
Control Estadistico de La Calidad
39
1.6 HERRAMIENTAS ESTADISTICAS Estas herramientas sirven para resolver problemas de calidad y/o en la línea de producción, puedan ayudar a especificar el problema que se necesita resolver. 1.6.1 hojas de verificación La hoja de verificación es un formato construido para colectar datos de forma que su registro sea sencillo, sistemático y que sea fácil analizar. Una característica es que visualmente pueda hacer un análisis que permita apreciar las principales características de la información buscada. Algunas de las situaciones sobre las cuales resulta útil obtener datos a través de la hoja de verificación son las siguientes: Describir el desempeño o los resultados de un proceso Clasificar las fallas o quejas Confirmar posibles causas de problemas de calidad Analizar o verificar y evaluar el efecto de planes de mejora Ejemplo: Registro de defectos de y posibles causas En una empresa se busca reducir el número de válvulas defectuosas, cada molde está dividido en 3 zonas, cada una de las cuales incluye dos piezas. En la siguiente tabla se muestra el tipo de problema y producto en la zona del molde: hoja de verificación para defectos
-
Upload
oscar-cano-bernal -
Category
Documents
-
view
149 -
download
4
Transcript of Control Estadistico de La Calidad
1.6 HERRAMIENTAS ESTADISTICAS
Estas herramientas sirven para resolver problemas de calidad y/o en la línea de producción, puedan ayudar a especificar el problema que se necesita resolver.
1.6.1 hojas de verificación
La hoja de verificación es un formato construido para colectar datos de forma que su registro sea sencillo, sistemático y que sea fácil analizar. Una característica es que visualmente pueda hacer un análisis que permita apreciar las principales características de la información buscada.
Algunas de las situaciones sobre las cuales resulta útil obtener datos a través de la hoja de verificación son las siguientes:
Describir el desempeño o los resultados de un proceso Clasificar las fallas o quejas Confirmar posibles causas de problemas de calidad Analizar o verificar y evaluar el efecto de planes de mejora
Ejemplo:
Registro de defectos de y posibles causas
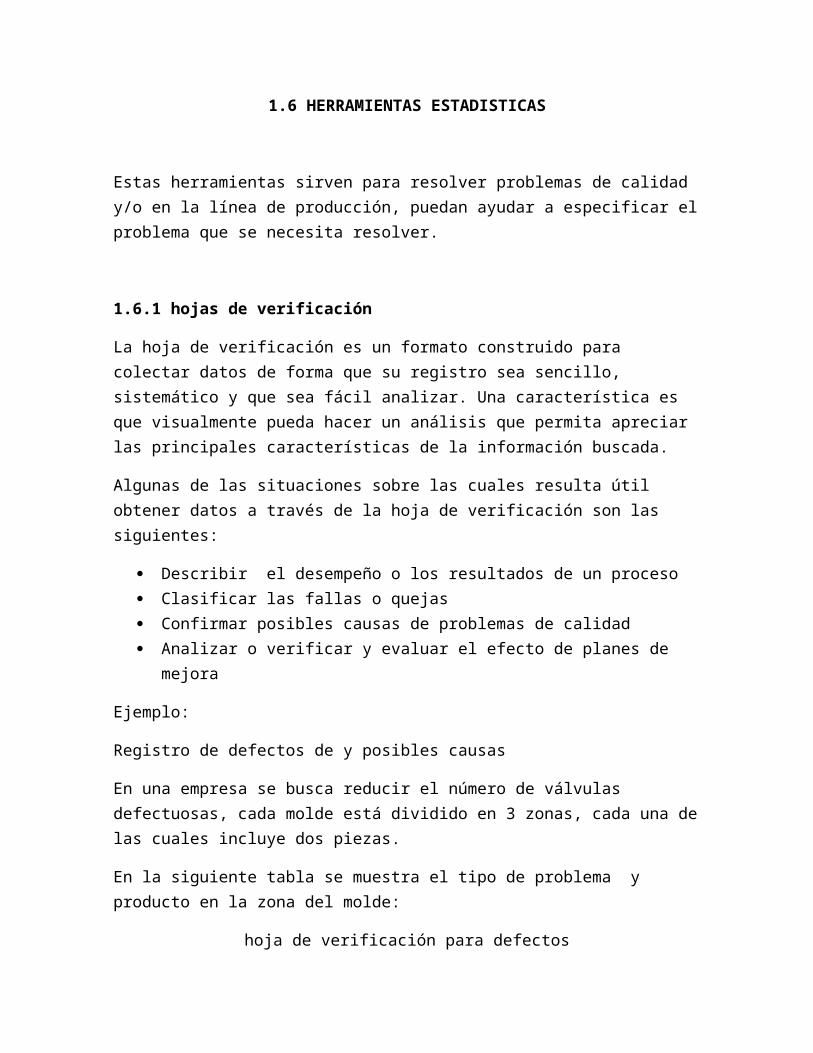
En una empresa se busca reducir el número de válvulas defectuosas, cada molde está dividido en 3 zonas, cada una de las cuales incluye dos piezas.
En la siguiente tabla se muestra el tipo de problema y producto en la zona del molde:
hoja de verificación para defectos
modelo de producto ZONA 1 ZONA 2 ZONA 3A OOO OOOOO OOOOOO
XXX XX XXXXX:: ..// /
B OOOO OOOOO OOOOOOXXX XXXXX XXXXX::: / / ::
C OOOOO OOOOO OOOOOOXXX XXX XXXXX: :: /
D OOOO OOOOOO OOOOOOOXXX XXX XXXXX:: // / ::::
O=porosidad : = maquinado x= llenado /ensamble
Con una revicion rápida de los datos indica que el problema predominante en las válvulas es la porosidad y la rugosidad y que se presenta en la tercera zona del molde independiente.
Recomendaciones para la hoja de verificación
1. Determinar qué situación es necesario evaluar, sus objetivos y el propósito que se persigue.
2. Establecer el periodo durante el cual se obtendrán los datos3. Diseñar el formato apropiado. Cada hoja de verificación debe llevar acabo
la información completa sobre el origen de los datos: fecha, turno máquina, etc.
Actividad:
Elabora una hoja de verificación con los siguientes datos:
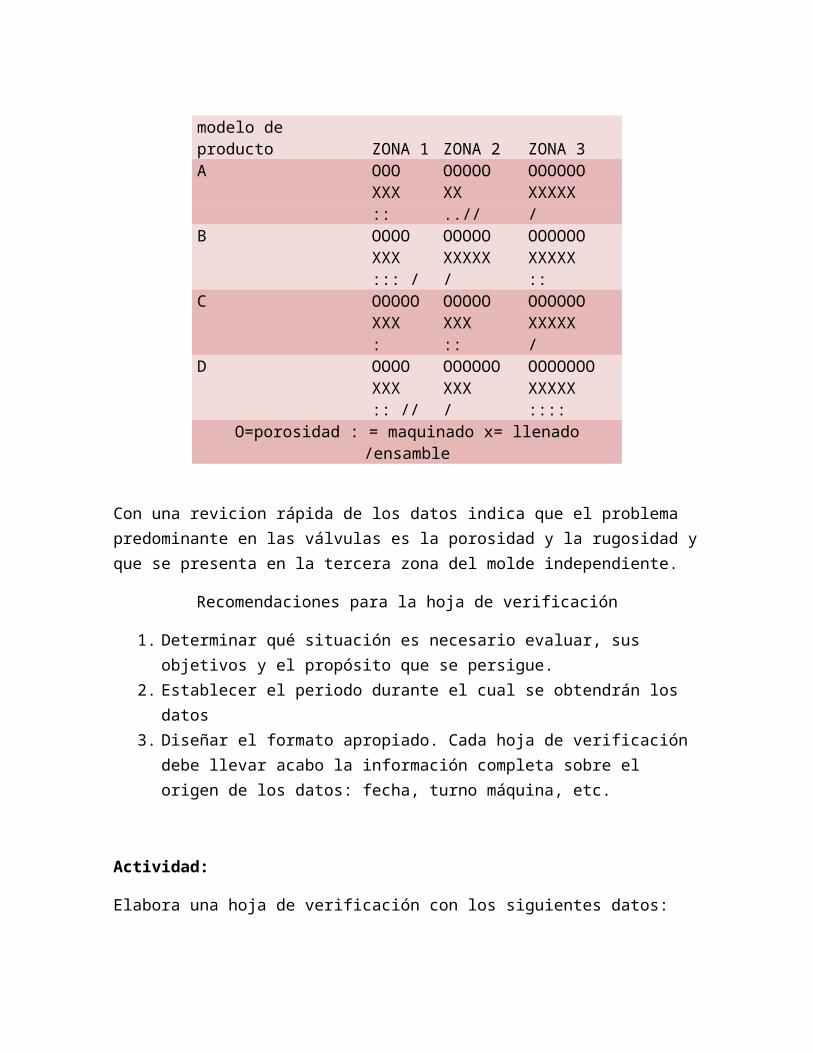
En una línea de embotellado de tequila una característica es el color que tiene que un número de defectos en ciertos aspectos que son los siguientes.
color 45olor 32sabor 36acides 23
1.6.2 diagrama de Pareto
Gráfico de barras que ayuda a identificar prioridades y causas; ordenado por importancia a los diferentes problemas que se representan en un proceso.
Es una herramienta que se utiliza para priorizar los problemas o las causas que los genera.
El nombre de Pareto fue dado por el Dr. Juran en honor del economista italiano Wilfredo Pareto (1848-1923) quien realizó un estudio sobre la distribución de la
riqueza, en el cual descubrió que la minoría de la población poseía la mayor parte de la riqueza y la mayoría de la población poseía la menor parte de la riqueza.
El Dr. Juran aplicó este concepto a la calidad, obteniéndose lo que hoy se conoce como la regla 80/20.
Según este concepto, si se tiene un problema con muchas causas, podemos decir que el 20% de las causas resuelven el 80% del problema y el 80% de las causas solo resuelven el 20% del problema.
Recomendaciones para elaborar análisis de Pareto
En general el diagrama de Pareto clasifica defectos, quejas, horas o cualquier otra variable en función de categorías o factores de interés, por ejemplo por tipo de defecto o queja, modelo de producto, tamaño de la pieza, tipo de máquina, edad de obrero, turno de producción, tipo de cliente, tipo de accidente, etc.
El eje izquierdo debe representar unidades de medida que den una idea clara de la contribución de cada categoría problemática global. De esta forma, si la gravedad o costo de cada defecto o categoría es muy diferente, entonces el análisis no debe hacerse tomando en cuenta solo la frecuencia sino que esta debe ser multiplicada por la gravedad o costo correspondiente.
