
Proyecto Fin de Carrera Ingeniería...
104
Equation Chapter 1 Section 1 Proyecto Fin de Carrera Ingeniería Aeronáutica Implementación del control de la productividad en una planta de aeroestructuras Autor: Francisco Javier Quílez Clemente Tutor: Luis Valentín Bohorquez Jimenez Dep. Ingeniería Mecánica y Fabricación Escuela Técnica Superior de Ingeniería Universidad de Sevilla Sevilla, 2018
Transcript of Proyecto Fin de Carrera Ingeniería...
Equation Chapter 1 Section 1
Proyecto Fin de Carrera
Ingeniería Aeronáutica
Implementación del control de la productividad en
una planta de aeroestructuras
Autor: Francisco Javier Quílez Clemente
Tutor: Luis Valentín Bohorquez Jimenez
Dep. Ingeniería Mecánica y Fabricación
Escuela Técnica Superior de Ingeniería
Universidad de Sevilla
Sevilla, 2018

iii
iv
Proyecto Fin de Carrera
Ingeniería Aernonáutica
Implementación del control de la productividad
en una planta de aeroestructuras
Autor:
Francisco Javier Quílez Clemente
Tutor:
Luis Valentín Bohorquez Jimenez
Profesor Contratado Doctor
Dep. Ingeniería de Ingeniería Mecánica y Fabricación
Escuela Técnica Superior de Ingeniería
Universidad de Sevilla
Sevilla, 2018

v
vi
Proyecto Fin de Carrera: Implementación del control de la productividad en una planta de
aeroestructuras
Autor: Francisco Javier Quílez Clemente
Tutor: Luis Valentín Bohorquez Jimenez
El tribunal nombrado para juzgar el Proyecto arriba indicado, compuesto por los siguientes miembros:
Presidente:
Vocales:
Secretario:
Acuerdan otorgarle la calificación de:
Sevilla, 2018
El Secretario del Tribunal

vii
viii
Agradecimientos
Me gustaría agradecer tanto a mi familia como a mis profesores todo el apoyo y la dedicación a lo largo
de los años para poder finalizar de una forma satisfactoria mi formación académica.
Tambien me gustaría agradecer de una forma muy especial a mis compañeros de trabajo que, en su
infinita paciencia, han conseguido complementar mi formación académica con el trabajo diario en una
empresa aeronáutica.
Francisco Javier Quílez Clemente
Sevilla 2018

ix
x
Resumen
En este proyecto se muestra todas los pasos que son necesarios para la implantación, en un una planta
de montaje de estructuras aeronáuticas, de un Sistema de Control de Productividad.
El control de la productividad es un sistema que indica claramente cuál ha sido el tiempo de ejecución
real, identificando y cuantificando las causas de las posibles desviaciones superiores e inferiores
respecto a un tiempo estándar.
Partimos de una planta de montaje con problemas debido a una desviación en sus horas de montaje, y a
través de esta nueva metodología intentamos buscar la causa raíz del problema y poder tomar las
medidas oportunas para solucionarlas.
Para esto, se miden los tiempos de los procesos de montaje, se crean partes de trabajo y planillas para
que los montadores lo rellenen, un sistema informático que almacene los datos y cálcule la
productividad (primero en Excel y posteriormente en Access) y una nueva metodología para el
seguimiento y toma de acciones a partir de los datos obtenidos en nuestro sistema.

xi

xii
Abstract
This project shows all the steps that are necessary for the implementation, in an assembly plant of
aeronautical structures, of a Productivity Control System.
The Productivity Control Systems indicates the actual run time, identifying and quantifying the causes
of possible upper and lower deviations from a standard time.
We start from a assembly plant with problems due to a deviation in assembly hours and, with a new
methodology, we try to find the root cause of the problem and to be able to take the appropriate
measures to solve them.
For this, the times of the assembly processes are meassured, create the job reports and worksheets for
the operators, a management system that stores the data and calculate the productivity rate (first in
Excel and later in Access) and a new methodology for monitoring and taking actions based on the data
obtained in our system.

xiii
xiv
Índice
Agradecimientos viii
Resumen x
Abstract xii
Índice xiv
Índice de Tablas xvi
Índice de Figuras xviii
1. Introducción 21 1.1. Introducción 21 1.2. Objetivos 22
2. Control de la Productividad 25 2.1. Definición de Control de la Productividad 25 2.2. Datos necesarios para el control de la productividad 25
2.2.1. Tiempo dedicado para realizar el trabajo a controlar 25 2.2.2. Tiempo dedicado a horas a no control (incidencias y demás procesos no medidos) 25 2.2.3. Tiempo estándar de la tarea 25 2.2.4. Información básica sobre el Marco legal (Convenio, Estatuto de los trabajadores) 25
2.3. Partes de trabajo 26 2.4. Cálculo de la Productividad. 26
3. Implantación del Control de la Productividad 29 3.1. Esquema de implantación del Control de la Productividad 29 3.2. Aspectos legales 31 3.3. Estudio de métodos y tiempos 35 3.4. Elaboración de planillas 41 3.5. Elaboración de partes de trabajo de recogida de datos 42
3.5.1. Bono de horas productivas 42 3.5.2. Bono de reparaciones/retrabajos 43 3.5.3. Bono inspección 44
3.6. Elaboración del sistema de cálculo 46 3.6.1. Hoja de cálculo Excel versión 1 46 3.6.2. Hoja de cálculo Excel versión 2 49 3.6.3. Base de Datos con Microsoft Access 50
3.7. Analizar los datos y corrección de errores 71 3.8. Comunicación al comité de empresa 72 3.9. Revisión por parte del Comité y negociación e Implantación Legal 72 3.10. Sistemática de seguimiento de Sistema del Control de la Productividad 72
3.10.1. Entrada de datos 72 3.10.2. Reunión Comité Directivo semanal 73 3.10.3. Comunicaciones a la MOD 73
4. Resultados 75 4.1. Criterios aceptables 75
xv
4.2. Posibles escenarios tras la implantación 75 4.3. Primeros dificultades a la hora de la Implantación del Control de la productividad 76 4.4. Resultados 76
4.4.1 Productividad del programa a lo largo de los meses 77 4.4.2 Productividad de los montajes en los que nos hemos centrado 77 4.4.3 Tiempos / porcentajes de ineficiencias 78 4.4.4 Tiempos de ineficiencias mostradas por montaje avión y por tipo: 79 4.4.5 Ranking de montadores/inspectores con mayor productividad y su evolución: 79
5. Posibles futuras lineas de actuación 83 5.1. Medición de los tiempos estándar del resto de programas 83 5.2. Implantación de un sistema informático de planillas y bonos 83 5.3. Implantación de un sistema de incentivos 83
6. CONCLUSIONES 85
7. ANEXOS 87 6.1 Definiciones 87 6.2 Código VBA Access 90
Referencias 105
xvi
Índice de Tablas
Table 1 Tiempo estándar Revestimiento Inferior 40
Table 2 Tiempo estándar Plancha Mecánica 40
Table 3 Tiempo estándar Grada Cono de Cola 41
Table 4 Desviación tiempo real - tiempo estándar 41
Table 5 Sistema de cálculo Excel v1. Entrada de datos 46
Table 6 Sistema de cálculo Excel v1. Actividad conseguida por célula de trabajo 47
Table 7 Sistema de cálculo Excel v1. Actividad conseguida por operario 48
Table 8 Sistema de cálculoExcel v1. Indicadores globales 48
Table 9 Sistema de cálculoExcel v2. Entrada datos trabajo OP. 49
Table 10 Sistema de cálculo Excel v2. Entrada datos incidencias 50
Table 11 Sistema de cálculo Access. Definición TUsuarios 51
Table 12 Sistema de cálculo Access. TUsuarios 51
Table 13 Sistema de cálculo Access. Definición TOperarios 52
Table 14 Sistema de cálculo Access. Definición TIneficiencias 52
Table 15 Sistema de cálculo Access. TIneficiencias 53
Table 16 Sistema de cálculo Access. Definición TClientes 53
Table 17 Sistema de cálculo Access. TClientes 54
Table 18 Sistema de cálculo Access. TProgramas 54
Table 19 Sistema de cálculo Access. TArea 54
Table 20 Sistema de cálculo Access. TSubarea 54
Table 21 Sistema de cálculo Access. TCelula 55
Table 22 Sistema de cálculo Access. Definición TBonos 57
Table 23 Sistema de cálculo Access. Consulta CBonos 59
Table 24 Datos productividad por operario 80

xvii
xviii
Índice de Figuras
Figure 1 Determinación de los distintos tipos de improductividad 23
Figure 2 Pasos para la implantación 29
Figure 3 Elementos del control de la productividad 30
Figure 4 Resumen de infrme de tiempos 36
Figure 5 Tiempo estándar 37
Figure 6 Coeficiente de despilfarro por método 38
Figure 7 Ejemplo de desglose de informe de tiempos 38
Figure 8 Ejemplo Planilla Revestimiento Inferior 1 42
Figure 9 Ejemplo planilla Revestimiento Inferior 2 42
Figure 10 Bono de Trabajo 43
Figure 11 Bono de reparaciones 44
Figure 12 Bono inspectores 45
Figure 13 Bono Inspectores Incidencias 45
Figure 14 Sistema de cáclulo Access. Conexiones entre tablas 55
Figure 15 Estructura de programas en la planta 56
Figure 16 Sistema de cálculo Access. Captura Definición CHorasCelulaDiaInicio 60
Figure 17 Sistema de cálculo Access. Captura CHorasCelulaDiaInicio 60
Figure 18 Sistema de cálculo Access. Definición Incidencias. 61
Figure 19 Sistema de cálculo Access. Definición productividad por célula. 61
Figure 20 Sistema de cálculo Access. Definición Productividad por operarios. 62
Figure 21 Sistema de cálculo Access. Usuarios y tipos de accesos. 63
Figure 22 Sistema de cálculo Access. Captura Usuario Password. 64
Figure 23 Sistema de cálculo Access. Captura Menú general. 65
Figure 24 Sistema de cálculo Access. Captura Menu Registro de bonos. 65
Figure 25 Sistema de cálculo Access. Captura Bono Montadores OP. 66
Figure 26 Sistema de cálculo Access. Captura Bono Montadores Incidencias. 67
xix
Figure 27 Sistema de cálculo Access. Captura bono Inspectores OP 68
Figure 28 Sistema de cálculo Access. Captura bono Inspectores Incidencias 68
Figure 29 Sistema de cálculo Access. Captura entrada de datos inspectores. 69
Figure 30 Sistema de cálculo Access. Captura lista de bonos para validar. 69
Figure 31 Sistema de cálculo Access. Captura validación de bonos inspectores 70
Figure 32 Sistema de cálculo Access. Captura Confirmar presencia bono 70
Figure 33 Sistema de cálculo Access. Captura Control presencia en bonos inspectores 71
Figure 34 Posibles escenarios tras la implantación 75
Figure 35 Productividad por programa 77
Figure 36 Productividad subc. cronometrados 78
Figure 37 Tiempos ineficiencias 78
Figure 38 Tiempos ineficiencias por tipo 79
Figure 39 Gráfico productividad por MOD 80
Figure 40 Símbolos operación 87

1. INTRODUCCIÓN
1.1. Introducción
Nos encontramos con una empresa de fabricación de estructuras aeronáuticas (AEROESI) que está
teniendo dificultades a la hora de controlar sus costes de producción. Los costes por los que habían
ofertado para conseguir los contratos de las cargas de trabajo actuales son muy superiores a los que se
están enfentando en la actualidad.
Los problemas a los que se enfrenta la empresa de forma directa son
Los costes por unidad fabricada está disparada con respecto a su presupuesto.
Dificultad de ofertar sobre nuevas cargas de trabajo.
Analizando ya, el tema un poco más en profundidad, nos encontramos otros problemas derivados de
esta falta de control del proceso productivo
No existe ninguna visibilidad de si los tiempos empleados en el proceso son correctos.
No se sabe donde están los escapes de recursos que hacen que los tiempos sean más altos de los
esperados en un principio.
Los cuellos de botella no se detectan a tiempo, lo cual provoca retrasos y tiempos muertos en
las tareas que van a continuación.
No se tiene dimensionada la cantidad de recursos necesaria y se producen despilfarros por
excesos de mano de obra contratada y horas extras o bien no se llega a la producción por tener
menos recursos de los que se precisan.
En algunos casos, debido a la falta de información objetiva, se retiran recursos donde son
necesarios y se asignan donde no son tan necesarios.
No existe un preciso y puntual aprovisionamiento de materiales, tanto de materia prima como
de semielaborados y provoca paradas por falta de trabajo en algunos puestos.
No se hace una planificación científica del trabajo a realizar, y provoca retrasos en los plazos o
bien la finalización prematura de una determinada cantidad de trabajo antes de tener preparada
otra remesa.
Lotes de fabricación excesivos y roturas de stock.
Como hemos visto, las consecuencias de no tener controlada la producción en la línea de fabricación
son mucho mayores de as esperadas en un primer momento.
A continuación mostraremos cuales son las principales causas que producen este descontrol
“Los obstáculos son esas cosas
espantosas que ves cuando apartas
los ojos de tu meta”
- Henry Ford-
Implementación del control de la productividad en una planta de aeroestructuras 22
22
No se tienen definidas, de forma científica, las tareas en tiempo (horas-hombre) y los trabajos
en línea están desequilibrados. Posteriormente veremos que este concep corresponderá al
Tiempo Estándar. En estos momentos existen unas planillas pero con unos tiempos definidos
que no están sustentados en datos objetivos.
No está implementado ningún sistema de control de la productividad, por tanto, no hay forma
de garantizar que los tiempos de ejecución son los definidos.
Descontrol de tiempos empleados en operaciones que no aportan valor añadido al producto, sobretodo en temas de reparaciones.
Hay una falta de formación y de falta de cultura de la productividad tanto de los Supervisores
de producción como de los Mandos Intermedios. En este momento, en esta empresa, la
producción está más concentrada en entregar en fecha a cliente que en optimizar los recursos
empleados.
Con todos estos datos, después de unas reuniones con el el Comité Directivo de la empresa, se plantea
la posibilidad de la implantación de un Sistema de Control de la Productividad en las distintas líneas
de montajes de AEROESI.
Se va a implantar la misma metodología para todos los programas en los que trabaja la planta, pero, en
un principio, sólo se van a tener tiempos estándar (ya veremos posteriormente que son) del programa
ESI-225, por lo que sólo podremos tener datos objetivos de la productividad en este programa. En un
futuro se pretende tener el tiempo estandar en todos los programas consiguiendo así tener un control de
la productividad en todos ellos.
Durante el desarrollo de este documento, iremos plasmando las distintas etapas que hemos cubierto
hasta la implantación final de de este sistema de control de la productividad, incluyendo las distitas
dificultades que nos hemos ido encontrando, los objetivos que hemos cumplido (los objetivos los
marcaremos en el punto siguiente), y las acciones futuras que se podrían realizar para seguir con la
mejor del proceso productivo.
1.2. Objetivos
Como objetivo inicial, se hace necesario tener un control más detallado de la dedicación del personal
de mano de obra directa durante su jornada laboral.
En la actualidad sólo queda registrado el puesto en el que están trabajando, pero no qué trabajo
específico está realizando. Con esta falta de información es muy difícil plantear mejoras o definir
criterios objetivos de productividad en el trabajo.
En la siguiente figura podemos ver cual es la situación actual y a la que se pretende llegar
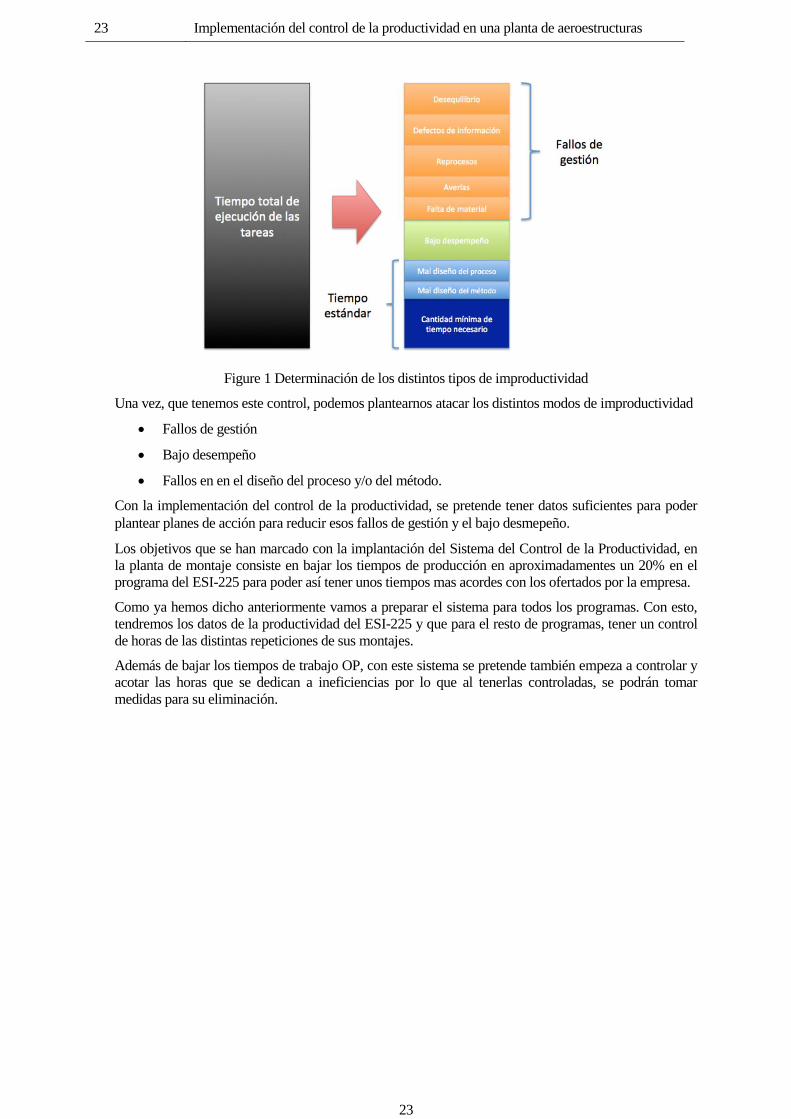
23 Implementación del control de la productividad en una planta de aeroestructuras
23
Figure 1 Determinación de los distintos tipos de improductividad
Una vez, que tenemos este control, podemos plantearnos atacar los distintos modos de improductividad
Fallos de gestión
Bajo desempeño
Fallos en en el diseño del proceso y/o del método.
Con la implementación del control de la productividad, se pretende tener datos suficientes para poder
plantear planes de acción para reducir esos fallos de gestión y el bajo desmepeño.
Los objetivos que se han marcado con la implantación del Sistema del Control de la Productividad, en
la planta de montaje consiste en bajar los tiempos de producción en aproximadamentes un 20% en el
programa del ESI-225 para poder así tener unos tiempos mas acordes con los ofertados por la empresa.
Como ya hemos dicho anteriormente vamos a preparar el sistema para todos los programas. Con esto,
tendremos los datos de la productividad del ESI-225 y que para el resto de programas, tener un control
de horas de las distintas repeticiones de sus montajes.
Además de bajar los tiempos de trabajo OP, con este sistema se pretende también empeza a controlar y
acotar las horas que se dedican a ineficiencias por lo que al tenerlas controladas, se podrán tomar
medidas para su eliminación.

2. CONTROL DE LA PRODUCTIVIDAD
2.1. Definición de Control de la Productividad
Un sistema de control de la productividad es una herramienta que nos permite visualizar, prácticamente
a tiempo real, cual es la situación real de un proceso de fabricación de un producto determinado frente a
lo que debería de ser. Además esta herramienta nos ayudará a identificar cada uno de los causantes de
retrasos en la ejecución del trabajo y cuantificar dicho retraso facilitando así tareas de planificación.
2.2. Datos necesarios para el control de la productividad
Antes de plantearse la implantación de un sistema de control de la productividad, es necesario saber
cuales son los datos que serán encesarios para poder implementarlo de forma satistactoria.
Los datos de entrada que debe tener el sistema son, al menos:
2.2.1. Tiempo dedicado para realizar el trabajo a controlar
Corresponde a las horas a control, es decir, es el tiempo medido en horas - hombre, en el que el
operario realiza una tarea que ha sido medida, y por lo tanto, se puede conocer el rendimiento alcanzado
por este.
2.2.2. Tiempo dedicado a horas a no control (incidencias y demás procesos no medidos)
Las horas a no control, es el tiempo, medido en horas - hombre, en el que el operario realiza una tarea
que no ha sido medida y por lo tanto no se conoce el rendimiento alcanzado por este. En este punto
podemos incluir el tiempo dedicado a incidencias.
2.2.3. Tiempo estándar de la tarea
Es el tiempo requerido para que un operario de tipo medio, plenamente cualificado y adiestrado, y
trabajando a un ritmo normal, lleve a cabo una tarea según el método establecido. Se determina
sumando el tiempo asignado a cada una de las operaciones que componen la tarea afectada, incluyendo
el suplemento de descanso y teniendo en cuenta su frecuencia. Se mide e Tiempo – Hombre (minutos
hombre o bien horas hombre) y en tiempo máquina.
En los siguientes apartados explicaremos de manera breve como se pueden obtener estos tiempos
estándar.
2.2.4. Información básica sobre el Marco legal (Convenio, Estatuto de los trabajadores)
Siempre que se aplique un nuevo sistema de trabajo o de control de cualquier actividad productiva, el
primer punto a tener en cuenta es que se respetan las normas vigentes.
Posteriormente revisaremos de forma pormenorizada los puntos del convenio y del estatuto de
trabajadores que pueden afectar a la implantación del Control de la Productividad.
Implementación del control de la productividad en una planta de aeroestructuras 26
26
2.3. Partes de trabajo
Es el archivo/documento en el que se registran los datos que se necesitan para la ejecución del control
de la productividad.
El parte de trabajo alimenta el control de la productividad, en él se describe de forma diaria, el trabajo
realizado, el tiempo dedicado para ejecutarlo, describiendo y cuantificando las incidencias ocurridas
durante este periodo.
Los partes de trabajo serán cumplimentados por los operarios.
Los datos mínimos que se deben incluir en los partes de trabajo deben ser:
• Tiempo de presencia.
• Tiempo de incidencias y sus causas.
• Tiempo a no control.
• Producción realizada.
• Identificación de operario.
• Identificación del supervisor de dichos partes.
El objetivo del sistema de partes de trabajo:
• Realizar un control del tiempo invertido en realizar una tarea.
• Realizar un control de la producción realizada, cuantificándola.
• Cuantificar las paradas e incidencias.
En los siguientes puntos iremos viendo como han ido evolucionando los partes de trabajo a lo largo del
proceso de implantación del Control de la Productividad.
2.4. Cálculo de la Productividad.
Con toda la información recogida en los partes de trabajo, se puede calcular la productividad.
Realizaremos a lo largo de la implantación del Control de la Productividad unas hojas de cálculo (y
posteriormente una base de datos), para facilitar estos cálculos.
En este punto nos centramos únicamente en la base matemática en la que se basarán nuestros distintos
sistemas informáticos que nos calcularán esta productividad.
Para realizar está cálculo, en primer debemos tener claros alunos conceptos
Actividad
Ritmo de trabajo, se puede definir como la mayor o menor eficacia con la que se realiza un trabajo
concreto. Existen varias escalas, pero entre las más utilizadas se encuentran la escala Bedaux (60 – 80)
y la centesimal (100-163). En AEROESI se ha utilizado la escala centesimal.
Actividad normal
Es el ritmo de trabajo que todo operario está obligado a llevar de media a lo largo de una jornada.
Existen distintas escalas, y a pesar de que el concepto es el mismo, en cada una de ellas se le asigna un

27 Implementación del control de la productividad en una planta de aeroestructuras
27
valor numérico, en la escala centesimal la actividad normal es un 100 (utilizado en nuestro caso) y en el
sistema Bedaux un 60.
Rendimiento normal
Es la cantidad de trabajo que un operario efectúa en una hora a actividad normal, en nuestro caso, será
actividad 100.
Actividad conseguida
Ritmo de trabajo medio que se obtiene en la realización de una tarea. Se obtiene de la siguiente fórmula:
Actividad conseguida = Tiempo Estimado X Actividad normal / Tiempo real.
Dónde: Ac: Actividad conseguida, TE: Tiempo estándar, An: Actividad normal (Se debe colocar el
valor numérico que corresponda con la escala utilizada, en nuestro caso 100) y Tr: Tiempo real de
ejecución.
