Diseño y Evaluacion de Proyectos
32
1 UNIVERSIDAD INCA GARCILASO DE LA VEGA FACULTAD DE INGENIERÍA ADMINISTRATIVA E INGENIERÍA INDUSTRIAL CARRERA PROFESIONAL DE INGENIERÍA INDUSTRIAL (TESIS) DISEÑO Y EVALUACION DE PROYECTOS PROYECTO DE INVESTIGACION MEJORA DE LA EFICIENCIA DEL PROCESO DE PRODUCCION DE POLOS EN LA EMPRESA TEXTIL DIVAXI S.A.C., UBICADA EN EL DISTRITO DE SAN LUIS, LIMA – PERU, EN EL 2015 PRESENTADO POR: MOISÉS OSCAR GARCÍA ZAPATA DOCENTE: Ing. PEDRO ARÉVALO MARTÍNEZ DICIEMBRE 2014 1964
-
Upload
paul-quinonez-villa -
Category
Documents
-
view
221 -
download
4
description
pre tesis
Transcript of Diseño y Evaluacion de Proyectos
-
1
UNIVERSIDAD INCA GARCILASO DE LA VEGA
FACULTAD DE INGENIERA ADMINISTRATIVA E INGENIERA INDUSTRIAL
CARRERA PROFESIONAL DE INGENIERA INDUSTRIAL
(TESIS)
DISEO Y EVALUACION DE PROYECTOS
PROYECTO DE INVESTIGACION
MEJORA DE LA EFICIENCIA DEL PROCESO DE PRODUCCION DE POLOS
EN LA EMPRESA TEXTIL DIVAXI S.A.C., UBICADA EN EL DISTRITO DE SAN
LUIS, LIMA PERU, EN EL 2015
PRESENTADO POR:
MOISS OSCAR GARCA ZAPATA
DOCENTE:
Ing. PEDRO ARVALO MARTNEZ
DICIEMBRE 2014
1964
-
2
DEDICATORIA
Dedico este trabajo a mis padres por su gran apoyo incondicional para lograr
cumplir mis objetivos y verme progresar en la vida. As tambin, a todos los
docentes de esta casa de estudios por haberme brindado los conocimientos
necesarios durante mis 5 aos de formacin profesional de ingeniero industrial
para la realizacin de este proyecto
-
3
AGRADECIMIENTOS
Agradezco a mi familia por siempre estar a mi lado apoyando en esta etapa de
mi vida profesional. As mismo, agradezco a DIOS por brindarme la fuerza y
voluntad para alcanzar mis metas. A mi prima Magaly por haberme permitido su
orientacin y apoyo en la realizacin de este proyecto.
-
4
INDICE
RESUMEN EJECUTIVO ................................................................................................................. 5
INFORMACION DE LA EMPRESA ............................................................................................... 6
ASPECTOS DE LA PRODUCCION .............................................................................................. 6
CAPITULO I: PLANTEAMIENTO DEL PROBLEMA................................................................. 21
1.1. Descripcin de la Realidad Problemtica ................................................................... 21
1.2. Formulacin del Problema ............................................................................................ 21
PROBLEMA PRINCIPAL .............................................................................................................. 21
1.3. Objetivos de la Investigacin ........................................................................................ 22
1.4. Alcances y Justificacin de la Investigacin............................................................... 22
Capitulo II: Marco Terico ............................................................................................................. 23
2.1. Antecedentes de la Investigacin ................................................................................ 23
2.2. Marco Conceptual .......................................................................................................... 23
Capitulo III: Hiptesis y Variables ................................................................................................ 23
3.1. Hiptesis de Investigacin ............................................................................................ 23
3.2. Variables e indicadores ................................................................................................. 23
Capitulo IV: Metodologa de Investigacin ................................................................................. 23
4.1. Diseo de la Investigacin ............................................................................................ 23
4.2. Poblacin y Muestreo de la Investigacin .................................................................. 23
4.3. Tcnicas e Instrumentos de Recoleccin de Datos .................................................. 23
Capitulo V: Propuesta y Evaluacin del Mtodo Mejorado ...................................................... 24
Capitulo VI: Administracin del Proyecto de Investigacin ...................................................... 32
6.1. Asignacin de Recursos ................................................................................................ 32
6.2. Presupuesto .................................................................................................................... 32
6.3. Cronograma ..................................................................................................................... 32
Fuentes de Informacin ................................................................................................................. 32
Conclusiones ................................................................................................................................... 32
Recomendaciones .......................................................................................................................... 32
Anexos ............................................................................................................................................. 32
-
5
RESUMEN EJECUTIVO
En el Per de hoy la industria textil compite en el mundo en iguales condiciones
de calidad y perfeccin. Sin embargo, nos falta mucho camino por recorrer,
necesitamos desarrollar nuevas estrategias para crecer en tecnologa, seguir en la
bsqueda de mejores productos y de nuevos mercados a donde llevar la tan
reconocida tradicin de los productos peruanos.
En vista que Per ha firmado acuerdos comerciales con distintos pases
desarrollados, la industria de confecciones textiles ha tomado un papel muy
importante, en vista del gran mercado de exportacin que se abre para nuestro
pas.
Es en este tema que nuestras medianas y pequeas empresas, para competir al
mismo nivel que los pases desarrollados, necesitan desarrollar mejores tcnicas y
mtodos, para abaratar costos, sin afectar en la calidad que caracteriza a la
empresa, para as poder contrarrestar las desventajas propias que tenemos por
ser un pas en vas de desarrollo.
En el presente proyecto se abordar esta problemtica mediante la observacin,
el anlisis y recopilacin de la informacin, desarrollando una mejora en el
proceso de produccin de polos aplicando las herramientas de la ingeniera de
mtodos que son el estudio del trabajo y la medicin del trabajo aplicndolos en la
empresa TEXTIL DIVAXI S.A.C, abarcando especficamente el sector de
confecciones.
