impacta sobre la cantidad de inventario con que se protegen los fabricantes. Cuando
Fuller hace un pedido de unas 180000 piezas, se le pide al productor protegerse con inventario;
tratándose de plástico, esto es posible en cantidades de hasta 3000 unidades ya que, por ser un color
especial no es posible su remate a otro cliente que no sea Fuller. Se intenta negociar una mayor
cantidad de inventario ya que el pedido puede incrementarse por encima de 218000 piezas; a pesar de
eso, 38000 piezas son demasiado volumen para almacenar, y el riesgo a quedarse con el excedente lo
corre el proveedor.
Es necesario determinar si las cantidades demandadas serán producidas a tiempo en los días de entrega
sin desabastos. Taha (2004, p. 429-445) ofrece conocer cuáles serían las cantidades a producir con los
costos menores además de dar a conocer su distribución a través del tiempo; este autor propone una
clasificación de los inventarios para aplicar distintos métodos, se resume en el esquema de la figura 24.
47
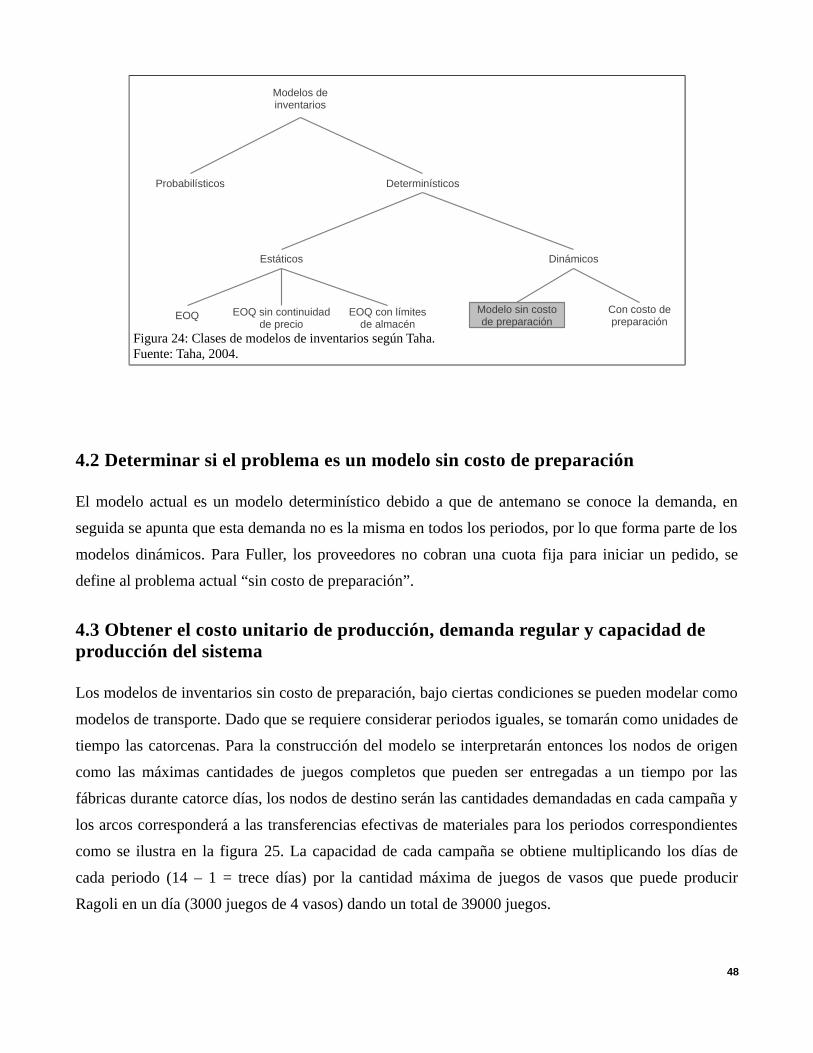
4.2 Determinar si el problema es un modelo sin costo de preparación
El modelo actual es un modelo determinístico debido a que de antemano se conoce la demanda, en
seguida se apunta que esta demanda no es la misma en todos los periodos, por lo que forma parte de los
modelos dinámicos. Para Fuller, los proveedores no cobran una cuota fija para iniciar un pedido, se
define al problema actual “sin costo de preparación”.
4.3 Obtener el costo unitario de producción, demanda regular y capacidad de producción del sistema
Los modelos de inventarios sin costo de preparación, bajo ciertas condiciones se pueden modelar como
modelos de transporte. Dado que se requiere considerar periodos iguales, se tomarán como unidades de
tiempo las catorcenas. Para la construcción del modelo se interpretarán entonces los nodos de origen
como las máximas cantidades de juegos completos que pueden ser entregadas a un tiempo por las
fábricas durante catorce días, los nodos de destino serán las cantidades demandadas en cada campaña y
los arcos corresponderá a las transferencias efectivas de materiales para los periodos correspondientes
como se ilustra en la figura 25. La capacidad de cada campaña se obtiene multiplicando los días de
cada periodo (14 – 1 = trece días) por la cantidad máxima de juegos de vasos que puede producir
Ragoli en un día (3000 juegos de 4 vasos) dando un total de 39000 juegos.
48
Figura 24: Clases de modelos de inventarios según Taha.Fuente: Taha, 2004.
Modelos de inventarios
Probabilísticos Determinísticos
Estáticos Dinámicos
EOQ EOQ sin continuidadde precio
EOQ con límites de almacén
Modelo sin costo de preparación
Con costo de preparación

El cálculo del costo unitario de producción obtenido a partir del prorrateo de los costos incurridos por
los materiales se utilizará para afectar la función objetivo del modelo lineal.
De las tablas 1.2 y 1.3 presentadas en la página 17 se obtienen los costos unitarios de los paquetes de
los dos últimos años, aun cuando estuviera disponible una gran cantidad de datos históricos, lo mejor
no es calcular un promedio de los datos para estimar un costo futuro puesto que los precios suben
paulatinamente; en todo caso, en ejercicios posteriores será necesario pronosticar la tendencia por el
método de mínimos cuadrados para obtener la proyección que se muestra en la figura 26, que será más
exacta al registrarse los resultados acumulados año con año. Para el cálculo actual se optará por
considerar el último dato real, esto es, $72.27 por conjunto de mesa, sin tomar en cuenta costos
indirectos ni de traslados o almacén.
49
Figura 25: Diagrama de nodos.
1
2
3
4
5
6
1
2
3
4
5
6
x11
x12
.
.
.
x66
Period
os
Capacidades
Demandas
39000
0
39000
0
39000
8000
39000
18000
39000
0
39000
>192168
Figura 26: Tendencia de costos unitarios.
2009 2010 2011
$66.00
$68.00
$70.00
$72.00
$74.00
$76.00
$69.59$72.27
$74.95
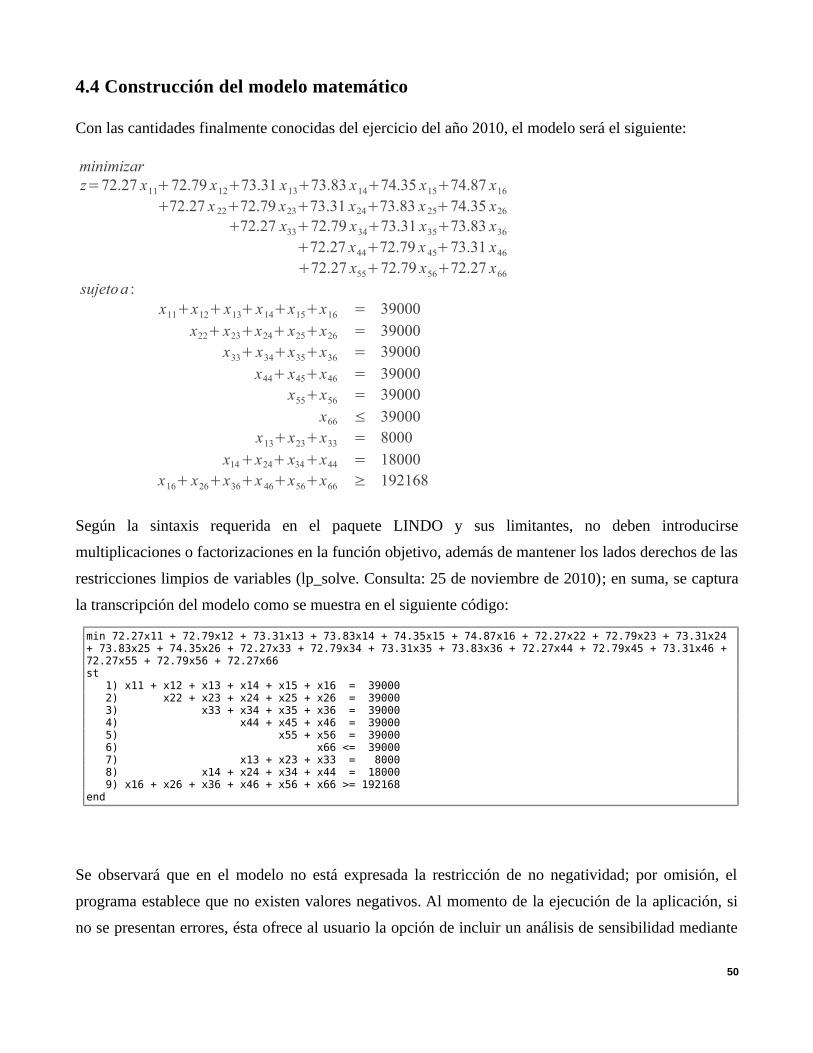
4.4 Construcción del modelo matemático
Con las cantidades finalmente conocidas del ejercicio del año 2010, el modelo será el siguiente:
Según la sintaxis requerida en el paquete LINDO y sus limitantes, no deben introducirse
multiplicaciones o factorizaciones en la función objetivo, además de mantener los lados derechos de las
restricciones limpios de variables (lp_solve. Consulta: 25 de noviembre de 2010); en suma, se captura
la transcripción del modelo como se muestra en el siguiente código:
min 72.27x11 + 72.79x12 + 73.31x13 + 73.83x14 + 74.35x15 + 74.87x16 + 72.27x22 + 72.79x23 + 73.31x24 + 73.83x25 + 74.35x26 + 72.27x33 + 72.79x34 + 73.31x35 + 73.83x36 + 72.27x44 + 72.79x45 + 73.31x46 + 72.27x55 + 72.79x56 + 72.27x66st 1) x11 + x12 + x13 + x14 + x15 + x16 = 39000 2) x22 + x23 + x24 + x25 + x26 = 39000 3) x33 + x34 + x35 + x36 = 39000 4) x44 + x45 + x46 = 39000 5) x55 + x56 = 39000 6) x66 <= 39000 7) x13 + x23 + x33 = 8000 8) x14 + x24 + x34 + x44 = 18000 9) x16 + x26 + x36 + x46 + x56 + x66 >= 192168end
Se observará que en el modelo no está expresada la restricción de no negatividad; por omisión, el
programa establece que no existen valores negativos. Al momento de la ejecución de la aplicación, si
no se presentan errores, ésta ofrece al usuario la opción de incluir un análisis de sensibilidad mediante
50
minimizarz=72.27 x11+72.79 x12+73.31 x13+73.83 x14+74.35 x15+74.87 x16
+72.27 x 22+72.79 x23+73.31 x24+73.83 x 25+74.35 x26+72.27 x33+72.79 x34+73.31 x35+73.83 x36
+72.27 x44+72.79 x 45+73.31 x46+72.27 x55+72.79 x56+72.27 x66
sujetoa :x11+x12+ x13+ x14+x15+x16 = 39000
x22+ x23+x24+ x25+x26 = 39000x33+ x34+x35+x36 = 39000
x44+ x45+x46 = 39000x55+x56 = 39000
x66 ≤ 39000x13+x23+x33 = 8000
x14+x24+ x34+x44 = 18000x16+ x26+x36+x 46+x56+x66 ≥ 192168
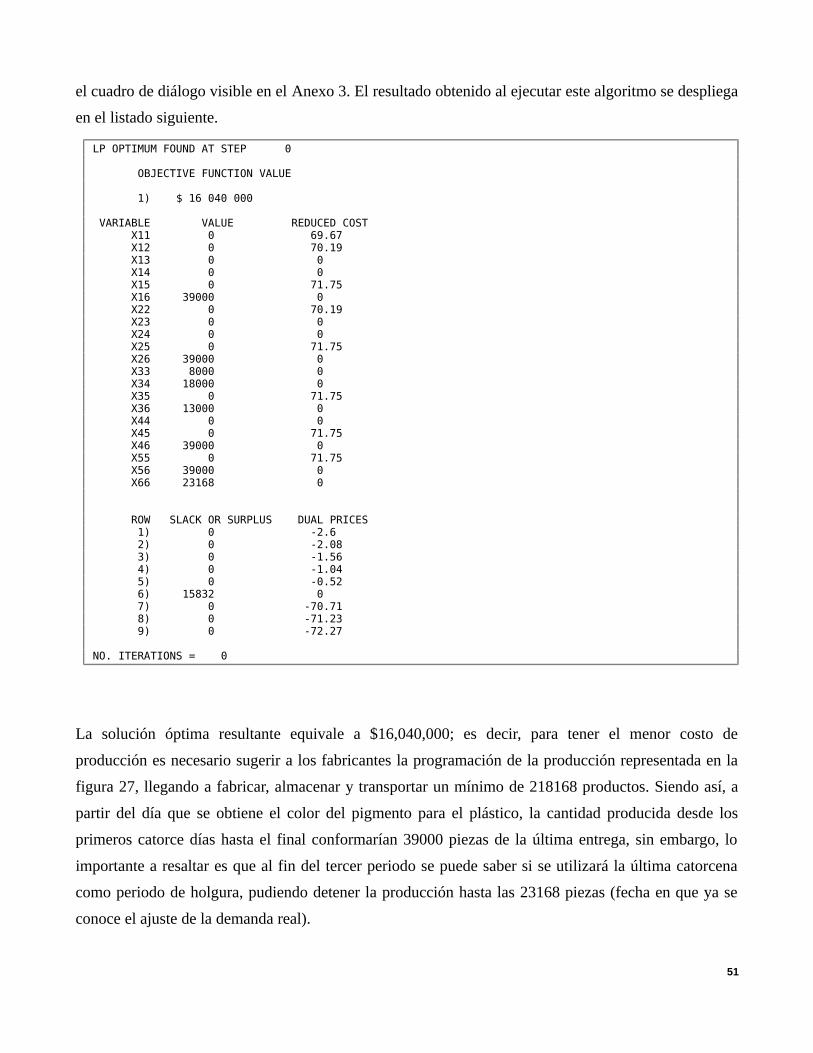
el cuadro de diálogo visible en el Anexo 3. El resultado obtenido al ejecutar este algoritmo se despliega
en el listado siguiente.