La actividad conseguida se puede calcular mediante el avance estimado en el parte, pero también se
puede calcular de forma global por puesto de trabajo. En ambos casos se tendrán que conocer el tiempo
estándar de las tareas que deberían haber realizado el periodo estimado (TE), el tiempo real invertido en
realizarlo (Tr) y la actividad normal, que dado que vamos a utilizar el sistema centesimal, siempre será
100.
El resultado que se obtenga de este cálculo estará expresado en tanto por cien, respecto al estudio de
tiempos.
Los siguientes parámetros se calcularan en función de las incidencias que se determinen que se quieren
controlar. Aquí se deben definir que incidencias se quieren calcular (calidad, reproceso, avería….) En
función de esto se explicará cómo se calcula.

3. IMPLANTACIÓN DEL CONTROL DE LA
PRODUCTIVIDAD
3.1. Esquema de implantación del Control de la Productividad
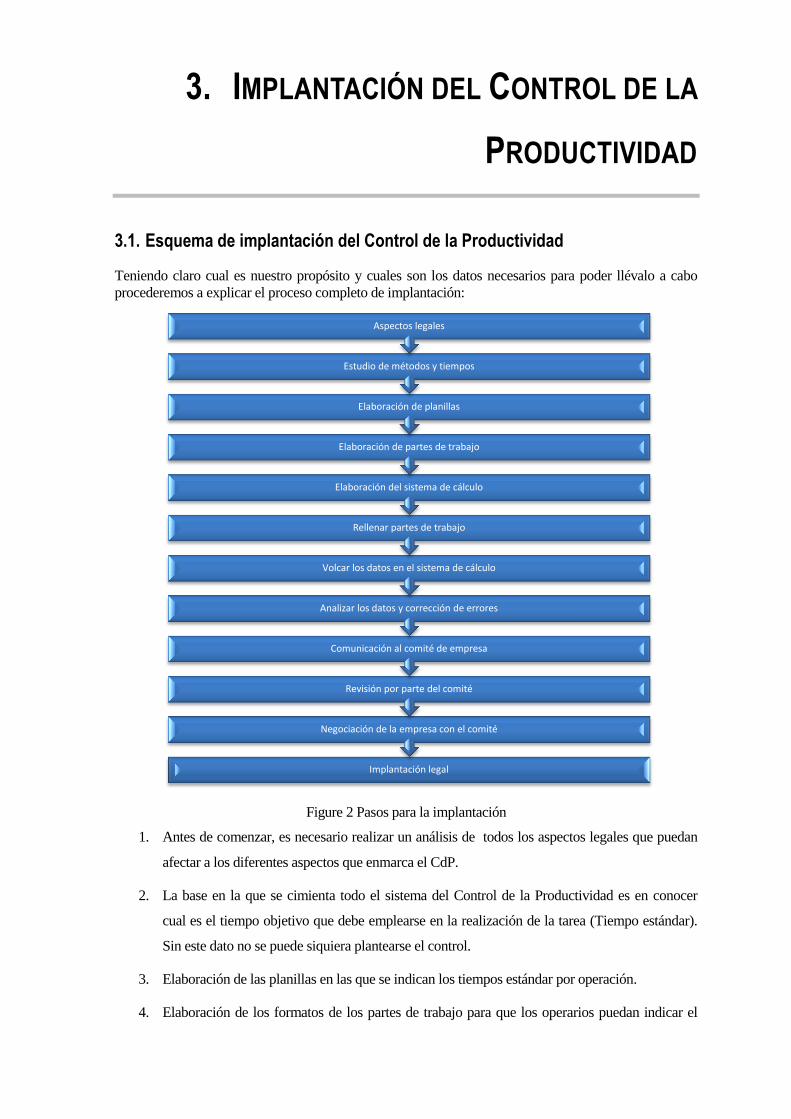
Teniendo claro cual es nuestro propósito y cuales son los datos necesarios para poder llévalo a cabo
procederemos a explicar el proceso completo de implantación:
Figure 2 Pasos para la implantación
1. Antes de comenzar, es necesario realizar un análisis de todos los aspectos legales que puedan
afectar a los diferentes aspectos que enmarca el CdP.
2. La base en la que se cimienta todo el sistema del Control de la Productividad es en conocer
cual es el tiempo objetivo que debe emplearse en la realización de la tarea (Tiempo estándar).
Sin este dato no se puede siquiera plantearse el control.
3. Elaboración de las planillas en las que se indican los tiempos estándar por operación.
4. Elaboración de los formatos de los partes de trabajo para que los operarios puedan indicar el
Implantación legal
Negociación de la empresa con el comité
Revisión por parte del comité
Comunicación al comité de empresa
Analizar los datos y corrección de errores
Volcar los datos en el sistema de cálculo
Rellenar partes de trabajo
Elaboración del sistema de cálculo
Elaboración de partes de trabajo
Elaboración de planillas
Estudio de métodos y tiempos
Aspectos legales
Implementación del control de la productividad en una planta de aeroestructuras 30
30
trabajo que han realizado y las incidencias que hayan tenido durante la jornada.
5. Elaboración de un sistema de cálculo en los que teniendo en cuenta los datos de los partes de
trabajo y de los tiempos estándar sea cápaz de darnos la información requerida.
6. Implantar los bonos de trabajo en el taller para comenzar a rellenarlos.
7. Volvar los datos de los bonos en el sistema de cálculo.
8. Analizar la coherencia de los datos obtenidos y la corrección de posibles errores.
9. Comunicación oficial al comité de empresa y entrega de documentación para que la revisen.
10. Negociación con el comité de los puntos que estimen oportunos.
11. Finalmente, cuando todo esté correcto se procederá a la Implantación legal del Control de la
Productividad.
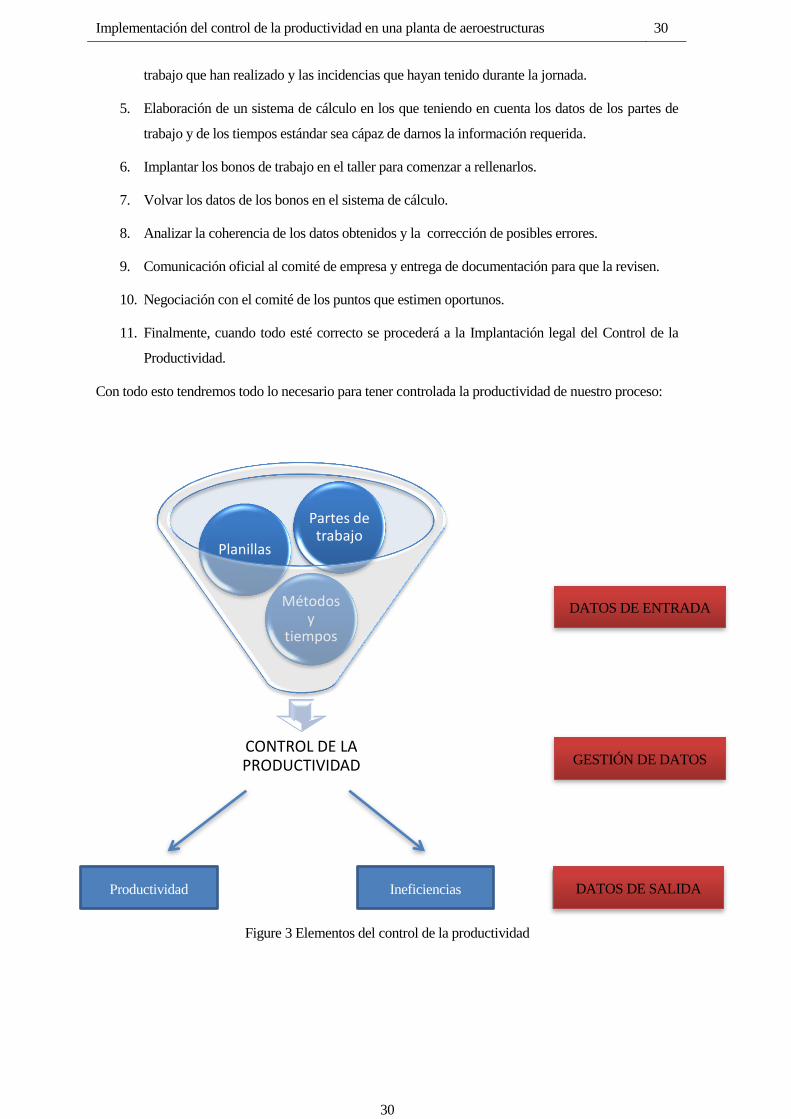
Con todo esto tendremos todo lo necesario para tener controlada la productividad de nuestro proceso:
Figure 3 Elementos del control de la productividad
CONTROL DE LA PRODUCTIVIDAD
Métodos y
tiempos
Planillas
Partes de trabajo
Productividad Ineficiencias
DATOS DE ENTRADA
GESTIÓN DE DATOS
DATOS DE SALIDA
31 Implementación del control de la productividad en una planta de aeroestructuras
31
A continuación procederemos a explicar de manera detallada como se ha llevado a cabo la
implementación de todos estos pasos con sus obstáculos y posteriores mejoras:
3.2. Aspectos legales
En este punto se pretenden explicar los aspectos legales que pueden influir en la implantación del
control de la productividad. Para ello se citará textualmente partes del CONVENIO COLECTIVO
PARA LAS INDUSTRIAS SIDEROMETALÚRGICAS DE LA PROVINCIA DE SEVILLA, ya que
es el convenio bajo aplicable a la actividad de nuestra empresa.
Artículo 7º Organización, Sistemas y Métodos de Trabajo.
7.1. Normas generales.
La organización del trabajo y la determinación de los sistemas y métodos que han de regularlo, con
arreglo a lo previsto en este Convenio, son facultad exclusiva de la dirección de la Empresa, salvo lo
establecido en el título segundo del vigente Estatuto de los Trabajadores.
(…)
La organización del trabajo tiene por objeto alcanzar en la empresa un nivel adecuado de productividad
basado en la óptima utilización de los recursos humanos y materiales. Para este objetivo es necesaria la
mutua corresponsabilidad de las partes integrantes de la empresa, dirección, órganos de representación
y trabajadores.
La representación legal de los trabajadores velará e incentivará para que en el ejercicio de las facultades
antes aludidas no se conculque la legislación vigente, sin que ello pueda considerarse como transgresión
de la buena fe contractual.
Las empresas que no tuvieran implantado un sistema de racionalización en sus actividades, total o
parcialmente, en la fecha de entrada en vigor de este Convenio, abonarán al personal afectado en la
forma que se establece en el artículo 16.4, un plus de estímulo a la productividad que es el que figura en
la columna C del anexo 1.
Las empresas que tengan establecidos sistemas de racionalización del trabajo, lo harán de forma que
con el sistema correspondiente se obtengan por el productor al menos la columna C del anexo 1.
7.2. Sistemas de organización del trabajo.
La determinación de los sistemas, métodos y procedimientos de organización científica y racional del
trabajo que han de regir para la realización, valoración y regulación del trabajo en las empresas y/o en
sus talleres, secciones y/o departamentos, corresponde a la Dirección de la Empresa que tendrá, en todo
caso, la obligación de expresar suficientemente sus decisiones al respecto a la representación legal de
los trabajadores.
A efectos de lo dispuesto en este Convenio, se tendrán en cuenta que cuando se habla de actividad
mínima, se entenderá como tal, las de 60 puntos Beadux, 100 Centesimal o 75 Crea horas, o sus
equivalentes en otros sistemas de rendimientos considerados mínimos en empresas con trabajos
racionalizados.
No obstante lo indicado en el párrafo segundo de este apartado, se considerará rendimiento óptimo el
140 del Servicio Nacional de Productividad, 163 Centesimal, 80 Bedaux, o sus equivalentes en
cualquiera de otros sistemas.
Se considerará el rendimiento correcto o normal exigible, el que habitualmente y de ordinario se viene
obteniendo individual o colectivamente, según la modalidad de asignación del trabajo, en el periodo de
seis meses naturales anteriores en idénticas condiciones de trabajo.
Las partes firmantes, valorando positivamente la implantación por las empresas de sistemas objetivos
de organización y racionalización del trabajo, recomiendan a empresas y trabajadores profundicen en la
introducción de sistemas objetivos de medición del trabajo, junto a la adopción de sus correspondientes
Implementación del control de la productividad en una planta de aeroestructuras 32
32
formas de retribución.
A tal efecto:
7.2.1. Las empresas que establezcan sistemas de organización científica y racional del trabajo,
procurarán adoptar en bloque algunos de los sistemas internacionalmente reconocidos, en cuyo caso se
hará referencia al sistema por su denominación convencional.
7.2.2. En caso contrario, esto es, cuando no sea conveniente o posible por razones técnicas, la adopción
de sistemas convencionales de organización científica del trabajo, ya citadas en el párrafo anterior, en
razón al pequeño número de la plantilla o a la naturaleza de la actividad, las empresas de acuerdo con la
representación legal de los trabajadores, podrá instar de la Comisión Paritaria la homologación del
sistema adoptado.
Para su implantación, o bien homologación de las que en la actualidad vinieran funcionando en la
empresa, habrán de tenerse en cuenta los criterios que, con carácter general, permitan su objetiva
identificación y, entre otros, los índice de: racionalización de las tareas, análisis, valoración y
clasificación de los trabajos; adaptación del trabajador al puesto, según sus aptitudes; instalaciones,
herramientas, etc.; determinación correcta del método del trabajo, y en general de la mejora de las
condiciones que conduzcan al fin propuestos.
Para la homologación de estos sistemas las empresas remitirán a la Comisión Paritaria del convenio
Memoria explicativa del sistema que deberá corresponder a criterios de objetividad, verificabilidad y
racionalización del trabajo todo a ello acompañado del correspondiente cuadro de retribuciones.
Recibida tal solicitud y tras recabar los informes o asesoramientos que se consideren oportunos, la
Comisión resolverá sobre la homologación de dicho sistema, expidiendo a empresas y trabajadores,
certificación acreditativa del mismo.
En el supuesto de no conseguir acuerdo por la Comisión, se ofrecerá a las partes solicitantes, el
sometimiento al arbitraje en los mismos términos previstos en el art. 22 sobre “Inaplicación en la
empresa de determinadas condiciones de trabajo previstas en el Convenio Colectivo”.
Los representantes legales de los trabajadores podrán ejercitar iniciativas en orden a variar el sistema de
organización establecido.
7.3. Revisión de tiempos y rendimientos.
La revisión de tiempos y rendimientos para cualquiera de los sistemas a que se hace referencia en este
convenio, se efectuará, por alguno de los hechos siguientes:
a) Por reforma de los métodos, medios o procedimientos.
b) Cuando se hubiese incurrido de modo manifiesto e indubitado en error de cálculo o medición.
c) Si en el trabajo se hubiese producido cambio en el número de trabajadores, siempre y cuando las
mediciones se hubieran realizado para equipos a cuyo número de componentes sea determinado, o
alguna modificación sustancial en las condiciones de aquél.
d) Por acuerdo entre la empresa y la representación legal de los trabajadores.
Si la revisión origina una disminución en los tiempos asignado, se establecerá un periodo de adaptación,
de duración no superior al mes por cada 10% de disminución.
Los trabajadores disconformes con la revisión podrán reclamar individualmente ante la autoridad
competente, sin que ello paralice la aplicación de los nuevos valores.
7.4. Facultades de la dirección de la empresa.
Son facultades de la Dirección de la Empresa:
a) La calificación del trabajo, según cualquiera de los sistemas internacionales admitidos.
b) La exigencia de los rendimientos mínimos o de los habituales.
c) La determinación del sistema encaminado a obtener y a asegurar unos rendimientos superiores a los
mínimos exigibles, según se estime aconsejable a las necesidades generales de la empresa, o de las
33 Implementación del control de la productividad en una planta de aeroestructuras
33
específicas de determinado puesto o puestos de trabajo. Es potestativo el establecimiento de incentivos
totales o parciales, tanto en lo que respecta al personal como a las tareas.
d) La adjudicación del número de máquinas de tareas necesarias para la saturación del trabajo en orden
a la obtención del máximo rendimiento.
e) La fijación del índice de desperdicio y calidad admisible a lo largo del proceso industrial o
económico.
f) La exigencia de una vigilancia, atención o diligencia en el cuidado de la maquinaria y útiles
encomendados al trabajador.
g) La movilidad y redistribución del personal de la empresa con arreglo a las necesidades de
organización de la producción.
h) La realización, durante cualquier periodo de organización del trabajo, de las modificaciones en los
métodos, tarifas y distribución del personal, cambio de funciones y variaciones técnicas de las
máquinas, instalaciones, sistemas, utillaje, etc.
i) La regulación de la adaptación de las cargas de trabajo, rendimiento y tarifas, a las condiciones que
resulten del cambio de los métodos operativos, industriales o económicos, procesos de fabricación o
manipulación, cambio de material, máquinas o condiciones técnicas en las mismas.
j) El mantenimiento de la organización del trabajo en los casos de disconformidad de los productores
expresada a través de los Comités de empresa o Delegados de Personal en las empresas en que los
hubiere, en espera de la resolución de los organismos competentes.
k) El establecimiento de la fórmula para los cálculos del salario.
l) Cualesquiera otras funciones análogas por su finalidad o por su importancia a las anteriormente
consignadas o que les vengan asignadas por la Legislación Vigente.
7.5. Obligaciones de la empresa.
a) Informar al Comité de Empresa, o en su caso, a los Delegados del Personal acerca de las
modificaciones de carácter general en la organización del trabajo, sin perjuicio de las facultades de la
dirección en la materia.
b) Limitar, por un periodo razonable, la experimentación de los nuevos sistemas de organización.
c) Tener a disposición de los trabajadores la especificación de las tareas asignadas a cada puesto de
trabajo, así como las tarifas vigentes.
d) Establecer y redactar la fórmula para los cálculos del salario en forma clara y sencilla para que pueda
ser comprendido normalmente, cualquiera que sea la medida que se emplee para valorar los
rendimientos.
e) Estimular toda iniciativa de cualquier trabajador encaminado a mejorar y perfeccionar la
organización del trabajo.
ARTÍCULO 10º: JORNADA LABORAL.
(…)
En las empresas que actualmente esté implantada la jornada laboral continuada, el tiempo denominado
de descanso para bocadillo no se considerará trabajo efectivo. En cambio se abonará a los trabajadores
de las mimas, la cantidad de 1,68 euros por día efectivo de trabajo para el año 2012.
No obstante lo establecido en este artículo, la empresa previa información al Comité de Empresa o
Delegados de Personal, podrá adoptar entre el abono de las cantidades que para cada el año se fije para
el Plus de bocadillo, por día de trabajo y jornada efectiva anual de 1759 horas, según lo estipulado en el
párrafo primero de este artículo para cada uno de los años de vigencia del Convenio, o computar el
período de bocadillo como tiempo efectivo de trabajo sin abono de cantidad alguna.
Las que opten por la compensación económica, lo harán constar expresamente en la hoja de salario
como “Plus de bocadillo”.
Implementación del control de la productividad en una planta de aeroestructuras 34
34
Las empresas, siempre que las circunstancias lo permitan y los trabajadores así lo soliciten, posibilitarán
el establecimiento de la jornada continuada durante los meses de Junio, Julio, Agosto y Septiembre.
ARTÍCULO 16º: RETRIBUCIONES.
(…)
16.3. Plus de carencia de incentivos
Al personal no sujeto a incentivo, tarea, primas, etc., se le aplicará sobre el salario base de convenio, por
cada jornada propuesta en trabajos no medidos, el valor de la columna “C” del anexo num.1, que tiene
el carácter, de estímulo a la productividad, siempre que el mismo desarrolle sus funciones con la
diligencia y celo necesarios.
A este personal le será de aplicación, en lo referente al número de días que devengará el valor
correspondiente de esta columna en cada liquidación mensual de haberes, el criterio expresado en el
apartado 16.2 con relación a la columna “B”.
Sin perjuicio de los establecido en los párrafos anteriores, la retribución indicada en la columna “C”
comprende y compensa de manera especial el 25% de la columna “A” del presente Convenio, que se
considerará como mínimo garantizado, entendiéndose esta columna “C” para aquellas empresas que no
tengan racionalizado el trabajo.
ARTÍCULO 19º: RÉGIMEN DISCIPLINARIO.
(…)
19.2. Faltas leves
Se considerarán faltas leves las siguientes:
a) La impuntualidad no justificada, en la entrada o en la salida del trabajo, de hasta tres ocasiones en un
período de un mes.
b) El abandono del servicio o del puesto de trabajo sin causa justificada por períodos breves de tiempo.
(..)
19.3. Faltas graves.
e) El abandono del servicio o puesto de trabajo sin causa justificada y aún por breve tiempo, si a
consecuencia del mismo se ocasionase un perjuicio para la empresa y/o la plantilla.
(…)
19.4. Faltas muy graves.
e) El abandono del servicio o puesto de trabajo, así como del puesto de mando y/o responsabilidad
sobre las personas o los equipos, sin causa justificada, si como consecuencia del mismo se ocasionase
un grave perjuicio a la empresa, a la plantilla, pusiese en grave peligro la seguridad o fuese causa de
accidente.
(…)
g) La disminución voluntaria y continuada en el rendimiento del trabajo normal o pactado.
ARTÍCULO 22º: IMPLICACIÓN EN LA EMPRESA DE DETERMINADAS CONDICIONES DE
TRABAJO PREVISTAS EN EL CONVENIO COLECTIVO.
El presente Convenio Colectivo obliga a todos los empresarios y trabajadores incluidos dentro de su
ámbito de aplicación y durante todo el tiempo de su vigencia.
Sin perjuicio de lo anterior, cuando concurran causas económicas, técnicas, organizativas o de
producción, por acuerdo entre la empresa y los representantes de los trabajadores legitimados para
negociar un Convenio Colectivo conforme a lo previsto en el artículo 87.1 del ET, se podrá proceder,
previo desarrollo de un período de consultas en los términos del artículo 41.4 del ET, a inaplicar en la
empresa las condiciones de trabajo previstas en este Convenio Colectivo, que afecten a las siguientes
materias:
35 Implementación del control de la productividad en una planta de aeroestructuras
35
(…)
e) Sistema de trabajo y rendimiento. (…)
Se entiende que concurren causas técnicas cuando se produzcan cambios, entre otros, en el ámbito de
los medios o instrumentos de producción; causas organizativas cuando se produzcan cambios, entre
otros, en el ámbito de los sistemas y métodos de trabajo del personal o en modo de organizar la
producción, y causas productivas cuando se produzcan cambios, entre otros, en la demanda de los
productos o servicios que la empresa pretende colocar en el mercado.
3.3. Estudio de métodos y tiempos
El punto de partida de cualquier tipo de control de la productividad parte del dato del Tiempo Estandar.
Para esto se ha contratado una empresa externa de trabajos de ingeniería para que obtenga los Tiempos
Estándar de los procesos en los que se va a implementrar el Control de la Productividad.
Este tiempo estándar corresponde al tiempo requerido para que un operario de tipo medio, plenamente
cualificado y adiestrado, y trabajando a un ritmo normal, lleve a cabo una tarea según el método
establecido. Se determina sumando el tiempo asignado a cada una de las operaciones que componen la
tarea afectada, incluyendo el suplemento de descanso y teniendo en cuenta su frecuencia. Se mide e
Tiempo – Hombre (minutos hombre o bien horas hombre) y en tiempo máquina.
