II ESTUDIO TRAB
29
Ing. HÉCTOR SALAZAR ROBLES MMEDICION DE TRABAJO II
-
Upload
max-molina -
Category
Documents
-
view
26 -
download
3
description
CRONOMETRAJE
Transcript of II ESTUDIO TRAB

Ing. HÉCTOR SALAZAR ROBLES
MMEDICION DE TRABAJOII

MEDICION DE TRABAJO

ORIENTACIONES
Para cronometrar adecuadamente se tiene que familiarizar con el uso del cronometro y los formatos respectivos de cronometraje, teniendo en consideración los registros.

CONTENIDOS TEMÁTICOS
• estudio de tiempos• Elementos• Actividad

• ESTUDIO DE TIEMPOS• Es la aplicación de técnicas encaminadas a determinar el
tiempo que invierte un trabajador calificado en llevar una tarea definida. Efectuando según una manera de ejecución establecido.
• TECNICAS DE MEDICION:• Cronometraje Industrial: Es la técnica mas empleada por la
mayoría de las empresas fabriles (para tiempos pequeños).• Muestreo de trabajo: Llamada también de observaciones
instantáneas.• Tiempos predeterminados: Se emplea para trabajos manuales
de ciclo corto y repetitivo (micro movimientos), observaciones instantáneas para tiempos grandes.

CRONOMETRAJE INDUSTRIALEs una de las técnicas encaminadas a aumentar la productividad.Consiste en determinar el tiempo que debe asignarse a una persona conocedora de su trabajo para realizar una tarea. Este tiempo no tendría ningún valor si no comprende a un método de trabajo establecido debe ser justo y equitativo tanto al operario tanto a la empresa que paga compensación.Registro ( datos de la empresa)Normalizada (el trabajo igualar al trabajador)Cronometro.Utilidades de cronometraje:Cronometro Plancheta AnotesSe puede observar el rendimiento del trabajador.
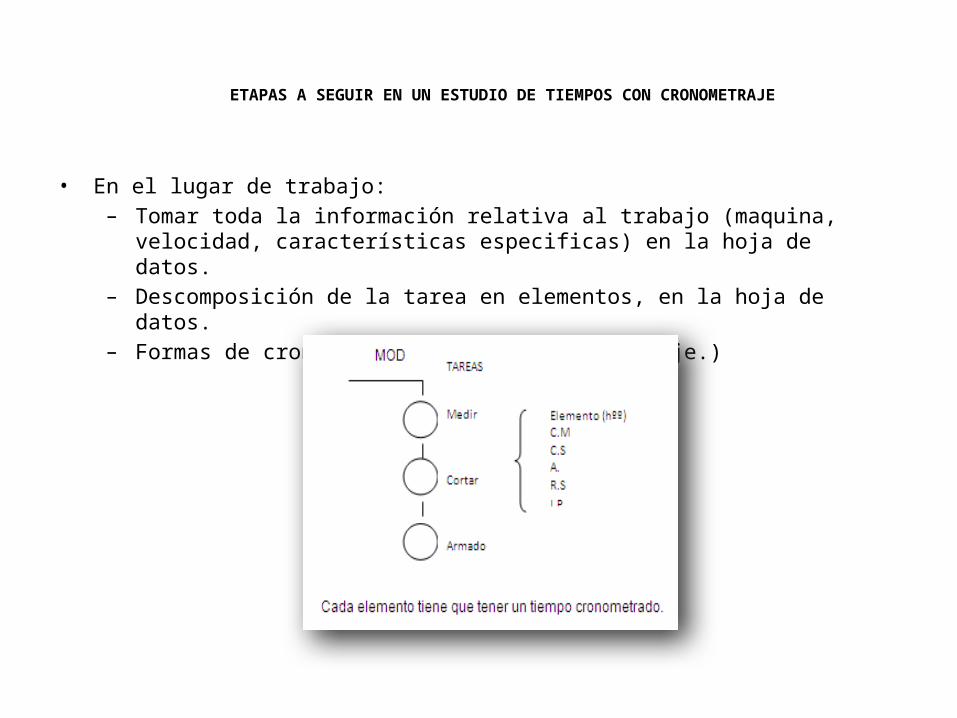
ETAPAS A SEGUIR EN UN ESTUDIO DE TIEMPOS CON CRONOMETRAJE
• En el lugar de trabajo:– Tomar toda la información relativa al trabajo (maquina, velocidad, características
especificas) en la hoja de datos.– Descomposición de la tarea en elementos, en la hoja de datos.– Formas de cronometraje (hoja de cronometraje.)