En una análisis lo primero es hacerlo del problema principal el primer nivel y después al problema domínate si es que se encontró se hacen tantos paretos como se crea necesario
Un criterio rápido para saber si la primera barra o categoría es significativamente más importante que las demás no es que este represente 80% del total más bien es el que supere claramente el resto de las barras
Cuando en un análisis no predomina ninguna barra y tiene una apariencia plana o un descenso lento en forma de escalera significa que se deben realizar los datos del problema y su estrategia de clasificación
El eje vertical derecho representa una escala en porcentajes de 0 a 100 para que con base en esta área se pueda evaluar la importancia de cada categoría respecto a las demás, en términos porcentuales, y la línea acumulativa representa los porcentajes acumulados de las categorías
Para que no haya un número excesivo de categorías que dispensen el fenómeno se usa agrupar las categorías que tienen relativamente poca importancia en una sola y llamarle la categoría “otras”
Ejemplo:
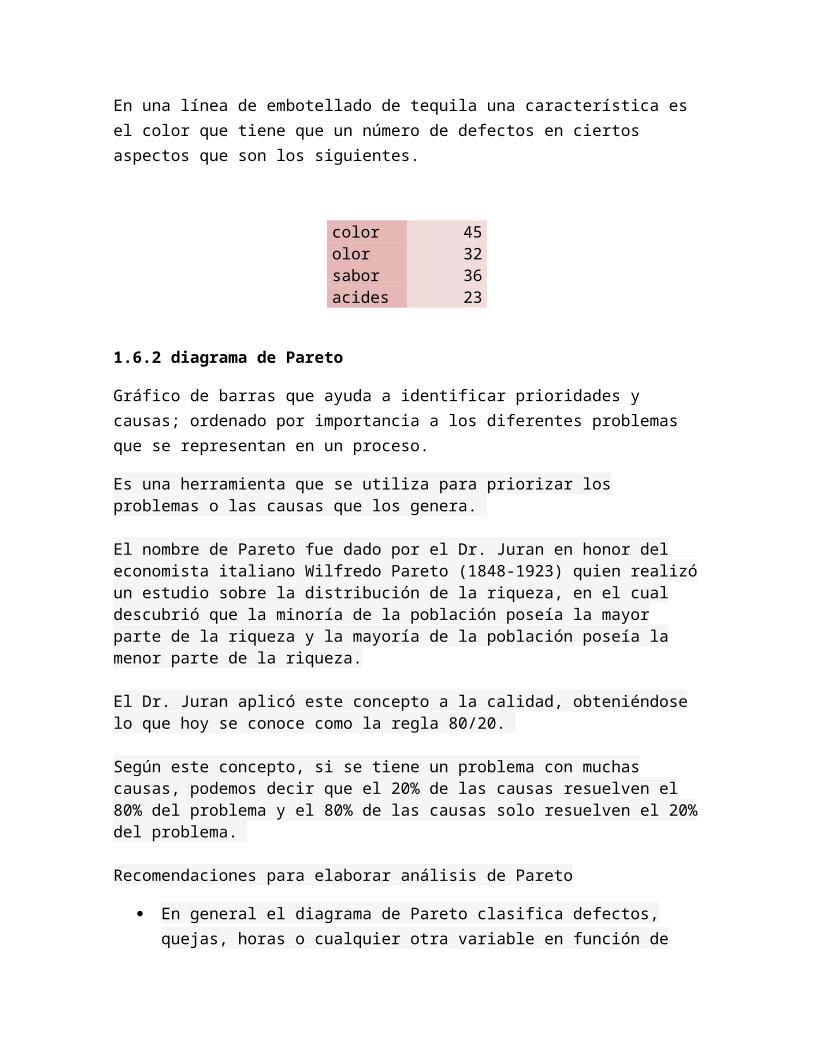
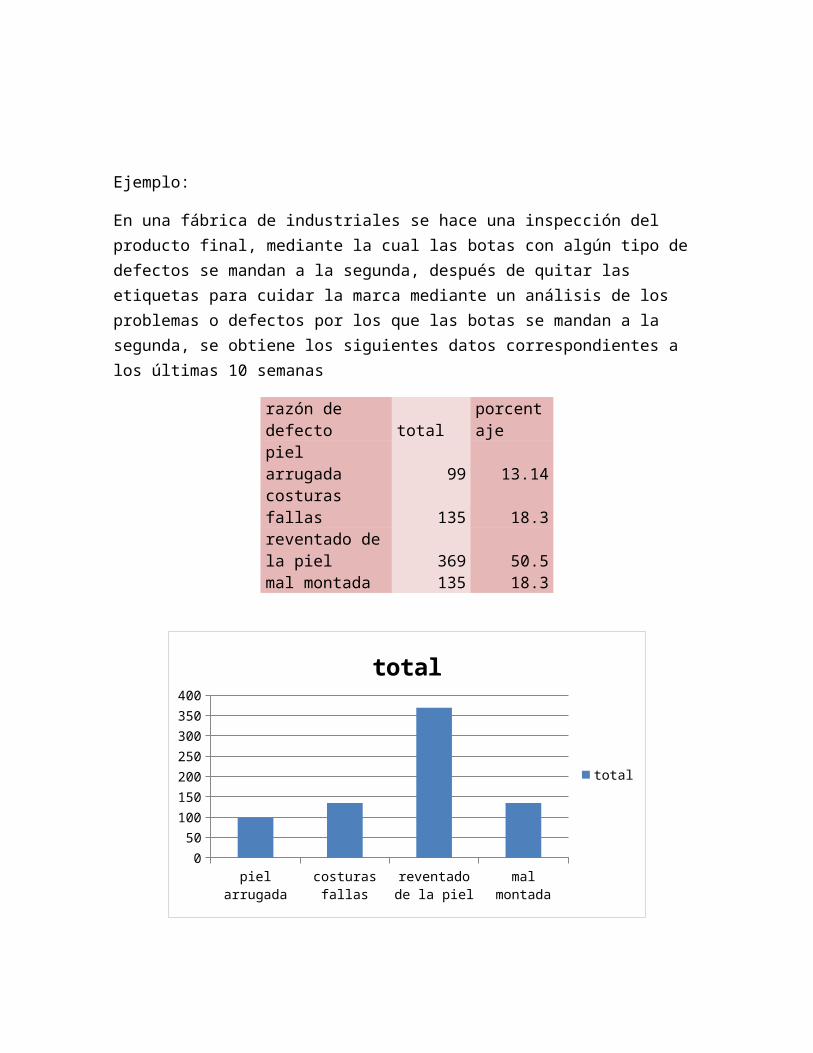
En una fábrica de industriales se hace una inspección del producto final, mediante la cual las botas con algún tipo de defectos se mandan a la segunda, después de quitar las etiquetas para cuidar la marca mediante un análisis de los problemas o defectos por los que las botas se mandan a la segunda, se obtiene los siguientes datos correspondientes a los últimas 10 semanas
razón de defecto totalporcentaje
piel arrugada 99 13.14costuras fallas 135 18.3reventado de la piel 369 50.5mal montada 135 18.3
piel arrugada costuras fallas reventado de la piel
mal montada0
50
100
150
200
250
300
350
400
total
total
Al evaluar los datos del diagrama de Pareto se puede observar que la principal causa de defectos en la evaluación es el reventado de la piel, por consiguiente se hará una evaluación para poder corregir este defecto.
Actividad:
Elabora un diagrama de Pareto
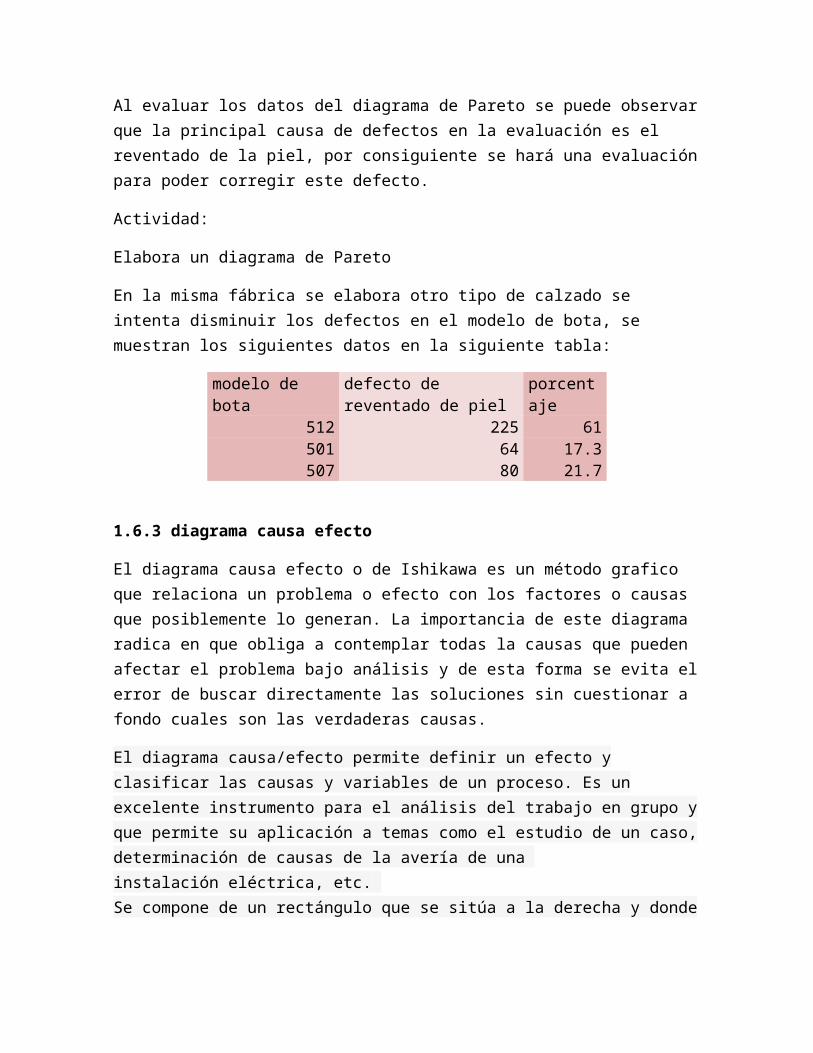
En la misma fábrica se elabora otro tipo de calzado se intenta disminuir los defectos en el modelo de bota, se muestran los siguientes datos en la siguiente tabla:
modelo de botadefecto de reventado de piel
porcentaje
512 225 61501 64 17.3507 80 21.7
1.6.3 diagrama causa efecto
El diagrama causa efecto o de Ishikawa es un método grafico que relaciona un problema o efecto con los factores o causas que posiblemente lo generan. La importancia de este diagrama radica en que obliga a contemplar todas la causas que pueden afectar el problema bajo análisis y de esta forma se evita el error de buscar directamente las soluciones sin cuestionar a fondo cuales son las verdaderas causas.