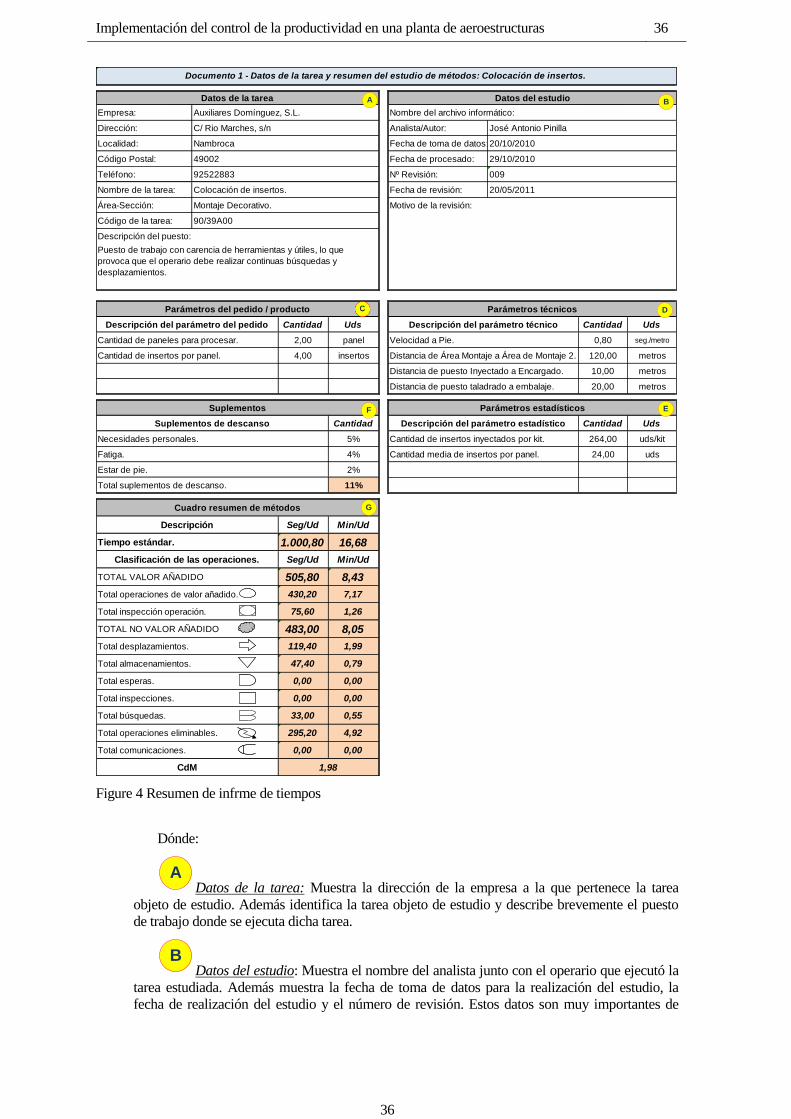
Mostramos a continuación un ejemplo del resumen indicado en el informe del estudio
Implementación del control de la productividad en una planta de aeroestructuras 36
36
Figure 4 Resumen de infrme de tiempos
Dónde:
Datos de la tarea: Muestra la dirección de la empresa a la que pertenece la tarea
objeto de estudio. Además identifica la tarea objeto de estudio y describe brevemente el puesto
de trabajo donde se ejecuta dicha tarea.
Datos del estudio: Muestra el nombre del analista junto con el operario que ejecutó la
tarea estudiada. Además muestra la fecha de toma de datos para la realización del estudio, la
fecha de realización del estudio y el número de revisión. Estos datos son muy importantes de
Empresa: Auxiliares Domínguez, S.L. Nombre del archivo informático:
Dirección: C/ Rio Marches, s/n Analista/Autor: José Antonio Pinilla
Localidad: Nambroca Fecha de toma de datos:
Código Postal: 49002 Fecha de procesado:
Teléfono: Nº Revisión: 009
Nombre de la tarea: Colocación de insertos. Fecha de revisión:
Área-Sección: Montaje Decorativo. Motivo de la revisión:
Código de la tarea: 90/39A00
Descripción del puesto:
Cantidad Uds Cantidad Uds
Cantidad de paneles para procesar. 2,00 panel Velocidad a Pie. 0,80 seg./metro
Cantidad de insertos por panel. 4,00 insertos Distancia de Área Montaje a Área de Montaje 2. 120,00 metros
Distancia de puesto Inyectado a Encargado. 10,00 metros
Distancia de puesto taladrado a embalaje. 20,00 metros
Cantidad Cantidad Uds
Necesidades personales. 5% Cantidad de insertos inyectados por kit. 264,00 uds/kit
Fatiga. 4% Cantidad media de insertos por panel. 24,00 uds
Estar de pie. 2%
Total suplementos de descanso. 11%
Seg/Ud Min/Ud
Tiempo estándar. 1.000,80 16,68
Seg/Ud Min/Ud
TOTAL VALOR AÑADIDO 505,80 8,43
Total operaciones de valor añadido. 430,20 7,17
Total inspección operación. 75,60 1,26
TOTAL NO VALOR AÑADIDO 483,00 8,05
Total desplazamientos. 119,40 1,99
Total almacenamientos. 47,40 0,79
Total esperas. 0,00 0,00
Total inspecciones. 0,00 0,00
Total búsquedas. 33,00 0,55
Total operaciones eliminables. 295,20 4,92
Total comunicaciones. 0,00 0,00
Clasificación de las operaciones.
CdM 1,98
Descripción
20/10/2010
29/10/2010
Descripción del parámetro del pedido
Cuadro resumen de métodos
Documento 1 - Datos de la tarea y resumen del estudio de métodos: Colocación de insertos.
Parámetros técnicos
Datos de la tarea
Suplementos de descanso
Suplementos
Datos del estudio
Parámetros estadísticos
Puesto de trabajo con carencia de herramientas y útiles, lo que
provoca que el operario debe realizar continuas búsquedas y
desplazamientos.
20/05/2011
92522883
Descripción del parámetro estadístico
Descripción del parámetro técnico
Parámetros del pedido / producto
A B
D
EF
G
A
B
37 Implementación del control de la productividad en una planta de aeroestructuras
37
cara a futuras modificaciones de método de trabajo.
Parámetros del Pedido/Producto: Este tipo de parámetros son los relativos a la
dimensión del pedido y a las características físicas del producto.
Parámetros técnicos: Son aquellos parámetros cuyo valor es medible. Por ejemplo la
velocidad de corte de una sierra de mesa, etc.
Parámetros estadísticos: Son aquellos parámetros cuyo valor no es fijo de un ciclo a
otro y por lo tanto no son medibles de forma directa. Hay que recurrir a análisis estadísticos para
su cálculo.
Suplementos: Son los suplementos porcentuales que hay que aplicar al tiempo
normal, bien sean los suplementos de descanso, imprevistos, errores de medición o de inicio y fin
de la jornada.
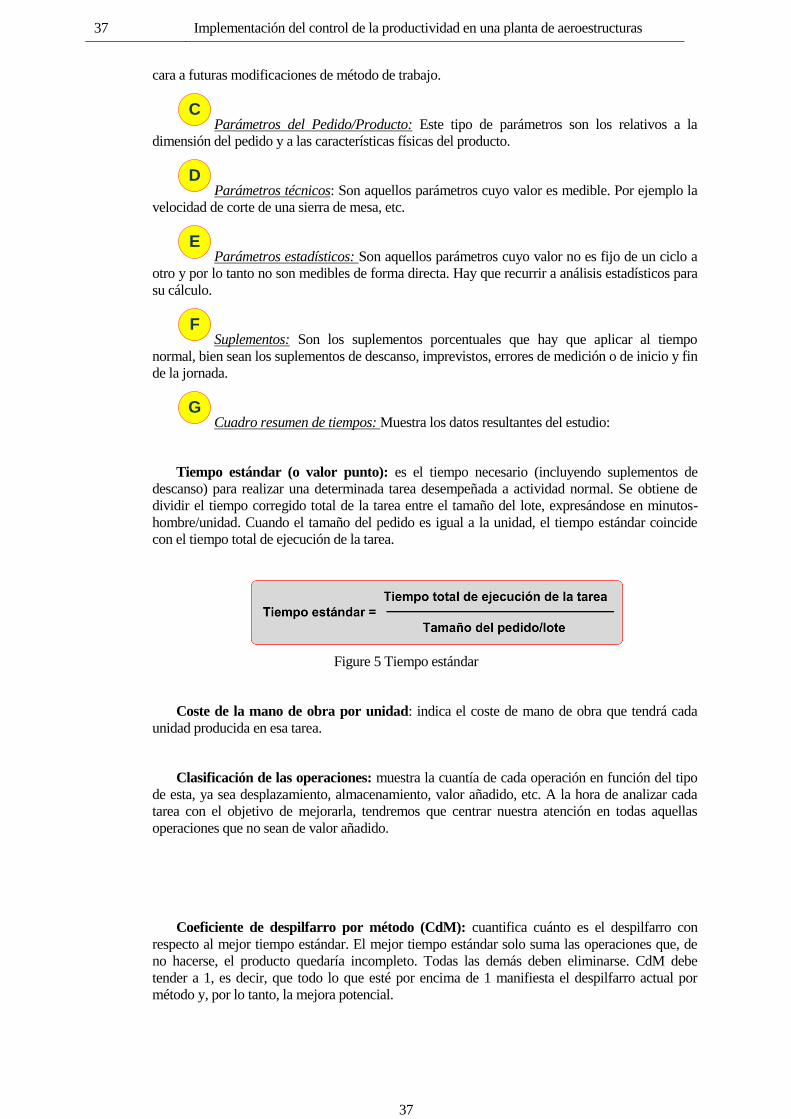
Cuadro resumen de tiempos: Muestra los datos resultantes del estudio:
Tiempo estándar (o valor punto): es el tiempo necesario (incluyendo suplementos de
descanso) para realizar una determinada tarea desempeñada a actividad normal. Se obtiene de
dividir el tiempo corregido total de la tarea entre el tamaño del lote, expresándose en minutos-
hombre/unidad. Cuando el tamaño del pedido es igual a la unidad, el tiempo estándar coincide
con el tiempo total de ejecución de la tarea.
Figure 5 Tiempo estándar
Coste de la mano de obra por unidad: indica el coste de mano de obra que tendrá cada
unidad producida en esa tarea.
Clasificación de las operaciones: muestra la cuantía de cada operación en función del tipo
de esta, ya sea desplazamiento, almacenamiento, valor añadido, etc. A la hora de analizar cada
tarea con el objetivo de mejorarla, tendremos que centrar nuestra atención en todas aquellas
operaciones que no sean de valor añadido.
Coeficiente de despilfarro por método (CdM): cuantifica cuánto es el despilfarro con
respecto al mejor tiempo estándar. El mejor tiempo estándar solo suma las operaciones que, de
no hacerse, el producto quedaría incompleto. Todas las demás deben eliminarse. CdM debe
tender a 1, es decir, que todo lo que esté por encima de 1 manifiesta el despilfarro actual por
método y, por lo tanto, la mejora potencial.
C
D
E
F
G
Implementación del control de la productividad en una planta de aeroestructuras 38
38
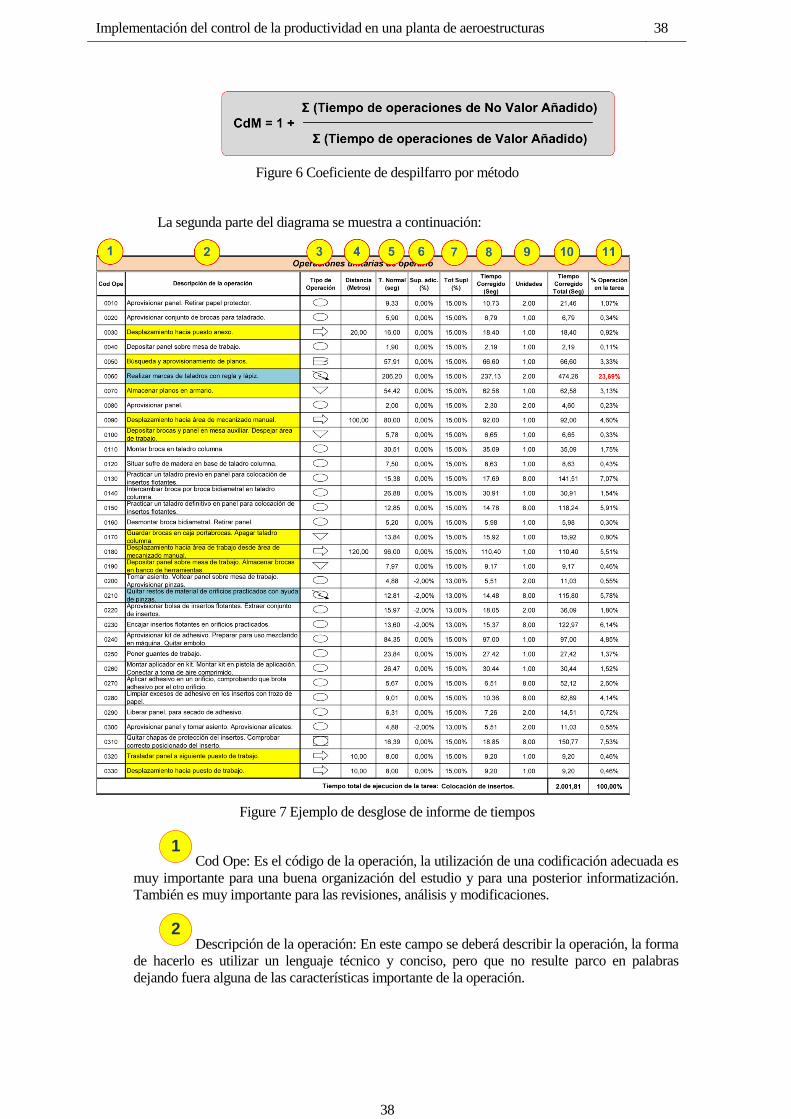
Figure 6 Coeficiente de despilfarro por método
La segunda parte del diagrama se muestra a continuación:
Figure 7 Ejemplo de desglose de informe de tiempos
Cod Ope: Es el código de la operación, la utilización de una codificación adecuada es
muy importante para una buena organización del estudio y para una posterior informatización.
También es muy importante para las revisiones, análisis y modificaciones.
Descripción de la operación: En este campo se deberá describir la operación, la forma
de hacerlo es utilizar un lenguaje técnico y conciso, pero que no resulte parco en palabras
dejando fuera alguna de las características importante de la operación.
1
2
39 Implementación del control de la productividad en una planta de aeroestructuras
39
Tipo de la operación: Es la representación gráfica del tipo de las operaciones. Todo lo
que no sea operación de valor añadido o inspección-operación, implica no valor añadido y debe
ser eliminado.
Distancia (metros): Es la distancia recorrida, se utilizan para poder calcular el tiempo
de las operaciones de desplazamientos, se multiplica la distancia en metros recorridos por la
constante 0,80 segundos/metro (este valor surge del patrón de actividad normal andar,
convirtiendo las unidades de 4,5 km/hora a 0,80 s/m). Esta casilla será cumplimentada, cuando la
operación requiera desplazamiento.
Tiempo normal (seg): Es el tiempo normal de la operación en segundos, se puede
haber obtenido con cualquiera de los sistemas de medición de tiempos que hemos estudiado en
este curso. En el caso de operaciones de desplazamiento el tiempo se calculará multiplicando los
metros de recorrido por 0,80 como se indica en el punto anterior.
Suplementos adicionales (%): Suplementos exclusivos de cada una de las operaciones
que componen el diagrama de proceso. Este suplemento se debe a las condiciones del puesto de
trabajo o a la naturaleza de la operación realizada.
Total suplementos (%): Es la suma de los suplementos fijos para todas las
operaciones del cuadro H, junto con los suplementos adicionales de cada operación.
Tiempo corregido (seg): Es el tiempo normal una vez aplicados todos los suplementos
que les sea pertinente.
Unidades: Corresponde a la frecuencia de la operación durante la realización de una
tarea. Cada operación tendrá su unidad y dependerán de los parámetros del pedido, los
parámetros estadísticos, etc.
Tiempo corregido total: Es el tiempo corregido total de cada operación expresado en
segundos, se obtiene de multiplicar el tiempo corregido por su unidad.
% de la operación en la tarea: Muestra el porcentaje de la operación sobre el total de
la tarea. Este es realmente el indicador para el analista, de tal forma que cuanto mayor sea este
dato, mayor atención deberá prestar en esta operación con el fin de mejorarla.
A efectos de simplificar este documento, teniendo en cuenta que lo principal es la implantación del
sistema en sí, a partir de este momento nos centraremos en mostrar únicamente los datos concretos de
uno de los montajes (a modo de ejemplo), aunque finalmente mostraremos los resultados globales
obtenidos de todos los programas de la planta que ha sido sometidos al Control de la Productividad.
El montaje en el que nos centraremos es el Cono de Cola del helicóptero (ESI-225). Este montaje
consiste en 4 subconjuntos y una grada en la que se ensamblan estos montajes.
Revestimiento inferior + costillas.
3
4
5
6
7
8
9
10
11

Implementación del control de la productividad en una planta de aeroestructuras 40
40
Table 1 Tiempo estándar Revestimiento Inferior
Plancha mecánica.
Table 2 Tiempo estándar Plancha Mecánica
Grada Cono de Cola
DESCRIPCIÓN DE LA TAREAHoras
hombre
Posicionar revestimiento, refuerzo, larguerillos, refuerzo de larguerillos, cuadernas,
semicuadernas, tapas y platabanda (OP 10 - 20)9,620
Vaciado de revestimiento (OP 30) 0,210
Realizar taladros a definitivo según mapeado (OP 40 - 50) 3,333
Taladrar tuercas remachables de las tapas (OP 60) 6,820
Desmontar subconjos, limpiar y rebabar. Aplicar sellante y posicionar en largueros,
larguerillos, refuerzos y platabandas (OP 70)3,900
Remarchar refuerzos, platabanda, larguros y refuerzos (OP 80) 13,680
Taladrado de guisanillos de larguerillos (OP 90) 2,760
Aplicar sellante a cuadernas, semicuadernas y remachar (OP 100 - 110) 6,900
Posicionar y remachar tapas y plancha mecánica (OP 120 - 130) 2,910
Operación de Roces 0,961
TOTAL MONTAJE SUBCONJUNTO 908 51,590
DESCRIPCIÓN DE LA TAREAHoras
hombre
Posicionar plantillas, mapear taladros y trazar líneas de taladros partiendo de los taladros
de coordinacion0,738
Posicionamiento de largueros y refuerzos 0,398
Posicionamiento webs, angulares de refuerzo y refuerzos 1,487
Posicionar caja de conectores y brackets 0,195
Realizar todos los taladros a 2,5 mm del conjunto y agrandar a diametro final 4,708
Preparar superficies, aplicar sellante a todo y remachar 8,968
TOTAL MONTAJE PLANCHA 905 16,494
41 Implementación del control de la productividad en una planta de aeroestructuras
41
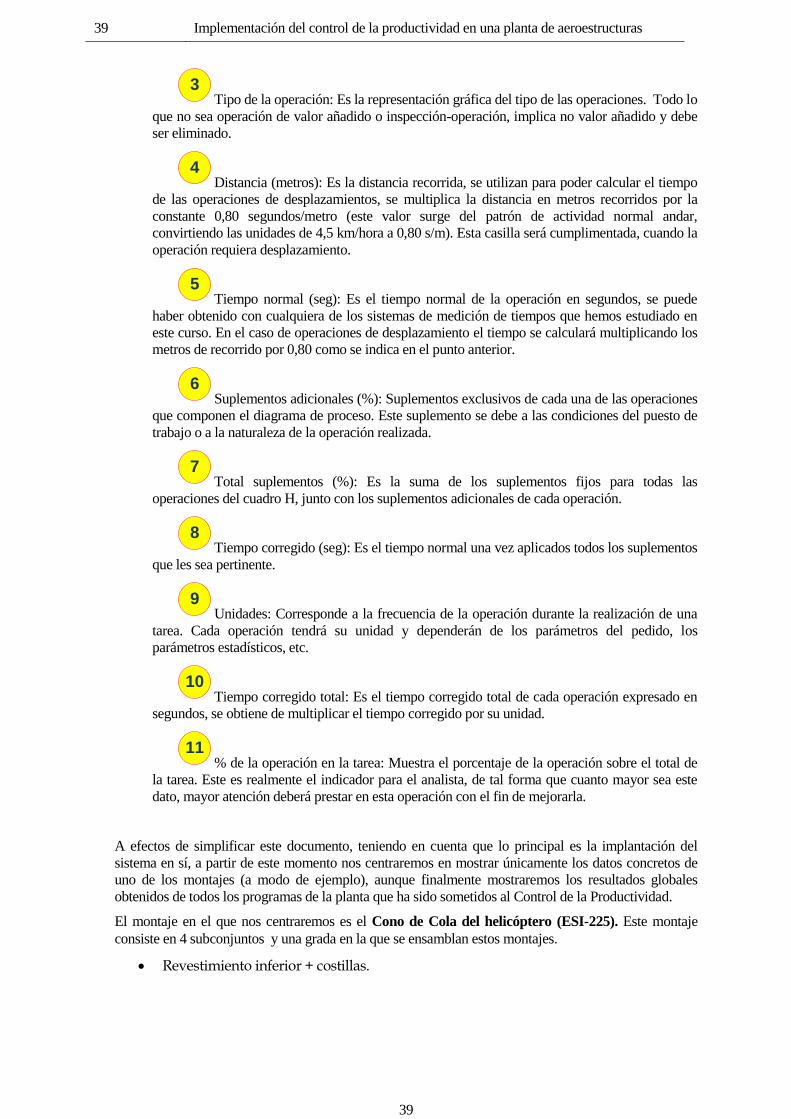
Table 3 Tiempo estándar Grada Cono de Cola
Como podemos observar, los datos de tiempos que nos suministra la empresa externa viene dividida en
operaciones, y los tiempos indicados en horas hombre. Estos datos serán muy útiles para la realización
de las planillas.
Vamos a ver con los tres ejemplos que mostramos las diferencias entre los tiempos estándar definidos
por la empresa externa y las horas que estaban empleando en ese momento en Aeroesi
Montaje T. Estándar (h) T. empleado (h) Desv.
Revestimiento inferior + costillas 51,590 80 55%
Plancha mecánica 16,494 24 46%
Grada Cono de Cola 102,390 130 32%
Table 4 Desviación tiempo real - tiempo estándar
Si miramos todos los subconjuntos en los que se han medido los tiempos tenemos una desviación de un 37% de los tiempos empleados en el momento con respecto a los tiempos medidos.
Los datos de una forma más detallada los podemos encontrar en el anexo. se pueden entontrar en el
anexo.
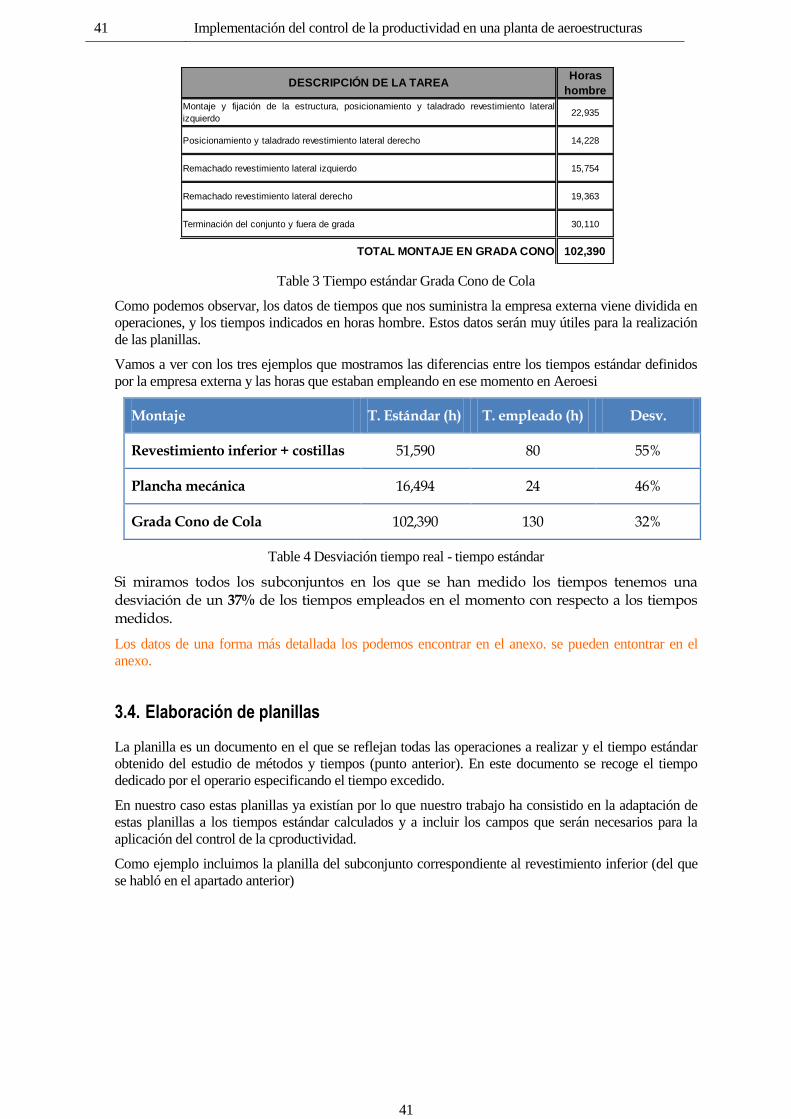
3.4. Elaboración de planillas
La planilla es un documento en el que se reflejan todas las operaciones a realizar y el tiempo estándar
obtenido del estudio de métodos y tiempos (punto anterior). En este documento se recoge el tiempo
dedicado por el operario especificando el tiempo excedido.