ELEMENTO: PARTE DE LA TAREA
• Actividad: Ritmo o velocidad del trabajo del operario.• To: Tiempo para dicho elemento leído en el cronometro industrial.• En la oficina:
– Stob = suma de To– Determinar el error, e% = ± 1%– Calcular el error de actividad, A% =± 5%– Calcular el tiempo estándar ( tiempos normales)– Hallar hoja de resultados ( según la OIT)
• Análisis de datos para hallar tiempos normales• Aplicación de suplementos (hoja de resultados.)• Determinación de la frecuencia de los elementos)• Calculo de los tres tiempos( normal incentivo y optimo)• En la hoja de resultados• Se calcular la saturación ( S)• Capacitación de atención ( Ca)• Producción por hora ( P/h)• Eficiencia ( E)

Para cronometrar:
• Impreso de anotación:• - Hoja de datos• - Hoja de cronometraje• - Hoja de análisis• - Hoja de resultados.• Plancheta• Unidades de medida: se miden los elementos.• El que divide la hora en 10 000 partes, se llama diezmilésimas por hora ( hºº)• El que divide la hora en 6 mil se llama Centésima por minuto ( Cm)• El que divide la hora en 3600 partes cronómetro por segundo (Sg) no tiene
ciencia.
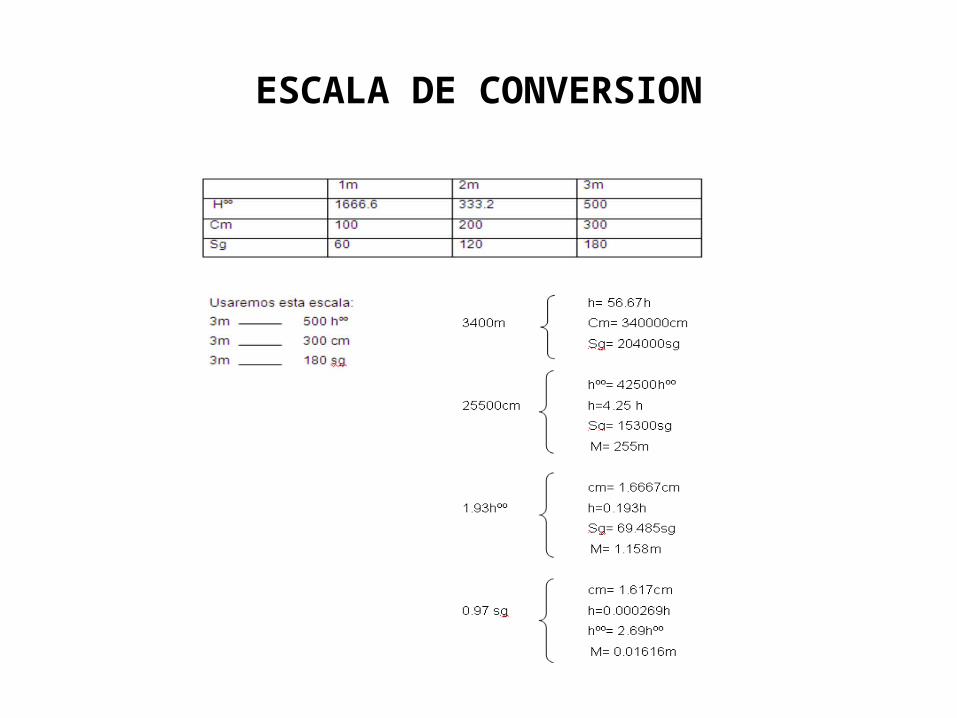
ESCALA DE CONVERSION
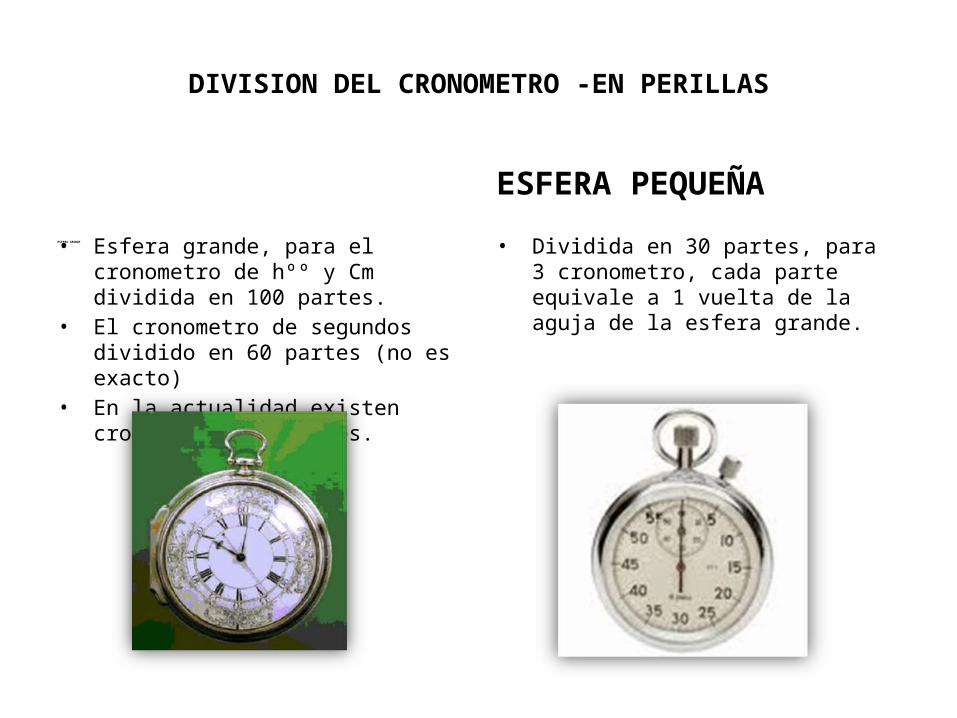
DIVISION DEL CRONOMETRO -EN PERILLAS
ESFERA GRANDE• Esfera grande, para el cronometro de hºº y Cm dividida en 100 partes.
• El cronometro de segundos dividido en 60 partes (no es exacto)
• En la actualidad existen cronómetros digitales.
ESFERA PEQUEÑA
• Dividida en 30 partes, para 3 cronometro, cada parte equivale a 1 vuelta de la aguja de la esfera grande.