Es este el motivo principal por el cual he decidido elegir esta empresa dedicada a
las confecciones como objeto de anlisis; busco entrar a tallar en una
problemtica actual, para poder aportar no solamente en nuestro desarrollo y
formacin como ingenieros que vamos a ser, sino tambin en el desarrollo de
nuestro pas.
-
6
INFORMACION DE LA EMPRESA
RAZON SOCIAL: TEXTIL DIVAXI S.A.C.
RUBRO: Sector de Confecciones
RUC: 20552357753
ESTADO: Activo
TIPO DE PERSONA: Sociedad Annima Cerrada
UBICACIN: Lima Lima San Luis
DIRECCION: Av. San Juan Nro. 429
A QUE SE DEDICA:
TEXTIL DIVAXI S.A.C., es una empresa dedicada a la confeccin de prendas de
vestir como uniformes y buzos para colegios y nidos, polos T-Shirt, polos piqu o
box, ropa deportiva y uniformes para instituciones gastronmicas y hospitalarias.
Tambin brinda servicios de corte y confeccin.
ASPECTOS DE LA PRODUCCION
A. SISTEMA DE PRODUCCION
La empresa presenta un sistema de produccin del tipo INTERMITENTE dado que
el servicio que brinda es determinado por el cliente el cual le plantea los
requerimientos que tendr una prenda determinada cuando se trate del servicio de
confeccin. Tnganse en cuenta adems que el volumen de produccin no
depende de la empresa ms bien del cliente.
Por otro lados tambin presentaba un sistema de produccin lineal continua, esto
iba dirigido su tienda en GAMARRA y tambin un proceso por proyecto esto es al
realizar los servicios de corte o confeccin.
B. LINEAS DE PRODUCCION
Lo que respecta a las lneas de produccin la empresa se dedica a la produccin
de polos en sus diferentes variedades:
Polo Publicitario.
Polo Box o Piqu.
Polo T Shirt.
-
7
Servicios de Confeccin
Donde el cliente nos brinda una hoja de las especificaciones tcnicas del
producto, en tallas y medidas, y la cantidad por talla, as como tambin la
especificacin del material a trabajar que es la tela, esta puede ser comprada por
el cliente o darn la potestad a la empresa para que la compre para que luego se
le brinde el servicio de corte con el servicio de confeccin con su respectivo
acabado.
Los productos en el servicio de confeccin de esta empresa son bsicamente
polos, pero tambin la empresa esta incursionando en el rubro de confeccin de
uniformes para instituciones gastronmicas y hospitalarias.
Produccin Propia
Donde la empresa hace su propia produccin segn sus propios diseos que
entran en la temporada (primavera y verano). La lnea de produccin se considera
lo suficientemente innovadora y exclusiva como prendas de vestir bsicas,
manufacturadas a base de telas de tejidos de punto de algodn Pyma y sus
mezclas; tambin usa fibras sintticas.
Los productos son solucionados en funcin y coordinacin con los clientes
quienes participan conjuntamente en los diseos y componentes en los productos
escogidos; esto determinar el estilo de la tela a elegir.
C. CAPACIDAD DE PRODUCCION
En la actualidad, el mercado de las confecciones se maneja en funcin a pedidos
concretos; son poqusimas las empresa que producen para stock (generalmente
son las grandes empresas las que llegan a producir una cantidad determinada de
productos al mes).
La produccin de TEXTIL DIVAXI S.A.C., es variable y esta dirigida al mercado
interno (especialmente en temporadas escolares); en el caso del mercado externo
era Panam, en ambos casos se ve afectada por la competencia no slo peruana,
sino tambin extranjera, hacer frente a estas ltimas es bastante crtico.
D. UNIDAD DE DESARROLLO DEL PRODUCTO
Debido a que la empresa utilizaba un sistema de produccin continua lineal de
varios productos; analizaremos un tipo de producto que ellos elaboran
constantemente como es el caso de la confeccin de polos.
-
8
Primera Fase: PEDIDO NUEVO
Interpreta, analiza y desarrolla los requerimientos del cliente para procesar
informacin y coordinar con las dems reas.
Inicio de la documentacin que circular durante el proceso productivo.
Estudia las especificaciones tcnicas del diseo o de la muestra fsica.
Elabora la primera ficha tcnica con la informacin del producto.
Ordena la informacin por cliente y temporada.
Elabora y genera los moldes del producto.
Determina el consumo para el prototipo o muestra.
Produce los prototipos o muestras para los clientes segn las
especificaciones.
Segunda Fase: PEDIDO DE PRODUCCION
Modifica la ficha de especificaciones tcnicas en la informacin definitiva
para todas las reas.
Genera la orden de produccin.
Elabora los moldes en las tallas requeridas para la produccin.
Determina los consumos para la produccin.
Proporciona la informacin requerida para elaborar el plan de produccin.
FASES DEL
PROCESOTAREAS QUE REALIZAN
INFORMACION
QUE SE DEBE
GENERAR
AREA QUE
GENERA LA
INFORMACION
CORTE Y
HABILITADO
Verificacion de
especificaciones de tela,
tendido, cortado,
etiquetado, inspeccionado,
empaquetado con
identificacion.
Orden de corte,
tickets de
produccion.
PRODUCCION
COSTURA
Organizar el trabajo, coser
de acuerdo al balance.
Cumplir la meta de
produccion, inspeccionar al
final de la linea.
Estudio de tiempos
y metodos, balance
de linea, reportes
de eficiencia,
control de la
produccion.
PRODUCCION
ACABADOSControlar el ingreso,
vaporizar, doblar, embolsar
Estudio de tiempos
y metodos, balance
de linea, reportes.