LP OPTIMUM FOUND AT STEP 0
OBJECTIVE FUNCTION VALUE
1) $ 16 040 000 VARIABLE VALUE REDUCED COST X11 0 69.67 X12 0 70.19 X13 0 0 X14 0 0 X15 0 71.75 X16 39000 0 X22 0 70.19 X23 0 0 X24 0 0 X25 0 71.75 X26 39000 0 X33 8000 0 X34 18000 0 X35 0 71.75 X36 13000 0 X44 0 0 X45 0 71.75 X46 39000 0 X55 0 71.75 X56 39000 0 X66 23168 0
ROW SLACK OR SURPLUS DUAL PRICES 1) 0 -2.6 2) 0 -2.08 3) 0 -1.56 4) 0 -1.04 5) 0 -0.52 6) 15832 0 7) 0 -70.71 8) 0 -71.23 9) 0 -72.27
NO. ITERATIONS = 0
La solución óptima resultante equivale a $16,040,000; es decir, para tener el menor costo de
producción es necesario sugerir a los fabricantes la programación de la producción representada en la
figura 27, llegando a fabricar, almacenar y transportar un mínimo de 218168 productos. Siendo así, a
partir del día que se obtiene el color del pigmento para el plástico, la cantidad producida desde los
primeros catorce días hasta el final conformarían 39000 piezas de la última entrega, sin embargo, lo
importante a resaltar es que al fin del tercer periodo se puede saber si se utilizará la última catorcena
como periodo de holgura, pudiendo detener la producción hasta las 23168 piezas (fecha en que ya se
conoce el ajuste de la demanda real).
51
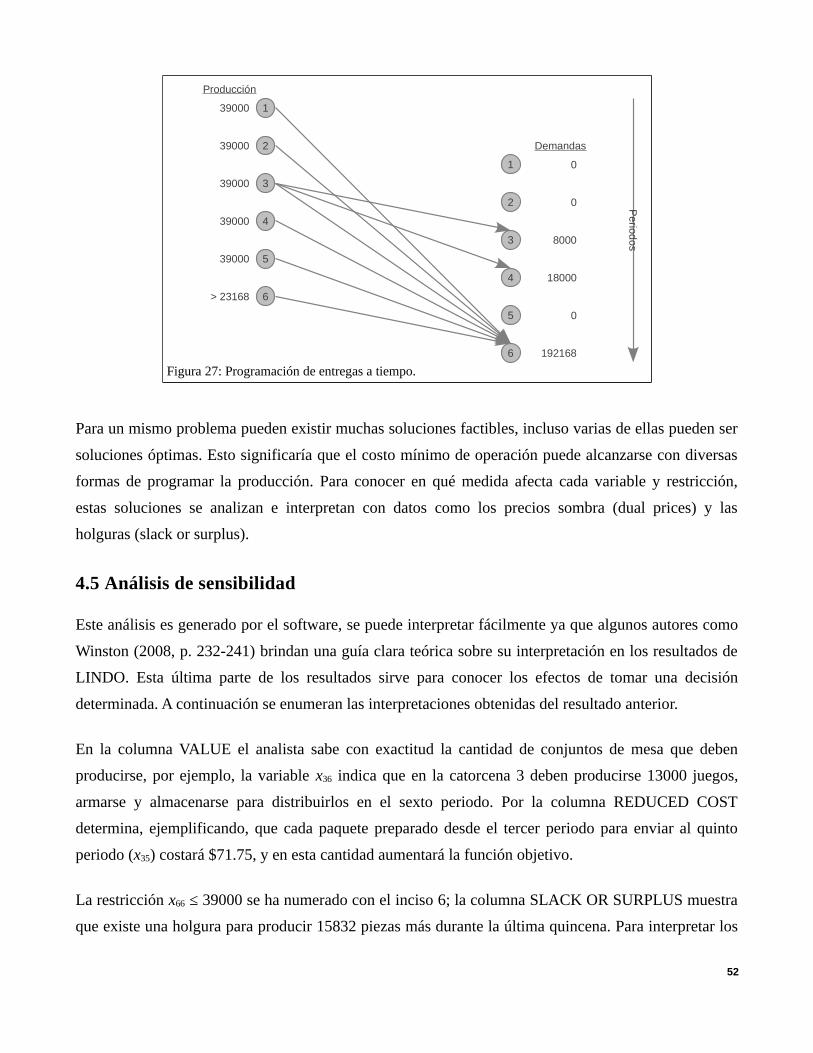
Para un mismo problema pueden existir muchas soluciones factibles, incluso varias de ellas pueden ser
soluciones óptimas. Esto significaría que el costo mínimo de operación puede alcanzarse con diversas
formas de programar la producción. Para conocer en qué medida afecta cada variable y restricción,
estas soluciones se analizan e interpretan con datos como los precios sombra (dual prices) y las
holguras (slack or surplus).
4.5 Análisis de sensibilidad
Este análisis es generado por el software, se puede interpretar fácilmente ya que algunos autores como
Winston (2008, p. 232-241) brindan una guía clara teórica sobre su interpretación en los resultados de
LINDO. Esta última parte de los resultados sirve para conocer los efectos de tomar una decisión
determinada. A continuación se enumeran las interpretaciones obtenidas del resultado anterior.
En la columna VALUE el analista sabe con exactitud la cantidad de conjuntos de mesa que deben
producirse, por ejemplo, la variable x36 indica que en la catorcena 3 deben producirse 13000 juegos,
armarse y almacenarse para distribuirlos en el sexto periodo. Por la columna REDUCED COST
determina, ejemplificando, que cada paquete preparado desde el tercer periodo para enviar al quinto
periodo (x35) costará $71.75, y en esta cantidad aumentará la función objetivo.
La restricción x66 ≤ 39000 se ha numerado con el inciso 6; la columna SLACK OR SURPLUS muestra
que existe una holgura para producir 15832 piezas más durante la última quincena. Para interpretar los
52
Figura 27: Programación de entregas a tiempo.
1
2
3
4
5
6
1
2
3
4
5
6
Period
os
Producción
Demandas
39000
0
39000
0
39000
8000
39000
18000
39000
0
> 23168
192168
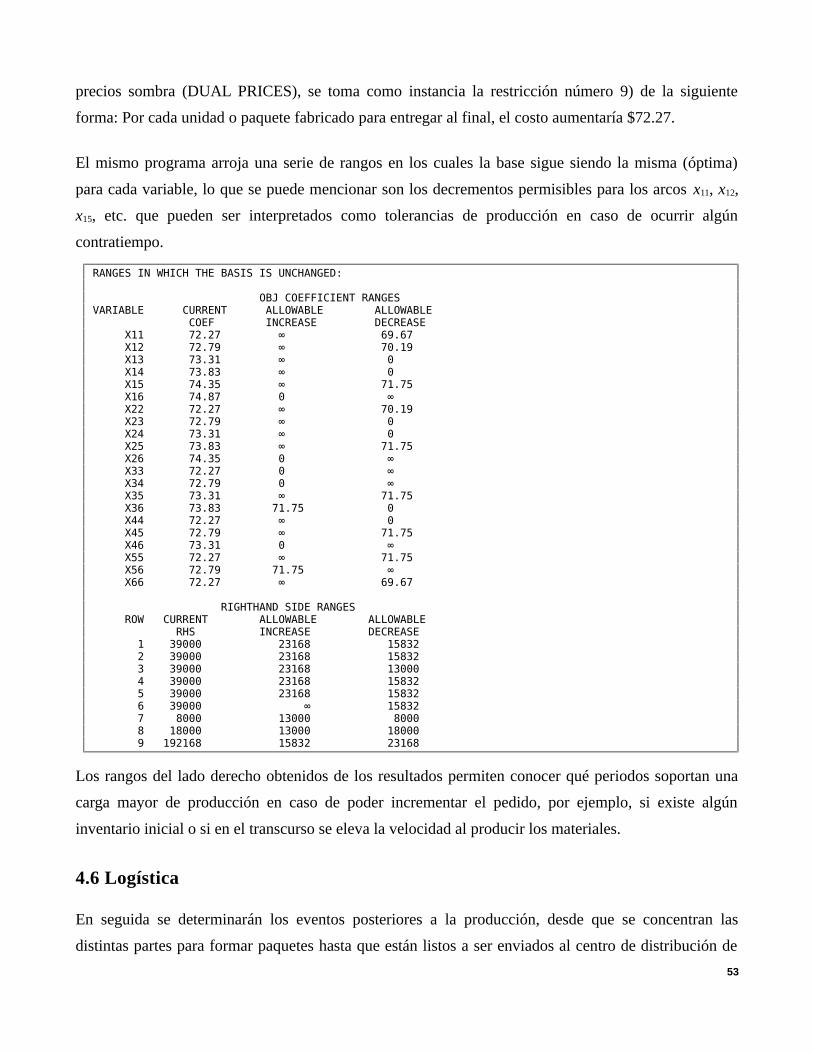
precios sombra (DUAL PRICES), se toma como instancia la restricción número 9) de la siguiente
forma: Por cada unidad o paquete fabricado para entregar al final, el costo aumentaría $72.27.
El mismo programa arroja una serie de rangos en los cuales la base sigue siendo la misma (óptima)
para cada variable, lo que se puede mencionar son los decrementos permisibles para los arcos x11, x12,
x15, etc. que pueden ser interpretados como tolerancias de producción en caso de ocurrir algún
contratiempo.
RANGES IN WHICH THE BASIS IS UNCHANGED:
OBJ COEFFICIENT RANGES VARIABLE CURRENT ALLOWABLE ALLOWABLE COEF INCREASE DECREASE X11 72.27 ∞ 69.67 X12 72.79 ∞ 70.19 X13 73.31 ∞ 0 X14 73.83 ∞ 0 X15 74.35 ∞ 71.75 X16 74.87 0 ∞ X22 72.27 ∞ 70.19 X23 72.79 ∞ 0 X24 73.31 ∞ 0 X25 73.83 ∞ 71.75 X26 74.35 0 ∞ X33 72.27 0 ∞ X34 72.79 0 ∞ X35 73.31 ∞ 71.75 X36 73.83 71.75 0 X44 72.27 ∞ 0 X45 72.79 ∞ 71.75 X46 73.31 0 ∞ X55 72.27 ∞ 71.75 X56 72.79 71.75 ∞ X66 72.27 ∞ 69.67
RIGHTHAND SIDE RANGES ROW CURRENT ALLOWABLE ALLOWABLE RHS INCREASE DECREASE 1 39000 23168 15832 2 39000 23168 15832 3 39000 23168 13000 4 39000 23168 15832 5 39000 23168 15832 6 39000 ∞ 15832 7 8000 13000 8000 8 18000 13000 18000 9 192168 15832 23168
Los rangos del lado derecho obtenidos de los resultados permiten conocer qué periodos soportan una
carga mayor de producción en caso de poder incrementar el pedido, por ejemplo, si existe algún
inventario inicial o si en el transcurso se eleva la velocidad al producir los materiales.