• SINCRONIZACION:
• Consiste en hacer funcionar el cronometro al iniciar el estudio y y detenerlo.• Al finalizar 2 a 3 horas después haciendo coincidir con un minuto entero del
reloj de control.
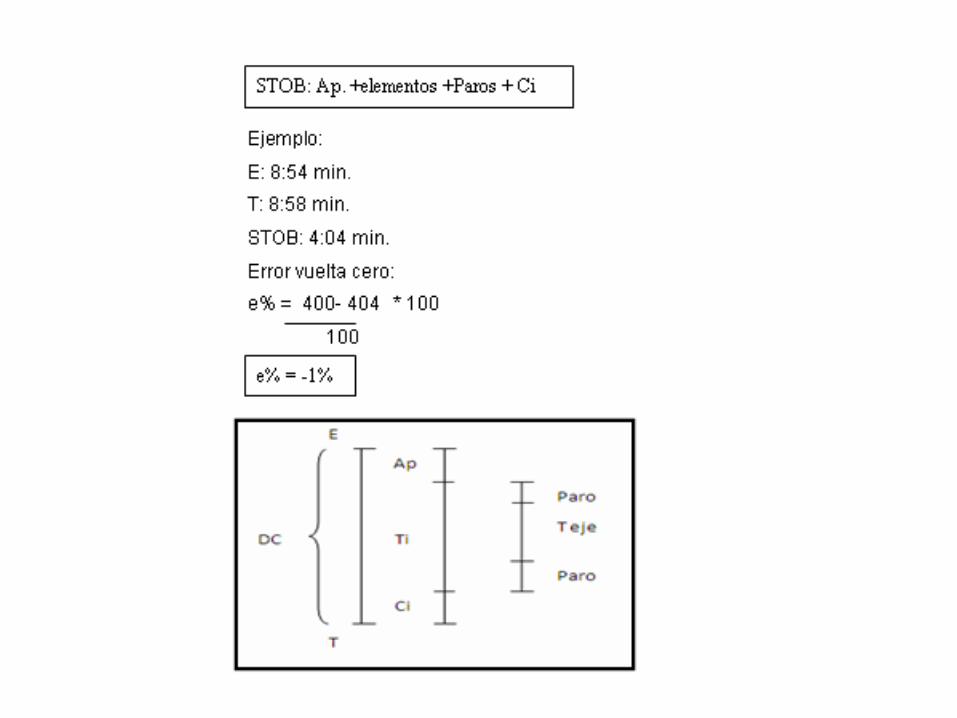
• CALCULO DEL ERROR DE VUELTA CERO:• Para tener la seguridad de que los tiempos anotados son correctos se debe de
comprobar relacionando la suma de los tiempos de cronometro con la diferencia del tiempo del reloj el error máximo permitido es de ± 1%.
• e% = DC- STOB * 100• DC• DC: Duración de cronometraje y se pone en unidades de cronometraje.
• STOB: Ap. +elementos +Paros + Ci


ELEMENTOS:Elementos constantes.Elementos Regulares.Es una parte esencial y definido de la tarea que puede estarcompuesto de uno o varios movimientos fundamentales, realizado por el operario o la maquina y que forman parte de la pieza o tarea que va cronometrar.Los elementos que siempre se repiten deben de tener las mismas características.• Ejemplo: To (hºº)• R 106• R 100 Fuera de lugar.• R 50 Clasificación:• Regulares: Son aquellos elementos que aparecen en todos los ciclos de trabajo.

• Irregulares o de Frecuencia: Son aquellos elementos necesarios para la ejecución de la tarea pero no aparece en todos los ciclos de tarea. ( es necesario pero no pertenece)
Ejemplo: Cuando se pone una barra para 50 pernos• Manual: ayudante.• Cuando no pertenece a la producción es un PARO (no es necesario).• Elementos extraños o imprevistos: Son aquellos que no tan aparecido al
descomponerla tarea en elementos y no pueden ser necesarios para elaborar la tarea y si no son necesarios no deben ser considerados como elementos de frecuencia solo se les considera paros.
• SEGÚN EL VALOR DE TIEMPO EN DIFERENTES TAREAS:• Constantes: Son aquellos elementos que en diferentes tareas tienen el mismo
valor de tiempo.• Variable: Son aquellos elementos que en diferentes tareas varían su valor de
tiempo.• SEGÚN QUIEN EJECUTA LA TAREA• Manuales: Son aquellos que realiza el operario sin intervención de maquina
alguna.
• TIEMPO O ELEMENTOS MANUALES A MAQUINA EN MARCHA ( Tmm)• Son aquellos donde el operario normalmente hace el operario mientras la
maquina hace otra tarea.• ELEMENTOS TECNOMANUALES (Ttm)• Son aquellos elementos que para su ejecución requiere el trabajo conjunto
del operario y la maquina.• En estos elementos se debe de tener en cuenta que la velocidad de la
maquina y del operario tiene que ver.• ELEMENTOS MAQUINA AUTOMATICA(Tm)• Son aquellos elementos que realizan la maquina en forma automática sin
intervención del operario.