PRODUCCION
AREA DE PRODUCCION
-
9
Tercera Fase: INTERRELACIN CON OTRAS AREAS
La comercializacin a travs de la oficina de atencin (su local en Av. Rosa
Toro 343, San Luis); es decir, ventas.
Se relaciona con el mercado, porque esta al tanto de las nuevas tendencias
y requerimientos de los clientes, propone y da sugerencias sobre el
producto final (estilos de polos).
Mediante la produccin proporciona la informacin principal del producto
sobre el cual se generan los dems procesos productivos.
Tambin se relaciona mediante el rea de costos porque proporciona la
informacin principal para realizar la cotizacin del producto.
E. DESCRIPCION DE LOS PROCESOS DE CADA AREA
rea de Corte
a) RECEPCIN DE TELA
- Siempre se verifica que la tela a trabajar cumpla con las caractersticas de
calidad requeridas para efectuar el tendido.
Tiempo de reposo.
Ancho de tela.
Encogimientos de telas esperados.
- Verificar que las zonas de almacenamiento temporal de telas, limpieza, orden,
transporte corto y cmodo.
- Asegurarse que la tela decepcionada este de acuerdo con lo especificado con la
orden de produccin.
b) TIZADO
- El tizado es el marcado de los perfiles de los patrones o moldes.
- Se debe realizar un estudio precio de la colocacin de los patrones.
- Se tiene especial cuidado para tener una buena eficiencia en el uso de la tela,
ya que depende para darle un buen uso a la tela.
- El consumo de tela constituye aproximadamente un 70% del costo de la prenda.
- El tizado puede ser:
Tizado manual; el cual es el tradicional, en donde el tizador trata de
optimizar la ubicacin de los moldes, el inconveniente es la gran cantidad
de tiempo usado, y por ende no es tan eficiente, es utilizado actualmente
por la empresa.
-
10
Tizado asistido por computadora; en este caso se realiza la disposicin
de los patrones directamente en la pantalla, adems, permite cambiar la
posicin hasta obtener la distribucin deseada; por ltimo se obtiene el
tizado en papel, el cual se usa sobe el tendido.
- Para inspeccionar que el tizado se realice de manera correcta, se debe verificar
los siguientes factores que afectan la calidad de tizado.
Superficie; el cual para el tizado es conveniente que sea sobre un papel,
debido a que es ms estable, no presenta distorsiones y las lneas no
necesitan ser gruesas.
Espesor de lneas tizadas; el cual determina en gran parte la exactitud del
corte, cuantas ms gruesas sean las lneas, menos preciso es el corte.
Verificar que no se crucen o se superpongan las lneas.
- Se tiene que verificar la correcta orientacin de los moldes de todas las partes de
la prenda.
- Se verifica que la posicin del patrn al realizar el tizado sea paralelo a lo largo
del tendido para evitar el revirado de la prenda.
- Tizan en lo posible las piezas de la misma talla lo ms cerca posible para que no
halla diferencia en las tonalidades.
- Siempre se tiene en cuenta el sentido de las piezas de la misma talla, para telas
especiales (listadas).
- Los componentes por talla son numerados con el mismo nmero.
c) TENDIDO
- Se tiene diferentes tipos de tendidos.
Tendido manual ida y vuelta.
Tendido manual con corte e cada capa.
Tendido automtico cara arriba (a una cara).
Tendido automtico cara a cara zigzag.
- Antes que todo se verifica que todas las piezas vayan a ser cortadas completas.
- Cada rollo debe ser separado en el tendido mediante una cinta de color para
evitar mezcla de matices.
- Tambin se verifica que las marcar para los empalmes en la mesa sean
adecuadas al trazo.
- No se tiene ninguna tolerancia en los empalmes.
-
11
- De acuerdo con el tizado se permite una pulgada ms en cada extremo del largo
total del tendido.
- Verificar que las tensiones del tendido sean adecuadas.
- Un exceso de estiramiento provocar un encogimiento de las piezas cortadas.
- Un tendido flojo ocasionar prendas de mayor tamao y ms desperdicios de
tela.
- En el alineamiento del tendido se verifican los bordes, la tela debe quedar
superpuesta unos sobre otros en lnea vertical sobre todo en el borde tomado
como referencia de uno de los orillos de la mesa.
- Se verifica el nmero de paos de tela antes de cortar, por ambos extremos del
tendido.
- En las medidas del tendido, se recomienda un largo de tendido manual no mayor
de 8 metros, y un tendido de en coche no mayor de 10 metros.
- Para las telas inestables es recomendable un tendido manual.
- Es recomendable un alto de tendido no mayor de 3 pulgadas para telas
inestables (rib) y 5 pulgadas para telas estables (algodn y polister).
d) CORTE
- Se usa la MQUINA DE CUCHILLA VERTICAL la cual se ve afectada por:
La altura del tendido.
Densidad de la tela.
Curvatura de patrones.
El peso del motor.
Afilado de la cuchilla.
Superficie de la mesa lisa y nivelada
- Otra mquina usada es la MQUINA CIRCULAR.
Se utiliza para piezas pequeas, con alto grado de precisin.
Pecheras fusionadas, cuellos, hombros, etc.
- Para inspeccionar el corte se verifica que el corte sea sobre la lnea del tizado.
- Se verifica el tamao de la pieza cortada aleatoriamente en la parte superior,
central e inferior.
- La tolerancia en este proceso es de +/- 1/16.
- El numerado del corte se realiza al finalizar el corte.
-
12
- Se enumeran las piezas que componen los paquetes.
- Los adhesivos de numeracin sirven para controlar las piezas del corte, permiten
determinar a que paquetes pertenecen y con que piezas deben coserse.
La informacin de adhesivos es la siguiente:
Talla.