4.6 Logística
En seguida se determinarán los eventos posteriores a la producción, desde que se concentran las
distintas partes para formar paquetes hasta que están listos a ser enviados al centro de distribución de
53
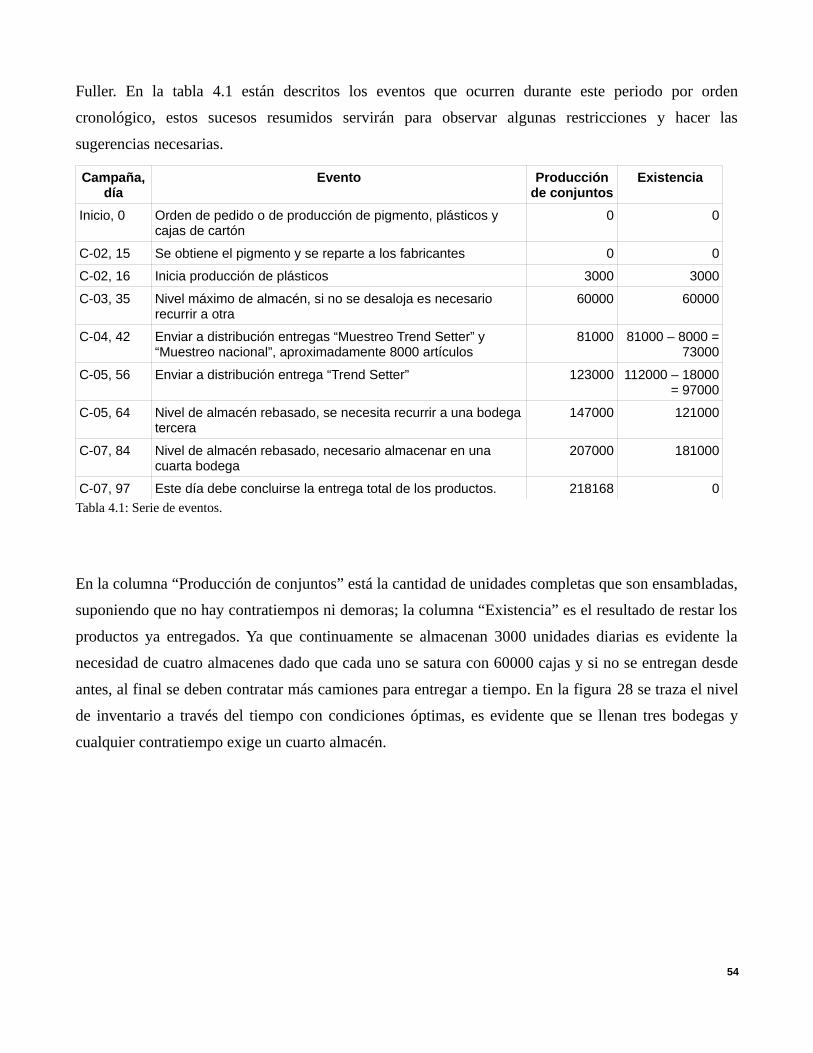
Fuller. En la tabla 4.1 están descritos los eventos que ocurren durante este periodo por orden
cronológico, estos sucesos resumidos servirán para observar algunas restricciones y hacer las
sugerencias necesarias.
Campaña, día
Evento Producción de conjuntos
Existencia
Inicio, 0 Orden de pedido o de producción de pigmento, plásticos y cajas de cartón
0 0
C-02, 15 Se obtiene el pigmento y se reparte a los fabricantes 0 0
C-02, 16 Inicia producción de plásticos 3000 3000
C-03, 35 Nivel máximo de almacén, si no se desaloja es necesario recurrir a otra
60000 60000
C-04, 42 Enviar a distribución entregas “Muestreo Trend Setter” y “Muestreo nacional”, aproximadamente 8000 artículos
81000 81000 – 8000 = 73000
C-05, 56 Enviar a distribución entrega “Trend Setter” 123000 112000 – 18000 = 97000
C-05, 64 Nivel de almacén rebasado, se necesita recurrir a una bodega tercera
147000 121000
C-07, 84 Nivel de almacén rebasado, necesario almacenar en una cuarta bodega
207000 181000
C-07, 97 Este día debe concluirse la entrega total de los productos. 218168 0
Tabla 4.1: Serie de eventos.
En la columna “Producción de conjuntos” está la cantidad de unidades completas que son ensambladas,
suponiendo que no hay contratiempos ni demoras; la columna “Existencia” es el resultado de restar los
productos ya entregados. Ya que continuamente se almacenan 3000 unidades diarias es evidente la
necesidad de cuatro almacenes dado que cada uno se satura con 60000 cajas y si no se entregan desde
antes, al final se deben contratar más camiones para entregar a tiempo. En la figura 28 se traza el nivel
de inventario a través del tiempo con condiciones óptimas, es evidente que se llenan tres bodegas y
cualquier contratiempo exige un cuarto almacén.
54
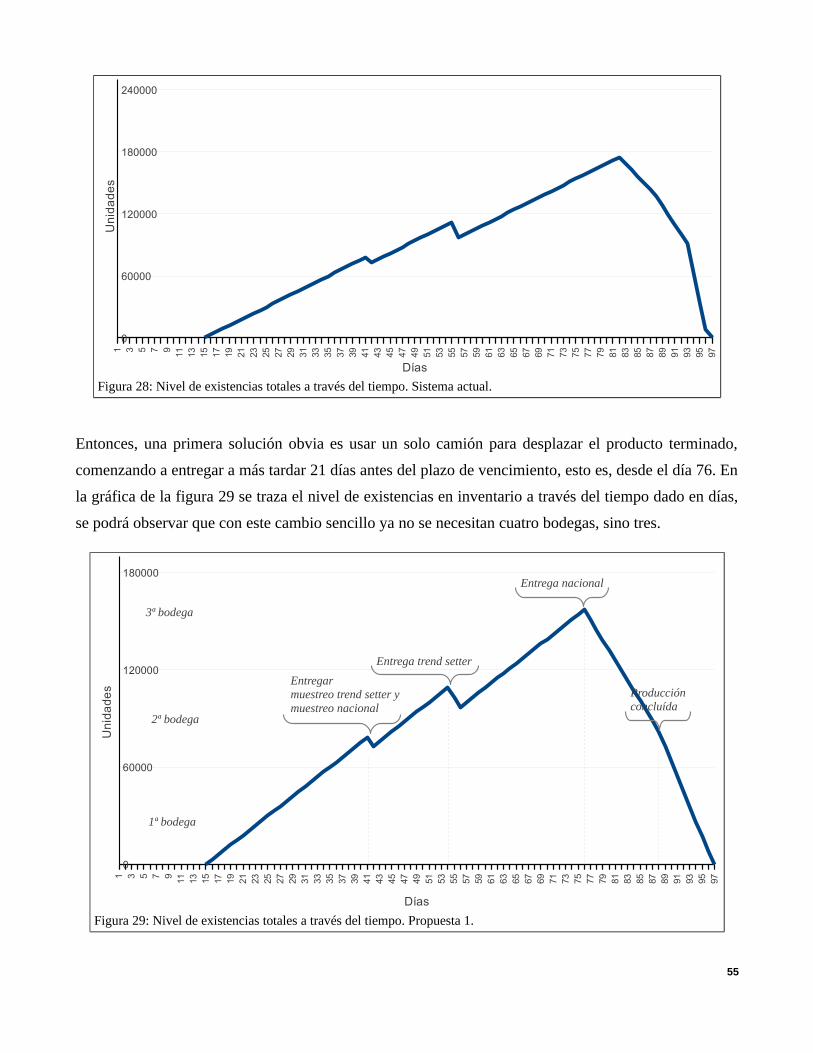
Entonces, una primera solución obvia es usar un solo camión para desplazar el producto terminado,
comenzando a entregar a más tardar 21 días antes del plazo de vencimiento, esto es, desde el día 76. En
la gráfica de la figura 29 se traza el nivel de existencias en inventario a través del tiempo dado en días,
se podrá observar que con este cambio sencillo ya no se necesitan cuatro bodegas, sino tres.
55
Figura 29: Nivel de existencias totales a través del tiempo. Propuesta 1.
1 3 5 7 9 11 13 15 17 19 21 23 25 27 29 31 33 35 37 39 41 43 45 47 49 51 53 55 57 59 61 63 65 67 69 71 73 75 77 79 81 83 85 87 89 91 93 95 97
0
60000
120000
180000
Días
Un
ida
de
s
Entregarmuestreo trend setter ymuestreo nacional
Entrega trend setter
Entrega nacional
Producción concluída
1ª bodega
2ª bodega
3ª bodega
Figura 28: Nivel de existencias totales a través del tiempo. Sistema actual.
1 3 5 7 9 11 13 15 17 19 21 23 25 27 29 31 33 35 37 39 41 43 45 47 49 51 53 55 57 59 61 63 65 67 69 71 73 75 77 79 81 83 85 87 89 91 93 95 97
0
60000
120000
180000
240000
Días
Un
ida
de
s
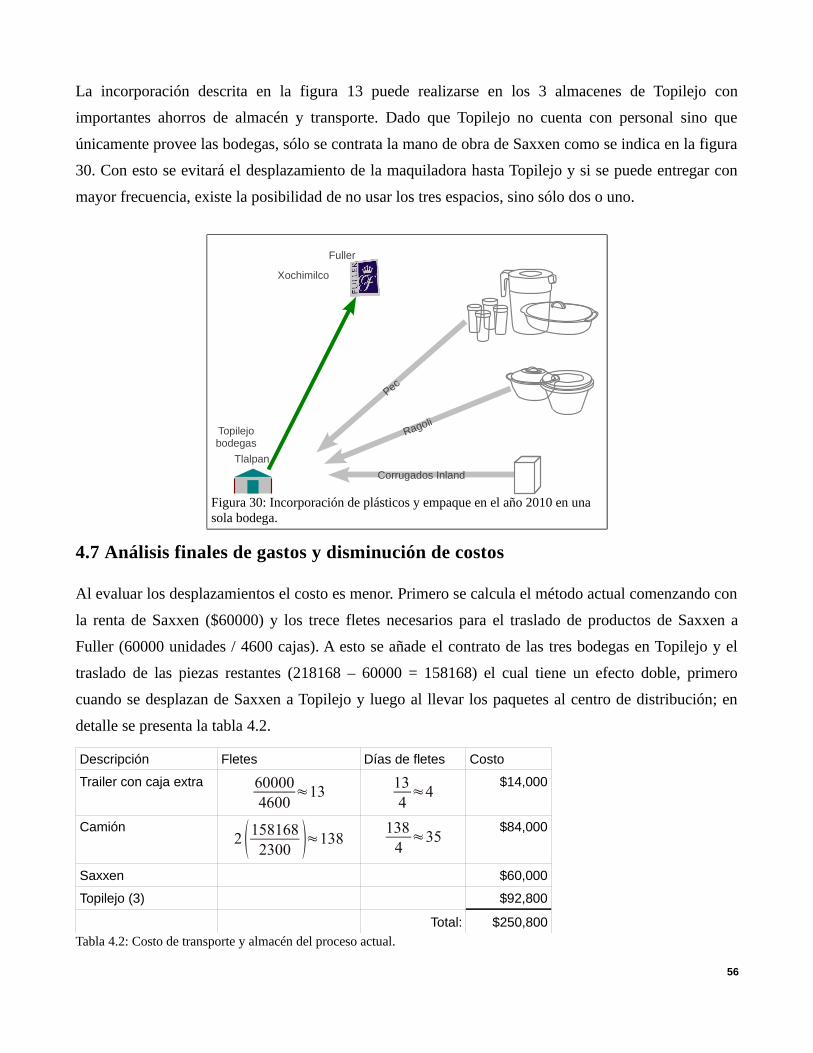
La incorporación descrita en la figura 13 puede realizarse en los 3 almacenes de Topilejo con
importantes ahorros de almacén y transporte. Dado que Topilejo no cuenta con personal sino que
únicamente provee las bodegas, sólo se contrata la mano de obra de Saxxen como se indica en la figura
30. Con esto se evitará el desplazamiento de la maquiladora hasta Topilejo y si se puede entregar con
mayor frecuencia, existe la posibilidad de no usar los tres espacios, sino sólo dos o uno.
4.7 Análisis finales de gastos y disminución de costos
Al evaluar los desplazamientos el costo es menor. Primero se calcula el método actual comenzando con
la renta de Saxxen ($60000) y los trece fletes necesarios para el traslado de productos de Saxxen a
Fuller (60000 unidades / 4600 cajas). A esto se añade el contrato de las tres bodegas en Topilejo y el
traslado de las piezas restantes (218168 – 60000 = 158168) el cual tiene un efecto doble, primero
cuando se desplazan de Saxxen a Topilejo y luego al llevar los paquetes al centro de distribución; en
detalle se presenta la tabla 4.2.
Descripción Fletes Días de fletes Costo
Trailer con caja extra 600004600
≈13134
≈4$14,000
Camión2 1581682300 ≈138 138
4≈35
$84,000
Saxxen $60,000
Topilejo (3) $92,800
Total: $250,800
Tabla 4.2: Costo de transporte y almacén del proceso actual.
56
Figura 30: Incorporación de plásticos y empaque en el año 2010 en una sola bodega.