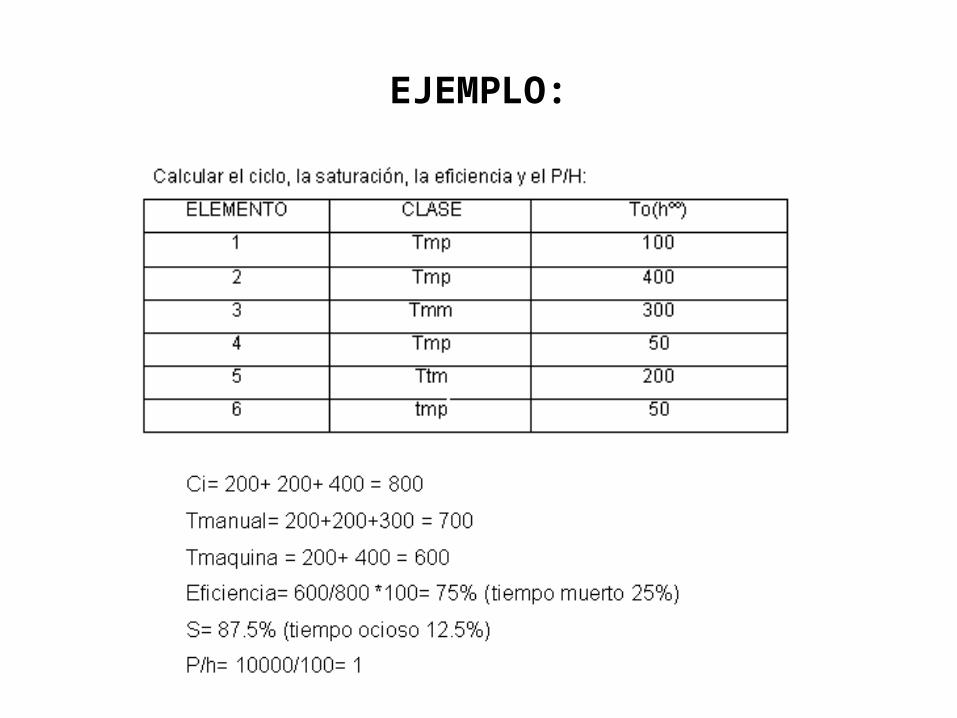
EJEMPLO:
• ACTIVIDAD:Ritmo de trabajo del operario. Es el ritmo momentáneo de ejecución que realiza el operario para realizar una tarea que comparara con otro ritmo de referencia,
que es el ritmo normal, que es el concepto de rendimiento, al hacer dicha comparación podemos asegurar si los movimientos del operario son lentos, más lentos, normales, rápidos,, mas rápidos, etc.
• FACTORES QUE HACEN VARIAR LOS TIEMPOS:• EL METODO DE TRABAJO:
Si no hay métodos de trabajo cada operario realiza su tarea como sabe y/o como quiere, trayendo como consecuencia distintos ritmos de trabajo y distintos tiempos por dicho trabajo, para esto se recomienda el método de trabajo y determinar el tiempo estándar.
• APTITUD Y HABILIDAD:No todos los operarios son aptos para realizar la misma tarea.
• HABILIDAD: Se logra dando al trabajador un tiempo prudencial para que conozca y domine el método.• CARACTERISTICAS DEL TRABAJO:
Cada empresa tiene su propia tecnología y por lo tanto propias características lo que puede significar que el mismo elemento sea diferente a otro a ritmo normal.
• VOLUNTAD DE TRABAJO:Este factor es el que nos hace pensar el tiempo con bastante frecuencia ya que depende del trabajador.
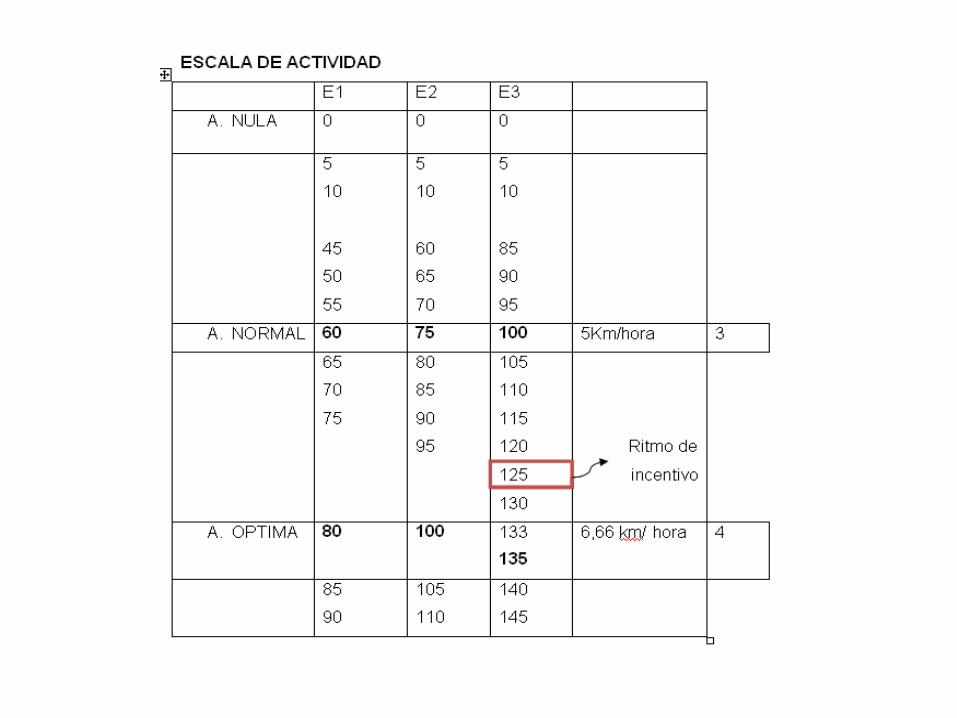