El diagrama causa/efecto permite definir un efecto y clasificar las causas y variables de un proceso. Es un excelente instrumento para el análisis del trabajo en grupo y que permite su aplicación a temas como el estudio de un caso, determinación de causas de la avería de una instalación eléctrica, etc. Se compone de un rectángulo que se sitúa a la derecha y donde se escribe el resultado final (efecto o consecuencia) y al que llega una flecha desde la izquierda.
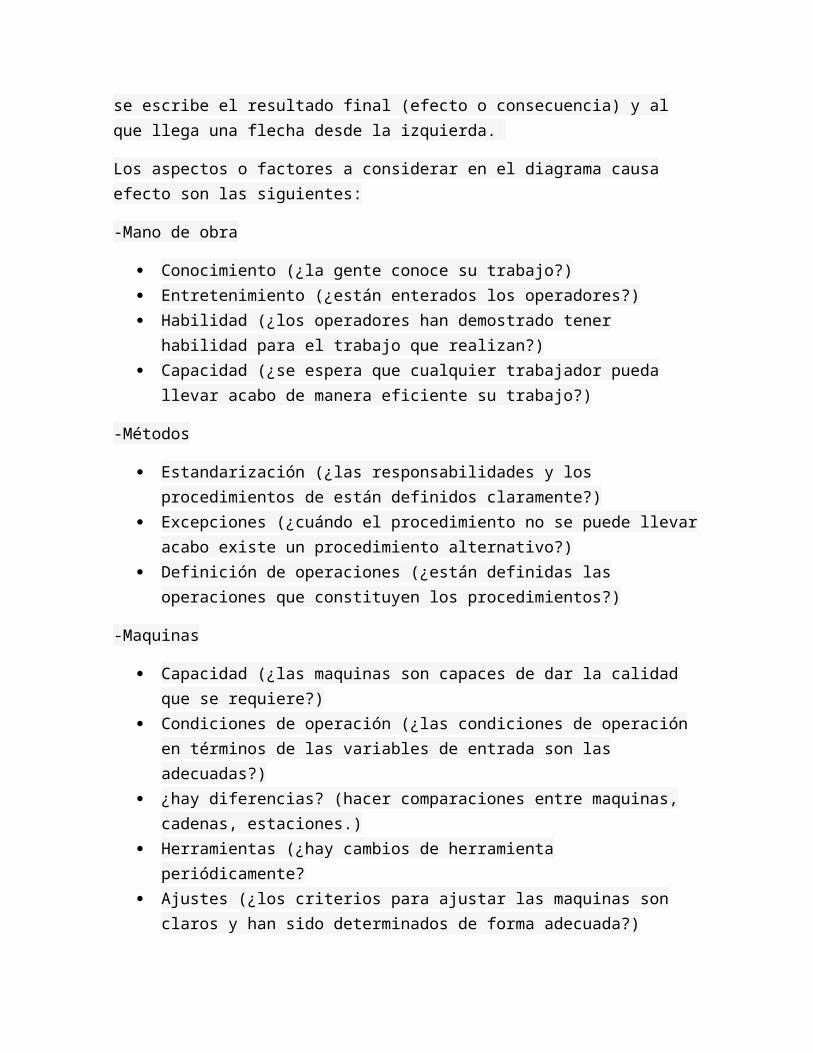
Los aspectos o factores a considerar en el diagrama causa efecto son las siguientes:
-Mano de obra
Conocimiento (¿la gente conoce su trabajo?) Entretenimiento (¿están enterados los operadores?) Habilidad (¿los operadores han demostrado tener habilidad para el trabajo
que realizan?) Capacidad (¿se espera que cualquier trabajador pueda llevar acabo de
manera eficiente su trabajo?)
-Métodos
Estandarización (¿las responsabilidades y los procedimientos de están definidos claramente?)
Excepciones (¿cuándo el procedimiento no se puede llevar acabo existe un procedimiento alternativo?)
Definición de operaciones (¿están definidas las operaciones que constituyen los procedimientos?)
-Maquinas
Capacidad (¿las maquinas son capaces de dar la calidad que se requiere?) Condiciones de operación (¿las condiciones de operación en términos de
las variables de entrada son las adecuadas?) ¿hay diferencias? (hacer comparaciones entre maquinas, cadenas,
estaciones.) Herramientas (¿hay cambios de herramienta periódicamente? Ajustes (¿los criterios para ajustar las maquinas son claros y han sido
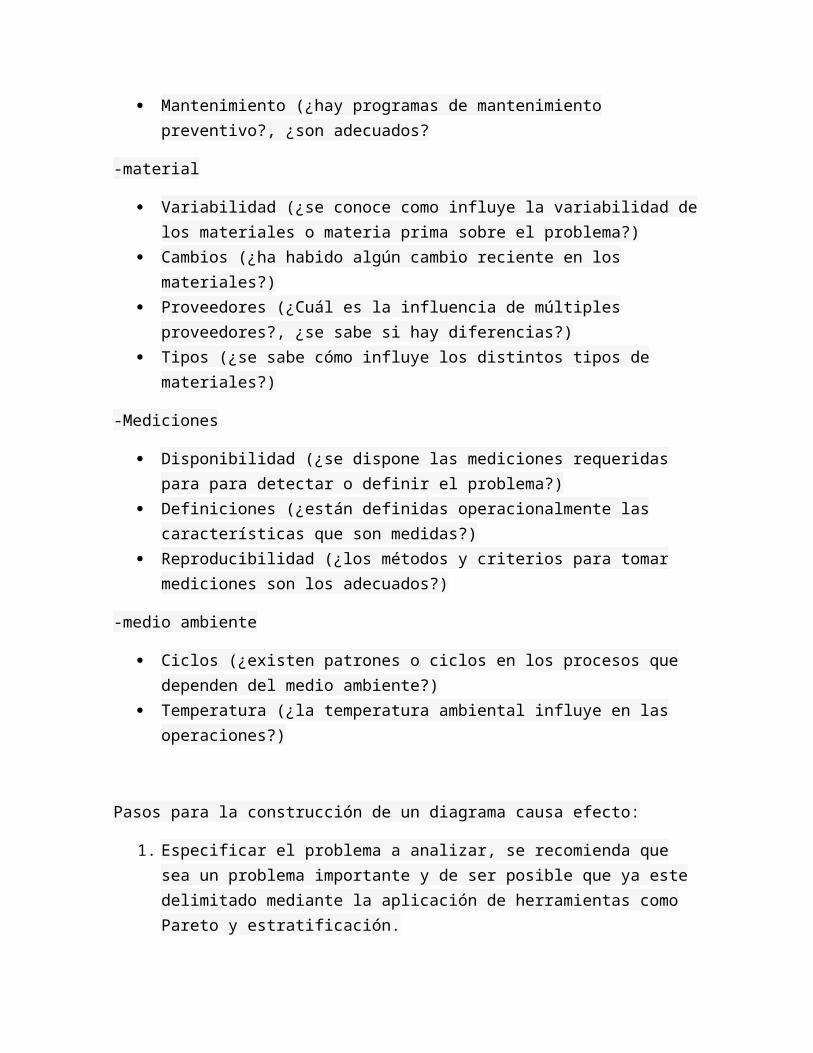
determinados de forma adecuada?) Mantenimiento (¿hay programas de mantenimiento preventivo?, ¿son
adecuados?
-material
Variabilidad (¿se conoce como influye la variabilidad de los materiales o materia prima sobre el problema?)
Cambios (¿ha habido algún cambio reciente en los materiales?) Proveedores (¿Cuál es la influencia de múltiples proveedores?, ¿se sabe si
hay diferencias?) Tipos (¿se sabe cómo influye los distintos tipos de materiales?)
-Mediciones
Disponibilidad (¿se dispone las mediciones requeridas para para detectar o definir el problema?)
Definiciones (¿están definidas operacionalmente las características que son medidas?)
Reproducibilidad (¿los métodos y criterios para tomar mediciones son los adecuados?)
-medio ambiente
Ciclos (¿existen patrones o ciclos en los procesos que dependen del medio ambiente?)
Temperatura (¿la temperatura ambiental influye en las operaciones?)
Pasos para la construcción de un diagrama causa efecto:
1. Especificar el problema a analizar, se recomienda que sea un problema importante y de ser posible que ya este delimitado mediante la aplicación de herramientas como Pareto y estratificación.
2. Seleccionar el tipo método para ello. Esta decisión toma como base en las ventajas y desventajas que tiene cada método.
3. Buscar todas las probables causas, lo más concretas posibles, que pueden tener un efecto sobre el problema, en esta etapa no se debe discutir cuales causas son más importantes por el momento de lo que se trata es de generar las posibles causas.
4. Una vez representadas las ideas obtenidas, preguntar si faltan algunas otras causas aún no consideradas, si es así agregarlas.
5. Decidir cuáles son las causas más importantes mediante el dialogo y discusión respetuosa y con apoyo de datos, conocimientos, consenso o votación del tipo 5,3,1 (este tipo de votación cada participante asigna 5 puntos a la causa a considerar, 3 a la que le sigue y 1 a la tercera en importancia)
6. Decidir sobre cuales causas se van a actuar, para ello se toma en consideración el punto anterior y lo factible que resulta corregir cada una de las causas más importantes. Sobre las causas que no se decidan actuar debido a que es impráctico debido a otras causas, es importante reportarla.
7. Preparar un plan de acción para cada una de las causas a ser investigadas o corregidas de tal forma que determine las acciones que se debe realizar. Una vez determinadas las causas se debe insistir en la acciones para no caer en solo debatir los problemas y no acordar las acciones de solución.