Ragoli
Pec
Corrugados Inland
Xochimilco
Tlalpan
Fuller
Topilejobodegas
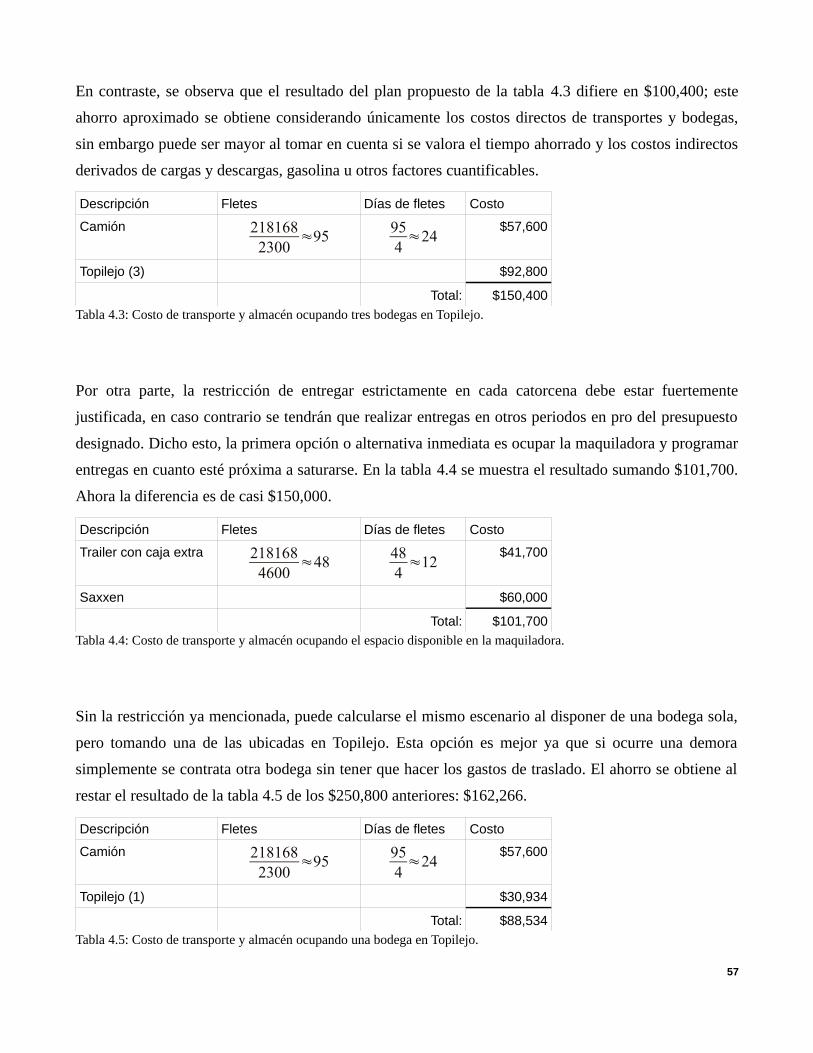
En contraste, se observa que el resultado del plan propuesto de la tabla 4.3 difiere en $100,400; este
ahorro aproximado se obtiene considerando únicamente los costos directos de transportes y bodegas,
sin embargo puede ser mayor al tomar en cuenta si se valora el tiempo ahorrado y los costos indirectos
derivados de cargas y descargas, gasolina u otros factores cuantificables.
Descripción Fletes Días de fletes Costo
Camión 2181682300
≈95954
≈24$57,600
Topilejo (3) $92,800
Total: $150,400
Tabla 4.3: Costo de transporte y almacén ocupando tres bodegas en Topilejo.
Por otra parte, la restricción de entregar estrictamente en cada catorcena debe estar fuertemente
justificada, en caso contrario se tendrán que realizar entregas en otros periodos en pro del presupuesto
designado. Dicho esto, la primera opción o alternativa inmediata es ocupar la maquiladora y programar
entregas en cuanto esté próxima a saturarse. En la tabla 4.4 se muestra el resultado sumando $101,700.
Ahora la diferencia es de casi $150,000.
Descripción Fletes Días de fletes Costo
Trailer con caja extra 2181684600
≈48484
≈12$41,700
Saxxen $60,000
Total: $101,700
Tabla 4.4: Costo de transporte y almacén ocupando el espacio disponible en la maquiladora.
Sin la restricción ya mencionada, puede calcularse el mismo escenario al disponer de una bodega sola,
pero tomando una de las ubicadas en Topilejo. Esta opción es mejor ya que si ocurre una demora
simplemente se contrata otra bodega sin tener que hacer los gastos de traslado. El ahorro se obtiene al
restar el resultado de la tabla 4.5 de los $250,800 anteriores: $162,266.
Descripción Fletes Días de fletes Costo
Camión 2181682300
≈95954
≈24$57,600
Topilejo (1) $30,934
Total: $88,534
Tabla 4.5: Costo de transporte y almacén ocupando una bodega en Topilejo.
57

Análogamente a la figura 29 de la página 55, se pueden comparar los escenarios planteados trazando su
nivel de inventarios a través del tiempo como se indica en la figura 31. Las divisiones verticales indican
los periodos o campañas, las líneas horizontales son los almacenes a ocupar. De esta forma se observa
con claridad que en dos escenarios no se necesitan almacenes extras y se obtiene un mejor provecho de
los recursos existentes.
Este análisis se puede generar con ayuda de una hoja de cálculo, sin embargo existen paquetes
informáticos provistos de funciones como gráficas de variables, lo cual es muy útil al buscar respuestas
si no se tiene mucho tiempo disponible. En tal caso, los datos se añadirán automáticamente de la misma
forma en que estas gráficas se trazarán paulatinamente. Al final, esta cantidad ($88 534) —de costo de
almacén— es añadida a los $16 040 000 —de costo de producción— para obtener un total de $16 128
534.
En contraste, al utilizar estas herramientas en el orden que aquí se indican, es posible obtener una
visión panorámica del tiempo necesario y los recursos que se utilizarán con el fin de tomar decisiones
muy acertadas, cualquier cambio sobre el desarrollo del producto será menor y se podrá prevenir a
tiempo. Al final de todo, más que emplear herramientas complejas o tecnología muy avanzada, lo que
realmente se debe buscar es reflejar la diferencia de dinero que cuesta trabajar de una forma u otra.
58
Figura 31: Nivel de inventario de las distintas propuestas y su costo.
0 14 28 42 56 70 84 98
0
60000
120000
180000
3 bodegas: $150400
1 bodega: $88534
Saxxen: $101700
Días / Campañas
Un
ida
de
s / B
od
eg
as
4.7.1 Simulación
Cuando se decide adquirir o usar una herramienta que evidentemente es necesaria se busca obtener los
mayores beneficios a un costo justo. Un remedio absurdo sería generar ahorros de un proceso que de
antemano se obtuvo gastando más en la compra de los medios para obtenerlo. Law menciona la
importancia de analizar las ventajas y desventajas de crear soluciones o comprarlas, en términos
prácticos (2007, p. 188-189). Dicho lo anterior, la eficiencia de una solución reside en la habilidad de
usar los medios disponibles antes de recurrir a un gasto excesivo en recursos, ya sea económicos o de
tiempo.
Dado que las versiones académicas y de evaluación de algunos paquetes restringen las capacidades de
las versiones finales, es muy importante mantener problemas y modelos limpia y correctamente
planteados de manera que sean manejables eficientemente sin consumir recursos inútilmente. También
existen opciones de software libre que pueden generar resultados satisfactorios.
Para lo específico que resulta el problema actual, no es necesaria una herramienta muy robusta. Hasta
el momento es suficiente con valerse de una hoja de cálculo, LINDO e iThink, estos tres se pueden
combinar además de que no demandan grandes requisitos de hardware. Cabe destacar que el software
utilizado carece de versatilidad puesto que no permite al usuario acceder de una manera sencilla a los
resultados o generar un resumen de la información de salida. No obstante, es una herramienta sencilla
de usar que en un momento dado permite darse cuenta cuando se tienen cantidades de artículos
imposibles de entregar en cierto plazo u holguras aceptables.
Para visualizar el nivel de inventarios durante la animación se han colocado cuatro indicadores de aguja
en la parte inferior izquierda que corresponden a cada uno de los almacenes: Saxxen, Topilejo1,
Topilejo2 y Topilejo3. Los materiales fluyen de izquierda a derecha desde el círculo indicado como
Demanda hasta el rectángulo nombrado Fuller, los recuadros inferiores a este último objeto indican la
cantidad de materiales que han entrado y los que faltan hasta un momento dado.
Este software combina en el código las propiedades de los objetos con las características visuales que le
dan este aspecto, esto provoca confusión al interpretar el algoritmo original, no obstante, su facilidad de
edición visual permite modificarlo recortando las ramas o flujos —en este caso los inferiores— y
ajustar las características de los objetos —los periodos de entrega— rápidamente; en contraste, en una
hoja de cálculo esta operación tomaría mucho tiempo. En el listado del Anexo 4 (ubicado en el
apartado Apéndice, página 73) está plasmado el código generado por el programa para este modelo.
59
En el diagrama de la figura 20 (página 30) se puede observar una animación de la tasa de
almacenamiento a través del tiempo haciendo unas cuantas modificaciones comenzando por
desconectar las bodegas marcadas como Topilejo 2 y Topilejo 3, conectar los flujos de entrada de
empaque ahora a Topilejo 1 y modificar los bloques de demora para entregar en cuanto se llena este
almacén en base al tiempo de producción. Si bien es cierto que iThink no presenta un archivo de salida
con resultados, está provisto de gráficas y tablas que, de forma dinámica, van mostrando información
como cifras y alertas durante su desempeño. De existir desbordamientos el mismo sistema los advierte.
Al presentar un concentrado de resultados en la propuesta al coordinador de incentivos en Fuller,
conviene acompañar el documento con las gráficas obtenidas en las hojas de cálculo y sobre todo, la
interpretación en ahorros de tiempo y dinero. El propósito final es darle sustento al esfuerzo y tiempo
de estudio invertido en esta investigación en un sentido monetario; en otras palabras, un gerente
encontrará atractiva esta metodología no sólo porque se mejore la forma de trabajo, sino en tanto se
disminuyan los gastos.
4.8 Ventajas y mejoras en contraste con el proceso actual
Debido al énfasis de la investigación no se profundiza en el cálculo de todos los costos sino sólo los
más relevantes: de transportes y almacenes. Tampoco se intenta hacer un análisis exhaustivo del costo
por unidades de tiempo que en sentido práctico no sería real, es por eso que se toman los días en
algunos casos o las catorcenas en otros, por ejemplo, el costo de transporte por kilómetro, o la renta del
almacén por metro cuadrado o por día. Para el caso de los conjuntos de mesa se calcularon notables
ahorros específicos simplemente cambiando la forma de trabajo.
A rasgos generales, tener preparada una plantilla de cálculo para introducir valores en un momento
dado sobre un nuevo producto puede marcar la diferencia entre la obtención de los menores costos de
forma anticipada y la necesidad de sacar un pedido urgente fuera de tiempo, reflejada en pedidos
pendientes o “back orders” e inflando el presupuesto. Las herramientas usadas en este estudio pueden
ser adaptadas fácilmente y codificadas a los paquetes de computación que cada vez son más fáciles de
usar, de otro modo le costará mucho tiempo y dinero a la empresa ignorarlas.
Por la gran variedad de productos que se manejan y la constante introducción de productos nuevos, es
muy tedioso o extenuante la labor de llevar un registro de los conflictos imprevistos que surgen o la
frecuencia con que se presentan. Es por eso que muchas veces se da una valoración muy subjetiva en
60
base a la experiencia del personal involucrado, de tal modo que el encargado del almacén sabe
empíricamente cuando hay muchas existencias así como los coordinadores de los departamentos
intuyen qué problemas típicos se presentarán, por dar unos ejemplos. Más específicamente, en el
artículo estudiado se han presentado demoras de los proveedores debido falta de material y productos
defectuosos cuando deberían estar libres de inspección por calidad.
Con las mismas condiciones actuales, el analista puede suponer que en el año posterior se establezca
otra meta, cambien los proveedores o simplemente aumente la demanda a una tasa inesperada, en tal
caso sería imposible tener una certeza numérica de la repercusión en el tiempo a priori. La ventaja más
importante consiste en aprovechar la gran velocidad de cálculo de las computadoras para sustentar
nuestras decisiones interpretando los resultados de los modelos matemáticos planteados.
61
Conclusiones
Las herramientas analíticas de la ingeniería industrial ofrecen mejoras al estudiar los procesos de
trabajo. En este proyecto se ha comprobado el ahorro significativo posible con tan sólo cambiar los
periodos de entrega y por añadidura se resaltan las consecuencias de no contar con un método de
evaluación antes de comenzar a gestionar o planear las distribuciones de los materiales y los
movimientos necesarios prácticamente por mera intuición.
Durante la redacción de este documento se lanzó la promoción de este producto del año 2010, en la
búsqueda del incremento de la eficiencia se cambió la distribución ya que se pensó, empíricamente, una
mejor forma de realizarla. En ese año se realizaron las operaciones ocupando las bodegas de Topilejo,
sin embargo no fue posible tener acceso a los resultados de esa campaña en primer lugar porque aún no
había concluido, y en segundo lugar debido a algunos procedimientos periódicos de la empresa como la
auditoría de datos que se presentó.
Se ha observado que con una distinta forma de trabajo se pueden disminuir las erogaciones hasta por
más de cien mil pesos por un solo producto, este dinero equivale a el sueldo de varios trabajadores (el
salario mínimo actual es cercano a los $55 diarios), pedidos de materia prima completos o capital de
inversión, todos muy necesarios para la compañía en todo momento. Sin embargo, no es todo lo que se
puede hacer, aún existen muchas técnicas en otras ramas que lograrían incrementar la eficiencia como
la logística, el diseño del producto, la planeación de la producción, etc.