Orden de corte.
Correlativo.
rea de Habilitado
- El habilitado es un proceso de control de calidad.
- Los tamaos y las secuencias de los paquetes deben ser identificados, para
tener la seguridad, que las piezas que componen la prenda corresponden a un
mismo numero y no existir problemas de tonalidad.
- Verificar la cantidad de prendas y la numeracin de las piezas en los paquetes
habilitados.
- Clasificar las piezas por tipos de defectos.
- Observar los paquetes organizados con sus etiquetados correspondientes que
garanticen la manipulacin y no se pierdan las piezas en su distribucin a costura.
- Se debe reportar por escrito los defectos al supervisor de calidad de corte y al
cortador para que no se vuelvan a repetir los mismos defectos.
- Es recomendable aplicar el fusionado en piezas que requieran una buena
precisin de corte.
- Se debe verificar que la tela de arriba de las piezas sea igual a la tela de la parte
inferior, la tolerancia es de +/- 1/8.
- Se compara con la ayuda del molde si en la primera y la ltima pieza existe
exactitud y coincidencia de piquetes y de otros puntos referenciales.
- Se utiliza el molde o la hoja de especificaciones del molde para medir largos,
anchos, cuellos, etc. Y para registrarlos en el formato de control de calidad del
corte.
- Se reporta al supervisor de calidad las medidas fuera de las tolerancias.
rea de Costura
- Verificar la informacin registrada en la planilla del lote.
- Verificar que los insumos estn en su totalidad habilitados
- Almacenamiento temporal al inicio de la lnea
-
13
- Si existe estantera se asigna un lugar por cada lote.
- Su existen carros especiales, se colocan en cola.
- Ordenamiento de la lnea de acuerdo a la secuencia de operaciones y al balance
de lnea
- Asignacin de cantidad especifica de mquinas, de acuerdo a un Programa y al
DOP.
- Corrida de muestra de seguridad.
- Es importante que mientras la lnea se va cargando se corra un paquete (30
piezas) con las mquinas y el personal asignado con la finalidad de que las
indicaciones dadas por UDC y calidad sean comprendidas por el personal.
- Aprobacin de produccin.
- Los operarios deben tener claro: tipo de operacin con todas sus
especificaciones y metas diarias.
- Inspeccionar la prenda al 100% clasificndose por tipo de falla: manchas, fallas
de costuras, zurcidos y segundas para direccionarlas adecuadamente.
rea de Acabados
- Encargada de acabar la prenda: es decir vaporizar, doblar, embolsar y encajar.
- Recepcionar los lotes de produccin diariamente y encontrarlos.
- Direccional las prendas que ingresen.
-
14
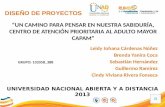
F. DIAGRAMA DE OPERACIONES DE PROCESOS
DOP de Polo T Shirt
-
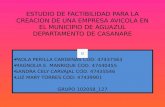
15
DOP de Polo Box o Piqu
-
16
G. METODO DE TRABAJO
El mtodo que se usa para la produccin de polos, es la rotacin en los diversos
puestos de trabajo, el sistema de produccin es intermitente, ya que en la parte de
costura, se hacen las labores en forma aleatoria; esto con la intencin de evitar
cuellos de botella, indicar el seguimiento de un modo de proceso solo es
referencial ya que puede haber diversas rutas, para la confeccin de polos.
H. TIEMPOS DE CADA OPERACIN
El tiempo necesario para elaborar un polo TShirt es 9.05 seg.
BLOQUE OPERACIN DESCRIPCION T.ESTANDAR MAQUINA
1 Cerrar Cuello 0.15 CR1
2 Voltear y Marcar Cuello 0.25 MAN
Sub-Total 0.40
3 Recubrir Basta Mangas 0.6 REC2
4 Inspeccion Basta Mangas 0.25 INSP
Sub-Total 0.85
5 Unir Hombros c/Mobilon 0.40 REM1
6 Recubrir Hombros 0.35 REC2
7 Inspeccion Hombros 0.20 INSP
8 Pegar Cuello 0.50 REM1
9 Marcar Cuello (Etq.) 0.15 MAN
10 Fijar Etq. Talla 0.25 CR1
11 Recubrir Cuello 0.55 REC2
12 Inspeccion Cuello 0.20 INSP
13 Pegar Mangas 0.75 REM1
14 Recubrir Sisas 0.70 REC2
15 Inspeccion Sisas 0.30 INSP
16 Cerrar Costados 0.80 REM1
17 Recubrir Basta Faldon 0.60 REC2
18 Pegar Etq. Marca 0.35 CR1
19 Limpieza Hilos 0.90 MAN
20 Inspeccion Final 0.80 INSP
Sub-Total 7.80
Total 9.05
POLO T-SHIRT
Mangas
Cuello
Ensamble
-
17
El tiempo necesario para elaborar un polo TShirt es 14.85 seg.