En nuestro caso estas planillas ya existían por lo que nuestro trabajo ha consistido en la adaptación de
estas planillas a los tiempos estándar calculados y a incluir los campos que serán necesarios para la
aplicación del control de la cproductividad.
Como ejemplo incluimos la planilla del subconjunto correspondiente al revestimiento inferior (del que
se habló en el apartado anterior)
DESCRIPCIÓN DE LA TAREAHoras
hombre
Montaje y fijación de la estructura, posicionamiento y taladrado revestimiento lateral
izquierdo22,935
Posicionamiento y taladrado revestimiento lateral derecho 14,228
Remachado revestimiento lateral izquierdo 15,754
Remachado revestimiento lateral derecho 19,363
Terminación del conjunto y fuera de grada 30,110
TOTAL MONTAJE EN GRADA CONO 102,390
Implementación del control de la productividad en una planta de aeroestructuras 42
42
Figure 8 Ejemplo Planilla Revestimiento Inferior 1
Figure 9 Ejemplo planilla Revestimiento Inferior 2
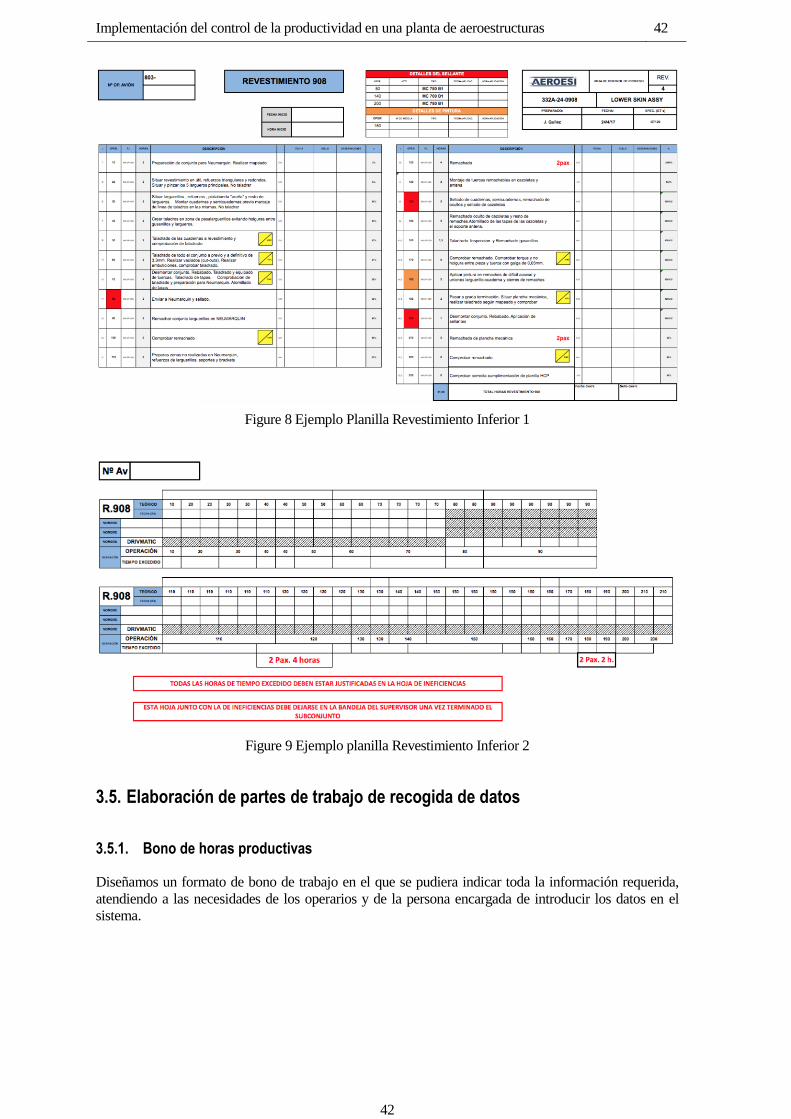
3.5. Elaboración de partes de trabajo de recogida de datos
3.5.1. Bono de horas productivas
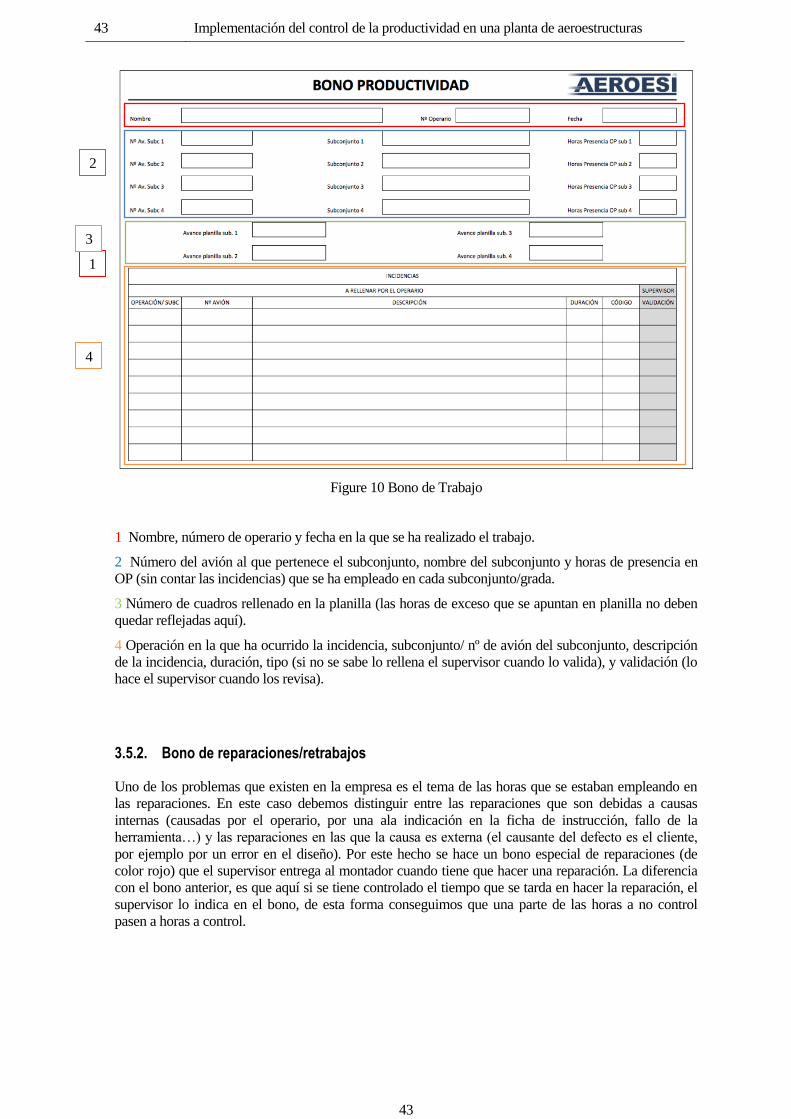
Diseñamos un formato de bono de trabajo en el que se pudiera indicar toda la información requerida,
atendiendo a las necesidades de los operarios y de la persona encargada de introducir los datos en el
sistema.
43 Implementación del control de la productividad en una planta de aeroestructuras
43
Figure 10 Bono de Trabajo
1 Nombre, número de operario y fecha en la que se ha realizado el trabajo.
2 Número del avión al que pertenece el subconjunto, nombre del subconjunto y horas de presencia en
OP (sin contar las incidencias) que se ha empleado en cada subconjunto/grada.
3 Número de cuadros rellenado en la planilla (las horas de exceso que se apuntan en planilla no deben
quedar reflejadas aquí).
4 Operación en la que ha ocurrido la incidencia, subconjunto/ nº de avión del subconjunto, descripción
de la incidencia, duración, tipo (si no se sabe lo rellena el supervisor cuando lo valida), y validación (lo
hace el supervisor cuando los revisa).
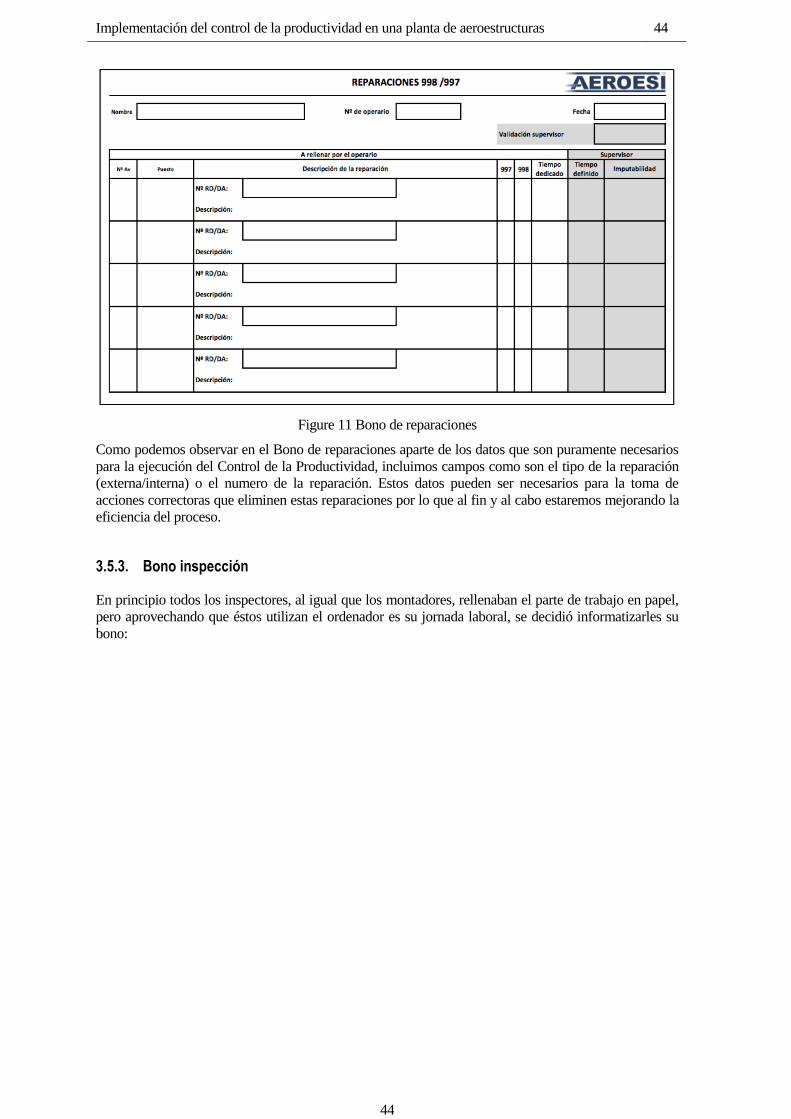
3.5.2. Bono de reparaciones/retrabajos
Uno de los problemas que existen en la empresa es el tema de las horas que se estaban empleando en
las reparaciones. En este caso debemos distinguir entre las reparaciones que son debidas a causas
internas (causadas por el operario, por una ala indicación en la ficha de instrucción, fallo de la
herramienta…) y las reparaciones en las que la causa es externa (el causante del defecto es el cliente,
por ejemplo por un error en el diseño). Por este hecho se hace un bono especial de reparaciones (de
color rojo) que el supervisor entrega al montador cuando tiene que hacer una reparación. La diferencia
con el bono anterior, es que aquí si se tiene controlado el tiempo que se tarda en hacer la reparación, el
supervisor lo indica en el bono, de esta forma conseguimos que una parte de las horas a no control
pasen a horas a control.
1
2
3
4
Implementación del control de la productividad en una planta de aeroestructuras 44
44
Figure 11 Bono de reparaciones
Como podemos observar en el Bono de reparaciones aparte de los datos que son puramente necesarios
para la ejecución del Control de la Productividad, incluimos campos como son el tipo de la reparación
(externa/interna) o el numero de la reparación. Estos datos pueden ser necesarios para la toma de
acciones correctoras que eliminen estas reparaciones por lo que al fin y al cabo estaremos mejorando la
eficiencia del proceso.
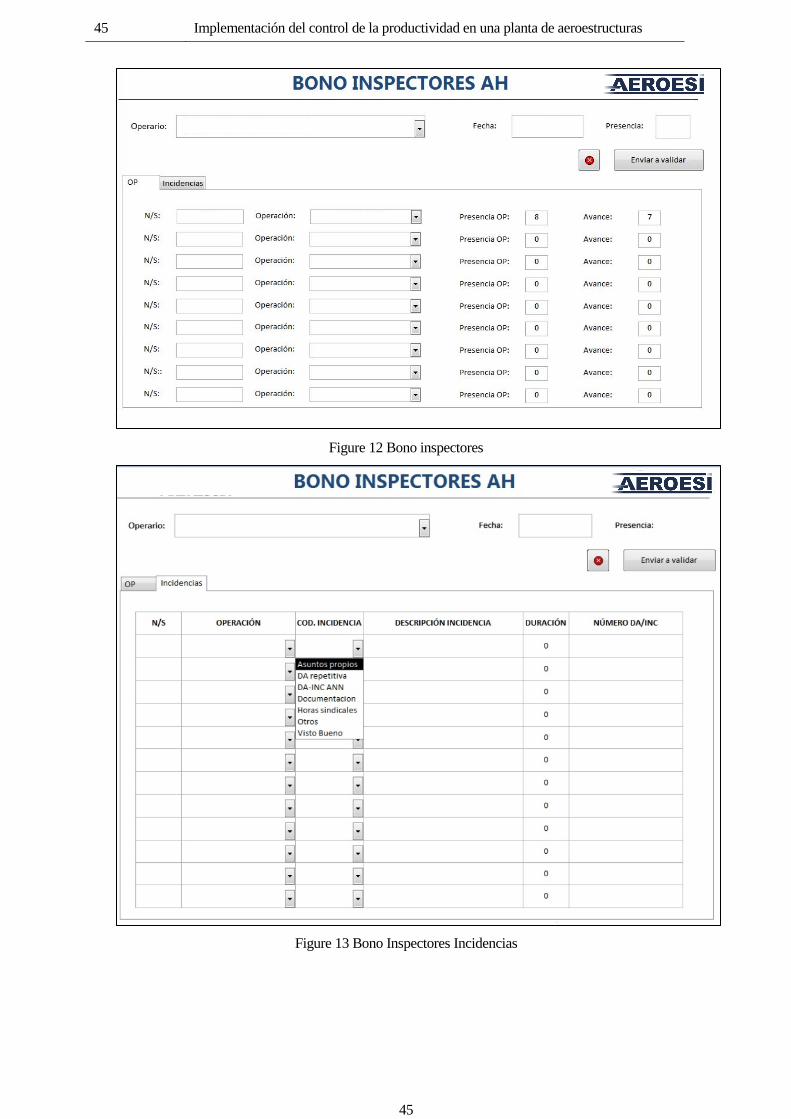
3.5.3. Bono inspección
En principio todos los inspectores, al igual que los montadores, rellenaban el parte de trabajo en papel,
pero aprovechando que éstos utilizan el ordenador es su jornada laboral, se decidió informatizarles su
bono:
45 Implementación del control de la productividad en una planta de aeroestructuras
45
Figure 12 Bono inspectores
Figure 13 Bono Inspectores Incidencias
Implementación del control de la productividad en una planta de aeroestructuras 46
46
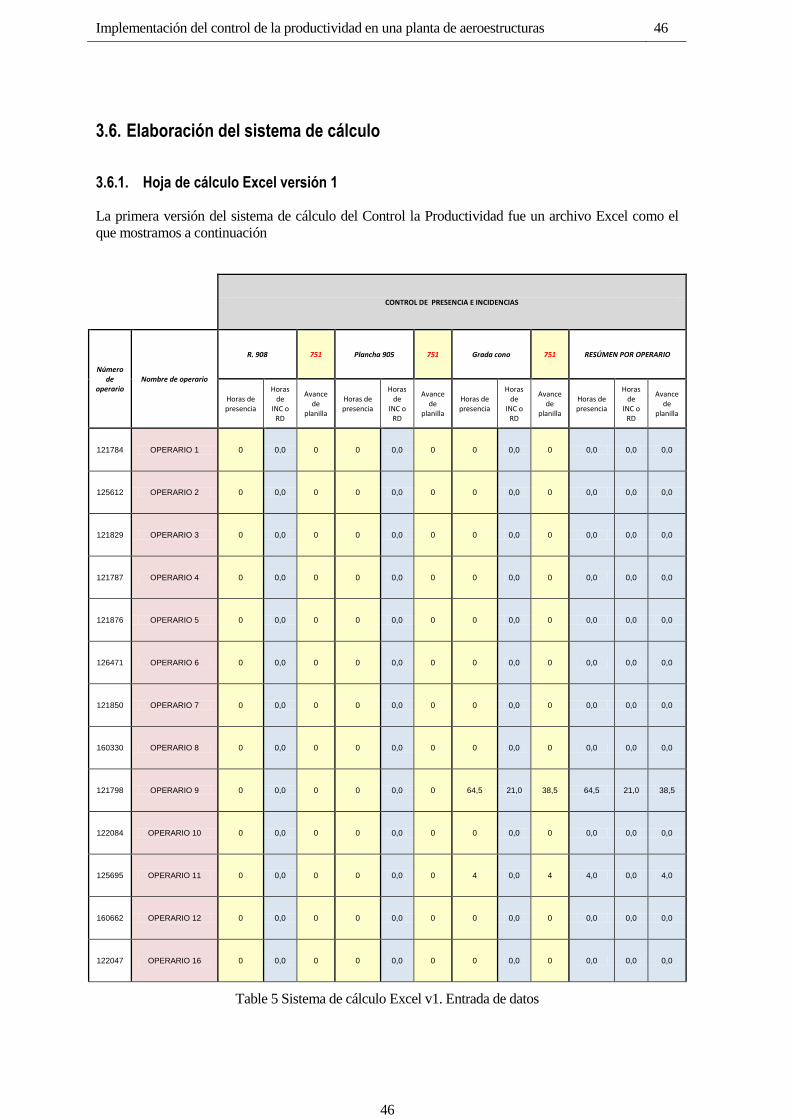
3.6. Elaboración del sistema de cálculo
3.6.1. Hoja de cálculo Excel versión 1
La primera versión del sistema de cálculo del Control la Productividad fue un archivo Excel como el
que mostramos a continuación
CONTROL DE PRESENCIA E INCIDENCIAS
Número de
operario Nombre de operario
R. 908 751 Plancha 905 751 Grada cono 751 RESÚMEN POR OPERARIO
Horas de presencia
Horas de
INC o RD
Avance de
planilla
Horas de presencia
Horas de
INC o RD
Avance de
planilla
Horas de presencia
Horas de
INC o RD
Avance de
planilla
Horas de presencia
Horas de
INC o RD
Avance de
planilla
121784 OPERARIO 1 0 0,0 0 0 0,0 0 0 0,0 0 0,0 0,0 0,0
125612 OPERARIO 2 0 0,0 0 0 0,0 0 0 0,0 0 0,0 0,0 0,0
121829 OPERARIO 3 0 0,0 0 0 0,0 0 0 0,0 0 0,0 0,0 0,0
121787 OPERARIO 4 0 0,0 0 0 0,0 0 0 0,0 0 0,0 0,0 0,0
121876 OPERARIO 5 0 0,0 0 0 0,0 0 0 0,0 0 0,0 0,0 0,0
126471 OPERARIO 6 0 0,0 0 0 0,0 0 0 0,0 0 0,0 0,0 0,0
121850 OPERARIO 7 0 0,0 0 0 0,0 0 0 0,0 0 0,0 0,0 0,0
160330 OPERARIO 8 0 0,0 0 0 0,0 0 0 0,0 0 0,0 0,0 0,0
121798 OPERARIO 9 0 0,0 0 0 0,0 0 64,5 21,0 38,5 64,5 21,0 38,5
122084 OPERARIO 10 0 0,0 0 0 0,0 0 0 0,0 0 0,0 0,0 0,0
125695 OPERARIO 11 0 0,0 0 0 0,0 0 4 0,0 4 4,0 0,0 4,0
160662 OPERARIO 12 0 0,0 0 0 0,0 0 0 0,0 0 0,0 0,0 0,0
122047 OPERARIO 16 0 0,0 0 0 0,0 0 0 0,0 0 0,0 0,0 0,0
Table 5 Sistema de cálculo Excel v1. Entrada de datos
47 Implementación del control de la productividad en una planta de aeroestructuras
47
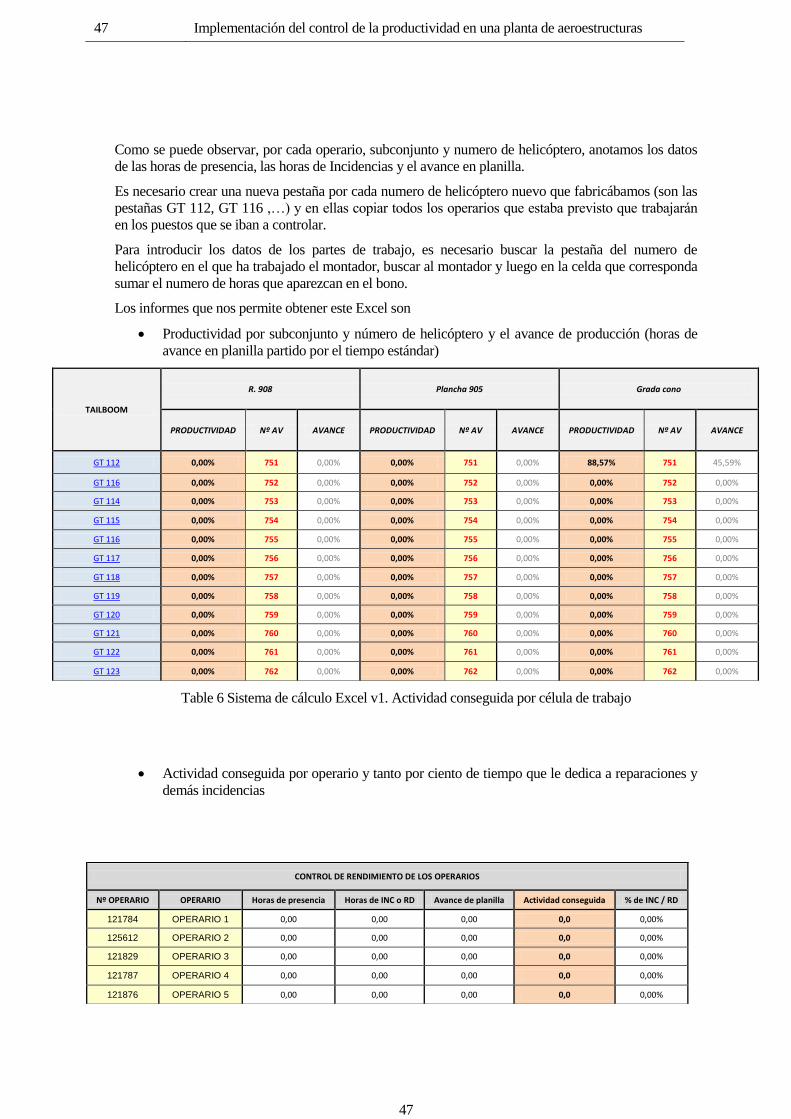
Como se puede observar, por cada operario, subconjunto y numero de helicóptero, anotamos los datos
de las horas de presencia, las horas de Incidencias y el avance en planilla.
Es necesario crear una nueva pestaña por cada numero de helicóptero nuevo que fabricábamos (son las
pestañas GT 112, GT 116 ,…) y en ellas copiar todos los operarios que estaba previsto que trabajarán
en los puestos que se iban a controlar.
Para introducir los datos de los partes de trabajo, es necesario buscar la pestaña del numero de
helicóptero en el que ha trabajado el montador, buscar al montador y luego en la celda que corresponda
sumar el numero de horas que aparezcan en el bono.