Si Fuller constantemente compra más de mil productos durante todo el año y por lo menos unos diez
productos tienen un tratamiento similar a éste, es de suponer que la dirección realmente estaría
interesada en poner énfasis en investigar o crear una alternativa o metodología que obtenga ganancias
de forma rápida y precisa. Entonces un proyecto posterior podría ser la creación de un sistema que
analice una sección de la cadena de suministro de cada producto, abarcando hasta unos cinco eslabones
entre proveedores y clientes. Aunque suena ambicioso, los frutos de tal proyecto serían muy preciados.
Sobre el planteamiento del problema y la construcción del modelo es posible incorporar condiciones de
recursos y agregar otras variables que lo hagan más robusto, eso lo convertirá en una aplicación más
flexible que pueda considerar más transportes, puntos de distribución, proveedores y consecutivamente
escalar la metodología actual a una aplicación informática que genere resultados inmediatos de
62
distribución y programación de la producción para más artículos. Aquí se presentaron otros obstáculos
como la falta de acceso a un simulador con licencia, las versiones de evaluación o las académicas
tienen muchos límites restrictivos. Otros proyectos futuros sugeridos pueden ser el modelado y
programación en simuladores robustos con licencia para comparar los resultados y evaluar dichos
simuladores.
Investigaciones próximas o perspectivas
A partir de esta investigación existe un amplio campo de desarrollo, ya sea aplicando la teoría más
robustamente para contemplar más variantes del problema, ya sea creando software especializado e
incluso pueda ser para capacitar más rápidamente al nuevo personal. Estas tres ideas encierran muchos
temas tentativos, por ejemplo: Cada uno de estos estudios encierra muchas disciplinas como
contabilidad de costos (que atañe primeramente a inversionistas, gerentes y tomadores de decisiones),
investigación de operaciones y logística (áreas auxiliares para ingenieros), planeación de rutas y
horarios (necesaria para negociar con transportistas y proveedores), etc. Es importante entonces
interpretar rápidamente el problema de tiempos a dinero o a consumo de recursos y viceversa, lo que
puede interesar a un fabricante pareciera no afectarle al accionista si hablan diferentes idiomas.
Otro trabajo sugerido tiene por objeto la generación de un manual de introducción para nuevos
empleados que les permita comprender su puesto de trabajo como coordinador de compras de
incentivos en el menor tiempo posible ya que el costo de capacitación es absorbido por la empresa.
Además son tantas las herramientas teóricas aplicables y durante el trabajo es tan poco el tiempo
disponible para aprender que el riesgo de incurrir en los mismos errores es demasiado grande.
Actualmente existe una gran cantidad de software que puede ser adquirido fácilmente, sin embargo,
muchas de estas aplicaciones son multipropósitos, siendo complicado adaptarlos por personal
técnicamente inexperto; otro problema es que el resultado generalmente debe ser interpretado, como
fue el caso del análisis de sensibilidad. En fin, el costo de licencia de uso, el entrenamiento y el pago
incluido de características inherentes que sean inútiles para la empresa son algunos de los motivos para
crear una solución ofimática que sea propiedad exclusiva de Fuller, que cuente únicamente con las
características necesarias sin confundir al usuario y que brinde resultados legibles hasta para el
trabajador novato.
Nunca se profundizó en la investigación actual en los pronósticos u otros métodos para obtener
63
tendencias más refinados, no obstante son primordiales para inferir en el futuro inmediato sin la
necesidad de esperar a los indicadores del departamento de Mercadotecnia. Recopilar datos y
pronosticar automáticamente serían entonces dos pasos esenciales que debieran ser añadidos
previamente a esta metodología. Generalmente es la parte más tediosa, la automatización de su
almacenamiento traería grandes beneficios.
La compañía Fuller no es la única en su ramo, es fácil suponer que sus competidoras se habrán
enfrentado a numerosas situaciones muy semejantes. No sólo eso, las organizaciones de paquetería y
logística cuyas utilidades se basan en operaciones de amplia cobertura geográfica, entregas puntuales y
un excelente servicio al cliente seguramente tendrán sistemas muy efectivos. Será interesante comparar
qué tan distintas o similares son las alternativas a las que habrán recurrido y qué tan eficientes o
exitosas han sido sus maneras de poner una solución a la misma encrucijada. Un estudio detallado
podría, incluso, detallar cómo es que las grandes cadenas lidian con los problemas de estacionalidad,
recursos limitados y una competencia con horizontes cada vez más amplios.
64
5. Referencias
Evers, P.; Harper, D.; Needham, P. (1996). The Determinants of Shipper Perceptions of Modes. Transportation Journal, 36 (2)
Ballou, R. (2004). Logística: Administración de la cadena de suministro (5ª ed.). México: Pearson, Prentice Hall
Bazaraa, M. (2010). Linear programming and network flows (4ª ed.). EUA: John Wiley & Sons, Inc.
Bowersox, D.; Closs, D.; Cooper, M. (2007). Administración y logística en la cadena de suministros (2ª ed.). México: McGraw-Hill/Interamericana editores S.A. de C.V.
Buffa, E.; Dyer, J. (1994). Ciencias de la administración e investigación de operaciones: Formulación de modelos y métodos (1ª ed.). México: Limusa / Noriega editores
Carter, M.; Price, C. (2001). Operations research: A practical introduction (1ª ed.). EUA: CRC Press LLC
Coss Bú, R. (1982). Simulación: Un enfoque práctico (1ª ed.). México: Editorial Limusa, S.A. de C.V.
Daellenbach, H.; George, J. (1978). Introduction to operations research techniques (1ª ed.). EUA: Allyn and Bacon Inc.
Dinkel, J.; Kochenberger, G.; Plane, D. (1980). Administración científica (1ª ed.). México: Representaciones y servicios de ingeniería S.A. de C.V.
Goldratt, Eliyahu (1992). La Meta (1ª ed.). México: Ediciones Castillo
Hillier, F.; Lieberman, G. (2006). Introducción a la investigación de operaciones (8ª ed.). México: McGraw-Hill/Interamericana editores S.A. de C.V.
Law, A. (2007). Simulation modeling and analysis (4ª ed.). EUA: McGraw-Hill International Edition
Nahmias, S. (2006). Análisis de la producción y las operaciones (1ª ed.). México: Compañía Editorial Continental
Sipper, D.; Bulfin, R. (1998). Planeación y control de la producción (1ª ed.). México: McGraw-Hill/Interamericana editores S.A. de C.V.
Sterman, J. (2006). Business Dynamics: Systems Thinking and Modeling for a Complex World (1ª ed.). EUA: McGraw-Hill/Irwin
65
Taha, H. (2004). Investigación de operaciones (7ª ed.). México: Pearson, Prentice Hall
Winston, W. (2008). Investigación de operaciones: Aplicaciones y algoritmos (4ª ed.). México: International Thomson editores
Zeigler, B.; Praehofer, H.; Kim, T. (2000). Theory of modeling and simulation: Integrating discrete events and continuous complex dynamic systems (2ª ed.). Reino Unido: Academic Press
Fuller (2010). Fuller Cosmetics México. México. Disponible en: http://www.fuller.com.mx/webmodule/jsp/fuller.jsp
High Performance Systems (2010). isee systems - iThink Modeling \& Simulation Software for Business. EUA. Disponible en: http://www.iseesystems.com/softwares/Business/IthinkSoftware.aspx
INFORMS (2010). Operations research: The science of better. EUA. Disponible en: http://www.scienceofbetter.org/what/index.htm
INFORMS (2010). Operations research: The science of better. EUA. Disponible en: http://www.scienceofbetter.org/can_do/five_signs
LINDO (2010). LINDO Systems - Optimization Software: Integer Programming, Linear Programming, Nonlinear Programming, Global Optimization. . Disponible en: http://www.lindo.com
lp_solve (2010). lp_solve reference guide menu: LINDO lp files. . Disponible en: http://lpsolve.sourceforge.net/5.5/LINDO-format.htm
World Federation of Direct Selling Associations (2010). WFDSA: Venta Directa. . Disponible en: http://www.wfdsa.org/legal_reg/index.cfm?fa=sp_ppaper2
66
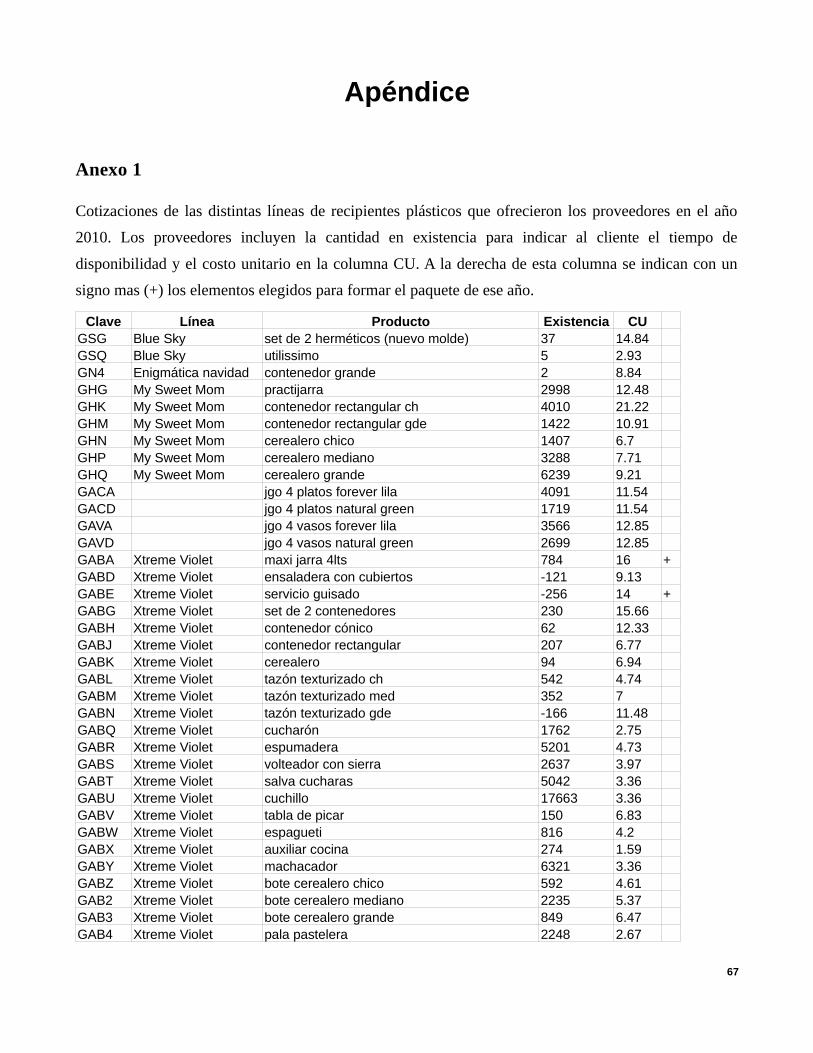
Apéndice
Anexo 1
Cotizaciones de las distintas líneas de recipientes plásticos que ofrecieron los proveedores en el año
2010. Los proveedores incluyen la cantidad en existencia para indicar al cliente el tiempo de
disponibilidad y el costo unitario en la columna CU. A la derecha de esta columna se indican con un
signo mas (+) los elementos elegidos para formar el paquete de ese año.