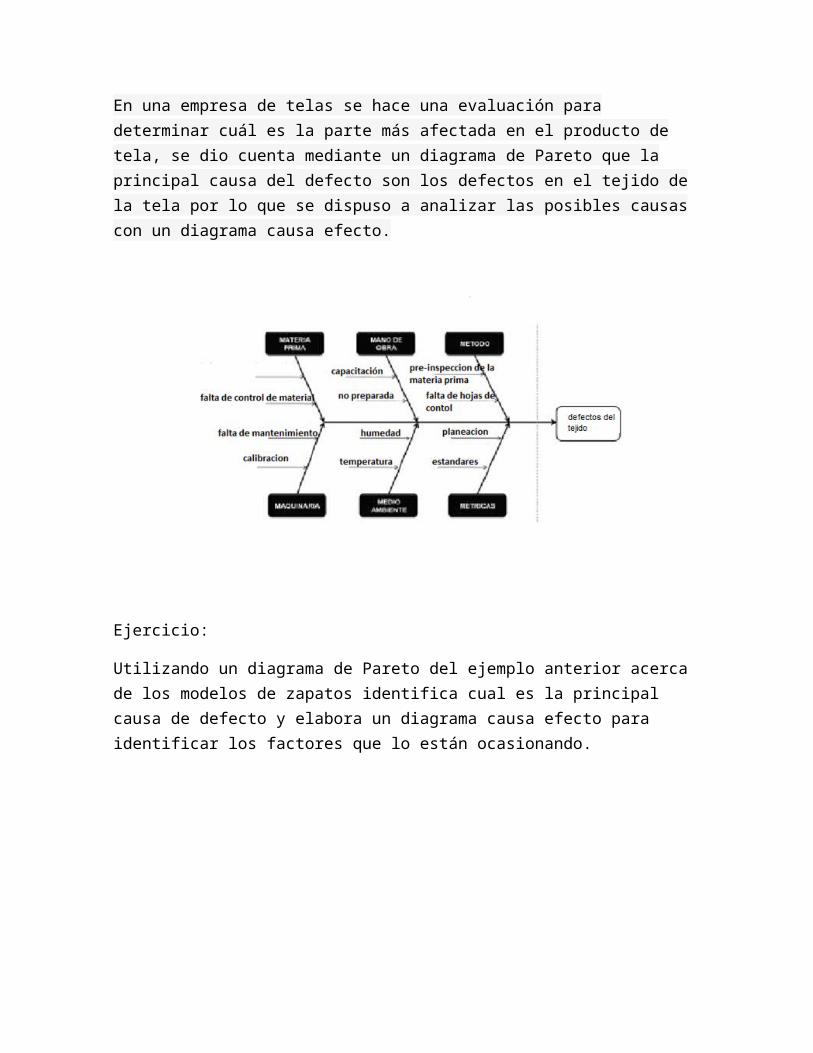
Ejemplo:
En una empresa de telas se hace una evaluación para determinar cuál es la parte más afectada en el producto de tela, se dio cuenta mediante un diagrama de Pareto que la principal causa del defecto son los defectos en el tejido de la tela por lo que se dispuso a analizar las posibles causas con un diagrama causa efecto.
Ejercicio:
Utilizando un diagrama de Pareto del ejemplo anterior acerca de los modelos de zapatos identifica cual es la principal causa de defecto y elabora un diagrama causa efecto para identificar los factores que lo están ocasionando.
piel arrugada costuras fallas reventado de la piel
mal montada0
50
100
150
200
250
300
350
400
total
total
1.6.4 histograma
Grafica que permite visualizar la tendencia central la dispersión y la forma de la distribución de un conjunto de datos.
El histograma analiza la distribución de un conjunto de números de forma que permitan visualizar la tendencia central y la dispersión de los datos además de la forma de su distribución a lo largo de su rango de variación. El uso sistemático del histograma facilita el entendimiento de la variabilidad y favorece el pensamiento estadístico ya que un vistazo se logra tener una idea sobre la capacidad del proceso, se evitan decisiones solo apoyándose en la media y se detectan datos raros y formas especiales de la distribución de los datos.
Ta tabla clasifica los datos por magnitud, para ello se divide el rango de variación de los datos en una cierta cantidad de intervalos que cubren todo el rango y después se cuenta cuantos datos caen en cada intervalo.
Para establecer el número de intervalos hay varios criterios, uno de ellos dice que el número de clases debe ser aproximadamente igual a la raíz cuadrada del número de datos por su parte el histograma es la representación gráfica de la tabla de frecuencias.
Interpretación del histograma
1. Observar la tendencia de los datos. Localizar en el eje horizontal o escala de medición las barras con mayores frecuencias.
2. Estudiar el centrado del proceso para ello apoyarse en el punto anterior y observar la posición central del cuerpo del histograma respecto a la calidad óptima y a las especificaciones. Aun cuando se cumplan las condiciones especificaciones, si el proceso no está centrado la calidad que se produce no es adecuada ya que entre más se aleje del optimo más mala calidad se tendrá. Por ello en caso de tener un proceso descentrado se debe proceder a hacer los ajustes o cambios necesarios para centrar el proceso.
3. Examinar la variabilidad del proceso. Comparar la amplitud de las especificaciones con el anchi del histograma. Para considerar que la dispersión no es demasiada el ancho del histograma debe caber de forma holgada en las especificaciones.
4. Analizar la forma del histograma. En la siguiente sección se presentan algunas mediciones numéricas que reflejan la forma de la distribución de unos datos. Es frecuente que cuando la distribución no es de este tipo sea indicativo de un hecho importante que está ocurriendo en el proceso y que tiene un efecto negativo en la calidad. Por ello se debe revisar si la forma del histograma es muy diferente a la campana.
5. Datos raros. Una pequeña cantidad de mediciones muy extremas o raras son fácilmente identificadas mediante un histograma, debido a que parce
una o más barras pequeñas bastante separadas o aisladas del resto. Un dato refleja una situación especial que se debe investigar y entre posibles causas están las siguientes:
El dato es incorrecto, ya se da por error de medición, de registro etc. La medición fue echa sobre un artículo que no pertenece al resto Si han sido descartadas las dos situaciones anteriores entonces la
medición se debe a un evento raro o especial (fuera de lo común)
6. Estratificar. En ocasiones en el histograma no se observa ninguna forma particular, pero hay mucha variación y en consecuencia la capacidad del proceso es baja, en estos casos se recomienda analizar por estratos, ya que cuando se obtiene datos que proceden de distintas maquinas, proveedores, lotes, turnos u operadores puede encontrarse información valiosa si se hace un histograma por cada fuente a estratificar con lo que se podría encontrar la maquina o proveedor más problemático.
Limitaciones del histograma
Aunque es una herramienta fundamental para analizar el desempeño de un proceso, tiene algunas limitaciones:
1. No considera el tiempo, por lo que con el histograma es difícil encontrar tendencias que ocurren a traves del tiempo
2. No es la técnica más apropiada para para comparar de manera práctica varios procesos o grupos de datos.
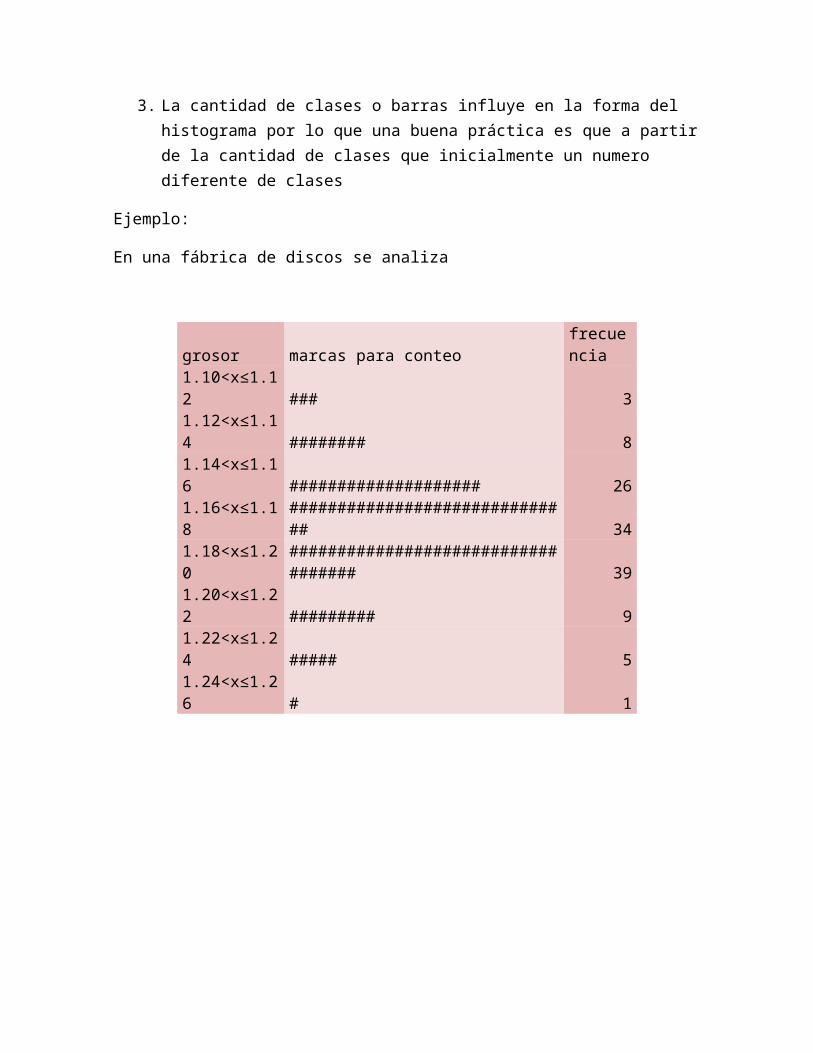
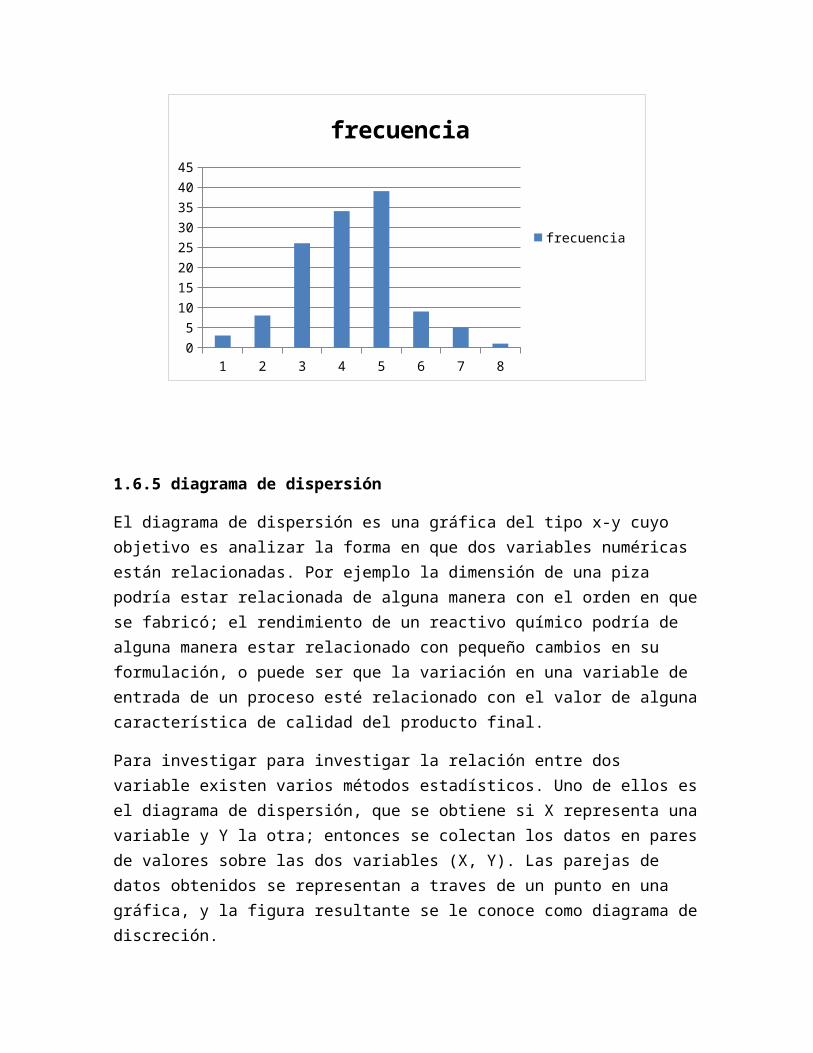
3. La cantidad de clases o barras influye en la forma del histograma por lo que una buena práctica es que a partir de la cantidad de clases que inicialmente un numero diferente de clases
Ejemplo:
En una fábrica de discos se analiza
grosor marcas para conteofrecuencia
1.10<x≤1.12 ### 31.12<x≤1.14 ######## 81.14<x≤1.16 #################### 261.16<x≤1.18 ############################## 34
1.18<x≤1.20################################### 39

1.20<x≤1.22 ######### 91.22<x≤1.24 ##### 51.24<x≤1.26 # 1
1 2 3 4 5 6 7 80
5
10
15
20
25
30
35
40
45
frecuencia
frecuencia
1.6.5 diagrama de dispersión
El diagrama de dispersión es una gráfica del tipo x-y cuyo objetivo es analizar la forma en que dos variables numéricas están relacionadas. Por ejemplo la dimensión de una piza podría estar relacionada de alguna manera con el orden en que se fabricó; el rendimiento de un reactivo químico podría de alguna manera estar relacionado con pequeño cambios en su formulación, o puede ser que la variación en una variable de entrada de un proceso esté relacionado con el valor de alguna característica de calidad del producto final.