BLOQUE OPERACIN DESCRIPCION T.ESTANDAR MAQUINA
1 Recubrir Basta Mangas 0.60 REC2
2 Inspeccion Basta Mangas 0.25 MAN
Sub-Total 0.85
3 Pegar Pechera 1.00 CR1
4 Embolsar Puntas Cuello 0.8 CR1
Sub-Total 1.80
5 Pegar Etq. Media Luna 0.35 CR1
6 Preformar Media Luna 0.65 MAN
Sub-Total 1.00
Espalda 7 Pegar Media Luna 0.75 CR1
Sub-Total 0.75
8 Unir Hombros c/Mobilon 0.40 REM1
9 Pegar Cuello Box c/Cinta 0.80 TAPT
10 Inspeccion Cuello Box 0.20 MAN
11 Asentar Cuello Box c/ Etq. 0.70 CR1
12 Inspeccion Asentado Cuello 0.30 INSP
13 Preparar Pechera (3) 1.50 CR1
14 Atracar Pechera Rectang. 0.90 CR1
15 Orillar Pechera Inferior 0.15 REM1
16 Pegar Mangas 0.80 REM1
17 Cerrar Costados 0.85 REM1
18 Recubrir Basta Faldon 0.65 REC2
19 Ojalar Pechera (3) 0.35 OJA
20 Marcar Pechera 0.20 MAN
21 Pegar Boton (3) 0.30 BOTO
22 Pegar Etq. Marca 0.35 CR1
19 Limpiar Hilos 1.00 MAN
20 Inspeccion Final 1.00 INSP
Sub-Total 10.45
Total 14.85
POLO BOX O PIQUE
Mangas
Delantero
Media Luna
Ensamble
-
18
I. CARACTERISTICAS TECNICAS DE LAS MAQUINAS
Las mquinas con las que cuenta la empresa, para su proceso productivo son:
Mquina de Costura Recta.
MARCA SERIE MODELO VOLTAJE AMPERAJE RPM (MOTOR) AO
Osaka DDL 5550 DOL34 H 220 -240 3.4 2850 3450 89 Juki DDL 5550 31243 220 4.0 3450 90 Juki DDL 227 WS 400 220 2.8 2870 90
Mquina Remalladora.
MARCA SERIE MODELO VOLTAJE AMPERAJE RPM (MOTOR) AO
Rimoldi NM 550 ZEFIR 220 -240 2.9 2850 3450 94
Rimoldi NM 450 ASINCROMO 110 - 220 3.6 2850 85
Siruba 737 D WS 400 220 2.8 3450 90
-
19
Mquina Recubridora.
MARCA SERIE MODELO VOLTAJE AMPERAJE RPM (MOTOR) AO
Kansai WB103F M 20 110 -220 2.9 2850 3450 94 Pegasus WX 6102 AS4002 110 220 6.8 3450 92 Kansai DRL 1504 NS 612 220 3.6 2850 90
Mquina de Corte.
CORTADORA GEMSY T/KM GEM-85 10
Cortadora de cuchilla recta para todo tipo de tela
afiladas por medio de lijas con lubricacin integrada
velocidad 3400 rpm 800 watts y 110 volts
MQUINA DE CORTE VERTICAL MOD.CZD-8
Mquina cuchilla vertical de 8 y afilador automtico.
Altura de corte de 16 cm.
-
20
Ojaladora y Botonera. (Solo en el caso de Polo Box)
OJALADORA BOTONERA
J. MATERIALES
Los materiales que la empresa hace uso para la produccin de polos, es adquirido
a proveedores, de acuerdo a las especificaciones que se deseo tenga el producto
final. El material que es escogido, debe de cumplir con ciertos estndares de
calidad, ya que el hilado debe poseer un color uniforme y poseer una consistencia
adecuada. Los materiales se compran en las diferentes merceras de GAMARRA y
tambin sus proveedores le brindan los diferentes materiales e insumos, no se
pueden hacer en la empresa debido a que no tiene las mquinas para esto.
K. MANEJO DE MATERIALES
El manejo de materiales para la produccin de polos, se realiza de la siguiente
forma:
Los rollos de tela se encuentran situados cerca del lugar donde se realizara
el proceso de dibujo, tendido y corte.
Las partes que son ensambladas por cada trabajador, son puestas cerca de
cada uno de ellos, estando una persona encargada de que siempre las
personas que ensamblen tengan material, los hilos se encuentran en esta
zona.
L. PROCESO DE MANUFACTURA
En el rea de confecciones el proceso se realiza de manera mecnica y manual.
En el rea de confeccin el proceso ms importante es el de corte (ya que de este
se obtiene las partes que posteriormente sern ensambladas).
-
21
CAPITULO I: PLANTEAMIENTO DEL PROBLEMA
1.1. Descripcin de la Realidad Problemtica
La problemtica que presenta la empresa TEXTIL DIVAXI S.A.C., se da en el rea
de confecciones que involucra la presencia de factores relevantes que afectan la
eficiencia en el proceso de produccin de polos T-Shirt, que dificultan la libre
circulacin de los operarios, los materiales, etc., el cumplimiento de los pedidos de
los clientes a tiempo as de cmo garantizar la calidad en sus productos.
Estos factores relevantes identificados son la distribucin inapropiada del espacio
fsico del rea de trabajo de las mquinas, equipos, materiales y dems
instalaciones, debido al bajo conocimiento de los principios de buena disposicin
de planta; la inadecuada programacin de los pedidos estimando tiempos de
forma emprica a causa de una deficiente coordinacin de las rdenes de trabajo,
la cual se produce por el bajo niveles de comunicacin del personal operativo y
por ltimo, el control deficiente de los defectos de los productos en proceso y
productos terminados debido a la insuficiencia de los parmetros de control de
calidad por el bajo conocimiento de la metodologa de trabajo para realizar la
inspeccin.
1.2. Formulacin del Problema
PROBLEMA PRINCIPAL
Cules son los factores relevantes que afectan la eficiencia en el proceso de
produccin de polos en la empresa TEXTIL DIVAXI S.A.C., ubicada en el distrito
de San Luis, Lima - Per, en el 2014?
PROBLEMAS ESPECIFICOS
A qu se debe una distribucin inapropiada del espacio fsico del rea de
trabajo de las mquinas, equipos, materiales y dems instalaciones?
Por qu existe una inadecuada programacin de los pedidos estimando
tiempos de forma emprica?
A qu se debe un control deficiente de los defectos de los productos en
proceso y productos terminados?