Clave Línea Producto Existencia CUGSG Blue Sky set de 2 herméticos (nuevo molde) 37 14.84GSQ Blue Sky utilissimo 5 2.93GN4 Enigmática navidad contenedor grande 2 8.84GHG My Sweet Mom practijarra 2998 12.48GHK My Sweet Mom contenedor rectangular ch 4010 21.22GHM My Sweet Mom contenedor rectangular gde 1422 10.91GHN My Sweet Mom cerealero chico 1407 6.7GHP My Sweet Mom cerealero mediano 3288 7.71GHQ My Sweet Mom cerealero grande 6239 9.21GACA jgo 4 platos forever lila 4091 11.54GACD jgo 4 platos natural green 1719 11.54GAVA jgo 4 vasos forever lila 3566 12.85GAVD jgo 4 vasos natural green 2699 12.85GABA Xtreme Violet maxi jarra 4lts 784 16 +GABD Xtreme Violet ensaladera con cubiertos -121 9.13GABE Xtreme Violet servicio guisado -256 14 +GABG Xtreme Violet set de 2 contenedores 230 15.66GABH Xtreme Violet contenedor cónico 62 12.33GABJ Xtreme Violet contenedor rectangular 207 6.77GABK Xtreme Violet cerealero 94 6.94GABL Xtreme Violet tazón texturizado ch 542 4.74GABM Xtreme Violet tazón texturizado med 352 7GABN Xtreme Violet tazón texturizado gde -166 11.48GABQ Xtreme Violet cucharón 1762 2.75GABR Xtreme Violet espumadera 5201 4.73GABS Xtreme Violet volteador con sierra 2637 3.97GABT Xtreme Violet salva cucharas 5042 3.36GABU Xtreme Violet cuchillo 17663 3.36GABV Xtreme Violet tabla de picar 150 6.83GABW Xtreme Violet espagueti 816 4.2GABX Xtreme Violet auxiliar cocina 274 1.59GABY Xtreme Violet machacador 6321 3.36GABZ Xtreme Violet bote cerealero chico 592 4.61GAB2 Xtreme Violet bote cerealero mediano 2235 5.37GAB3 Xtreme Violet bote cerealero grande 849 6.47GAB4 Xtreme Violet pala pastelera 2248 2.67
67
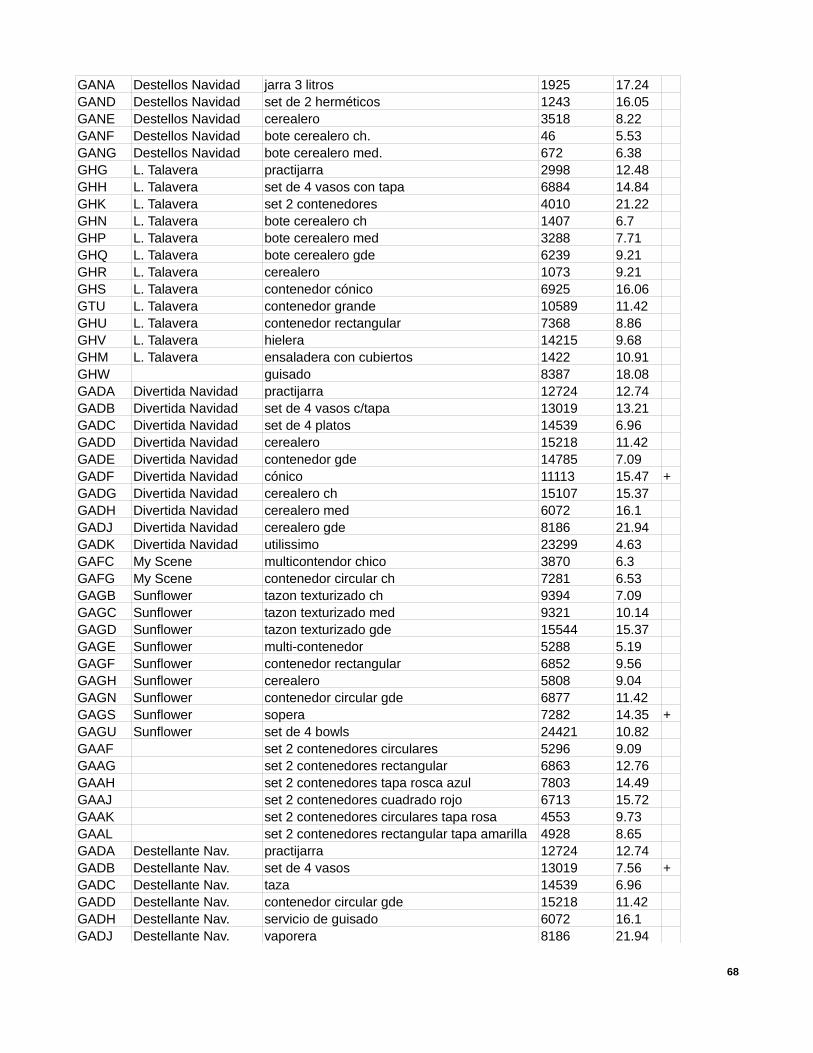
GANA Destellos Navidad jarra 3 litros 1925 17.24GAND Destellos Navidad set de 2 herméticos 1243 16.05GANE Destellos Navidad cerealero 3518 8.22GANF Destellos Navidad bote cerealero ch. 46 5.53GANG Destellos Navidad bote cerealero med. 672 6.38GHG L. Talavera practijarra 2998 12.48GHH L. Talavera set de 4 vasos con tapa 6884 14.84GHK L. Talavera set 2 contenedores 4010 21.22GHN L. Talavera bote cerealero ch 1407 6.7GHP L. Talavera bote cerealero med 3288 7.71GHQ L. Talavera bote cerealero gde 6239 9.21GHR L. Talavera cerealero 1073 9.21GHS L. Talavera contenedor cónico 6925 16.06GTU L. Talavera contenedor grande 10589 11.42GHU L. Talavera contenedor rectangular 7368 8.86GHV L. Talavera hielera 14215 9.68GHM L. Talavera ensaladera con cubiertos 1422 10.91GHW guisado 8387 18.08GADA Divertida Navidad practijarra 12724 12.74GADB Divertida Navidad set de 4 vasos c/tapa 13019 13.21GADC Divertida Navidad set de 4 platos 14539 6.96GADD Divertida Navidad cerealero 15218 11.42GADE Divertida Navidad contenedor gde 14785 7.09GADF Divertida Navidad cónico 11113 15.47 +GADG Divertida Navidad cerealero ch 15107 15.37GADH Divertida Navidad cerealero med 6072 16.1GADJ Divertida Navidad cerealero gde 8186 21.94GADK Divertida Navidad utilissimo 23299 4.63GAFC My Scene multicontendor chico 3870 6.3GAFG My Scene contenedor circular ch 7281 6.53GAGB Sunflower tazon texturizado ch 9394 7.09GAGC Sunflower tazon texturizado med 9321 10.14GAGD Sunflower tazon texturizado gde 15544 15.37GAGE Sunflower multi-contenedor 5288 5.19GAGF Sunflower contenedor rectangular 6852 9.56GAGH Sunflower cerealero 5808 9.04GAGN Sunflower contenedor circular gde 6877 11.42GAGS Sunflower sopera 7282 14.35 +GAGU Sunflower set de 4 bowls 24421 10.82GAAF set 2 contenedores circulares 5296 9.09GAAG set 2 contenedores rectangular 6863 12.76GAAH set 2 contenedores tapa rosca azul 7803 14.49GAAJ set 2 contenedores cuadrado rojo 6713 15.72GAAK set 2 contenedores circulares tapa rosa 4553 9.73GAAL set 2 contenedores rectangular tapa amarilla 4928 8.65GADA Destellante Nav. practijarra 12724 12.74GADB Destellante Nav. set de 4 vasos 13019 7.56 +GADC Destellante Nav. taza 14539 6.96GADD Destellante Nav. contenedor circular gde 15218 11.42GADH Destellante Nav. servicio de guisado 6072 16.1GADJ Destellante Nav. vaporera 8186 21.94
68
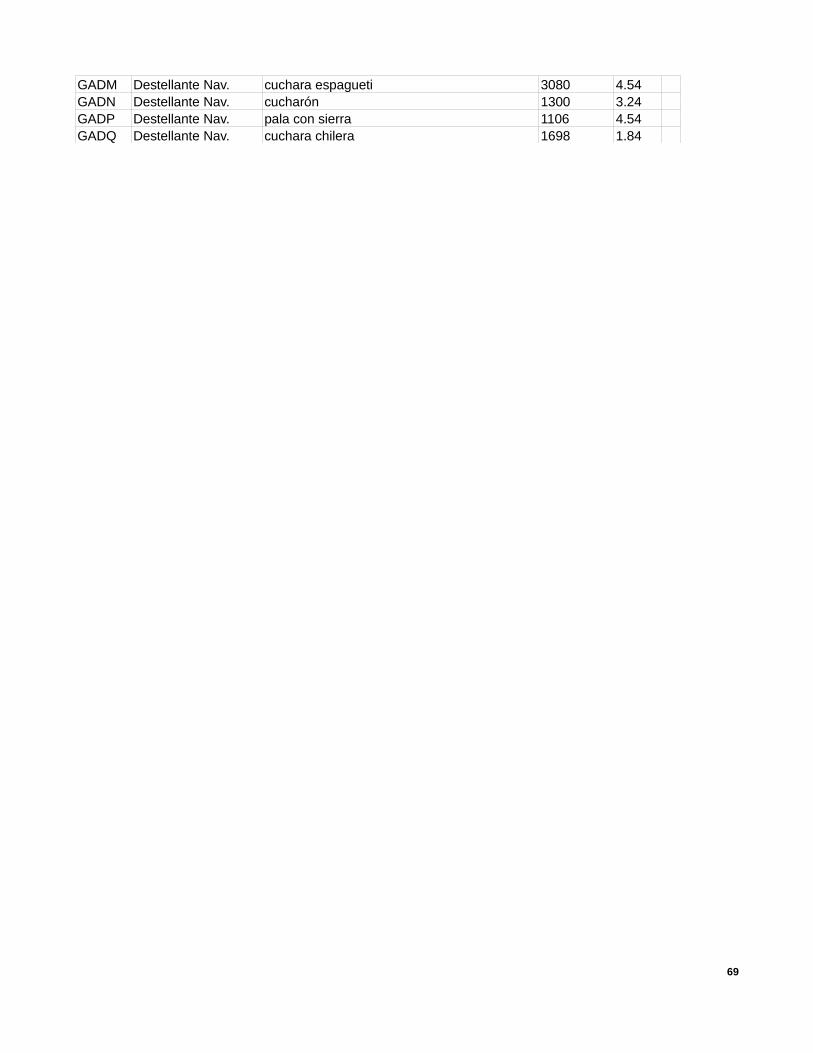
GADM Destellante Nav. cuchara espagueti 3080 4.54GADN Destellante Nav. cucharón 1300 3.24GADP Destellante Nav. pala con sierra 1106 4.54GADQ Destellante Nav. cuchara chilera 1698 1.84
69
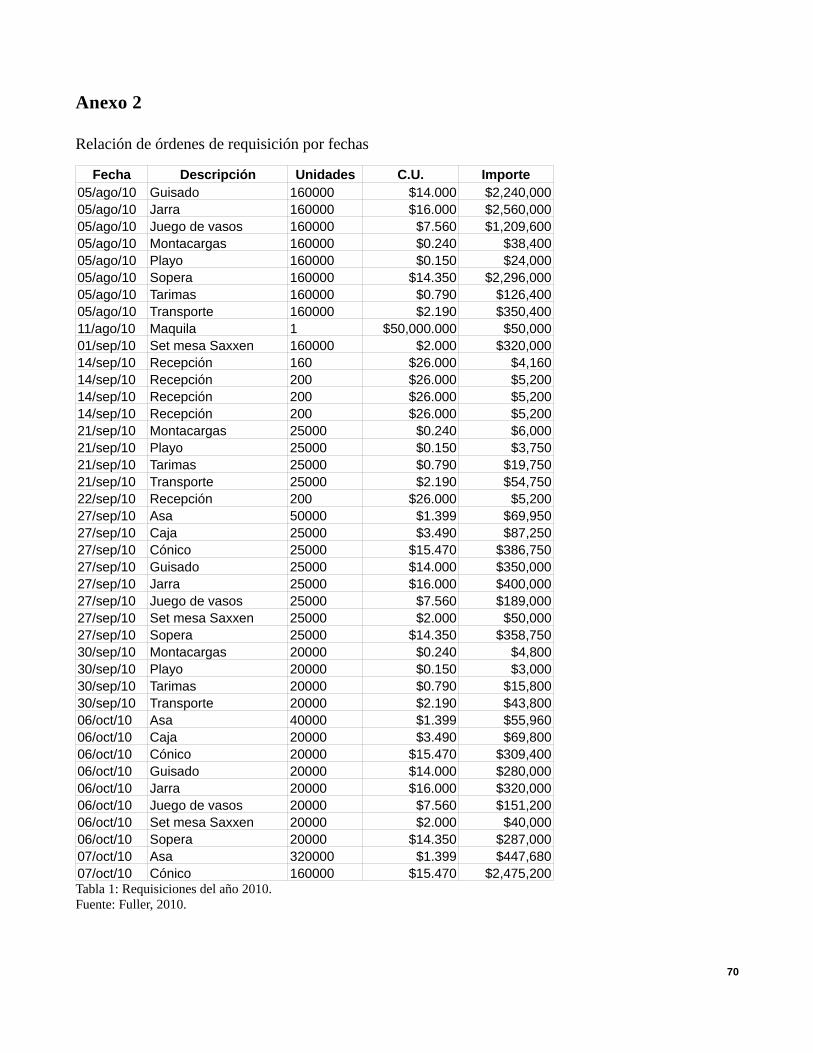
Anexo 2
Relación de órdenes de requisición por fechas
Fecha Descripción Unidades C.U. Importe05/ago/10 Guisado 160000 $14.000 $2,240,00005/ago/10 Jarra 160000 $16.000 $2,560,00005/ago/10 Juego de vasos 160000 $7.560 $1,209,60005/ago/10 Montacargas 160000 $0.240 $38,40005/ago/10 Playo 160000 $0.150 $24,00005/ago/10 Sopera 160000 $14.350 $2,296,00005/ago/10 Tarimas 160000 $0.790 $126,40005/ago/10 Transporte 160000 $2.190 $350,40011/ago/10 Maquila 1 $50,000.000 $50,00001/sep/10 Set mesa Saxxen 160000 $2.000 $320,00014/sep/10 Recepción 160 $26.000 $4,16014/sep/10 Recepción 200 $26.000 $5,20014/sep/10 Recepción 200 $26.000 $5,20014/sep/10 Recepción 200 $26.000 $5,20021/sep/10 Montacargas 25000 $0.240 $6,00021/sep/10 Playo 25000 $0.150 $3,75021/sep/10 Tarimas 25000 $0.790 $19,75021/sep/10 Transporte 25000 $2.190 $54,75022/sep/10 Recepción 200 $26.000 $5,20027/sep/10 Asa 50000 $1.399 $69,95027/sep/10 Caja 25000 $3.490 $87,25027/sep/10 Cónico 25000 $15.470 $386,75027/sep/10 Guisado 25000 $14.000 $350,00027/sep/10 Jarra 25000 $16.000 $400,00027/sep/10 Juego de vasos 25000 $7.560 $189,00027/sep/10 Set mesa Saxxen 25000 $2.000 $50,00027/sep/10 Sopera 25000 $14.350 $358,75030/sep/10 Montacargas 20000 $0.240 $4,80030/sep/10 Playo 20000 $0.150 $3,00030/sep/10 Tarimas 20000 $0.790 $15,80030/sep/10 Transporte 20000 $2.190 $43,80006/oct/10 Asa 40000 $1.399 $55,96006/oct/10 Caja 20000 $3.490 $69,80006/oct/10 Cónico 20000 $15.470 $309,40006/oct/10 Guisado 20000 $14.000 $280,00006/oct/10 Jarra 20000 $16.000 $320,00006/oct/10 Juego de vasos 20000 $7.560 $151,20006/oct/10 Set mesa Saxxen 20000 $2.000 $40,00006/oct/10 Sopera 20000 $14.350 $287,00007/oct/10 Asa 320000 $1.399 $447,68007/oct/10 Cónico 160000 $15.470 $2,475,200Tabla 1: Requisiciones del año 2010.Fuente: Fuller, 2010.