Los informes que nos permite obtener este Excel son
Productividad por subconjunto y número de helicóptero y el avance de producción (horas de
avance en planilla partido por el tiempo estándar)
Table 6 Sistema de cálculo Excel v1. Actividad conseguida por célula de trabajo
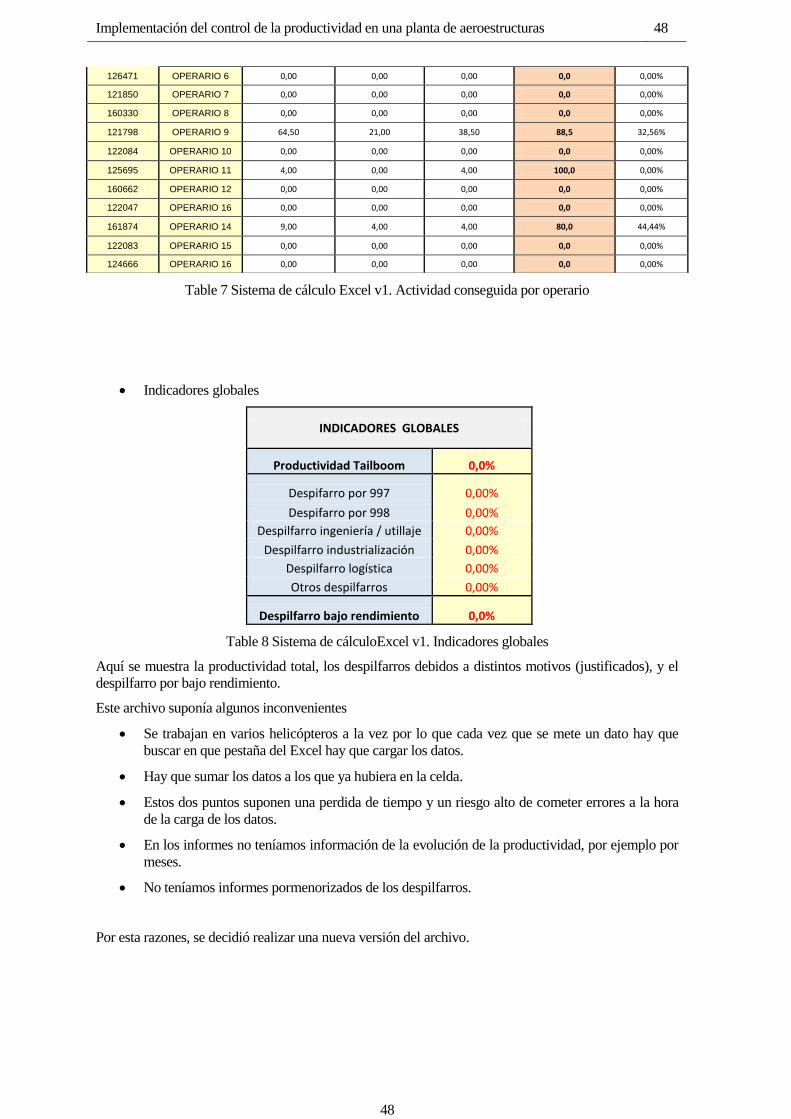
Actividad conseguida por operario y tanto por ciento de tiempo que le dedica a reparaciones y
demás incidencias
TAILBOOM
R. 908 Plancha 905 Grada cono
PRODUCTIVIDAD Nº AV AVANCE PRODUCTIVIDAD Nº AV AVANCE PRODUCTIVIDAD Nº AV AVANCE
GT 112 0,00% 751 0,00% 0,00% 751 0,00% 88,57% 751 45,59%
GT 116 0,00% 752 0,00% 0,00% 752 0,00% 0,00% 752 0,00%
GT 114 0,00% 753 0,00% 0,00% 753 0,00% 0,00% 753 0,00%
GT 115 0,00% 754 0,00% 0,00% 754 0,00% 0,00% 754 0,00%
GT 116 0,00% 755 0,00% 0,00% 755 0,00% 0,00% 755 0,00%
GT 117 0,00% 756 0,00% 0,00% 756 0,00% 0,00% 756 0,00%
GT 118 0,00% 757 0,00% 0,00% 757 0,00% 0,00% 757 0,00%
GT 119 0,00% 758 0,00% 0,00% 758 0,00% 0,00% 758 0,00%
GT 120 0,00% 759 0,00% 0,00% 759 0,00% 0,00% 759 0,00%
GT 121 0,00% 760 0,00% 0,00% 760 0,00% 0,00% 760 0,00%
GT 122 0,00% 761 0,00% 0,00% 761 0,00% 0,00% 761 0,00%
GT 123 0,00% 762 0,00% 0,00% 762 0,00% 0,00% 762 0,00%
CONTROL DE RENDIMIENTO DE LOS OPERARIOS
Nº OPERARIO OPERARIO Horas de presencia Horas de INC o RD Avance de planilla Actividad conseguida % de INC / RD
121784 OPERARIO 1 0,00 0,00 0,00 0,0 0,00%
125612 OPERARIO 2 0,00 0,00 0,00 0,0 0,00%
121829 OPERARIO 3 0,00 0,00 0,00 0,0 0,00%
121787 OPERARIO 4 0,00 0,00 0,00 0,0 0,00%
121876 OPERARIO 5 0,00 0,00 0,00 0,0 0,00%
Implementación del control de la productividad en una planta de aeroestructuras 48
48
Table 7 Sistema de cálculo Excel v1. Actividad conseguida por operario
Indicadores globales
INDICADORES GLOBALES
Productividad Tailboom 0,0%
Despifarro por 997 0,00%
Despifarro por 998 0,00%
Despilfarro ingeniería / utillaje 0,00%
Despilfarro industrialización 0,00%
Despilfarro logística 0,00%
Otros despilfarros 0,00%
Despilfarro bajo rendimiento 0,0%
Table 8 Sistema de cálculoExcel v1. Indicadores globales
Aquí se muestra la productividad total, los despilfarros debidos a distintos motivos (justificados), y el
despilfarro por bajo rendimiento.
Este archivo suponía algunos inconvenientes
Se trabajan en varios helicópteros a la vez por lo que cada vez que se mete un dato hay que
buscar en que pestaña del Excel hay que cargar los datos.
Hay que sumar los datos a los que ya hubiera en la celda.
Estos dos puntos suponen una perdida de tiempo y un riesgo alto de cometer errores a la hora
de la carga de los datos.
En los informes no teníamos información de la evolución de la productividad, por ejemplo por
meses.
No teníamos informes pormenorizados de los despilfarros.
Por esta razones, se decidió realizar una nueva versión del archivo.
126471 OPERARIO 6 0,00 0,00 0,00 0,0 0,00%
121850 OPERARIO 7 0,00 0,00 0,00 0,0 0,00%
160330 OPERARIO 8 0,00 0,00 0,00 0,0 0,00%
121798 OPERARIO 9 64,50 21,00 38,50 88,5 32,56%
122084 OPERARIO 10 0,00 0,00 0,00 0,0 0,00%
125695 OPERARIO 11 4,00 0,00 4,00 100,0 0,00%
160662 OPERARIO 12 0,00 0,00 0,00 0,0 0,00%
122047 OPERARIO 16 0,00 0,00 0,00 0,0 0,00%
161874 OPERARIO 14 9,00 4,00 4,00 80,0 44,44%
122083 OPERARIO 15 0,00 0,00 0,00 0,0 0,00%
124666 OPERARIO 16 0,00 0,00 0,00 0,0 0,00%
49 Implementación del control de la productividad en una planta de aeroestructuras
49
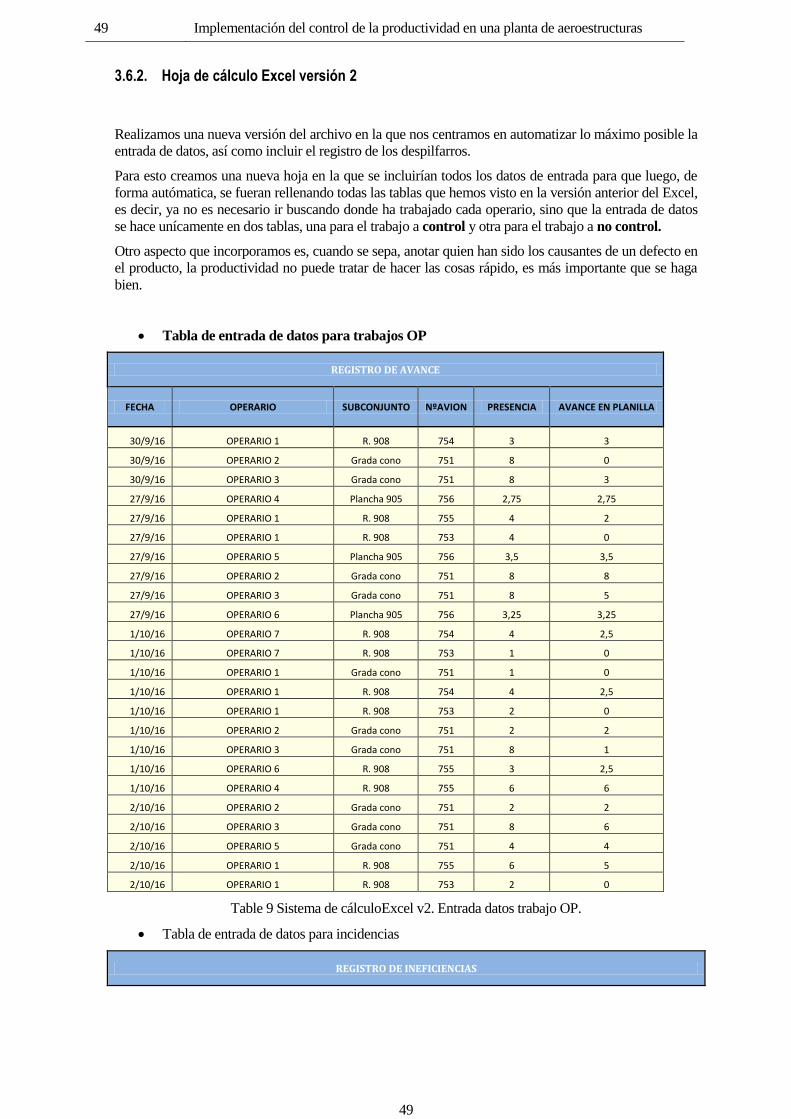
3.6.2. Hoja de cálculo Excel versión 2
Realizamos una nueva versión del archivo en la que nos centramos en automatizar lo máximo posible la
entrada de datos, así como incluir el registro de los despilfarros.
Para esto creamos una nueva hoja en la que se incluirían todos los datos de entrada para que luego, de
forma autómatica, se fueran rellenando todas las tablas que hemos visto en la versión anterior del Excel,
es decir, ya no es necesario ir buscando donde ha trabajado cada operario, sino que la entrada de datos
se hace unícamente en dos tablas, una para el trabajo a control y otra para el trabajo a no control.
Otro aspecto que incorporamos es, cuando se sepa, anotar quien han sido los causantes de un defecto en
el producto, la productividad no puede tratar de hacer las cosas rápido, es más importante que se haga
bien.
Tabla de entrada de datos para trabajos OP
REGISTRO DE AVANCE
FECHA OPERARIO SUBCONJUNTO NºAVION PRESENCIA AVANCE EN PLANILLA
30/9/16 OPERARIO 1 R. 908 754 3 3
30/9/16 OPERARIO 2 Grada cono 751 8 0
30/9/16 OPERARIO 3 Grada cono 751 8 3
27/9/16 OPERARIO 4 Plancha 905 756 2,75 2,75
27/9/16 OPERARIO 1 R. 908 755 4 2
27/9/16 OPERARIO 1 R. 908 753 4 0
27/9/16 OPERARIO 5 Plancha 905 756 3,5 3,5
27/9/16 OPERARIO 2 Grada cono 751 8 8
27/9/16 OPERARIO 3 Grada cono 751 8 5
27/9/16 OPERARIO 6 Plancha 905 756 3,25 3,25
1/10/16 OPERARIO 7 R. 908 754 4 2,5
1/10/16 OPERARIO 7 R. 908 753 1 0
1/10/16 OPERARIO 1 Grada cono 751 1 0
1/10/16 OPERARIO 1 R. 908 754 4 2,5
1/10/16 OPERARIO 1 R. 908 753 2 0
1/10/16 OPERARIO 2 Grada cono 751 2 2
1/10/16 OPERARIO 3 Grada cono 751 8 1
1/10/16 OPERARIO 6 R. 908 755 3 2,5
1/10/16 OPERARIO 4 R. 908 755 6 6
2/10/16 OPERARIO 2 Grada cono 751 2 2
2/10/16 OPERARIO 3 Grada cono 751 8 6
2/10/16 OPERARIO 5 Grada cono 751 4 4
2/10/16 OPERARIO 1 R. 908 755 6 5
2/10/16 OPERARIO 1 R. 908 753 2 0
Table 9 Sistema de cálculoExcel v2. Entrada datos trabajo OP.
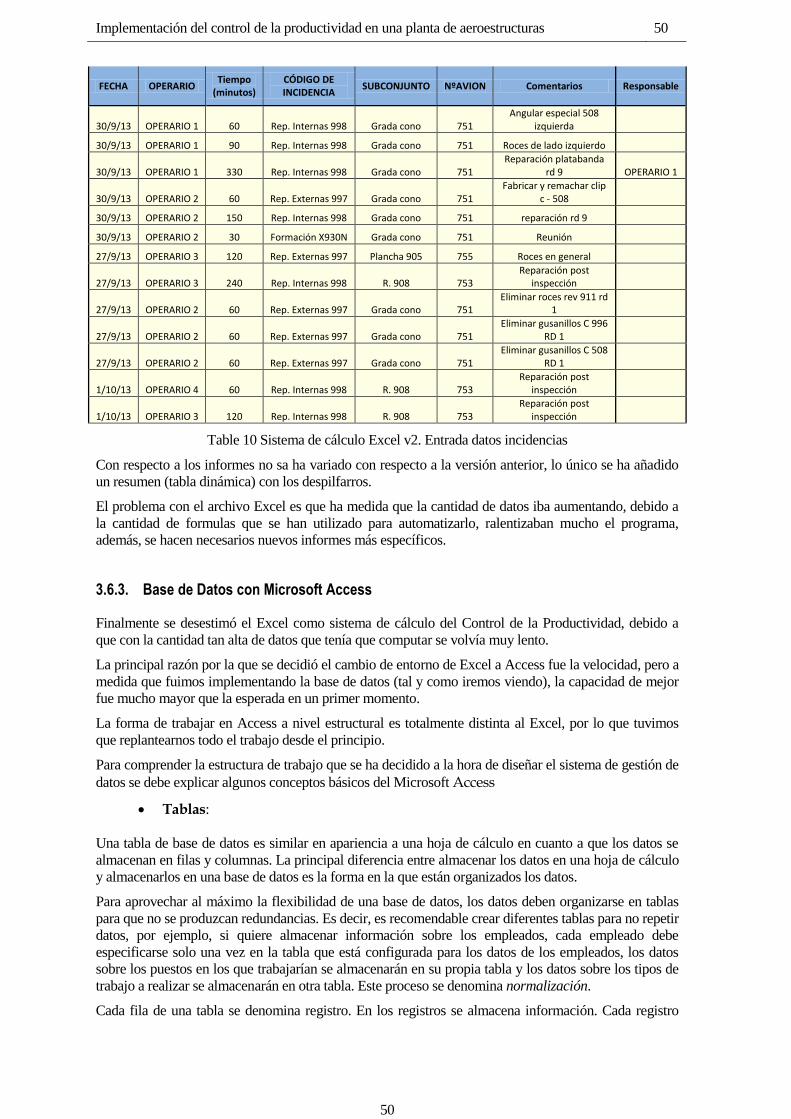
Tabla de entrada de datos para incidencias
REGISTRO DE INEFICIENCIAS
Implementación del control de la productividad en una planta de aeroestructuras 50
50
FECHA OPERARIO Tiempo
(minutos) CÓDIGO DE INCIDENCIA
SUBCONJUNTO NºAVION Comentarios Responsable
30/9/13 OPERARIO 1 60 Rep. Internas 998 Grada cono 751 Angular especial 508
izquierda
30/9/13 OPERARIO 1 90 Rep. Internas 998 Grada cono 751 Roces de lado izquierdo
30/9/13 OPERARIO 1 330 Rep. Internas 998 Grada cono 751 Reparación platabanda
rd 9 OPERARIO 1
30/9/13 OPERARIO 2 60 Rep. Externas 997 Grada cono 751 Fabricar y remachar clip
c - 508
30/9/13 OPERARIO 2 150 Rep. Internas 998 Grada cono 751 reparación rd 9
30/9/13 OPERARIO 2 30 Formación X930N Grada cono 751 Reunión
27/9/13 OPERARIO 3 120 Rep. Externas 997 Plancha 905 755 Roces en general
27/9/13 OPERARIO 3 240 Rep. Internas 998 R. 908 753 Reparación post
inspección
27/9/13 OPERARIO 2 60 Rep. Externas 997 Grada cono 751 Eliminar roces rev 911 rd
1
27/9/13 OPERARIO 2 60 Rep. Externas 997 Grada cono 751 Eliminar gusanillos C 996
RD 1
27/9/13 OPERARIO 2 60 Rep. Externas 997 Grada cono 751 Eliminar gusanillos C 508
RD 1
1/10/13 OPERARIO 4 60 Rep. Internas 998 R. 908 753 Reparación post
inspección
1/10/13 OPERARIO 3 120 Rep. Internas 998 R. 908 753 Reparación post
inspección
Table 10 Sistema de cálculo Excel v2. Entrada datos incidencias
Con respecto a los informes no sa ha variado con respecto a la versión anterior, lo único se ha añadido
un resumen (tabla dinámica) con los despilfarros.
El problema con el archivo Excel es que ha medida que la cantidad de datos iba aumentando, debido a
la cantidad de formulas que se han utilizado para automatizarlo, ralentizaban mucho el programa,
además, se hacen necesarios nuevos informes más específicos.
3.6.3. Base de Datos con Microsoft Access
Finalmente se desestimó el Excel como sistema de cálculo del Control de la Productividad, debido a
que con la cantidad tan alta de datos que tenía que computar se volvía muy lento.
La principal razón por la que se decidió el cambio de entorno de Excel a Access fue la velocidad, pero a
medida que fuimos implementando la base de datos (tal y como iremos viendo), la capacidad de mejor
fue mucho mayor que la esperada en un primer momento.
La forma de trabajar en Access a nivel estructural es totalmente distinta al Excel, por lo que tuvimos
que replantearnos todo el trabajo desde el principio.
Para comprender la estructura de trabajo que se ha decidido a la hora de diseñar el sistema de gestión de
datos se debe explicar algunos conceptos básicos del Microsoft Access
Tablas:
Una tabla de base de datos es similar en apariencia a una hoja de cálculo en cuanto a que los datos se
almacenan en filas y columnas. La principal diferencia entre almacenar los datos en una hoja de cálculo
y almacenarlos en una base de datos es la forma en la que están organizados los datos.
Para aprovechar al máximo la flexibilidad de una base de datos, los datos deben organizarse en tablas
para que no se produzcan redundancias. Es decir, es recomendable crear diferentes tablas para no repetir
datos, por ejemplo, si quiere almacenar información sobre los empleados, cada empleado debe
especificarse solo una vez en la tabla que está configurada para los datos de los empleados, los datos
sobre los puestos en los que trabajarían se almacenarán en su propia tabla y los datos sobre los tipos de
trabajo a realizar se almacenarán en otra tabla. Este proceso se denomina normalización.
Cada fila de una tabla se denomina registro. En los registros se almacena información. Cada registro
51 Implementación del control de la productividad en una planta de aeroestructuras
51
está formado por uno o varios campos. Los campos equivalen a las columnas de la tabla.
Cada registro lleva asociado un campo autonumérico con el fin de que no haya registros duplicados
(normalmente llamaremos a este campo ID)
Con estas consideraciones se crearon las siguientes tablas
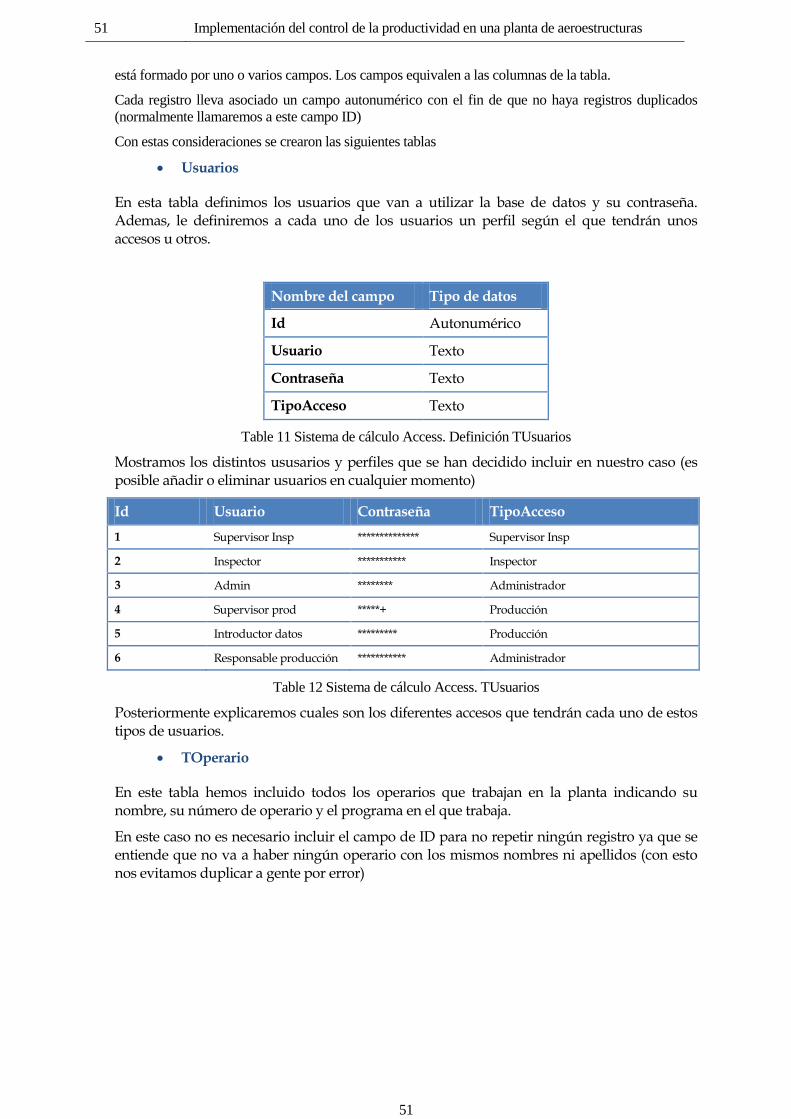
Usuarios
En esta tabla definimos los usuarios que van a utilizar la base de datos y su contraseña. Ademas, le definiremos a cada uno de los usuarios un perfil según el que tendrán unos accesos u otros.
Nombre del campo Tipo de datos
Id Autonumérico
Usuario Texto
Contraseña Texto
TipoAcceso Texto
Table 11 Sistema de cálculo Access. Definición TUsuarios
Mostramos los distintos ususarios y perfiles que se han decidido incluir en nuestro caso (es posible añadir o eliminar usuarios en cualquier momento)
Id Usuario Contraseña TipoAcceso
1 Supervisor Insp ************** Supervisor Insp
2 Inspector *********** Inspector
3 Admin ******** Administrador
4 Supervisor prod *****+ Producción
5 Introductor datos ********* Producción
6 Responsable producción *********** Administrador
Table 12 Sistema de cálculo Access. TUsuarios
Posteriormente explicaremos cuales son los diferentes accesos que tendrán cada uno de estos tipos de usuarios.
TOperario
En este tabla hemos incluido todos los operarios que trabajan en la planta indicando su nombre, su número de operario y el programa en el que trabaja.