Para investigar para investigar la relación entre dos variable existen varios métodos estadísticos. Uno de ellos es el diagrama de dispersión, que se obtiene si X representa una variable y Y la otra; entonces se colectan los datos en pares de valores sobre las dos variables (X, Y). Las parejas de datos obtenidos se representan a traves de un punto en una gráfica, y la figura resultante se le conoce como diagrama de discreción.
Se utiliza para estudiar las relaciones posibles entre dos variables. Por ejemplo la relación entre el espesor y la resistencia de la rotura de una pieza metálica o entre el número de visitas y los pedidos obtenidos por un vendedor, o el número de
personas en una oficina y los gastos de teléfono, etc. Los diagramas de dispersión pueden ser:
a. De Correlación Positiva Se caracterizan porque al aumentar el valor de una variable aumenta el de la otra. Un ejemplo de correlación directa son los gastos de publicidad y los pedidos obtenidos. b. De Correlación Negativa Sucede justamente lo contrario, es decir, cuando una variable aumenta, la otra disminuye. Un ejemplo es el entrenamiento que se le da al personal y la disminución de errores que se consiguen en el desempeño de sus funciones. c. De Correlación No Lineal. No hay relación de dependencia entre las dos variables.
Construcción del diagrama de dispersión
1. Obtención de datos. Una vez que se han seleccionado las variables que se desea investigar, se colectan los valores de las parejas es decir, reunir para cada valor de una variable correspondiente a la otra. Entre más sea el número de puntos con que se construye el diagrama es mejor.
2. Elegir los ejes. Generalmente si se trata de descubrir una relación causa efecto la posible causa representa el eje X y el probable efecto el eje Y. por ejemplo la variable X puede ser una variable de entrada y Y una de salida. Si lo que está investigando es la relación entre dos variables cualesquiera, entonces el eje X se anota la que se puede controlar más, medir más fácilmente, o lo que ocurre primero, durante el proceso.
3. Construir escalas. Los ejes deben ser tan largos como sea posible pero de longitud similar, para construir el eje se sugiere encontrar el valor máximo y el mínimo de ambas variables y escoger las unidades que para ambos ejes de tal forma que los extremos de los ejes coincidan de manera aproximada con el máximo y el mínimo de la correspondiente variable.
4. Graficar los datos. Con base en las coordinas eje X y en el eje Y, representan con un punto cada pareja de valores de las variables. Cuando existen parejas de datos repetidos, en el momento del graficado se detecta un punto que ya está graficado y entonces se traza un círculo sobre el que ya está graficado para indicar que ya está repetido.
5. Documentar el diagrama. Registrar en el diagrama toda la información que sea de utilidad para identificarlo, como títulos, periodo que cubren los datos etc.
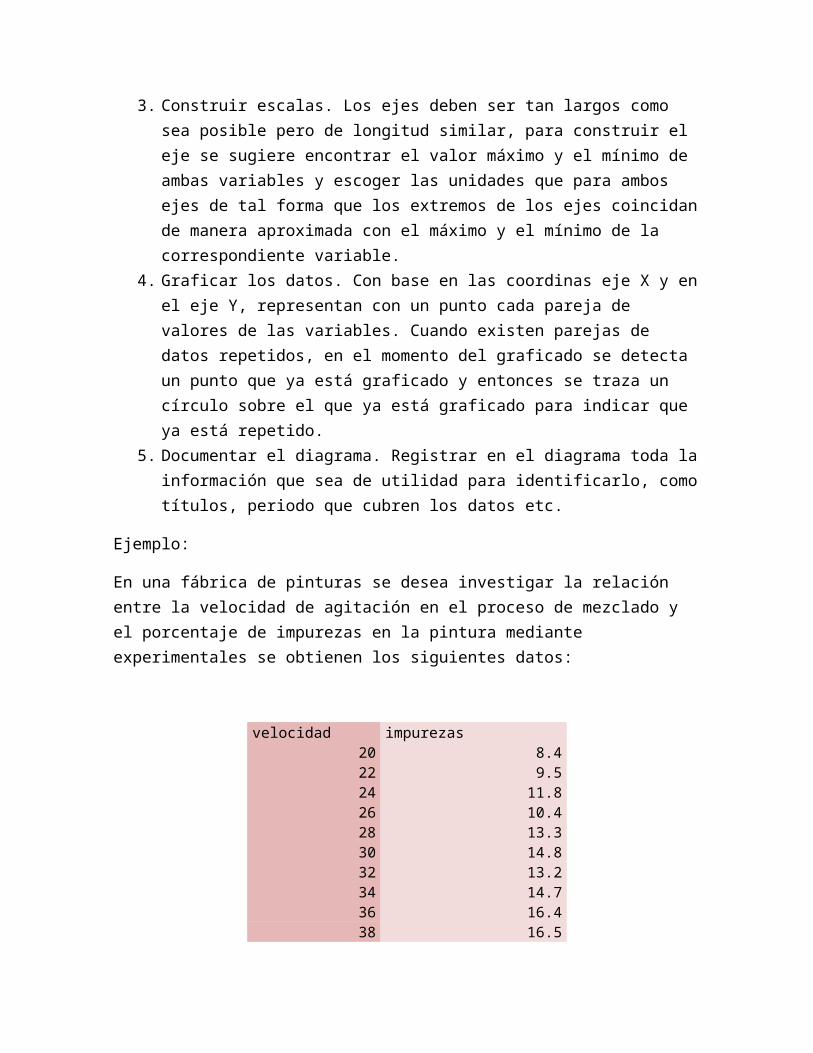
Ejemplo:
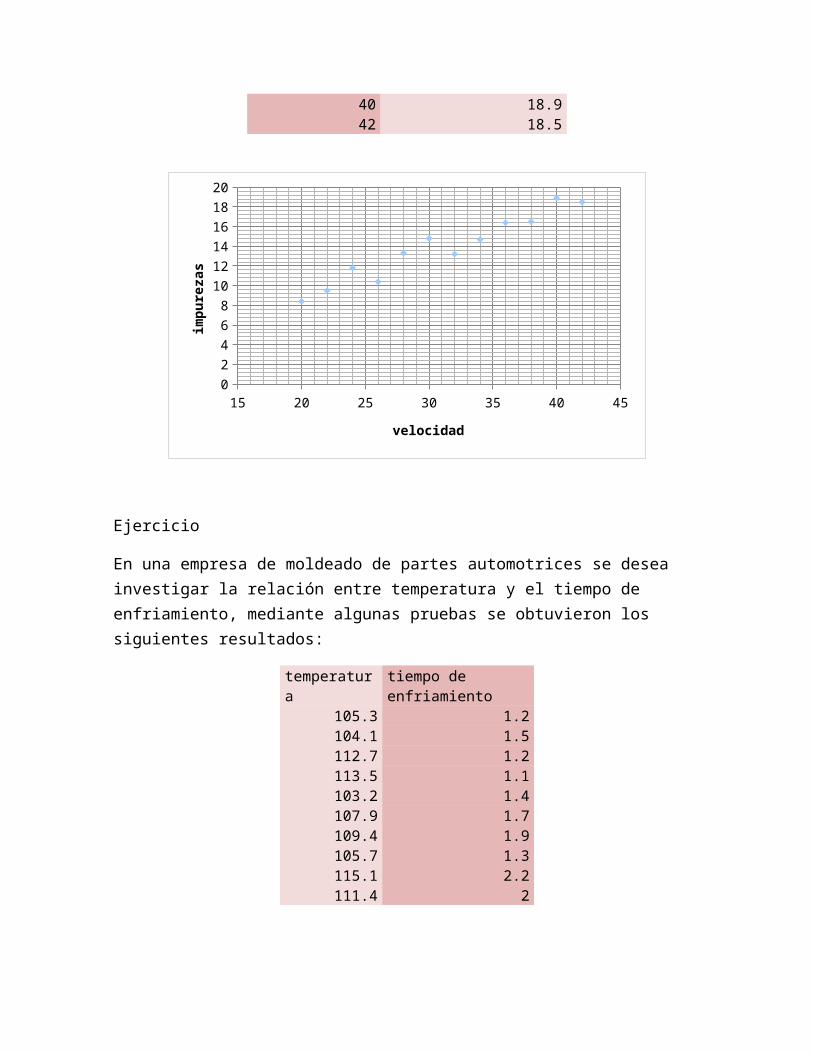
En una fábrica de pinturas se desea investigar la relación entre la velocidad de agitación en el proceso de mezclado y el porcentaje de impurezas en la pintura mediante experimentales se obtienen los siguientes datos:
velocidad impurezas20 8.422 9.524 11.826 10.428 13.330 14.832 13.234 14.736 16.438 16.540 18.942 18.5
15 20 25 30 35 40 450
2
4
6
8
10
12
14
16
18
20
velocidad
impu
reza
s
Ejercicio
En una empresa de moldeado de partes automotrices se desea investigar la relación entre temperatura y el tiempo de enfriamiento, mediante algunas pruebas se obtuvieron los siguientes resultados:
temperatura tiempo de enfriamiento105.3 1.2104.1 1.5112.7 1.2113.5 1.1103.2 1.4107.9 1.7109.4 1.9105.7 1.3115.1 2.2111.4 2
1.6.6 estratificación
Como el principio de Pareto hay unos cuantos problemas vitales que además son originados por causas claves, resulta necesario identificar ambos mediante análisis adecuados. Uno de estos es la estratificacion.