• ACTIVIDAD NULA:• Corresponde al cero absoluto (no hay actividad)• ACTIVIDAD NORMAL:• (Normal OIT) Por convención lo que corresponde aun hombre de 1.68 mts. De estatura
normalmente constituido y vestido, que camina 5 km/h, en un suelo horizontal y firme dando pasos de 75 cm. con una temperatura de 15ºC y una humedad de 50% corresponde a 60, 75,100 normal en las diferentes escalas.
• TIEMPO NORMAL:• Es el que precisa un operario medio trabajando, con una actividad normal para hacer la
operación considerada.• ACTIVIDAD ÓPTIMA:• Es la del hombre en las mismas condiciones anteriores mencionado, caminando a 6,66
km/h, corresponde a 80, 100, 133 de las diferentes escalas.• Observe que en cualquiera de las escalas de relación de sus normales a sus óptimos es de 3
a 4.• La actividad óptima es aquella que puede mantener un operario calificado sin perder el
control de sus dedos en un momento determinado, puede trabajar a ritmos mayores que el óptimo.

EJEMPLO

• La actividad es la apreciación del cronometrador.
• Para que un cronometrador pueda apreciar o valorar 100 actividades correctamente se requiere hacer gran cantidad de ejercicios previos donde se permite un error máximo de ±5% de sus normales.
• Ejemplo: Calcular el porcentaje el error de apreciación de las actividades del elemento F, sabiendo que el tiempo normal es 65hºº y se encuentra en E100.



CONCLUSIONES Y/O ACTIVIDADES DE INVESTIGACIÓN SUGERIDAS
La medición del trabajo a través de cronómetros industriales se puede determinar el tiempo que realmente el operario aplica para realizar una determinada tarea.Cronometrar el trabo que esta realizando en su centro de trabajo y determinar el tiempo normal.
GRACIAS