En este caso no es necesario incluir el campo de ID para no repetir ningún registro ya que se entiende que no va a haber ningún operario con los mismos nombres ni apellidos (con esto nos evitamos duplicar a gente por error)
Implementación del control de la productividad en una planta de aeroestructuras 52
52
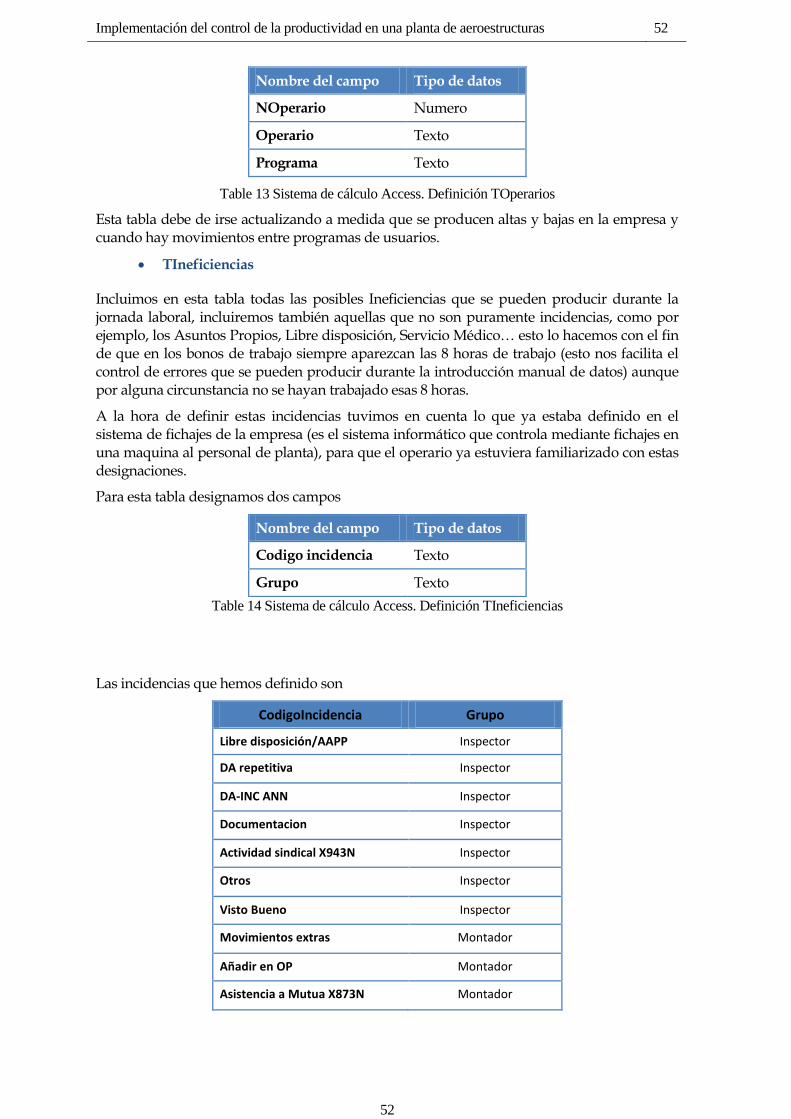
Nombre del campo Tipo de datos
NOperario Numero
Operario Texto
Programa Texto
Table 13 Sistema de cálculo Access. Definición TOperarios
Esta tabla debe de irse actualizando a medida que se producen altas y bajas en la empresa y cuando hay movimientos entre programas de usuarios.
TIneficiencias
Incluimos en esta tabla todas las posibles Ineficiencias que se pueden producir durante la jornada laboral, incluiremos también aquellas que no son puramente incidencias, como por ejemplo, los Asuntos Propios, Libre disposición, Servicio Médico… esto lo hacemos con el fin de que en los bonos de trabajo siempre aparezcan las 8 horas de trabajo (esto nos facilita el control de errores que se pueden producir durante la introducción manual de datos) aunque por alguna circunstancia no se hayan trabajado esas 8 horas.
A la hora de definir estas incidencias tuvimos en cuenta lo que ya estaba definido en el sistema de fichajes de la empresa (es el sistema informático que controla mediante fichajes en una maquina al personal de planta), para que el operario ya estuviera familiarizado con estas designaciones.
Para esta tabla designamos dos campos
Table 14 Sistema de cálculo Access. Definición TIneficiencias
Las incidencias que hemos definido son
CodigoIncidencia Grupo
Libre disposición/AAPP Inspector
DA repetitiva Inspector
DA-INC ANN Inspector
Documentacion Inspector
Actividad sindical X943N Inspector
Otros Inspector
Visto Bueno Inspector
Movimientos extras Montador
Añadir en OP Montador
Asistencia a Mutua X873N Montador
Nombre del campo Tipo de datos
Codigo incidencia Texto
Grupo Texto
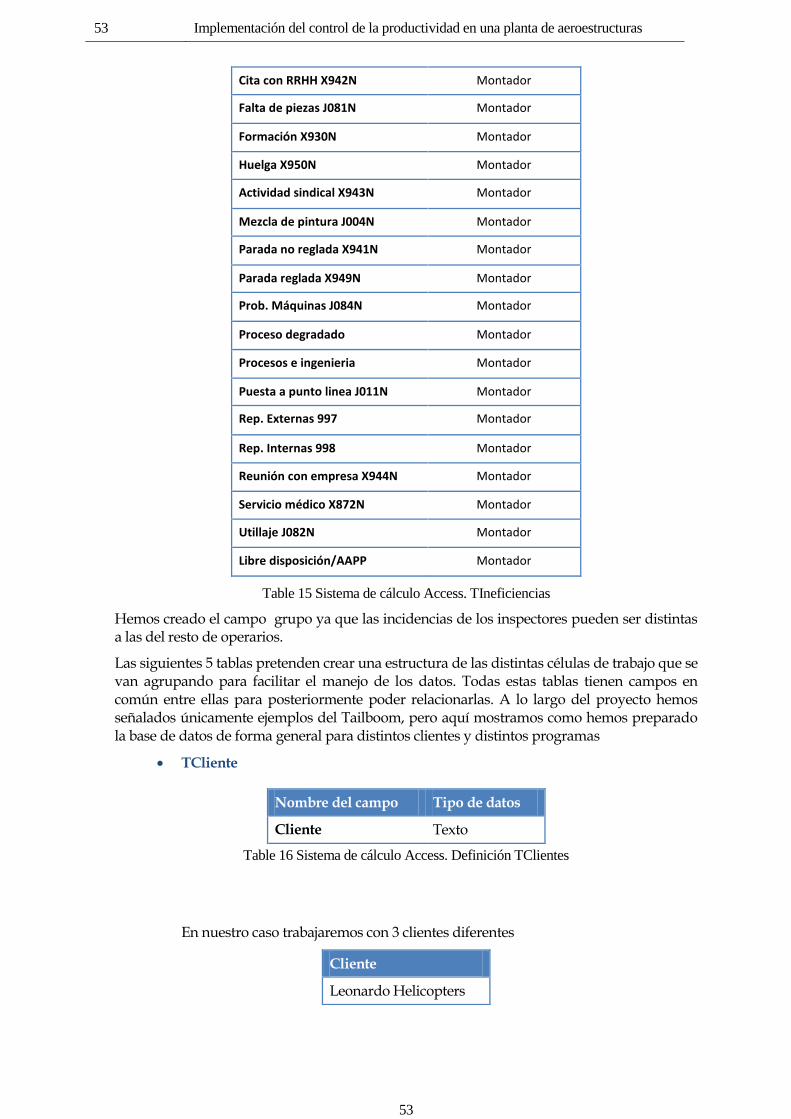
53 Implementación del control de la productividad en una planta de aeroestructuras
53
Cita con RRHH X942N Montador
Falta de piezas J081N Montador
Formación X930N Montador
Huelga X950N Montador
Actividad sindical X943N Montador
Mezcla de pintura J004N Montador
Parada no reglada X941N Montador
Parada reglada X949N Montador
Prob. Máquinas J084N Montador
Proceso degradado Montador
Procesos e ingenieria Montador
Puesta a punto linea J011N Montador
Rep. Externas 997 Montador
Rep. Internas 998 Montador
Reunión con empresa X944N Montador
Servicio médico X872N Montador
Utillaje J082N Montador
Libre disposición/AAPP Montador
Table 15 Sistema de cálculo Access. TIneficiencias
Hemos creado el campo grupo ya que las incidencias de los inspectores pueden ser distintas a las del resto de operarios.
Las siguientes 5 tablas pretenden crear una estructura de las distintas células de trabajo que se van agrupando para facilitar el manejo de los datos. Todas estas tablas tienen campos en común entre ellas para posteriormente poder relacionarlas. A lo largo del proyecto hemos señalados únicamente ejemplos del Tailboom, pero aquí mostramos como hemos preparado la base de datos de forma general para distintos clientes y distintos programas
TCliente
Table 16 Sistema de cálculo Access. Definición TClientes
En nuestro caso trabajaremos con 3 clientes diferentes
Nombre del campo Tipo de datos
Cliente Texto
Cliente
Leonardo Helicopters
Implementación del control de la productividad en una planta de aeroestructuras 54
54
Table 17 Sistema de cálculo Access. TClientes
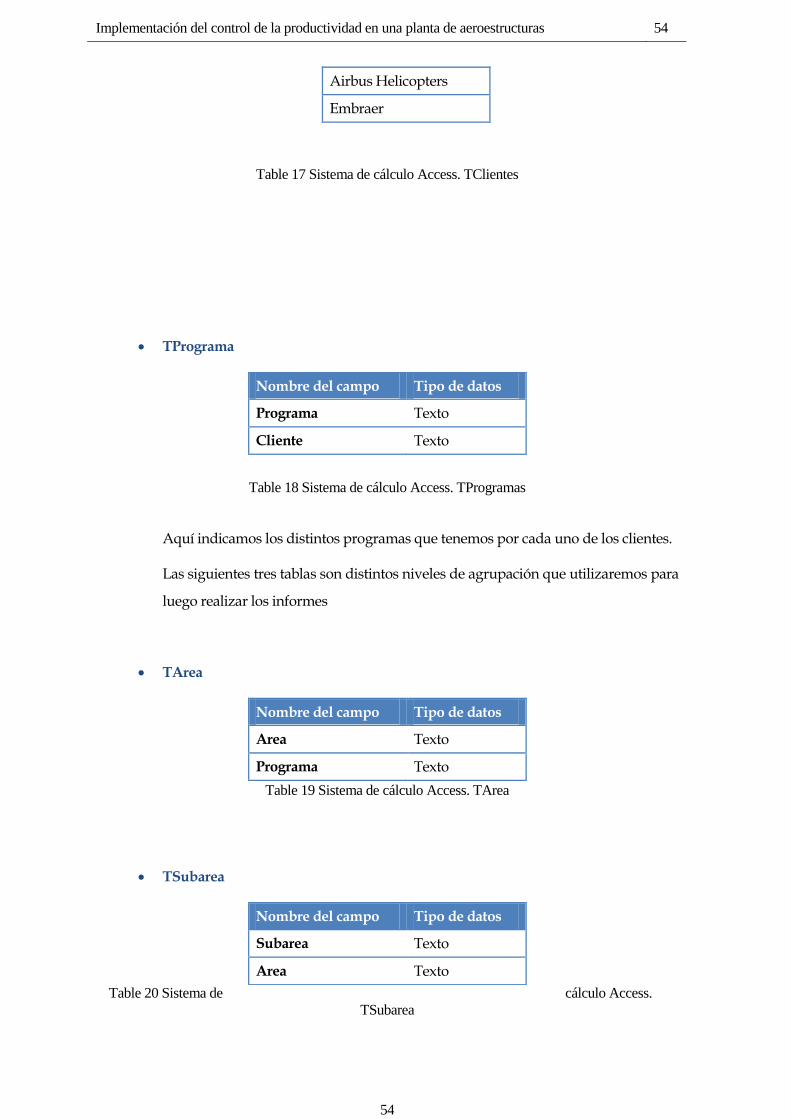
TPrograma
Table 18 Sistema de cálculo Access. TProgramas
Aquí indicamos los distintos programas que tenemos por cada uno de los clientes.
Las siguientes tres tablas son distintos niveles de agrupación que utilizaremos para
luego realizar los informes
TArea
Table 19 Sistema de cálculo Access. TArea
TSubarea
Table 20 Sistema de cálculo Access.
TSubarea
Airbus Helicopters
Embraer
Nombre del campo Tipo de datos
Programa Texto
Cliente Texto
Nombre del campo Tipo de datos
Area Texto
Programa Texto
Nombre del campo Tipo de datos
Subarea Texto
Area Texto
55 Implementación del control de la productividad en una planta de aeroestructuras
55
TCelula
Table 21 Sistema de cálculo Access. TCelula
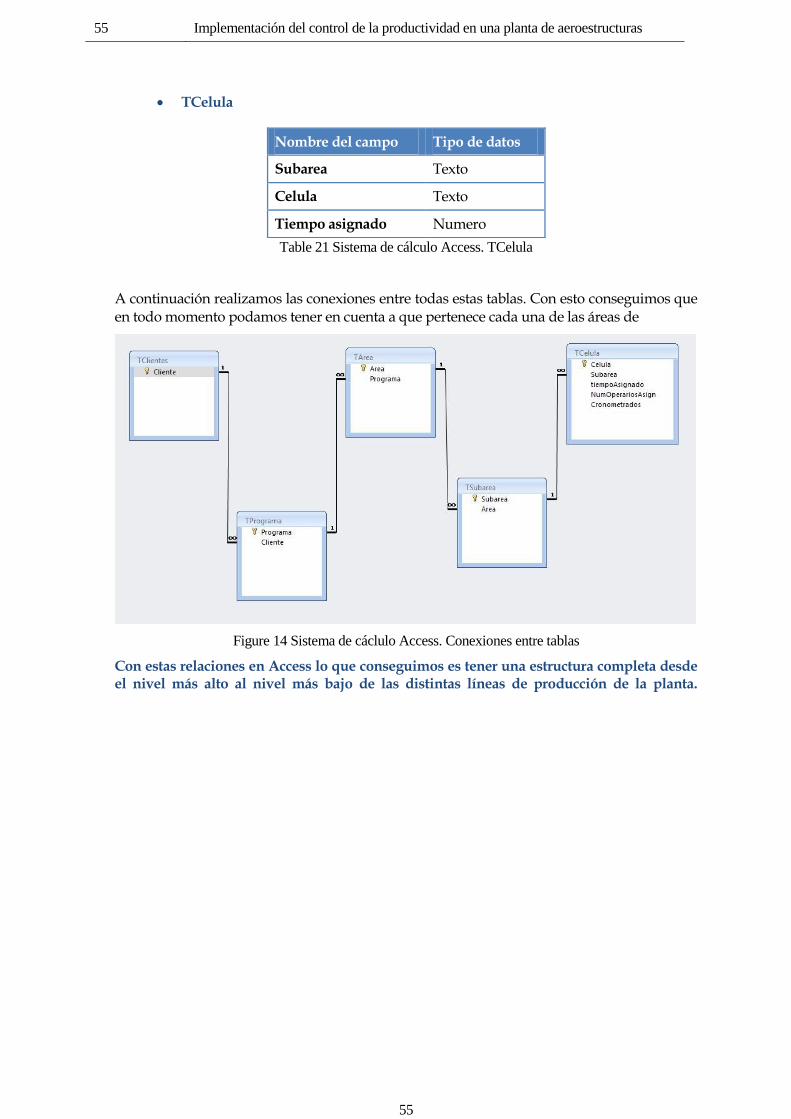
A continuación realizamos las conexiones entre todas estas tablas. Con esto conseguimos que en todo momento podamos tener en cuenta a que pertenece cada una de las áreas de
Figure 14 Sistema de cáclulo Access. Conexiones entre tablas
Con estas relaciones en Access lo que conseguimos es tener una estructura completa desde el nivel más alto al nivel más bajo de las distintas líneas de producción de la planta.
Nombre del campo Tipo de datos
Subarea Texto
Celula Texto
Tiempo asignado Numero
Implementación del control de la productividad en una planta de aeroestructuras 56
56
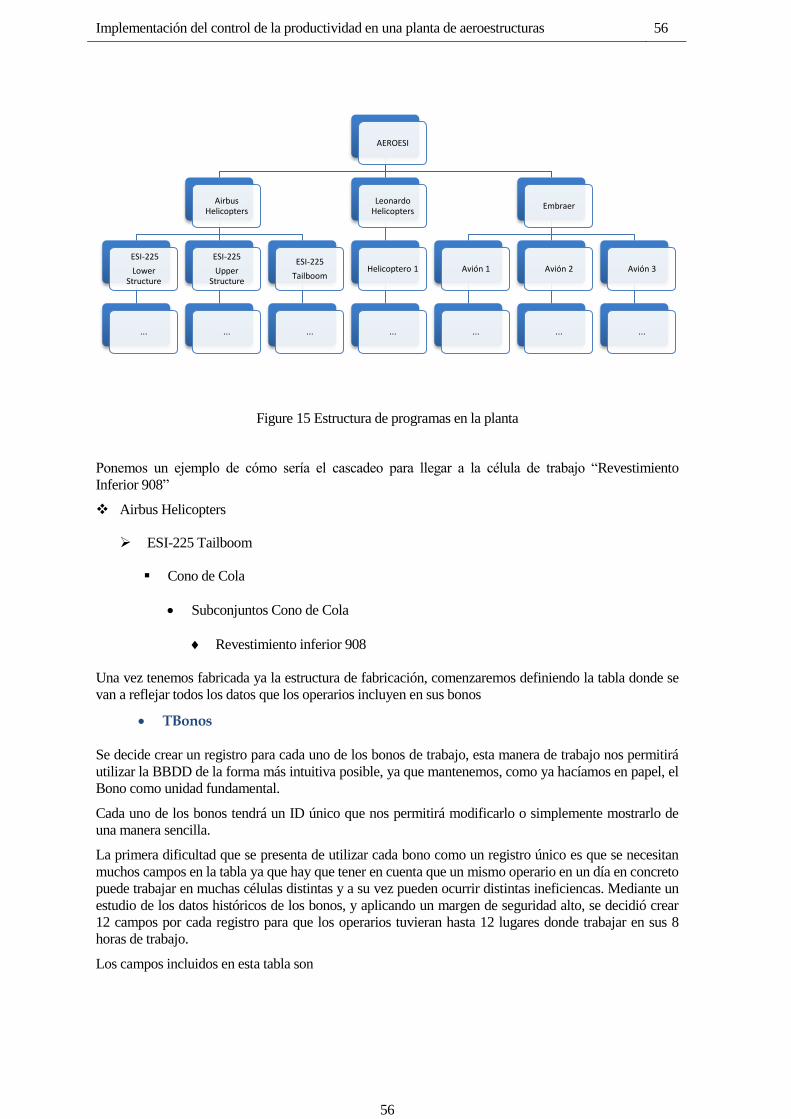
Figure 15 Estructura de programas en la planta
Ponemos un ejemplo de cómo sería el cascadeo para llegar a la célula de trabajo “Revestimiento
Inferior 908”
Airbus Helicopters
ESI-225 Tailboom
Cono de Cola
Subconjuntos Cono de Cola
Revestimiento inferior 908
Una vez tenemos fabricada ya la estructura de fabricación, comenzaremos definiendo la tabla donde se
van a reflejar todos los datos que los operarios incluyen en sus bonos
TBonos
Se decide crear un registro para cada uno de los bonos de trabajo, esta manera de trabajo nos permitirá
utilizar la BBDD de la forma más intuitiva posible, ya que mantenemos, como ya hacíamos en papel, el
Bono como unidad fundamental.
Cada uno de los bonos tendrá un ID único que nos permitirá modificarlo o simplemente mostrarlo de
una manera sencilla.
La primera dificultad que se presenta de utilizar cada bono como un registro único es que se necesitan
muchos campos en la tabla ya que hay que tener en cuenta que un mismo operario en un día en concreto
puede trabajar en muchas células distintas y a su vez pueden ocurrir distintas ineficiencas. Mediante un
estudio de los datos históricos de los bonos, y aplicando un margen de seguridad alto, se decidió crear
12 campos por cada registro para que los operarios tuvieran hasta 12 lugares donde trabajar en sus 8
horas de trabajo.
Los campos incluidos en esta tabla son
AEROESI
Airbus Helicopters
ESI-225
Lower Structure
...
ESI-225
Upper Structure
...
ESI-225
Tailboom
...
Leonardo Helicopters
Helicoptero 1
...
Embraer
Avión 1
...
Avión 2
...
Avión 3
...
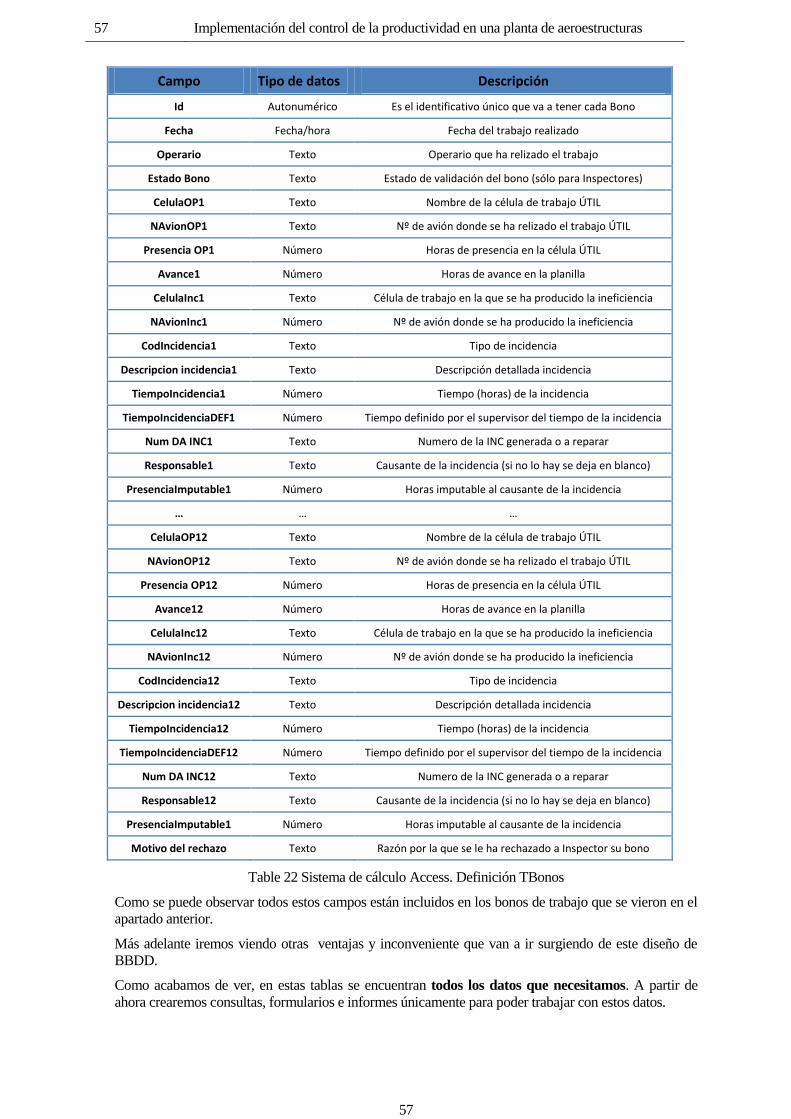
57 Implementación del control de la productividad en una planta de aeroestructuras
57
Campo Tipo de datos Descripción
Id Autonumérico Es el identificativo único que va a tener cada Bono
Fecha Fecha/hora Fecha del trabajo realizado
Operario Texto Operario que ha relizado el trabajo
Estado Bono Texto Estado de validación del bono (sólo para Inspectores)
CelulaOP1 Texto Nombre de la célula de trabajo ÚTIL
NAvionOP1 Texto Nº de avión donde se ha relizado el trabajo ÚTIL
Presencia OP1 Número Horas de presencia en la célula ÚTIL
Avance1 Número Horas de avance en la planilla
CelulaInc1 Texto Célula de trabajo en la que se ha producido la ineficiencia
NAvionInc1 Número Nº de avión donde se ha producido la ineficiencia
CodIncidencia1 Texto Tipo de incidencia
Descripcion incidencia1 Texto Descripción detallada incidencia
TiempoIncidencia1 Número Tiempo (horas) de la incidencia
TiempoIncidenciaDEF1 Número Tiempo definido por el supervisor del tiempo de la incidencia
Num DA INC1 Texto Numero de la INC generada o a reparar
Responsable1 Texto Causante de la incidencia (si no lo hay se deja en blanco)
PresenciaImputable1 Número Horas imputable al causante de la incidencia
… … …
CelulaOP12 Texto Nombre de la célula de trabajo ÚTIL
NAvionOP12 Texto Nº de avión donde se ha relizado el trabajo ÚTIL
Presencia OP12 Número Horas de presencia en la célula ÚTIL
Avance12 Número Horas de avance en la planilla
CelulaInc12 Texto Célula de trabajo en la que se ha producido la ineficiencia
NAvionInc12 Número Nº de avión donde se ha producido la ineficiencia
CodIncidencia12 Texto Tipo de incidencia
Descripcion incidencia12 Texto Descripción detallada incidencia
TiempoIncidencia12 Número Tiempo (horas) de la incidencia
TiempoIncidenciaDEF12 Número Tiempo definido por el supervisor del tiempo de la incidencia
Num DA INC12 Texto Numero de la INC generada o a reparar
Responsable12 Texto Causante de la incidencia (si no lo hay se deja en blanco)
PresenciaImputable1 Número Horas imputable al causante de la incidencia
Motivo del rechazo Texto Razón por la que se le ha rechazado a Inspector su bono
Table 22 Sistema de cálculo Access. Definición TBonos
Como se puede observar todos estos campos están incluidos en los bonos de trabajo que se vieron en el
apartado anterior.
Más adelante iremos viendo otras ventajas y inconveniente que van a ir surgiendo de este diseño de
BBDD.
Como acabamos de ver, en estas tablas se encuentran todos los datos que necesitamos. A partir de
ahora crearemos consultas, formularios e informes únicamente para poder trabajar con estos datos.