La estratificación es analizar problemas, fallas, quejas o sugerencias agrupándolos da acuerdo a los factores que se cree pueden influir en la magnitud de los mismos para así localizar las mejores pistas para resolverlos en un proceso o para mejorarlos.
La estratificación es una poderosa herramienta de búsqueda que facilita entender como influyen los diversos factores en una situación. La estratificación recoge la idea del diagrama de Pareto y la generaliza como una estrategia de análisis y de búsqueda. No solo se aplica en el contexto del diagrama de Pareto sino que más bien es una estrategia común a todas las estrategias básicas
Este es un instrumento que nos permite pasar de lo general a lo particular en el análisis de un problema. Por ejemplo, suponiendo que un departamento o sección está estudiando los defectos de la producción obtenidos en tres turnos de trabajo. Los datos recogidos pueden ser representados en un histograma o incluso llevados a un gráfico de control, obteniéndose una apreciación general, de acuerdo con lo que reflejan los datos en estos gráficos.
Se puede obtener información más útil estratificando los datos de defectos que se registran en cada turno de trabajo, y observar así si hay diferencias de un turno con respecto a otro. Ello servirá de base para un análisis más profundo, en el turno donde se registre la mayor dispersión de los datos.
Recomendaciones para estratificar
1. A partir de un objetivo claro e importante, determinar con discusión y análisis las características o factores
2. Mediante la colección de datos evaluar la situación actual de las características seleccionadas. Expresar gráficamente las características
3. Determinar las posibles causas de variación en los datos obtenidos con la estratificación. Esta puede llevar a estratificar una característica más específica.
4. Ir más afondo en alguna característica y estratificarla 5. Estratificar hasta donde sea posible y obtener conclusiones de todo el
análisis echo
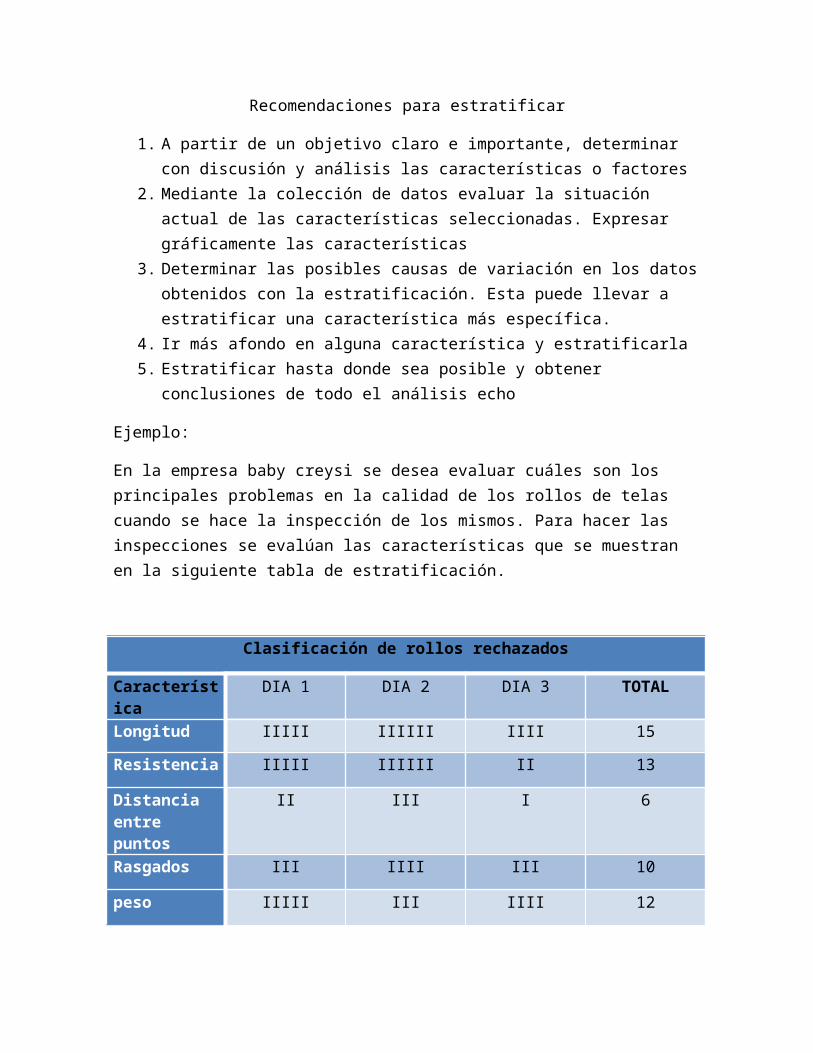
Ejemplo:
En la empresa baby creysi se desea evaluar cuáles son los principales problemas en la calidad de los rollos de telas cuando se hace la inspección de los mismos. Para hacer las inspecciones se evalúan las características que se muestran en la siguiente tabla de estratificación.
Clasificación de rollos rechazados
Característica
DIA 1 DIA 2 DIA 3 TOTAL
Longitud IIIII IIIIII IIII 15
Resistencia IIIII IIIIII II 13
Distancia entre puntos
II III I 6
Rasgados III IIII III 10
peso IIIII III IIII 12
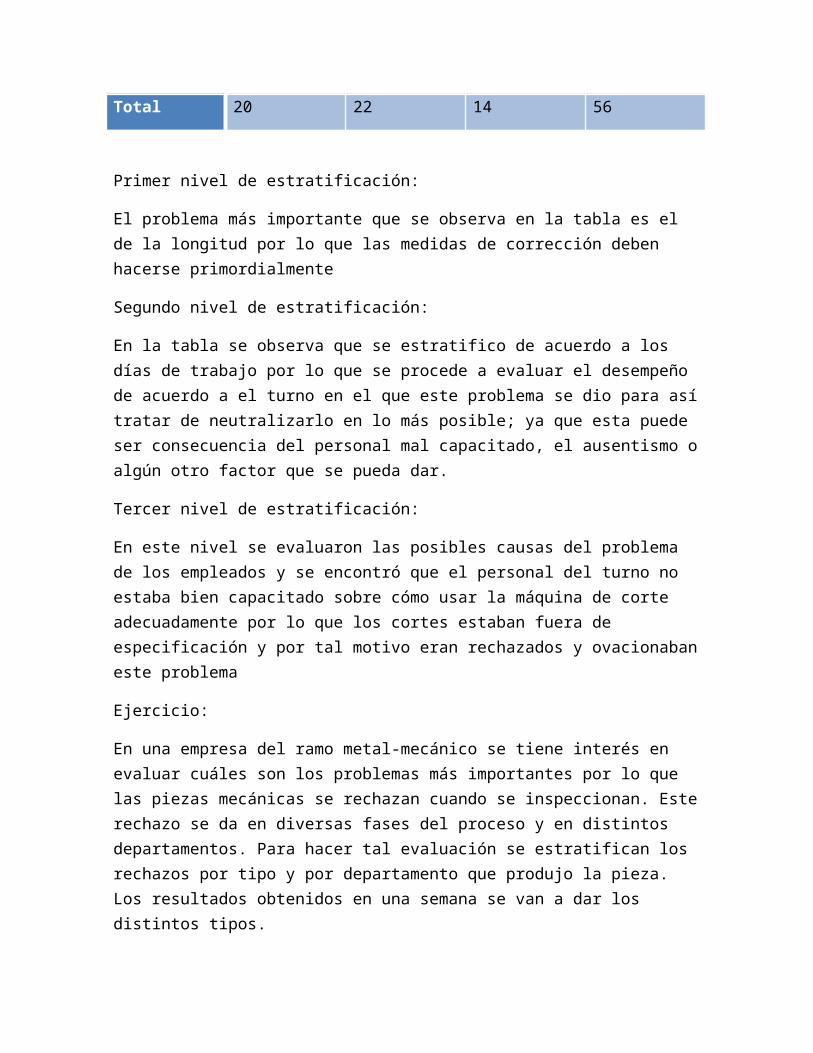
Total 20 22 14 56
Primer nivel de estratificación:
El problema más importante que se observa en la tabla es el de la longitud por lo que las medidas de corrección deben hacerse primordialmente
Segundo nivel de estratificación:
En la tabla se observa que se estratifico de acuerdo a los días de trabajo por lo que se procede a evaluar el desempeño de acuerdo a el turno en el que este problema se dio para así tratar de neutralizarlo en lo más posible; ya que esta puede ser consecuencia del personal mal capacitado, el ausentismo o algún otro factor que se pueda dar.
Tercer nivel de estratificación:
En este nivel se evaluaron las posibles causas del problema de los empleados y se encontró que el personal del turno no estaba bien capacitado sobre cómo usar la máquina de corte adecuadamente por lo que los cortes estaban fuera de especificación y por tal motivo eran rechazados y ovacionaban este problema
Ejercicio:
En una empresa del ramo metal-mecánico se tiene interés en evaluar cuáles son los problemas más importantes por lo que las piezas mecánicas se rechazan cuando se inspeccionan. Este rechazo se da en diversas fases del proceso y en distintos departamentos. Para hacer tal evaluación se estratifican los rechazos por tipo y por departamento que produjo la pieza. Los resultados obtenidos en una semana se van a dar los distintos tipos.
Implementar una estratificación con los siguientes datos:
Razón del rechazo, departamento de piezas chicas, departamento de piezas medianas, departamento de piezas grandes
1.7 HABILIDAD Y CAPACIDAD DEL PROCESO
La capacidad de un proceso: es la manera que las variables de salida de un proceso cumplen son sus especificaciones.
Los procesos industriales tienen variables de salida o de respuesta las cuales se deben cumplir con ciertas especificaciones para así considerar el proceso esta funcionando de manera satisfactoria.
Evaluar la habilidad o capacidad de un proceso es analizar que tan bien cumplen sus variables de salida con las especificaciones.
Sea una característica de calidad de un producto o variable de salida de un proceso, del tipo valor nominal es mejor, donde para considerar que hay calidad las mediciones deben ser igual a cierto valor nominal o ideal (N) o al menos tienen que estar dentro de cierta especificación inferior (EI) y superior (ES)
Índice cp.