70
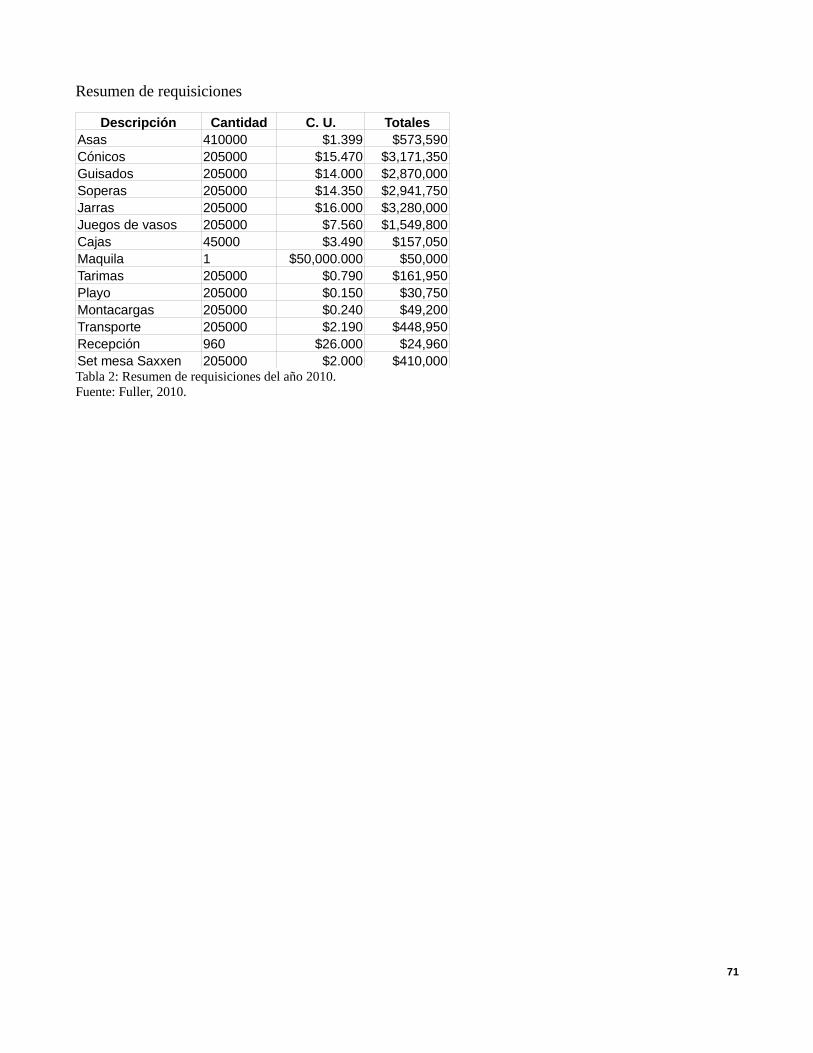
Resumen de requisiciones
Descripción Cantidad C. U. TotalesAsas 410000 $1.399 $573,590Cónicos 205000 $15.470 $3,171,350Guisados 205000 $14.000 $2,870,000Soperas 205000 $14.350 $2,941,750Jarras 205000 $16.000 $3,280,000Juegos de vasos 205000 $7.560 $1,549,800Cajas 45000 $3.490 $157,050Maquila 1 $50,000.000 $50,000Tarimas 205000 $0.790 $161,950Playo 205000 $0.150 $30,750Montacargas 205000 $0.240 $49,200Transporte 205000 $2.190 $448,950Recepción 960 $26.000 $24,960Set mesa Saxxen 205000 $2.000 $410,000Tabla 2: Resumen de requisiciones del año 2010.Fuente: Fuller, 2010.
71
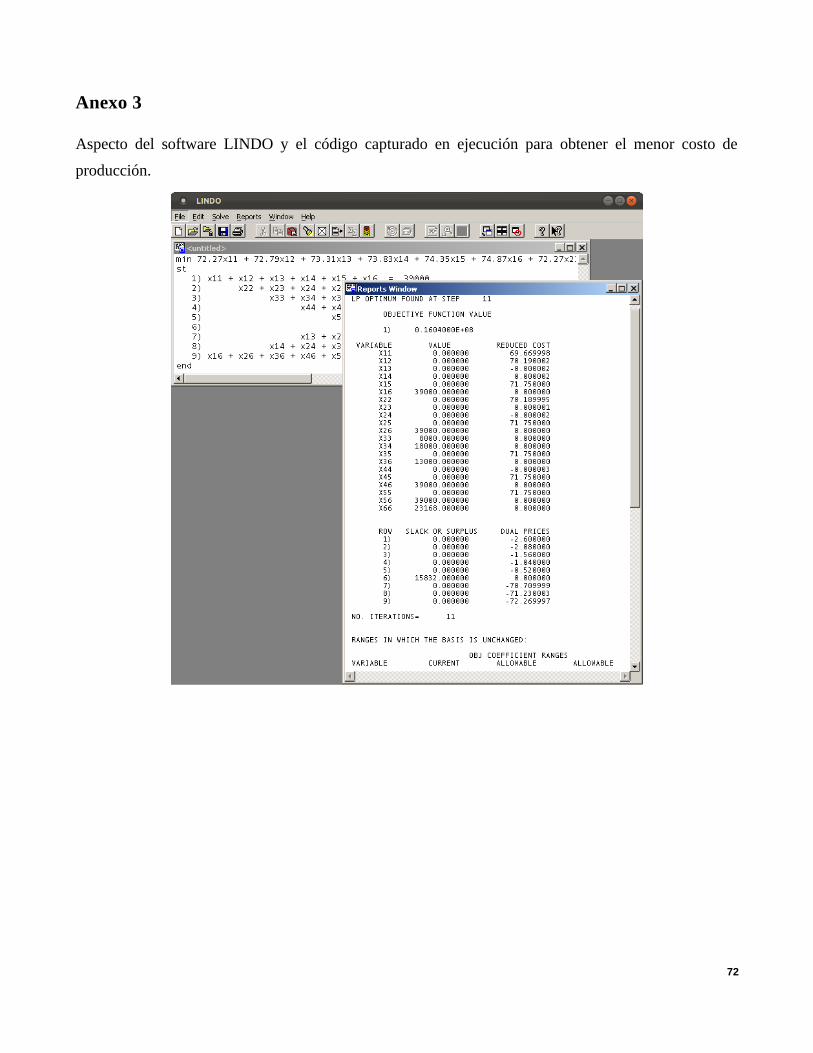
Anexo 3
Aspecto del software LINDO y el código capturado en ejecución para obtener el menor costo de
producción.
72
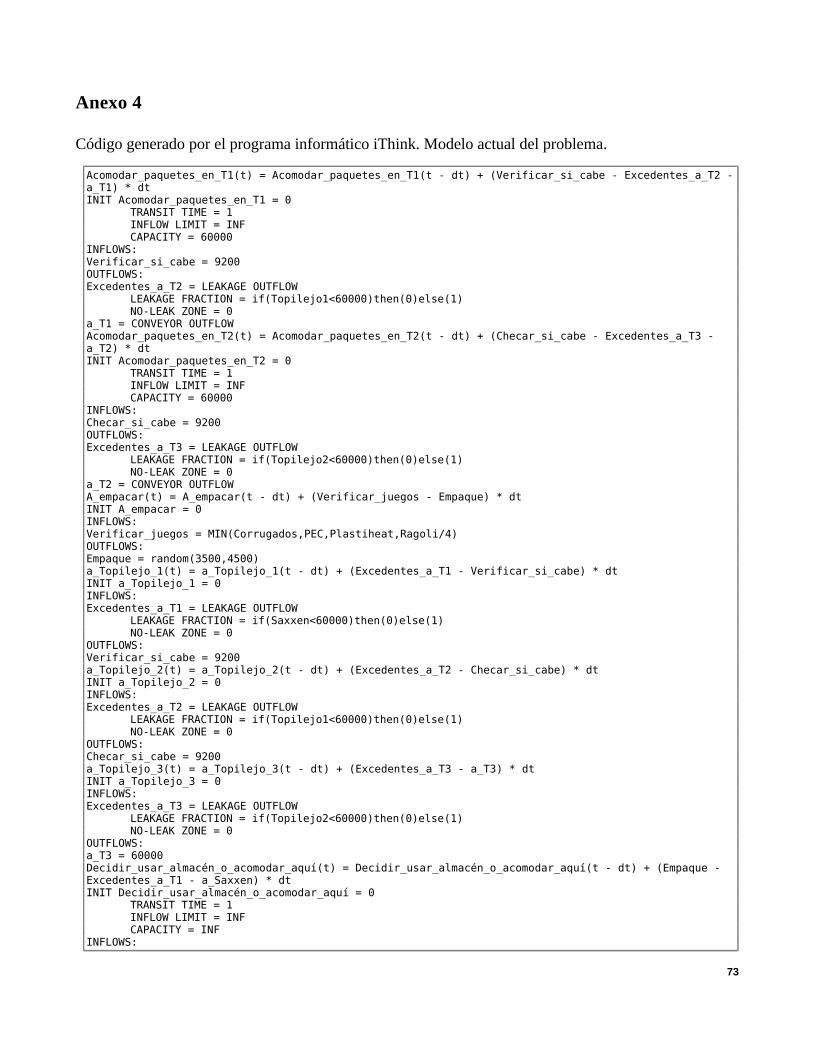
Anexo 4
Código generado por el programa informático iThink. Modelo actual del problema.