-
22
1.3. Objetivos de la Investigacin
OBJETIVO GENERAL
Determinar cules son los factores relevantes que mejoran la eficiencia en el
proceso de produccin de polos T-Shirt en la empresa TEXTIL DIVAXI S.A.C.,
Lima Per, en el 2014.
OBJETIVOS ESPECIFICOS
Definir una distribucin conveniente del espacio fsico del rea de trabajo de
las mquinas, equipos, materiales y dems instalaciones.
Analizar la programacin ptima de los pedidos para evitar la estimacin de
los tiempos en forma emprica.
Explicar el control eficiente de los defectos de los productos en proceso y
productos terminados.
1.4. Alcances y Justificacin de la Investigacin
ALCANCES DE LA INVESTIGACION
Las bases para un anlisis, apropiado de la situacin de una micro
empresa, mediana o gran empresa va a depender de la cantidad de
informacin y alcances que se le logre obtener en la visita realizada a la
empresa.
Por ello, en mi caso se ha logrado realizar, una entrevista con la duea de
empresa, la seora Magaly Del Pilar Carmen Zapata. De esta manera se va
a realizar el anlisis y crtica del mtodo de trabajo a fin de que la empresa
salga beneficiada.
Es por eso que el estudio se enfoca para la mejora de los mtodos de
trabajos actuales de las confecciones de polos bsicamente.
-
23
JUSTIFICACION DE LA INVESTIGACION
TEXTIL DIVAXI S.A.C., ha sido elegida como fuente de informacin para
analizar su organizacin, produccin y mtodo de trabajo con que se
desempea por las razones siguientes:
Mejor acceso y facilidad que se tiene para la captacin de la informacin, ya
que en mi caso cuento con el apoyo de la duea que es familiar directo del
investigador.
El presente proyecto del nuevo mtodo de trabajo propuesto para
TEXTIL DIVAXI S.A.C., va a contener relevante y necesaria informacin del
estudio realizado en el presente taller de confeccin, tambin propuestas de
trabajo para un mejor desempeo tanto en la parte administrativa, como en
la manufactura (parte fsica).
Capitulo II: Marco Terico
2.1. Antecedentes de la Investigacin
2.2. Marco Conceptual
Capitulo III: Hiptesis y Variables
3.1. Hiptesis de Investigacin
3.2. Variables e indicadores
Capitulo IV: Metodologa de Investigacin
4.1. Diseo de la Investigacin
4.2. Poblacin y Muestreo de la Investigacin
4.3. Tcnicas e Instrumentos de Recoleccin de Datos
-
24
Capitulo V: Propuesta y Evaluacin del Mtodo Mejorado
SITUACION ACTUAL
EFICIENCIA
La eficiencia en la produccin es reflejada a travs de lograr la produccin de lo
considerando para ello, usar la menor cantidad de tela (es decir aprovechar al
mximo todas las porciones de tela) en la produccin, esto se logra en la parte de
corte en el cual se hace los moldes para as poder tener las piezas a ensamblarse;
sin embargo generalmente siempre hay perdidas de tela en un porcentaje de
(10 12) %. La eficiencia en el rea de confeccin se mide por el tiempo que se
demora un empleado en confeccionar una prenda y la cantidad del acabado.
En general se establecen tiempos estndar para medir la eficiencia de cada
operacin dentro del proceso de confeccin. Debera darse un control de la
eficiencia por medio de escuchas y observaciones a los empleados, pero de una
manera annima.
PRODUCTIVIDAD
Nmero de trabajadores: 15 operarios
Horas diarias de trabajo: 8 horas/da
Das tiles de trabajo al mes: 26 das/mes
Cantidad promedio mensual producida promedio por pedido:
(200)*(26) = 5,200 polos diarios.
Productividad:
P = (Total de polos) / (Total de operarios) = (5,200) / 15
Productividad = 346.67 polos/ operario.
COSTOS
Para poder determinar los costos los costos de la empresa de confecciones es
necesario que tengamos en cuento los siguientes conceptos:
Unidades daadas: que no cumplen con los estndares de produccin y
se venden por su valor residual o se descartan.
Unidades defectuosas: no cumplen con los estndares de produccin y se
deben reelaborar para venderlas como unidades buenas o como productos
defectuosos
Material de desecho: material que sobra del proceso de produccin y que
se usa en otros procesos o se venden a terceras personas.
Tiempo ocioso: tiempo no productivo, por fallas de mquinas, falta de
abastecimiento de trabajo y/o avos, ineficiencia del operario.
Lote de produccin.
-
25
Materiales: que pueden ser directos o indirectos.
Mano de obra
Costos indirectos de fabricacin.
Sistema de pago jornal.
Contabilidad de los costos indirectos de fabricacin.
Contabilizacin de los materiales
Departamentalizacin.
A continuacin brindaremos el anlisis completo de todos los gastos de la
empresa TEXTIL DIVAXI S.A.C.:
DIAS HORAS/DIA DIAS/MES HORAS/MES MIN./MES
L - V 8 22 176 10,560
SABADOS 8 4 32 1,920
16 26 208 12,480 Operario/Mes
OPERARIOS MINUTOS TOTAL
Maquinista 8 15 12,480 187,200 Min./Mes
Manual 7
Total 15 EFICIENCIA 75% 140,400 Min./Mes
CALCULO DE MINUTOS DE PRODUCCION EN EL TALLER
MINUTOS DE PRODUCCION EN EL TALLER
N OPERARIOS
9,836.67S/.
OPERARIO SEMANAL MENSUAL SUELDO TOTAL
6 145.00S/. 628.33S/. 3,770.00S/.
2 140.00S/. 606.67S/. 1,213.33S/.
4,983.33S/.
OPERARIO SEMANAL MENSUAL SUELDO TOTAL
7 160.00S/. 693.33S/. 4,853.33S/.
4,853.33S/.