El índice CP de capacidad potencial del proceso, se define:
Cp= ES−EI6 σ
Donde 𝜎 representa la desviación estándar del proceso y ES y EI son las especificaciones superior e inferior para la característica de calidad. El índice Cp. compara el ancho de las especificaciones o variación tolerada para el proceso con la amplitud de la variación real del proceso:
Cp= variaciontoleradavariacionreal
Decimos que 6𝜎 es la variación real debido a las propiedades de la distribución normal donde se afirma que en 𝜇 ±3 se encuentran el 99.73% de los valores de la variable.
2. Graficas de control para variables
2.1. Conceptos generales y principios del CEP
2.2 Elaboración e interpretación de gráficas para variables
Los procesos siempre tienen variación ya que el intervienen diferentes factores sintetizados a traves de las 6M´S: material, maquinaria, medición, mano de obra, métodos, medio ambiente. Bajo condiciones normales o comunes todas las M´S aportan variaciones a las variables de salida del proceso en forma natural o inherente pero además pueden aportar variables especificas o fuera de lo común ya que a través del tiempo las 6M´s son susceptibles de cambios, desajustes desgastes, descuidos, fallas etc.
La variación por causas comunes es aquella que permanece día a día, lote a lote por que la aportan en forma natural las actuales condiciones de las 6M´s esta variación es inherente a las actuales características del proceso y es resultado de la acumulación y combinación de diferentes causas que son difíciles de identificar y eliminar debido a que son inherentes al sistema y por qué la contribución individual de cada causa es pequeña no obstante representa a largo plazo la mayor oportunidad de mejora.
Cuando se tiene baja capacidad de un proceso debido a causa comunes es necesario cambiar aspectos de fondo; como el tipo de material, condiciones de operación y métodos para ello es necesario formular un plan que diagnostique las verdaderas causas de fondo.
La variación por causas especiales es causada por situaciones o especiales que no son permanentes en el proceso, por ejemplo fallas ocasionadas por el deterioro de una pieza, el descuido no frecuente de un operario.
Las causas especiales a menudo pueden ser identificadas fácilmente y eliminadas si se cuenta con los conocimientos y condiciones para ello.
Cartas de control
El objetivo básico de una carta de control es analizar, observar con datos estadísticos la variabilidad y el comportamiento de un proceso a través del tiempo esto permitirá distinguir entre variaciones por causas comunes y especiales, lo que ayudara a caracterizar el funcionamiento de un proceso y así decidir las mejores condiciones de control y mejora.
Cuando se habla de variabilidad nos referimos principalmente a las variables de salida pero también las cartas pueden aplicarse a la variabilidad de alguna variable de entrada o del proceso mismo.
Límites de control
Lo primero que se debe quedar claro en cuanto los limites es que estos no son las especificaciones o las tolerancias. Estos calculan la variación del estadístico que se representan en la carta.
Para calcular los límites de control se debe proceder de manera que bajo condiciones de control el estadístico, los datos tengan alta probabilidad de caer dentro de los límites.
Una forma sencilla y usual en que se obtienen estos límites es a partir de la relación entre la media y la desviación estándar de w se tiene que:
LCI=µ−3σ
LINEACENTRAL=μ
LCS=μ+3σ
Donde 𝜇 es su media y su desviación estándar es 𝜎.
Tipos de cartas de control
Existen dos tipos de cartas de control: para variables y para atributos las cartas de control para variables se aplican a características de calidad de tipo continuo que intuitivamente son aquellas que requieren un instrumento de medición (volúmenes, voltajes temperatura, etc.)
2.2.1 cartas de control x̅6 -R
Existen muchos procesos industriales que pueden decirse que son de tipo masivo el sentido en el sentido de que producen muchos artículos. Si las variables de salida si las variables de salida de tipo continuo son entonces es el campo ideal de aplicación de las gráficas xX -R.
2.2.2 grafico de control x̅6 -S
Cuando una carta xX -S se requiere tener mayor potencia para detectar cambios pequeños en el proceso se incrementa el tamaño de subgrupo n. pero si n es mayor que 10 la carta de control ya no es una carta eficiente.
Si se utiliza una carta de control xX -S entonces cada subgrupo se le calcula la media y su desviación estándar y con la carta se analiza el comportamiento de las medias para detectar cambios en la tendencia central de un proceso y se graficaran las desviaciones estándar de los subgrupos para detectar cambios en la amplitud de la dispersión del proceso.
Interpretación de los límites de control en una carta. Estos límites reflejan la variación esperada para las desviaciones estándar de muestras de tamaño n mientras el proceso no tenga cambios importantes y por lo tanto son útiles para detectar cambios significativos en la magnitud de la variación del proceso.
Interpretación de las cartas de control y causas de inestabilidad.
Se ha establecido que si un punto cae fuera de los límites de control o cuando los puntos nos siguen un patrón no aleatorio es un proceso inestable, por el contrario si caen entre los límites y siguen un patrón aleatorio es un proceso estable.
Patrones para detectar procesos inestables
1. Desplazamientos o cambios en el nivel del proceso. Este patrón ocurre cuando hay una tendencia larga y clara se salen de los límites de control o cuando hay una tendencia larga y clara a que los puntos consecutivos caigan solo lado de la línea central estos cambios pueden ser por:
La introducción de nuevos trabajadores, maquinas, materiales, métodos, etc.
Caminos en los métodos de inspección Una mayor o menor atención d ellos trabajadores Que el proceso ha mejorado o empeorado
2. Tendencias del nivel de proceso este patrón consiste en una tendencia a incrementarse los valores de los puntos de la carta. Una tendencia ascendente o descendente bien definida y larga se puede deber a algunas de las siguientes causas especiales
El deterioro o desajuste gradual del equipo de producción Desgaste de las herramientas de corte Acumulación de productos de desperdicios en las tuberías Calentamiento de maquinas Cambios graduales en las condiciones del medio ambiente
3. Ciclos recurrentes. Otro movimiento no aleatorio que pueden presentar los puntos en las cartas el comportamiento en las cartas es un comportamiento cíclico de los puntos
Cabios periódicos en el medio ambiente Diferencias en los dispositivos de medición o prueba que se utilizan
en cierto orden Rotación regular de las maquinas u operarios Efecto sistemático producido por dos máquinas, operarios o
materiales que se usan frecuentemente4. Mucha variabilidad. Una señal de que en el proceso hay una causa especial
de mucha variabilidad se manifiesta mediante la alta proporción de puntos
cerca de los límites de control, a ambos lados de la línea, pocos o ningún punto en la parte central
Sobre el control o ajustes innecesarios en el proceso Diferencias sistemáticas en la calidad del material o en los métodos
de prueba Control de dos o más procesos en la misma carta con diferentes