Acomodar_paquetes_en_T1(t) = Acomodar_paquetes_en_T1(t - dt) + (Verificar_si_cabe - Excedentes_a_T2 - a_T1) * dtINIT Acomodar_paquetes_en_T1 = 0
TRANSIT TIME = 1INFLOW LIMIT = INFCAPACITY = 60000
INFLOWS:Verificar_si_cabe = 9200OUTFLOWS:Excedentes_a_T2 = LEAKAGE OUTFLOW
LEAKAGE FRACTION = if(Topilejo1<60000)then(0)else(1)NO-LEAK ZONE = 0
a_T1 = CONVEYOR OUTFLOWAcomodar_paquetes_en_T2(t) = Acomodar_paquetes_en_T2(t - dt) + (Checar_si_cabe - Excedentes_a_T3 - a_T2) * dtINIT Acomodar_paquetes_en_T2 = 0
TRANSIT TIME = 1INFLOW LIMIT = INFCAPACITY = 60000
INFLOWS:Checar_si_cabe = 9200OUTFLOWS:Excedentes_a_T3 = LEAKAGE OUTFLOW
LEAKAGE FRACTION = if(Topilejo2<60000)then(0)else(1)NO-LEAK ZONE = 0
a_T2 = CONVEYOR OUTFLOWA_empacar(t) = A_empacar(t - dt) + (Verificar_juegos - Empaque) * dtINIT A_empacar = 0INFLOWS:Verificar_juegos = MIN(Corrugados,PEC,Plastiheat,Ragoli/4)OUTFLOWS:Empaque = random(3500,4500)a_Topilejo_1(t) = a_Topilejo_1(t - dt) + (Excedentes_a_T1 - Verificar_si_cabe) * dtINIT a_Topilejo_1 = 0INFLOWS:Excedentes_a_T1 = LEAKAGE OUTFLOW
LEAKAGE FRACTION = if(Saxxen<60000)then(0)else(1)NO-LEAK ZONE = 0
OUTFLOWS:Verificar_si_cabe = 9200a_Topilejo_2(t) = a_Topilejo_2(t - dt) + (Excedentes_a_T2 - Checar_si_cabe) * dtINIT a_Topilejo_2 = 0INFLOWS:Excedentes_a_T2 = LEAKAGE OUTFLOW
LEAKAGE FRACTION = if(Topilejo1<60000)then(0)else(1)NO-LEAK ZONE = 0
OUTFLOWS:Checar_si_cabe = 9200a_Topilejo_3(t) = a_Topilejo_3(t - dt) + (Excedentes_a_T3 - a_T3) * dtINIT a_Topilejo_3 = 0INFLOWS:Excedentes_a_T3 = LEAKAGE OUTFLOW
LEAKAGE FRACTION = if(Topilejo2<60000)then(0)else(1)NO-LEAK ZONE = 0
OUTFLOWS:a_T3 = 60000Decidir_usar_almacén_o_acomodar_aquí(t) = Decidir_usar_almacén_o_acomodar_aquí(t - dt) + (Empaque - Excedentes_a_T1 - a_Saxxen) * dtINIT Decidir_usar_almacén_o_acomodar_aquí = 0
TRANSIT TIME = 1INFLOW LIMIT = INFCAPACITY = INF
INFLOWS:
73
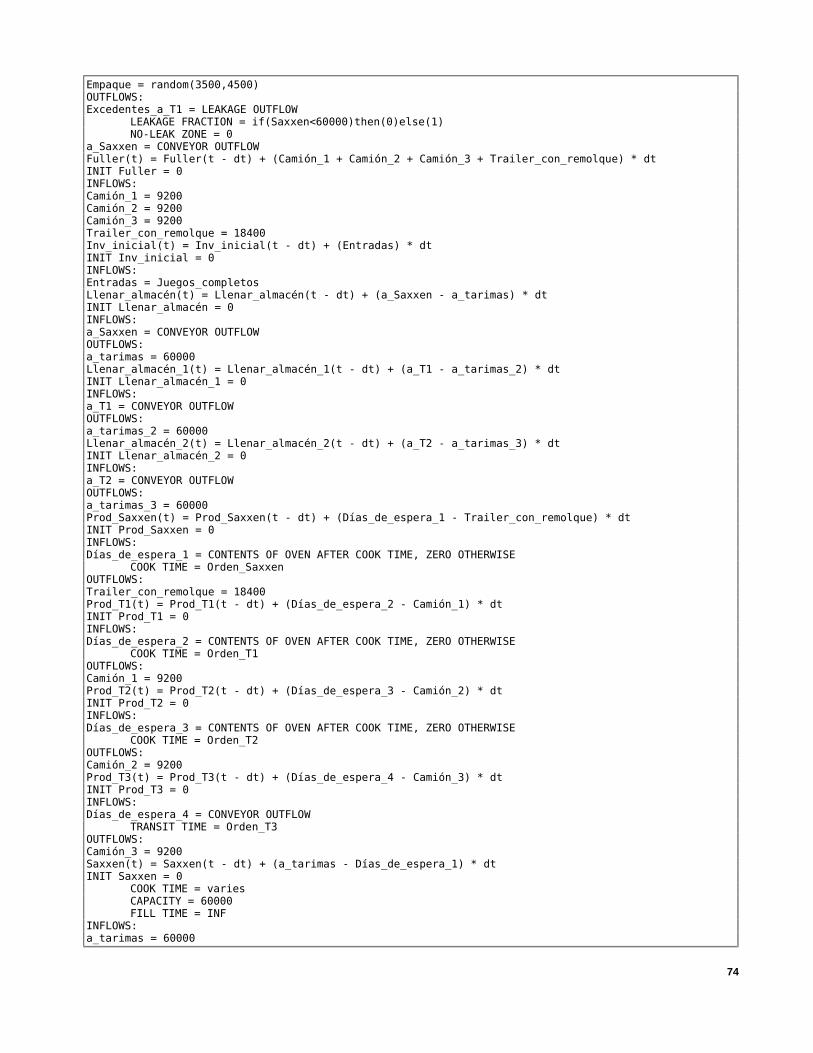
Empaque = random(3500,4500)OUTFLOWS:Excedentes_a_T1 = LEAKAGE OUTFLOW
LEAKAGE FRACTION = if(Saxxen<60000)then(0)else(1)NO-LEAK ZONE = 0
a_Saxxen = CONVEYOR OUTFLOWFuller(t) = Fuller(t - dt) + (Camión_1 + Camión_2 + Camión_3 + Trailer_con_remolque) * dtINIT Fuller = 0INFLOWS:Camión_1 = 9200Camión_2 = 9200Camión_3 = 9200Trailer_con_remolque = 18400Inv_inicial(t) = Inv_inicial(t - dt) + (Entradas) * dtINIT Inv_inicial = 0INFLOWS:Entradas = Juegos_completosLlenar_almacén(t) = Llenar_almacén(t - dt) + (a_Saxxen - a_tarimas) * dtINIT Llenar_almacén = 0INFLOWS:a_Saxxen = CONVEYOR OUTFLOWOUTFLOWS:a_tarimas = 60000Llenar_almacén_1(t) = Llenar_almacén_1(t - dt) + (a_T1 - a_tarimas_2) * dtINIT Llenar_almacén_1 = 0INFLOWS:a_T1 = CONVEYOR OUTFLOWOUTFLOWS:a_tarimas_2 = 60000Llenar_almacén_2(t) = Llenar_almacén_2(t - dt) + (a_T2 - a_tarimas_3) * dtINIT Llenar_almacén_2 = 0INFLOWS:a_T2 = CONVEYOR OUTFLOWOUTFLOWS:a_tarimas_3 = 60000Prod_Saxxen(t) = Prod_Saxxen(t - dt) + (Días_de_espera_1 - Trailer_con_remolque) * dtINIT Prod_Saxxen = 0INFLOWS:Días_de_espera_1 = CONTENTS OF OVEN AFTER COOK TIME, ZERO OTHERWISE
COOK TIME = Orden_SaxxenOUTFLOWS:Trailer_con_remolque = 18400Prod_T1(t) = Prod_T1(t - dt) + (Días_de_espera_2 - Camión_1) * dtINIT Prod_T1 = 0INFLOWS:Días_de_espera_2 = CONTENTS OF OVEN AFTER COOK TIME, ZERO OTHERWISE
COOK TIME = Orden_T1OUTFLOWS:Camión_1 = 9200Prod_T2(t) = Prod_T2(t - dt) + (Días_de_espera_3 - Camión_2) * dtINIT Prod_T2 = 0INFLOWS:Días_de_espera_3 = CONTENTS OF OVEN AFTER COOK TIME, ZERO OTHERWISE
COOK TIME = Orden_T2OUTFLOWS:Camión_2 = 9200Prod_T3(t) = Prod_T3(t - dt) + (Días_de_espera_4 - Camión_3) * dtINIT Prod_T3 = 0INFLOWS:Días_de_espera_4 = CONVEYOR OUTFLOW
TRANSIT TIME = Orden_T3OUTFLOWS:Camión_3 = 9200Saxxen(t) = Saxxen(t - dt) + (a_tarimas - Días_de_espera_1) * dtINIT Saxxen = 0
COOK TIME = variesCAPACITY = 60000FILL TIME = INF
INFLOWS:a_tarimas = 60000
74
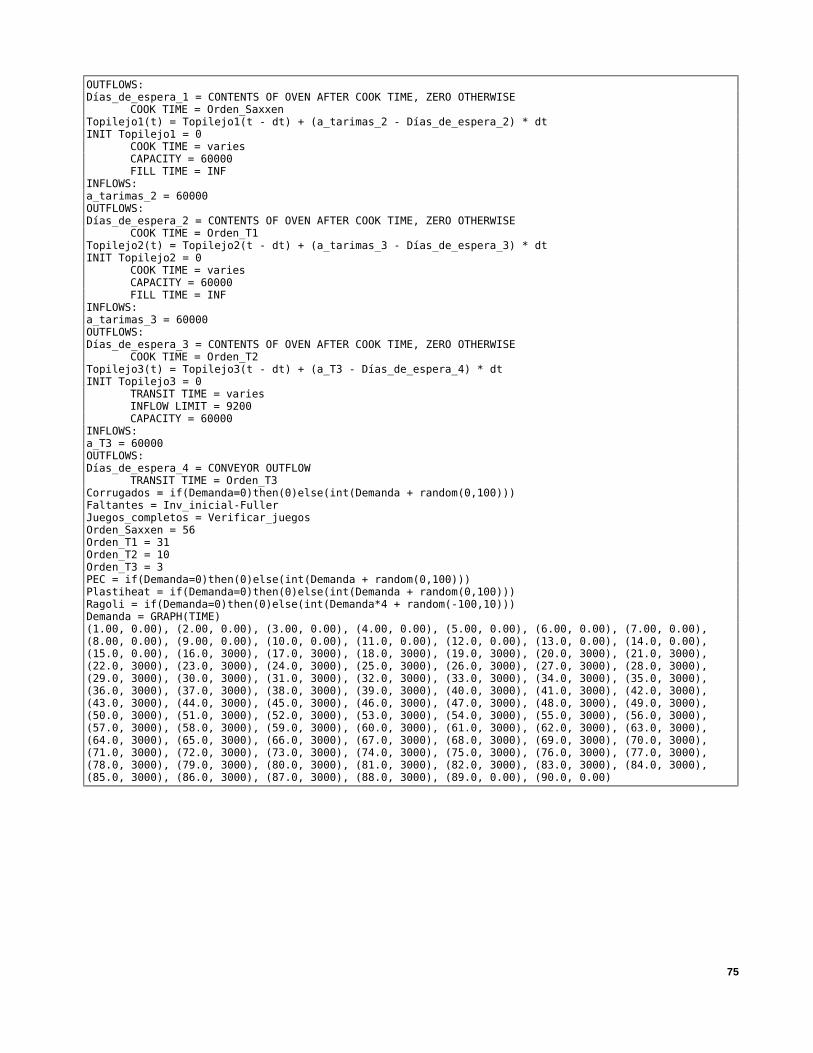
OUTFLOWS:Días_de_espera_1 = CONTENTS OF OVEN AFTER COOK TIME, ZERO OTHERWISE
COOK TIME = Orden_SaxxenTopilejo1(t) = Topilejo1(t - dt) + (a_tarimas_2 - Días_de_espera_2) * dtINIT Topilejo1 = 0
COOK TIME = variesCAPACITY = 60000FILL TIME = INF
INFLOWS:a_tarimas_2 = 60000OUTFLOWS:Días_de_espera_2 = CONTENTS OF OVEN AFTER COOK TIME, ZERO OTHERWISE
COOK TIME = Orden_T1Topilejo2(t) = Topilejo2(t - dt) + (a_tarimas_3 - Días_de_espera_3) * dtINIT Topilejo2 = 0
COOK TIME = variesCAPACITY = 60000FILL TIME = INF
INFLOWS:a_tarimas_3 = 60000OUTFLOWS:Días_de_espera_3 = CONTENTS OF OVEN AFTER COOK TIME, ZERO OTHERWISE
COOK TIME = Orden_T2Topilejo3(t) = Topilejo3(t - dt) + (a_T3 - Días_de_espera_4) * dtINIT Topilejo3 = 0
TRANSIT TIME = variesINFLOW LIMIT = 9200CAPACITY = 60000
INFLOWS:a_T3 = 60000OUTFLOWS:Días_de_espera_4 = CONVEYOR OUTFLOW
TRANSIT TIME = Orden_T3Corrugados = if(Demanda=0)then(0)else(int(Demanda + random(0,100)))Faltantes = Inv_inicial-FullerJuegos_completos = Verificar_juegosOrden_Saxxen = 56Orden_T1 = 31Orden_T2 = 10Orden_T3 = 3PEC = if(Demanda=0)then(0)else(int(Demanda + random(0,100)))Plastiheat = if(Demanda=0)then(0)else(int(Demanda + random(0,100)))Ragoli = if(Demanda=0)then(0)else(int(Demanda*4 + random(-100,10)))Demanda = GRAPH(TIME)(1.00, 0.00), (2.00, 0.00), (3.00, 0.00), (4.00, 0.00), (5.00, 0.00), (6.00, 0.00), (7.00, 0.00), (8.00, 0.00), (9.00, 0.00), (10.0, 0.00), (11.0, 0.00), (12.0, 0.00), (13.0, 0.00), (14.0, 0.00), (15.0, 0.00), (16.0, 3000), (17.0, 3000), (18.0, 3000), (19.0, 3000), (20.0, 3000), (21.0, 3000), (22.0, 3000), (23.0, 3000), (24.0, 3000), (25.0, 3000), (26.0, 3000), (27.0, 3000), (28.0, 3000), (29.0, 3000), (30.0, 3000), (31.0, 3000), (32.0, 3000), (33.0, 3000), (34.0, 3000), (35.0, 3000), (36.0, 3000), (37.0, 3000), (38.0, 3000), (39.0, 3000), (40.0, 3000), (41.0, 3000), (42.0, 3000), (43.0, 3000), (44.0, 3000), (45.0, 3000), (46.0, 3000), (47.0, 3000), (48.0, 3000), (49.0, 3000), (50.0, 3000), (51.0, 3000), (52.0, 3000), (53.0, 3000), (54.0, 3000), (55.0, 3000), (56.0, 3000), (57.0, 3000), (58.0, 3000), (59.0, 3000), (60.0, 3000), (61.0, 3000), (62.0, 3000), (63.0, 3000), (64.0, 3000), (65.0, 3000), (66.0, 3000), (67.0, 3000), (68.0, 3000), (69.0, 3000), (70.0, 3000), (71.0, 3000), (72.0, 3000), (73.0, 3000), (74.0, 3000), (75.0, 3000), (76.0, 3000), (77.0, 3000), (78.0, 3000), (79.0, 3000), (80.0, 3000), (81.0, 3000), (82.0, 3000), (83.0, 3000), (84.0, 3000), (85.0, 3000), (86.0, 3000), (87.0, 3000), (88.0, 3000), (89.0, 0.00), (90.0, 0.00)
75


