1.2. MANO DE OBRA INDIRECTA
Total MOI
MANUALES E INSPECTORES - SECCION COSTURA
1. COSTO DE MANO DE OBRA
1.1. MANO DE OBRA DIRECTA
SECCION COSTURA
* El resto de operarios debera ser destajero para abaratar costos
Total MOD
-
26
1,307.78S/.
CONCEPTO CANTIDAD FRECUENCIA COSTO COSTO MENSUAL
Agujas 1 Mensual 50.00S/. 50.00S/.
Aceite 1 Mensual 40.00S/. 40.00S/.
Mantenimiento 1 Mensual 40.00S/. 40.00S/.
Mecanico 3 Mensual 80.00S/. 240.00S/.
370.00S/.
2.2. COSTO DE LA DEPRECIACION
CANTIDAD MAQUINAVALOR DE
COMPRA
DEPRECIACION
ANUAL
DEPRECIACION
MENSUAL
1 Cortadora 2,100.00$ 189.00$ 15.75$
2 Remalladora 1,200.00$ 108.00$ 9.00$
1 Remalladora 1,200.00$ 108.00$ 9.00$
2 Costura Recta 1,000.00$ 90.00$ 7.50$
1 Costura Recta 900.00$ 81.00$ 6.75$
3 Recubridora 1,300.00$ 117.00$ 9.75$
1 Cintera 650.00$ 58.50$ 4.88$
62.63$
51.35$
149.95S/.
SECCION COSTURA
DEPRECIACION DE MAQUINARIA
Total Depreciacion (Incluye IGV)
Total Depreciacion (Sin IGV)
SECCION COSTURA
Total CIF
2.1. COSTOS INDIRECTOS DE FABRICACION
2. COSTOS FIJOS
Total Depreciacion en Soles (Sin IGV)
270.00S/.
CONCEPTO FRECUENCIA COSTO COSTO MENSUAL
Arbitrios Anual 154.00S/. 12.83S/.
Alquiler Taller Mensual 380.00S/. 380.00S/.
Agua Mensual 35.00S/. 35.00S/.
Luz Mensual 90.00S/. 90.00S/.
517.83S/.
3,094.00S/.
CARGO PAGO MENSUAL PAGO TOTAL
Sueldo Dueas 2,500.00S/. 2,500.00S/.
Sunat 300.00S/. 300.00S/.
2,800.00S/.
2.3. COSTO DE ENERGIA ELECTRICA
Total de Energia Electrica
Total Costo Local
2.4. COSTO DEL LOCAL
Total Cargo
3. GASTOS ADMINISTRATIVOS, VENTAS Y FINANCIEROS
3.1. GASTOS ADMINISTRATIVOS
-
27
CUADRO RESUMEN DE LA ESTRUCTURA DE COSTOS
Sabiendo que 1 rollo de tela Jersey algodn 100% cuesta entre
S/. (15 20) dependiendo de la tela.
Tomaremos el algodn de buena calidad:
1 rollo -------------------- 20 kilos
1 kilo --------------------- 18 soles
1 rollo -------------------- 100 metros
CONCEPTO FRECUENCIA COSTO COSTO MENSUAL
Telefono Mensual 45.00S/. 45.00S/.
Celulares Mensual 99.00S/. 99.00S/.
Utiles de Escritorio Mensual 150.00S/. 150.00S/.
294.00S/.
Total GV -S/.
Total GF -S/.
14,238.45S/. 4. COSTOS TOTALES DEL TALLER
Total Concepto
3.2. GASTOS FINANCIEROS
3.2. GASTOS VENTAS
9,836.67S/. 0.053S/. 69.09%
1.1. MOD 4,983.33S/.
1.2. MOI 4,853.33S/.
1,307.78S/. 0.007S/. 9.18%
2.1. CIF 370.00S/.
2.2. Depreciacion 149.95S/.
2.3. Energia Electrica 270.00S/.
2.4. Local 517.83S/.
3,094.00S/. 0.017S/. 21.73%
3.1. Gastos Administrativos 3,094.00S/.
3.2. Gastos Ventas -S/.
3.3. Gastos Fianancieros -S/.
14,238.45S/. 100.00%
75.00%
0.076S/. 0.101S/.
0.026$ 0.035$
COSTO DE PRODUCCION MINUTO TALLER
COSTOS MINUTO COSTURA (S/.)
COSTO MINUTO COSTURA ($)
1. COSTOS MANO DE OBRA
2. COSTOS FIJOS
3. GASTOS ADMIN, VENTAS Y FINAN.
4. COSTOS TOTALES DEL TALLER
-
28
Gastos por la compra de rollos de tela (se necesita 4,400 m2 aprox.):
(44m.)*(20 Kg.)*(S/.18) = S/. 15,840.00
Gastos por etiqueta para la marca (S/. 40 por millar) = S/. 200.00
Gastos por etiqueta para la talla (S/. 70 por millar) = S/. 350.00
Gasto por hilos = S/. 300.00
Gasto por botones = S/. 200.00
GASTOS DE PRODUCCION TOTAL = S/. 31,128.45
CONSIDERACIONES DE LA MEJORA DEL METODO
NORMAS Y PROCEDIMIENTOS
La implementacin de un nuevo mtodo de trabajo, requiere de los siguientes
procedimientos:
La empresa deber de hacer un desembolso para poder adquirir los
equipos necesarios y poder cubrir.
Antes de implementarse se debe de brindar una capacitacin previa a todos
los miembros de la empresa.
Se debe de implementar todas las propuestas en el menor tiempo posible.
Se debe de estar en constante vigilancia, para poder corregir contingencia
que se tuviera.
Se debe de cuantificar en trminos de productividad y rentabilidad el nuevo
mtodo.