promedios 5. Falta de variabilidad una señal de que hay algo especial en el proceso es
que prácticamente todos los puntos se encuentren en la línea central, es decir, que los puntos reflejen poca variabilidad o estratificación
Equivocación en el cálculo de los límites de control Agrupamiento en una misma muestra de datos provenientes de
universos con medidas bastante diferentes, que al combinarse se compensan unos con otros
Cuchareos de los resultados Carta de control inapropiada para el estadístico graficado
Ejemplo:
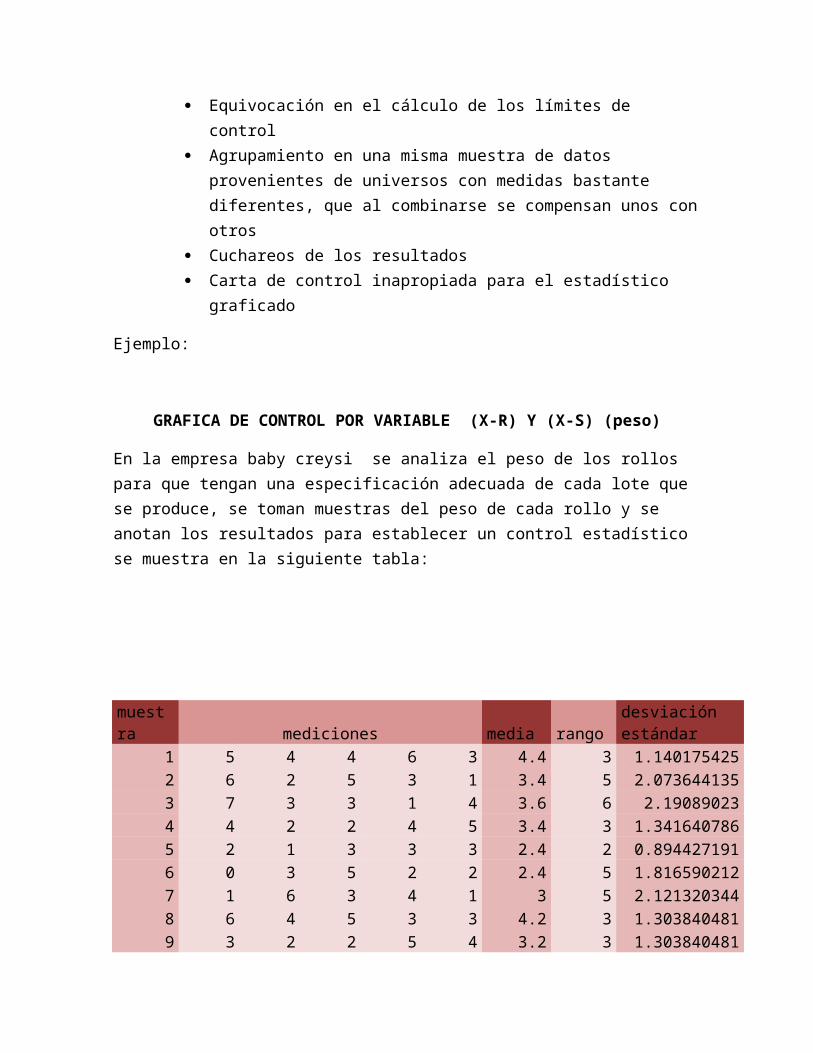
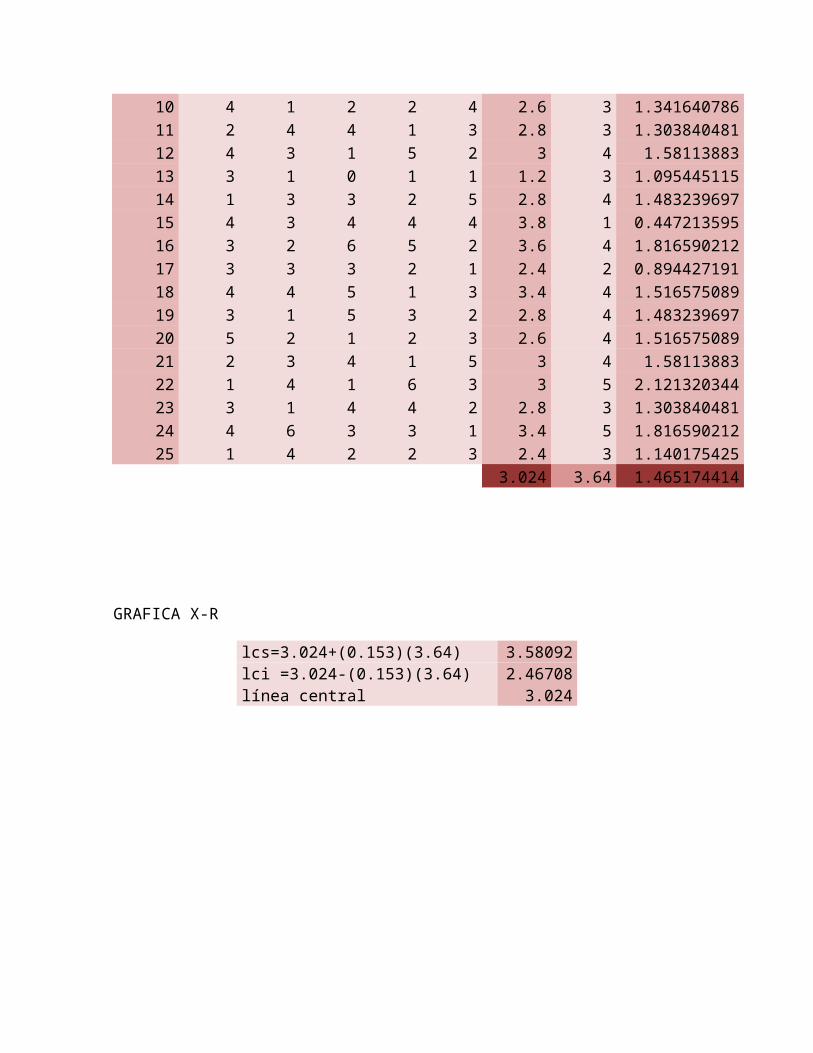
GRAFICA DE CONTROL POR VARIABLE (X-R) Y (X-S) (peso)
En la empresa baby creysi se analiza el peso de los rollos para que tengan una especificación adecuada de cada lote que se produce, se toman muestras del peso de cada rollo y se anotan los resultados para establecer un control estadístico se muestra en la siguiente tabla:
muestra mediciones media rango
desviación estándar
1 5 4 4 6 3 4.4 3 1.140175425
2 6 2 5 3 1 3.4 5 2.073644135
3 7 3 3 1 4 3.6 6 2.19089023
4 4 2 2 4 5 3.4 3 1.341640786
5 2 1 3 3 3 2.4 2 0.894427191
6 0 3 5 2 2 2.4 5 1.816590212
7 1 6 3 4 1 3 5 2.121320344
8 6 4 5 3 3 4.2 3 1.303840481
9 3 2 2 5 4 3.2 3 1.303840481
10 4 1 2 2 4 2.6 3 1.341640786
11 2 4 4 1 3 2.8 3 1.303840481
12 4 3 1 5 2 3 4 1.58113883
13 3 1 0 1 1 1.2 3 1.095445115
14 1 3 3 2 5 2.8 4 1.483239697
15 4 3 4 4 4 3.8 1 0.447213595
16 3 2 6 5 2 3.6 4 1.816590212
17 3 3 3 2 1 2.4 2 0.894427191
18 4 4 5 1 3 3.4 4 1.516575089
19 3 1 5 3 2 2.8 4 1.483239697
20 5 2 1 2 3 2.6 4 1.516575089
21 2 3 4 1 5 3 4 1.58113883
22 1 4 1 6 3 3 5 2.121320344
23 3 1 4 4 2 2.8 3 1.303840481
24 4 6 3 3 1 3.4 5 1.816590212
25 1 4 2 2 3 2.4 3 1.140175425
3.024 3.64 1.465174414
GRAFICA X-R
lcs=3.024+(0.153)(3.64) 3.58092lci =3.024-(0.153)(3.64) 2.46708línea central 3.024
GRAFICA DEL RANGO
rangolcs=1.5403*3.64 5.606692lci=0.4597*3.64 1.673308línea central 3.64
GRAFICA (X-S)
lcs=1.46+3(1.4652/0.9896)*sqrt(1-0.9896)
1.91814246
lci=1.46-3(1.4652/0.9896)*sqrt(1-0.9896)
1.01220637
1 3 5 7 9 11 13 15 17 19 21 23 250
1
2
3
4
5
6
7
rangolcslcilinea central
línea central1.4651744
1
1 3 5 7 9 11 13 15 17 19 21 23 250
0.5
1
1.5
2
2.5
desviacion estandar lcslcilinea central
Ejercicio
Realiza una gráfica de control con los siguientes datos
GRAFICA DE CONTROL POR VARIABLE (X-R) Y (X-S) (longitud)
En la empresa baby creysi se analiza la longitud de los rollos para que tengan una especificación adecuada de cada lote que se produce, se toman muestras de la longitud de cada rollo y se anotan los resultados para establecer un control estadístico se muestra en la siguiente tabla:
muestra mediciones
1 -3 2 6 3 -3
2 4 3 -1 4 1
3 -2 -2 2 2 2
4 4 3 3 -2 1
5 -6 4 4 0 4
6 2 1 5 3 1
7 3 -4 -3 1 -1
8 4 3 2 -3 3
9 2 5 3 2 6
10 -3 2 1 -1 -2
11 6 1 3 2 2
12 -1 -3 -3 -3 -2
13 3 2 2 2 2
14 2 -1 3 -1 2
15 2 2 4 -2 -1
16 1 3 3 3 2
17 6 -1 3 2 -3
18 2 3 5 3 2
19 1 2 -3 5 1
20 -2 1 2 3 -3
21 3 5 4 2 2
22 1 -2 1 -2 2
23 2 3 -3 3 1
24 3 1 3 3 4
25 -2 2 -5 2 5
2.2.3. Grafico X de individuales
la carta de individuales es un diagrama para variables de tipo continuo en lugar de aplicarse a procesos semi masivos o masivos como en el caso de otras se aplica a procesos lentos, en los cuales para obtener un medición o una muestra de la producción se requiere periodos relativamente largos.
Algunos ejemplos de esto pueden ser:
Procesos químicos que trabajan por lotes Industria de bebidas alcohólicas en las que deben pasar desde la 1 hasta
más de 100 horas para obtener resultados de los procesos de fermentaciones y destilación
Procesos en los que las mediciones cercanas solo difieren del error de medición
Algunas variables administrativas, cuyas mediciones se obtienen cada día, cada semana o más.
Mx=x y σx= R�d2
= R�1.128
2 x� ±3(R
1.128)
Ejemplo:
En la producción de tequila se miden varias características. Una de ellas es el grado de brix residual. Esta es una variable de tipo entera el ES=3.5 %
Con los datos de los últimos 40 lotes se obtiene el rango entre los dos consecutivos más recientes
La media y el rango fueron 1.95 y o.43 respectivamente lo que nos da un
LCS= 3.1
LCI= 0.81
Lote brix residual rango móvil1 22 2.4 0.43 2.2 0.24 1.4 1.95 2.3 0.96 1.8 0.57 1.5 0.38 1.5 09 2.1 0.6
10 2 0.111 1.6 0.412 2.2 0.613 1.9 0.314 2.4 0.515 3.3 0.916 2.1 1.217 2.1 018 1.8 0.319 1.6 0.220 2.1 0.521 1.2 0.922 1.8 0.623 2 0.224 2.4 0.4
25 1.9 0.526 2.4 0.527 2.4 028 1.7 0.729 1.8 0.130 2.1 0.331 1.7 0.432 2.1 0.433 1.6 0.534 2.4 0.835 2.1 0.336 1.8 0.337 1.3 0.538 1.8 0.539 1.7 0.140 1.6 0.1
1 3 5 7 9 11 13 15 17 19 21 23 25 27 29 31 33 35 37 390
0.5
1
1.5
2
2.5
3
3.5
Ejercicio:
Con los siguientes datos elabora una gráfica x individual
rollo defectos cirango móvil
1 2 0.32 4 0.23 5 0.14 3 0.45 4 0.46 2 0.57 5 0.38 2 0.29 1 0.4
10 2 0.311 3 0.712 4 0.413 5 0.314 2 0.615 4 0.216 3 0.117 2 0.518 3 0.519 4 0.120 2 0.721 3 0.422 4 0.323 3 0.224 2 0.425 3 0.526 2 0.227 3 0.128 4 0.229 5 0.330 3 0.2
2.3. Capacidad de proceso, Cp, Cpk, y Cpm
Índice cp.
El índice CP de capacidad potencial del proceso, se define:
Cp= ES−EI6 σ
Donde 𝜎 representa la desviación estándar del proceso y ES y EI son las especificaciones superior e inferior para la característica de calidad. El índice Cp. compara el ancho de las especificaciones o variación tolerada para el proceso con la amplitud de la variación real del proceso:
Cp= variaciontoleradavariacionreal
Decimos que 6𝜎 es la variación real debido a las propiedades de la distribución normal donde se afirma que en 𝜇 ±3 se encuentran el 99.73% de los valores de la variable.
Índice Cpk
Evalúa la capacidad de un proceso, tomado en cuenta las dos especificaciones, la variación y el centrado del proceso.
El índice Cpk está definido por
Cpk = al valor más pequeño entre Cpi y Cps
Cpi=μ−EI3σ
Cpi=ES−μ3σ
ES DECIR QUE EL INDICE Cpk siempre va a ser menor o igual al índice Cp. Cuando sea muy próximo, esto quiere decir que la media del proceso está muy cerca del punto medio de las especificaciones
Si el valor del índice es mucho más pequeño que el Cp, nos indicara que la media del proceso está alejada del centro de las especificaciones
Cuando los valores del Cpk sean mayores a 1.25 o 1.45 se considera que se tiene un proceso con capacidad satisfactoria
Valores del Cpk igual a cero o negativos indican que la media del proceso está fuera de especificación
Índice Cpm
El índice Cpm o índice de taguchi es un índice cuya característica más importante es que cumplir con especificaciones no es sinónimo de calidad debe darse en torno al valor nominal. Es decir, la mejora de un proceso según taguchi debe estar orientada a reproducir su variabilidad del valor nominal, N y no solo orientada a cumplir con especificaciones
El índice Cpm está definido por:
Cpm=ES−EIστ
Dónde:
τ=√σ2+(μ−N )2
Interpretación
Cuando el índice Cpm es mayor que 1, entonces eso quiere decir que el proceso cumple con especificaciones, y en particular que la media del proceso está dentro de la tercera parte media de la banda de las especificaciones.
Si el Cpm es mayo que 1.33 entonces el proceso cumple con las especificaciones pero además la media del proceso está dentro de la quinta parte media del rango de especificaciones


