Implementación del control de la productividad en una planta de aeroestructuras 58
58
Consultas
Las consultas pueden realizar diversas funciones en una base de datos. La función más común es
recuperar datos específicos de las tablas. Los datos que quiere ver generalmente están distribuidos en
varias tablas y las consultas le permiten verlos en una única hoja de datos. Además, debido a que
muchas veces no quiere ver todos los registros a la vez, las consultas le permiten agregar criterios para
"filtrar" los datos y obtener solo los registros que quiere.
Ciertas consultas son "actualizables", es decir, puede modificar los datos de las tablas subyacentes
mediante la hoja de datos de la consulta.
Hay dos variedades básicas de consultas: consultas de selección y consultas de acciones.
Una consulta de selección simplemente recupera los datos y los pone a disposición para su
uso. Puede ver los resultados de la consulta en la pantalla, imprimirlos o copiarlos al
portapapeles. O bien, puede usar el resultado de la consulta como un origen de registro para
un formulario o un informe.
Una consulta de acción, tal como el nombre lo indica, realiza una tarea con los datos. Las
consultas de acción se pueden usar para crear tablas nuevas, agregar datos a las tablas
existentes, o actualizar o eliminar datos.
CBonos
La primera consulta pretende recolocar los datos de la tabla TBonos para que se simplifiquen
posteriormente los cálculos que se van a requerir.
Recordamos que la tabla TBonos tiene un registro con cada uno de los “Bonos de trabajo”, es
decir, para cada montador y cada día hay un registro en el que el operario a podido trabajar en
muchos sitios diferentes (hemos incluido campos para que se puedan trabajar hasta en 12 células).
Esto implica que existen muchos campos distintos en los que se indican las horas de trabajo, las
células, el tipo de trabajo… Trabajar con estos datos complica mucho la programación de los
cálculos.
Lo que se consigue con esta consulta es crear un registro de consulta nuevo por cada uno de los
lugares donde a trabajado el operario en cuestión por lo que, en esta consulta ya sólo existiría un
solo campo de Celula, Presencia, Avance, Tiempo Incidencia, …
El código VBA que permite realizar esta transformación es
SELECT TBonos.Fecha, TBonos.Operario, TBonos.[Estado Bono], TBonos.CelulaOP1 AS [CELULA], TBonos.NAvionOP1 AS [NAvion], TBonos.[Presencia OP1] AS [PRESENCIA], TBonos.Avance1 AS [AVANCE], 0 AS [Tiempo Incidencia], 0 AS [T Incidencia Definido], "OP" AS [Codigo Incidencia], "" AS [Descripcion Incidencia], "" AS [Numero DA], "" AS [Responsable]
FROM TBonos
WHERE (((TBonos.CelulaOP1) Not Like ""));
UNION ALL
SELECT TBonos.Fecha, TBonos.Operario, TBonos.[Estado Bono], TBonos.CelulaInc1, TBonos.NAvionInc1, 0 AS [Presencia OP], 0 AS Avance, TBonos.TiempoIncidencia1, TBonos.TiempoIncidenciaDEF1, TBonos.CodIncidencia1, TBonos.[Descripcion incidencia1], TBonos.[Num DA INC1], TBonos.Responsable1
FROM TBonos
WHERE (((TBonos.CelulaInc1) Not Like ""));
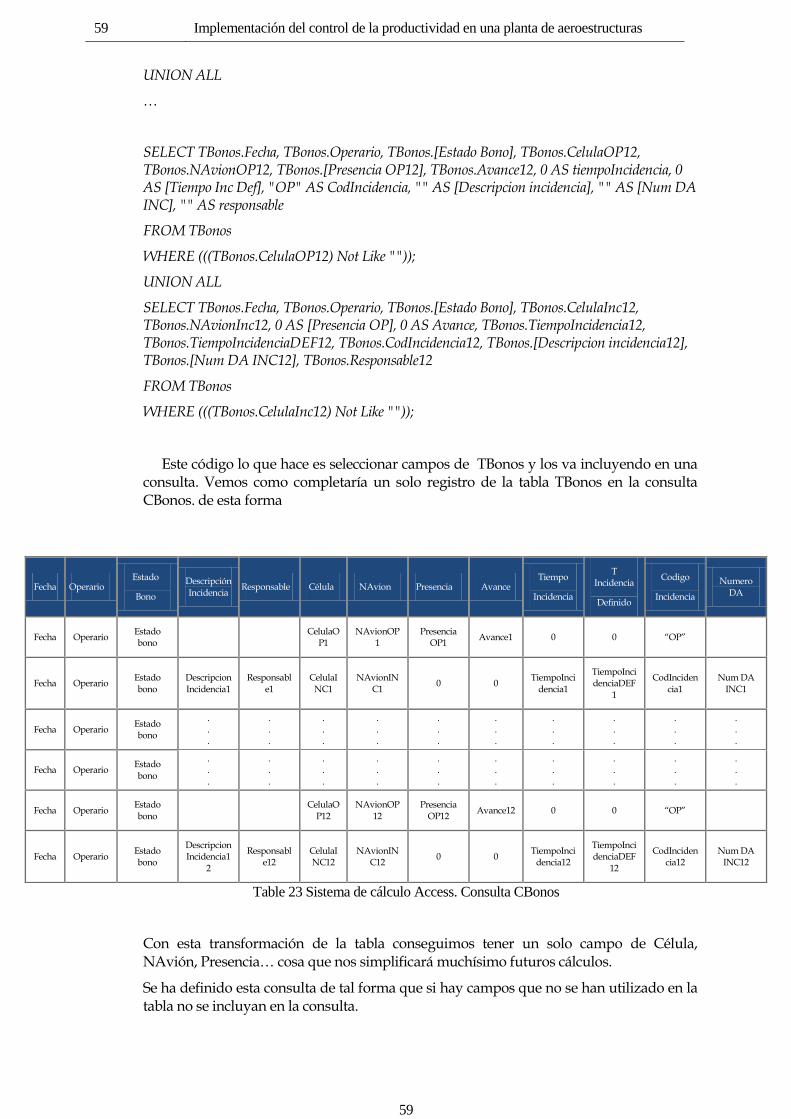
59 Implementación del control de la productividad en una planta de aeroestructuras
59
UNION ALL
…
SELECT TBonos.Fecha, TBonos.Operario, TBonos.[Estado Bono], TBonos.CelulaOP12, TBonos.NAvionOP12, TBonos.[Presencia OP12], TBonos.Avance12, 0 AS tiempoIncidencia, 0 AS [Tiempo Inc Def], "OP" AS CodIncidencia, "" AS [Descripcion incidencia], "" AS [Num DA INC], "" AS responsable
FROM TBonos
WHERE (((TBonos.CelulaOP12) Not Like ""));
UNION ALL
SELECT TBonos.Fecha, TBonos.Operario, TBonos.[Estado Bono], TBonos.CelulaInc12, TBonos.NAvionInc12, 0 AS [Presencia OP], 0 AS Avance, TBonos.TiempoIncidencia12, TBonos.TiempoIncidenciaDEF12, TBonos.CodIncidencia12, TBonos.[Descripcion incidencia12], TBonos.[Num DA INC12], TBonos.Responsable12
FROM TBonos
WHERE (((TBonos.CelulaInc12) Not Like ""));
Este código lo que hace es seleccionar campos de TBonos y los va incluyendo en una consulta. Vemos como completaría un solo registro de la tabla TBonos en la consulta CBonos. de esta forma
Table 23 Sistema de cálculo Access. Consulta CBonos
Con esta transformación de la tabla conseguimos tener un solo campo de Célula, NAvión, Presencia… cosa que nos simplificará muchísimo futuros cálculos.
Se ha definido esta consulta de tal forma que si hay campos que no se han utilizado en la tabla no se incluyan en la consulta.
Fecha Operario Estado
Bono
Descripción Incidencia
Responsable Célula NAvion Presencia Avance Tiempo
Incidencia
T Incidencia
Definido
Codigo
Incidencia
Numero DA
Fecha Operario Estado bono
CelulaO
P1 NAvionOP
1 Presencia
OP1 Avance1 0 0 “OP”
Fecha Operario Estado bono
Descripcion Incidencia1
Responsable1
CelulaINC1
NAvionINC1
0 0 TiempoInci
dencia1
TiempoIncidenciaDEF
1
CodIncidencia1
Num DA INC1
Fecha Operario Estado bono
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
Fecha Operario Estado bono
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
Fecha Operario Estado bono
CelulaO
P12 NAvionOP
12 Presencia
OP12 Avance12 0 0 “OP”
Fecha Operario Estado bono
Descripcion Incidencia1
2
Responsable12
CelulaINC12
NAvionINC12
0 0 TiempoInci
dencia12
TiempoIncidenciaDEF
12
CodIncidencia12
Num DA INC12
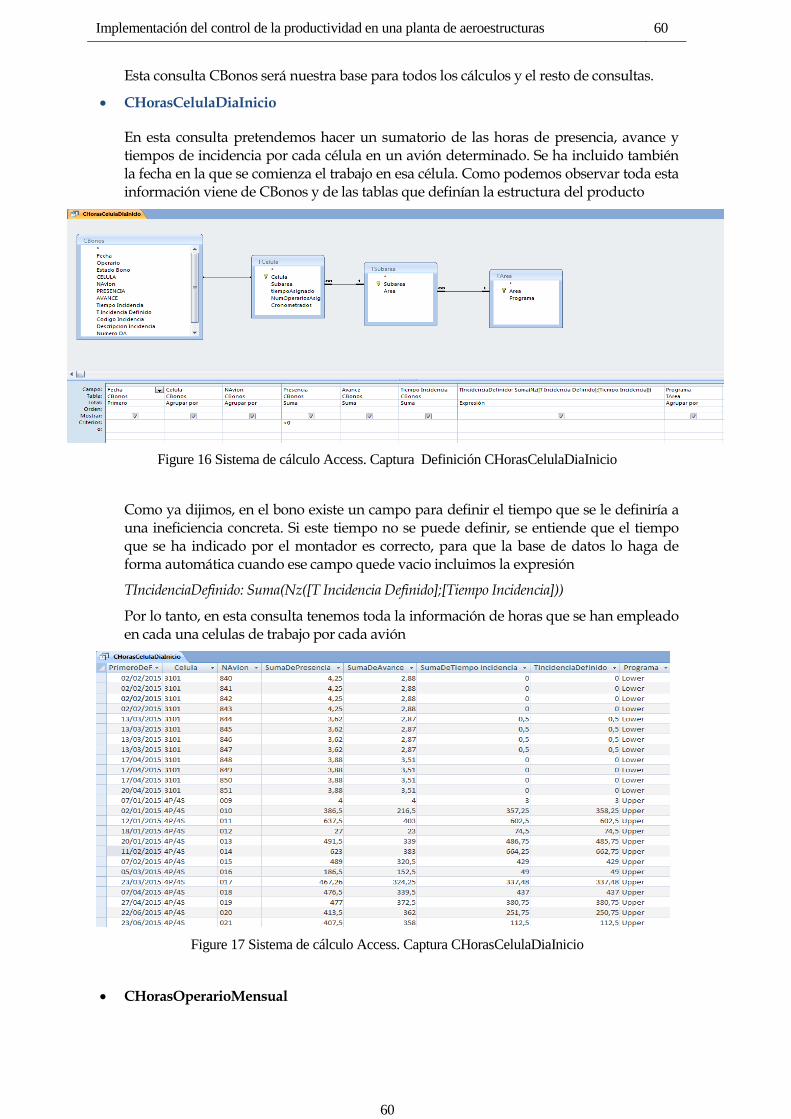
Implementación del control de la productividad en una planta de aeroestructuras 60
60
Esta consulta CBonos será nuestra base para todos los cálculos y el resto de consultas.
CHorasCelulaDiaInicio
En esta consulta pretendemos hacer un sumatorio de las horas de presencia, avance y tiempos de incidencia por cada célula en un avión determinado. Se ha incluido también la fecha en la que se comienza el trabajo en esa célula. Como podemos observar toda esta información viene de CBonos y de las tablas que definían la estructura del producto
Figure 16 Sistema de cálculo Access. Captura Definición CHorasCelulaDiaInicio
Como ya dijimos, en el bono existe un campo para definir el tiempo que se le definiría a una ineficiencia concreta. Si este tiempo no se puede definir, se entiende que el tiempo que se ha indicado por el montador es correcto, para que la base de datos lo haga de forma automática cuando ese campo quede vacio incluimos la expresión
TIncidenciaDefinido: Suma(Nz([T Incidencia Definido];[Tiempo Incidencia]))
Por lo tanto, en esta consulta tenemos toda la información de horas que se han empleado en cada una celulas de trabajo por cada avión
Figure 17 Sistema de cálculo Access. Captura CHorasCelulaDiaInicio
CHorasOperarioMensual
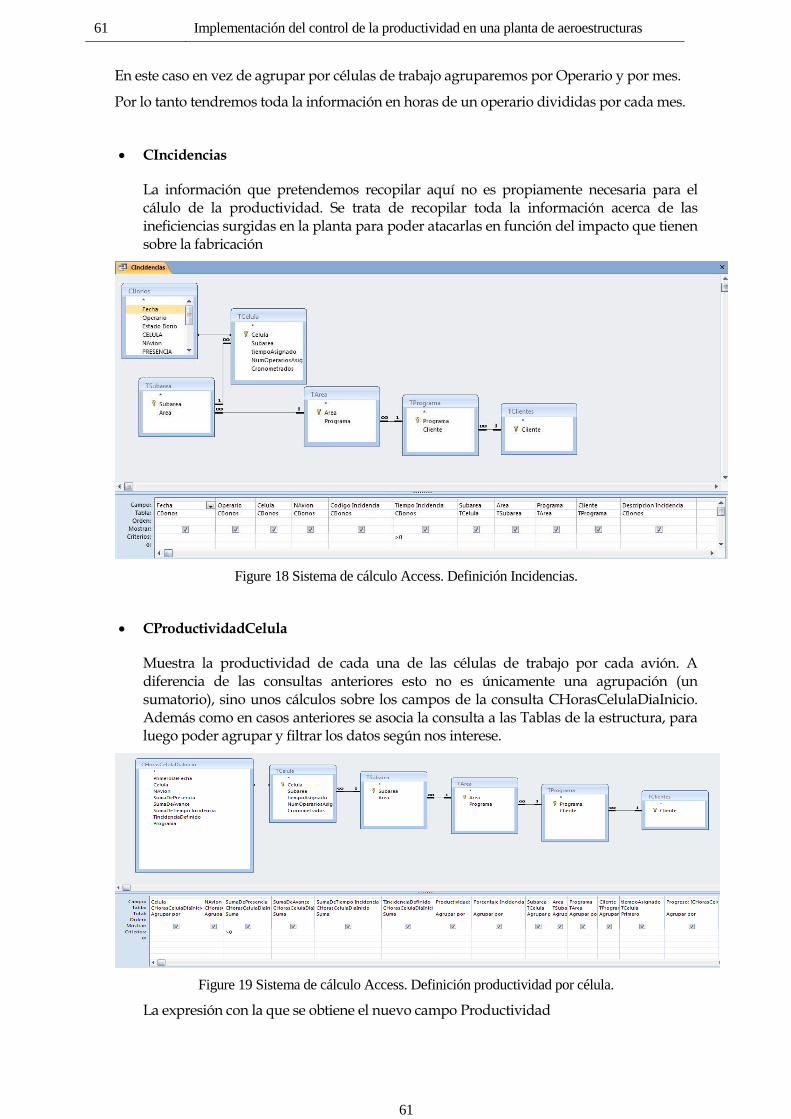
61 Implementación del control de la productividad en una planta de aeroestructuras
61
En este caso en vez de agrupar por células de trabajo agruparemos por Operario y por mes.
Por lo tanto tendremos toda la información en horas de un operario divididas por cada mes.
CIncidencias
La información que pretendemos recopilar aquí no es propiamente necesaria para el cálulo de la productividad. Se trata de recopilar toda la información acerca de las ineficiencias surgidas en la planta para poder atacarlas en función del impacto que tienen sobre la fabricación
Figure 18 Sistema de cálculo Access. Definición Incidencias.
CProductividadCelula
Muestra la productividad de cada una de las células de trabajo por cada avión. A diferencia de las consultas anteriores esto no es únicamente una agrupación (un sumatorio), sino unos cálculos sobre los campos de la consulta CHorasCelulaDiaInicio. Además como en casos anteriores se asocia la consulta a las Tablas de la estructura, para luego poder agrupar y filtrar los datos según nos interese.
Figure 19 Sistema de cálculo Access. Definición productividad por célula.
La expresión con la que se obtiene el nuevo campo Productividad
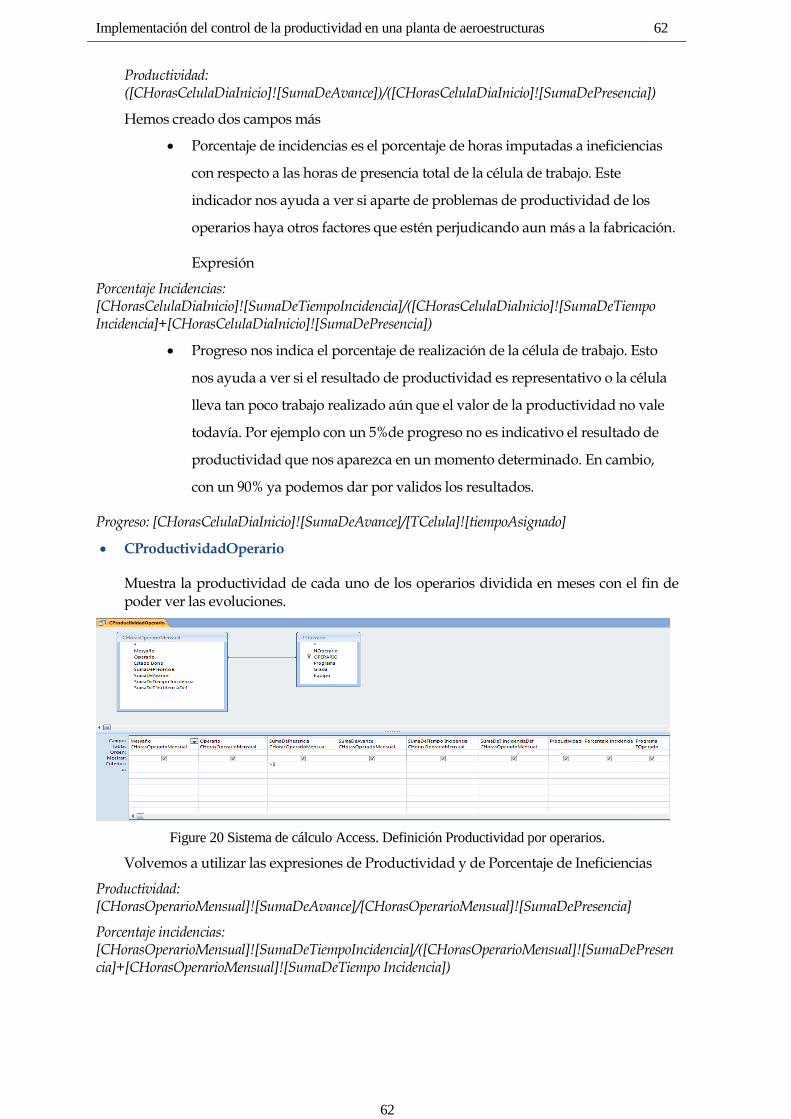
Implementación del control de la productividad en una planta de aeroestructuras 62
62
Productividad: ([CHorasCelulaDiaInicio]![SumaDeAvance])/([CHorasCelulaDiaInicio]![SumaDePresencia])
Hemos creado dos campos más
Porcentaje de incidencias es el porcentaje de horas imputadas a ineficiencias
con respecto a las horas de presencia total de la célula de trabajo. Este
indicador nos ayuda a ver si aparte de problemas de productividad de los
operarios haya otros factores que estén perjudicando aun más a la fabricación.
Expresión
Porcentaje Incidencias: [CHorasCelulaDiaInicio]![SumaDeTiempoIncidencia]/([CHorasCelulaDiaInicio]![SumaDeTiempo Incidencia]+[CHorasCelulaDiaInicio]![SumaDePresencia])
Progreso nos indica el porcentaje de realización de la célula de trabajo. Esto
nos ayuda a ver si el resultado de productividad es representativo o la célula
lleva tan poco trabajo realizado aún que el valor de la productividad no vale
todavía. Por ejemplo con un 5%de progreso no es indicativo el resultado de
productividad que nos aparezca en un momento determinado. En cambio,
con un 90% ya podemos dar por validos los resultados.
Progreso: [CHorasCelulaDiaInicio]![SumaDeAvance]/[TCelula]![tiempoAsignado]
CProductividadOperario
Muestra la productividad de cada uno de los operarios dividida en meses con el fin de poder ver las evoluciones.
Figure 20 Sistema de cálculo Access. Definición Productividad por operarios.
Volvemos a utilizar las expresiones de Productividad y de Porcentaje de Ineficiencias
Productividad: [CHorasOperarioMensual]![SumaDeAvance]/[CHorasOperarioMensual]![SumaDePresencia]
Porcentaje incidencias: [CHorasOperarioMensual]![SumaDeTiempoIncidencia]/([CHorasOperarioMensual]![SumaDePresencia]+[CHorasOperarioMensual]![SumaDeTiempo Incidencia])
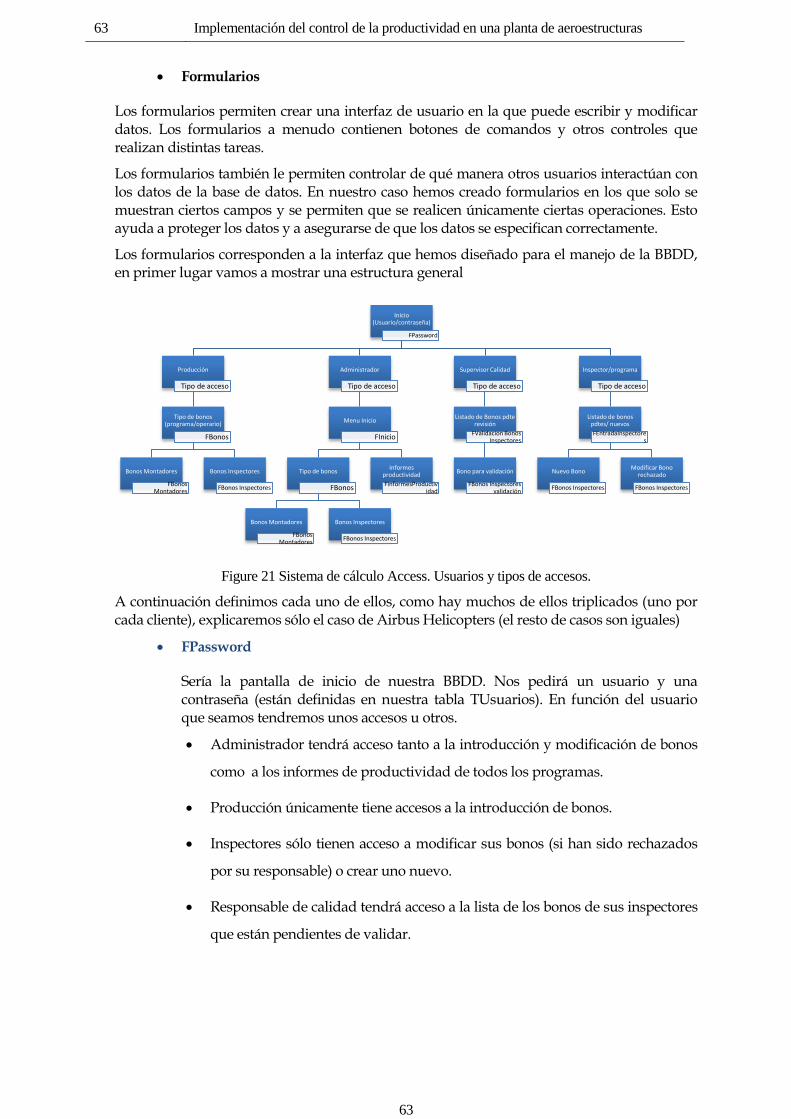
63 Implementación del control de la productividad en una planta de aeroestructuras
63
Formularios
Los formularios permiten crear una interfaz de usuario en la que puede escribir y modificar datos. Los formularios a menudo contienen botones de comandos y otros controles que realizan distintas tareas.
Los formularios también le permiten controlar de qué manera otros usuarios interactúan con los datos de la base de datos. En nuestro caso hemos creado formularios en los que solo se muestran ciertos campos y se permiten que se realicen únicamente ciertas operaciones. Esto ayuda a proteger los datos y a asegurarse de que los datos se especifican correctamente.