REQUERIMIENTOS
Diseo
El diseo de las prendas de vestir debe de realizarse con los moldes apropiados,
de acuerdo a los pedidos que se tenga; para ello se debe de dar especializacin a
la persona que hace los dibujos con la condicin de tratar de minimizar perdidas y
obtener mayor rea de la tela, para que as se pueda incrementar el numero de
prendas a producir.
Tecnologa
La tecnologa que se usa para producir actualmente es lo que se encuentra al
alcance de la empresa. Se recomienda que a travs de prstamos se pueda
obtener la mejor tecnologa para incrementar el volumen de produccin, esto debe
de estar muy ligado con la capacitacin de los empleados para la operacin de las
maquinas., esto a su vez traer como consecuencia:
Permitir realizar trabajo mas flexible rpidos y precisos
Facilitar el desarrollo de inventarios, control de la produccin anual al
detalle.
-
29
Materiales
El control de la materia prima (rollos de tela) es uno de los aspectos de mayor
relevancia dentro de la planificacin y control de la produccin. Los materiales que
se usen para la produccin, deben de ser adquiridos a locales que nos brinden un
abastecimiento continuo (no exista corte) y que nos ofrezcan la calidad de tela.
Recursos Humanos
El recurso humano es muy valorado por la empresa como parte de desarrollo de la
misma. Se recomienda en esta parte incrementar mayores esfuerzos y seguir con
ese camino, para obtener una mayor produccin.
Estaciones de Trabajo
Los lugares en los cuales se realiza la parte de costura son lugares con un
espacio muy limitado. Se recomienda destinar un mayor rea para este sector, de
esta forma se tendr un mayor orden en cuanto a las partes a ensamblar.
Movimientos
Para poder sacar el mximo provecho a la parte de movimientos de los
trabajadores, se recomienda una adecuada capacitacin a los mismos.
Distancias
Los sectores en los cuales se producen la produccin de camisas, estn muy
distanciados en la parte que se refiere a corte y costura. Se recomienda para ello,
que la parte de corte se movilice al segundo piso para evitar recorrer distancias
innecesarias al trasladar el material de corte a la de costura.
Tiempos
Con la implantacin de este nuevo mtodo se espera poder reducir los tiempos en
un porcentaje de (10 15) % en una etapa inicial, y su posterior reduccin a 25%
en una etapa de regulacin, colocando correctivos necesarios para que el mtodo
ande en forma estable.
Herramientas
Con lo que respecta a las herramientas, en la actualidad se realiza las debidas
reparaciones del caso, cuando se encuentran imperfectos. Se sugiere el
mantenimiento peridicamente de las a maquinas para s evitar los desperfectos, y
no esperar a que ocurra un desperfecto que pueda paralizar la produccin.
Se debera de modernizar las maquinas del rea de confeccin, esto implica
capacitar al personal para poder manejar las maquinas correctamente.
-
30
Condiciones de Trabajo
Las condiciones de trabajo actuales nos muestran que: solo algunas personas con
un cargo alto poseen un seguro medico, mientras que la mayora de trabajadores
no lo poseen, el ambiente de trabajo es cerrado en el caso del primer piso donde
se realiza la operacin de costura. Se recomienda en este caso establecer los
seguros mdicos a todos los trabajadores, una adecuada ventilacin del lugar de
trabajo.
Seguridad
En cuanto a las normas de seguridad que brinda la empresa, solo se observo que
poseen extintores. Se debera de ofrecer capacitacin en primeros auxilios al
personal, ante cualquier urgencia, sealizacin de zonas seguras en caso de
sismos, implementar un botiqun adecuadamente, el mantenimiento de los
extintores.
Motivacin
La motivacin en la empresa se realiza a travs de la parte econmicamente
actualmente. Se recomienda en este aspecto hacer que los empleados se
identifiquen con la empresa, hacindoles notar que si la empresa crece esos
beneficios recaern sobre todas las partes de la empresa. Se puede otorgar
premios mensualmente en presencia de todos, esto motivara a las dems
personas conducindolas a un mayor desempeo.
Remuneraciones
Las remuneraciones que se le ofrezca trabajador sern debido a excesos de
carga, como por ejemplo un gran lote de pedidos, para lo cual deben de quedarse
a laborar por ms tiempo.
Periodos de Descanso
Los periodos de descanso deben de ser de periodos que establezca una
recuperacin del trabajador para que pueda recomponerse de los sntomas de
cansancio. Se propone un horario de:
1er turno de trabajo: 8:00 a.m. a 12:00 a.m.
Descanso: 12:00 a.m. a 1:30 p.m.; ac el trabajador podr ingerir los alimentos y
un debido descansado, para su posterior vuelta a las labores.
2do turno de trabajo: 1:30 p.m. a 5:30 p.m.
-
31
PRODUCTIVIDAD
La productividad se vera afectada debido a que el tiempo de produccin bajara a
aproximadamente = 0.8*(56) = 44.8 segundos, aunndole el 1.6 de otros tiempos
(todo basado en una camisa), esto da un tiempo de 46.4 segundos por camisa.
La produccin de camisas mensuales seria de = 26*(8*60*60)/46.4
Produccin de camisas seria de 16138 camisas.
La productividad lo medimos de la siguiente forma:
Nmero de trabajadores 30
Horas diarias de trabajo 8 (turno da)
Das tiles de trabajo al mes: 26
Cantidad promedio mensual producida promedio por pedido: (500*26) = 16138
camisas diarias.
Productividad:
(Total de camisas)/(Total de trabajadores) = (16138)/30
Productividad = 537.93 camisas por trabajador.
-
32
Capitulo VI: Administracin del Proyecto de Investigacin
6.1. Asignacin de Recursos
6.2. Presupuesto
6.3. Cronograma
Fuentes de Informacin
Conclusiones
Recomendaciones
Anexos