Los formularios corresponden a la interfaz que hemos diseñado para el manejo de la BBDD, en primer lugar vamos a mostrar una estructura general
Figure 21 Sistema de cálculo Access. Usuarios y tipos de accesos.
A continuación definimos cada uno de ellos, como hay muchos de ellos triplicados (uno por cada cliente), explicaremos sólo el caso de Airbus Helicopters (el resto de casos son iguales)
FPassword
Sería la pantalla de inicio de nuestra BBDD. Nos pedirá un usuario y una contraseña (están definidas en nuestra tabla TUsuarios). En función del usuario que seamos tendremos unos accesos u otros.
Administrador tendrá acceso tanto a la introducción y modificación de bonos
como a los informes de productividad de todos los programas.
Producción únicamente tiene accesos a la introducción de bonos.
Inspectores sólo tienen acceso a modificar sus bonos (si han sido rechazados
por su responsable) o crear uno nuevo.
Responsable de calidad tendrá acceso a la lista de los bonos de sus inspectores
que están pendientes de validar.
Inicio (Usuario/contraseña)
FPassword
Producción
Tipo de acceso
Tipo de bonos (programa/operario)
FBonos
Bonos Montadores
FBonos Montadores
Bonos Inspectores
FBonos Inspectores
Administrador
Tipo de acceso
Menu Inicio
FInicio
Tipo de bonos
FBonos
Bonos Montadores
FBonos Montadores
Bonos Inspectores
FBonos Inspectores
Informes productividad
FInformesProductividad
Supervisor Calidad
Tipo de acceso
Listado de Bonos pdte revisión
FValidacion Bonos Inspectores
Bono para validación
FBonos Inspectores validación
Inspector/programa
Tipo de acceso
Listado de bonos pdtes/ nuevos
FEntradaInspectores
Nuevo Bono
FBonos Inspectores
Modificar Bono rechazado
FBonos Inspectores
Implementación del control de la productividad en una planta de aeroestructuras 64
64
Figure 22 Sistema de cálculo Access. Captura Usuario Password.
Los códigos que permiten realizar estas acciones se incluyen en el anexo.
FInicio
Corresponde a la pantalla a la que tienen acceso los usuarios con rol de Administrador. Es el menú en el que se puede elegir si quieres introducir bonos o ver los informes de producción
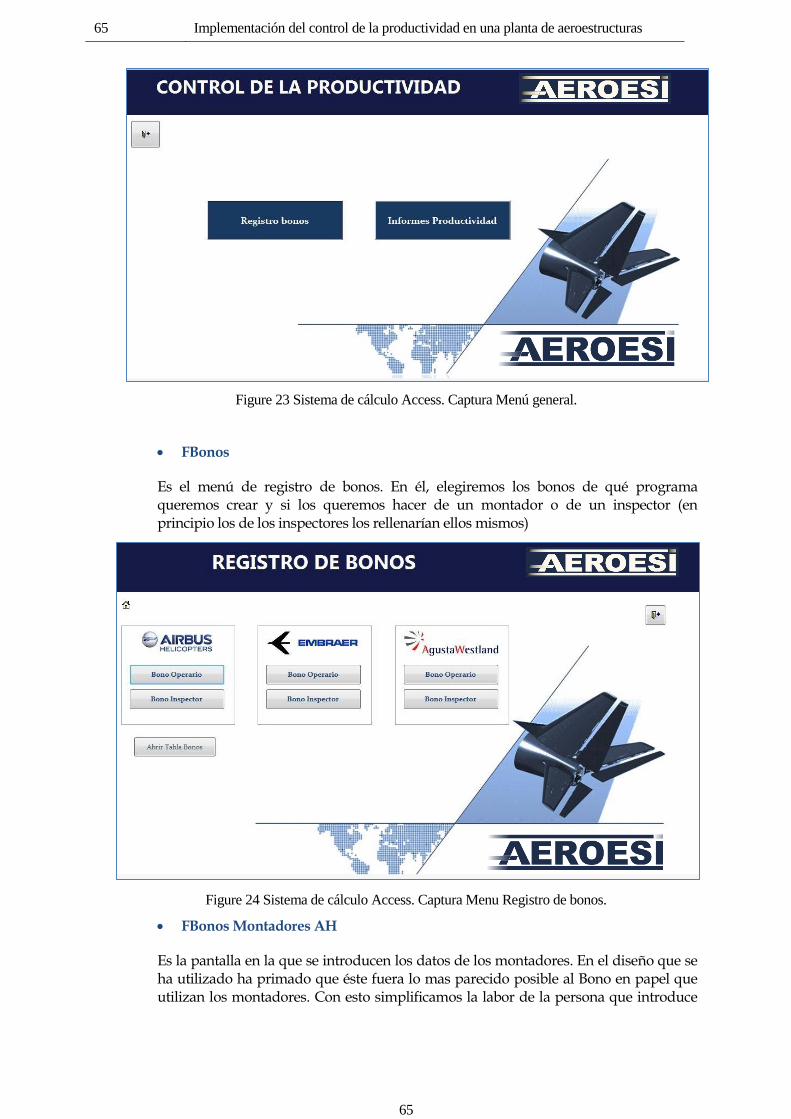
65 Implementación del control de la productividad en una planta de aeroestructuras
65
Figure 23 Sistema de cálculo Access. Captura Menú general.
FBonos
Es el menú de registro de bonos. En él, elegiremos los bonos de qué programa queremos crear y si los queremos hacer de un montador o de un inspector (en principio los de los inspectores los rellenarían ellos mismos)
Figure 24 Sistema de cálculo Access. Captura Menu Registro de bonos.
FBonos Montadores AH
Es la pantalla en la que se introducen los datos de los montadores. En el diseño que se ha utilizado ha primado que éste fuera lo mas parecido posible al Bono en papel que utilizan los montadores. Con esto simplificamos la labor de la persona que introduce
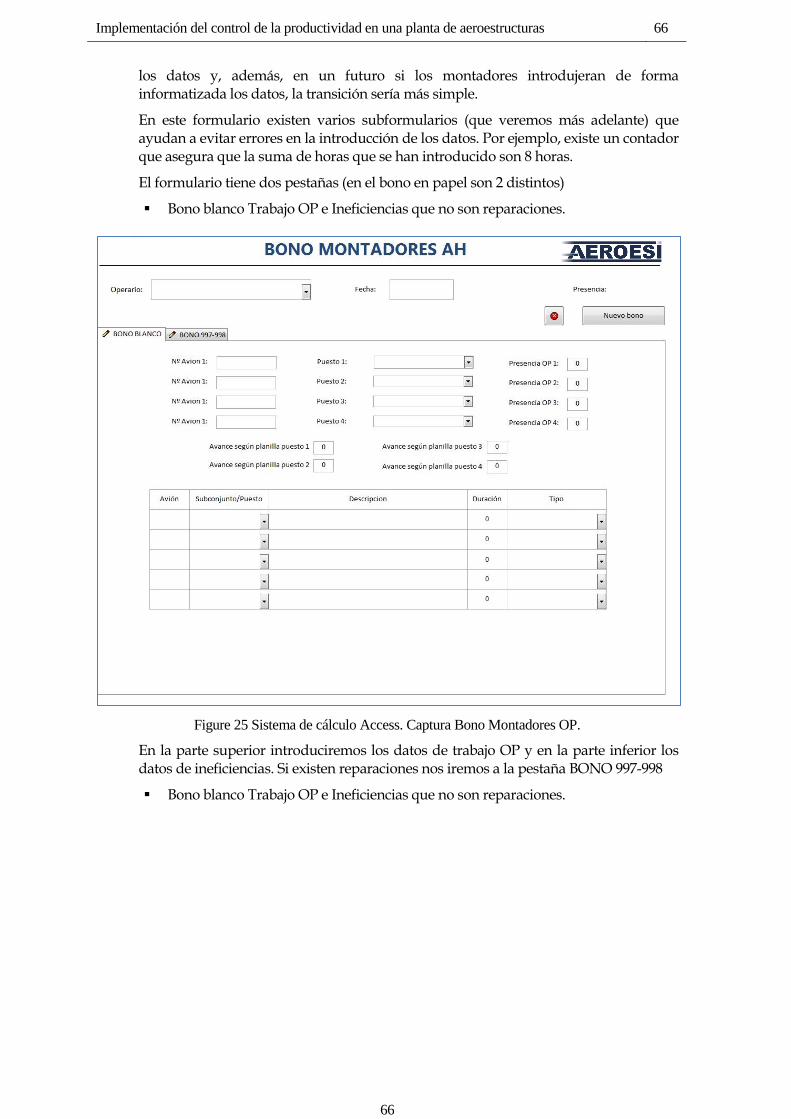
Implementación del control de la productividad en una planta de aeroestructuras 66
66
los datos y, además, en un futuro si los montadores introdujeran de forma informatizada los datos, la transición sería más simple.
En este formulario existen varios subformularios (que veremos más adelante) que ayudan a evitar errores en la introducción de los datos. Por ejemplo, existe un contador que asegura que la suma de horas que se han introducido son 8 horas.
El formulario tiene dos pestañas (en el bono en papel son 2 distintos)
Bono blanco Trabajo OP e Ineficiencias que no son reparaciones.
Figure 25 Sistema de cálculo Access. Captura Bono Montadores OP.
En la parte superior introduciremos los datos de trabajo OP y en la parte inferior los datos de ineficiencias. Si existen reparaciones nos iremos a la pestaña BONO 997-998
Bono blanco Trabajo OP e Ineficiencias que no son reparaciones.
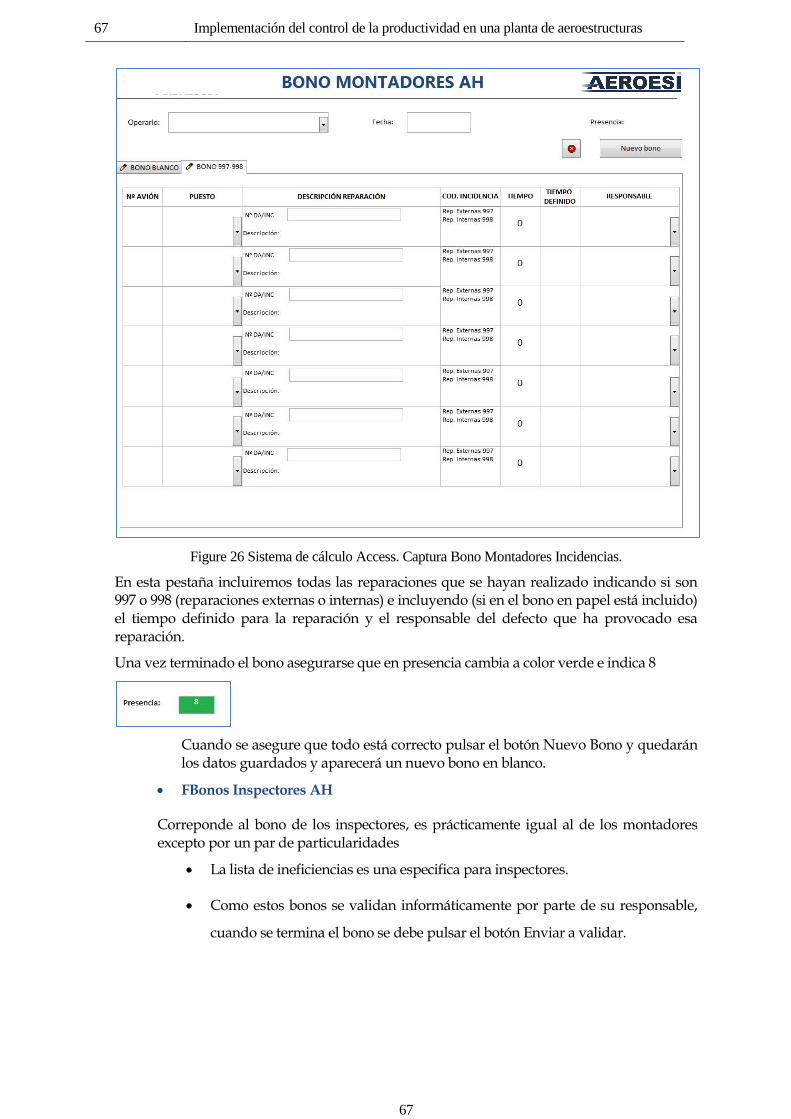
67 Implementación del control de la productividad en una planta de aeroestructuras
67
Figure 26 Sistema de cálculo Access. Captura Bono Montadores Incidencias.
En esta pestaña incluiremos todas las reparaciones que se hayan realizado indicando si son 997 o 998 (reparaciones externas o internas) e incluyendo (si en el bono en papel está incluido) el tiempo definido para la reparación y el responsable del defecto que ha provocado esa reparación.
Una vez terminado el bono asegurarse que en presencia cambia a color verde e indica 8
Cuando se asegure que todo está correcto pulsar el botón Nuevo Bono y quedarán los datos guardados y aparecerá un nuevo bono en blanco.
FBonos Inspectores AH
Correponde al bono de los inspectores, es prácticamente igual al de los montadores excepto por un par de particularidades
La lista de ineficiencias es una especifica para inspectores.
Como estos bonos se validan informáticamente por parte de su responsable,
cuando se termina el bono se debe pulsar el botón Enviar a validar.
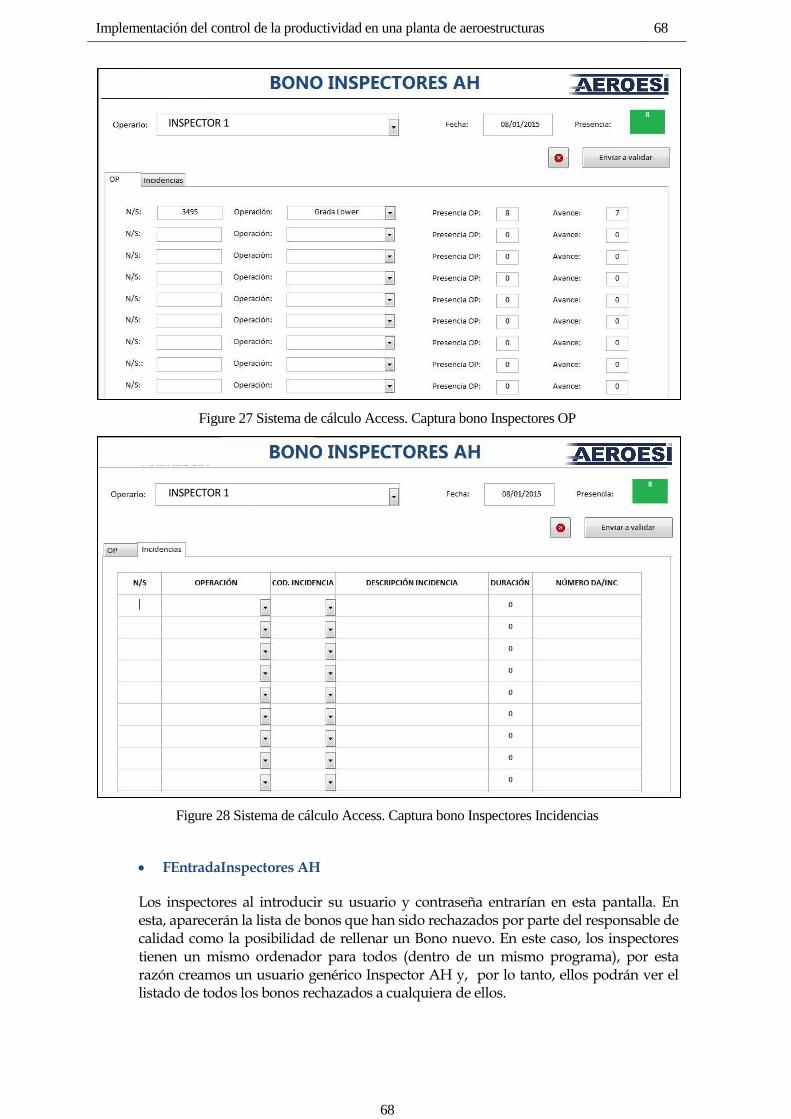
Implementación del control de la productividad en una planta de aeroestructuras 68
68
Figure 27 Sistema de cálculo Access. Captura bono Inspectores OP
Figure 28 Sistema de cálculo Access. Captura bono Inspectores Incidencias
FEntradaInspectores AH
Los inspectores al introducir su usuario y contraseña entrarían en esta pantalla. En esta, aparecerán la lista de bonos que han sido rechazados por parte del responsable de calidad como la posibilidad de rellenar un Bono nuevo. En este caso, los inspectores tienen un mismo ordenador para todos (dentro de un mismo programa), por esta razón creamos un usuario genérico Inspector AH y, por lo tanto, ellos podrán ver el listado de todos los bonos rechazados a cualquiera de ellos.
INSPECTOR 1
INSPECTOR 1
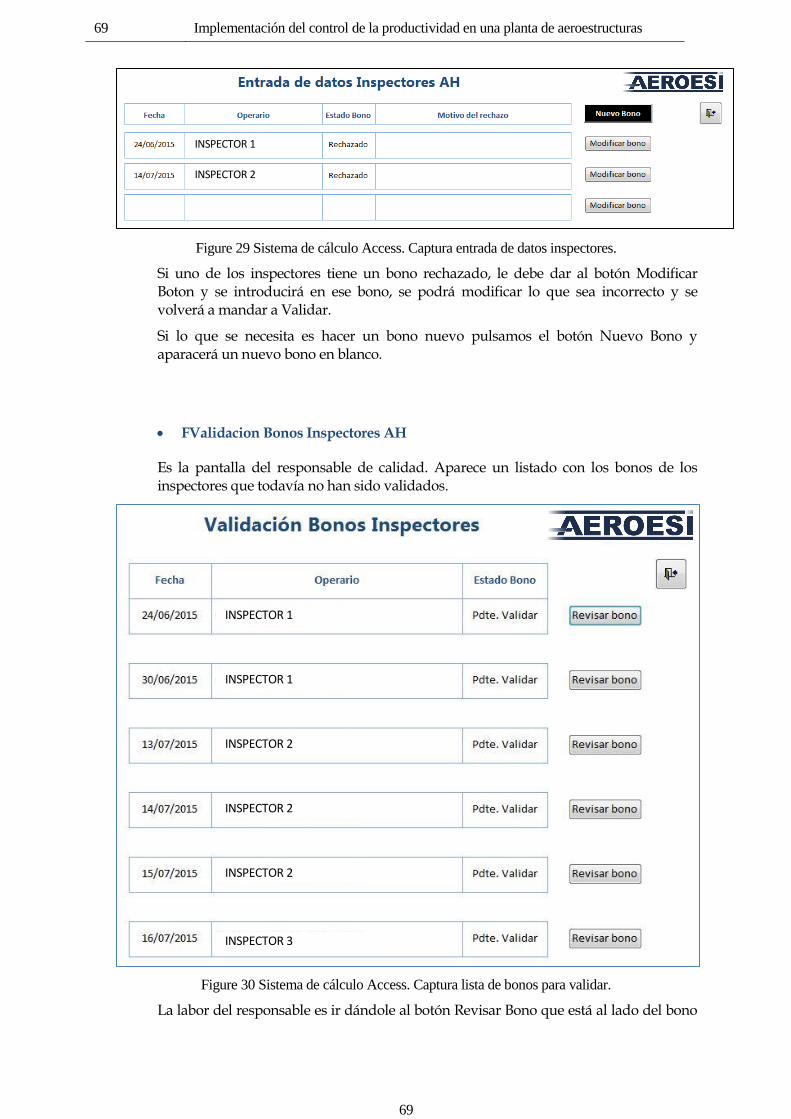
69 Implementación del control de la productividad en una planta de aeroestructuras
69
Figure 29 Sistema de cálculo Access. Captura entrada de datos inspectores.
Si uno de los inspectores tiene un bono rechazado, le debe dar al botón Modificar Boton y se introducirá en ese bono, se podrá modificar lo que sea incorrecto y se volverá a mandar a Validar.
Si lo que se necesita es hacer un bono nuevo pulsamos el botón Nuevo Bono y aparacerá un nuevo bono en blanco.
FValidacion Bonos Inspectores AH
Es la pantalla del responsable de calidad. Aparece un listado con los bonos de los inspectores que todavía no han sido validados.
Figure 30 Sistema de cálculo Access. Captura lista de bonos para validar.
La labor del responsable es ir dándole al botón Revisar Bono que está al lado del bono
INSPECTOR 3
INSPECTOR 2
INSPECTOR 2
INSPECTOR 2
INSPECTOR 1
INSPECTOR 1
INSPECTOR 1
INSPECTOR 2
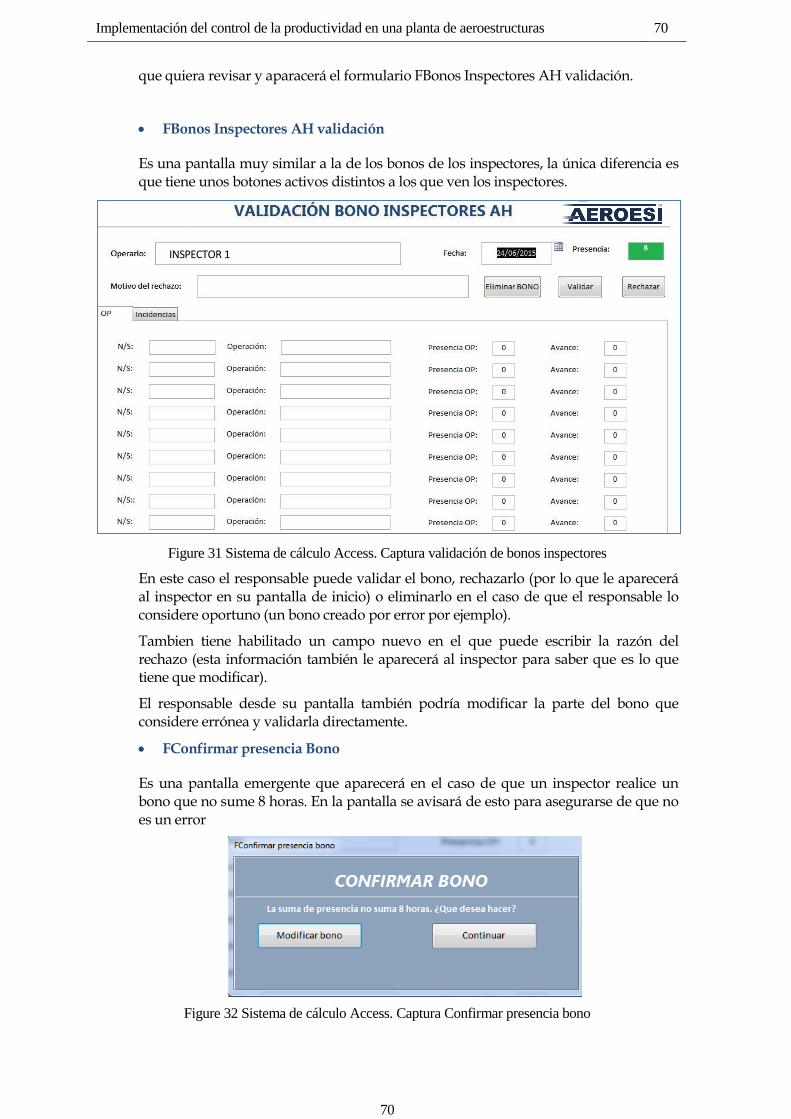
Implementación del control de la productividad en una planta de aeroestructuras 70
70
que quiera revisar y aparacerá el formulario FBonos Inspectores AH validación.
FBonos Inspectores AH validación
Es una pantalla muy similar a la de los bonos de los inspectores, la única diferencia es que tiene unos botones activos distintos a los que ven los inspectores.
Figure 31 Sistema de cálculo Access. Captura validación de bonos inspectores
En este caso el responsable puede validar el bono, rechazarlo (por lo que le aparecerá al inspector en su pantalla de inicio) o eliminarlo en el caso de que el responsable lo considere oportuno (un bono creado por error por ejemplo).
Tambien tiene habilitado un campo nuevo en el que puede escribir la razón del rechazo (esta información también le aparecerá al inspector para saber que es lo que tiene que modificar).
El responsable desde su pantalla también podría modificar la parte del bono que considere errónea y validarla directamente.
FConfirmar presencia Bono
Es una pantalla emergente que aparecerá en el caso de que un inspector realice un bono que no sume 8 horas. En la pantalla se avisará de esto para asegurarse de que no es un error
Figure 32 Sistema de cálculo Access. Captura Confirmar presencia bono
INSPECTOR 1
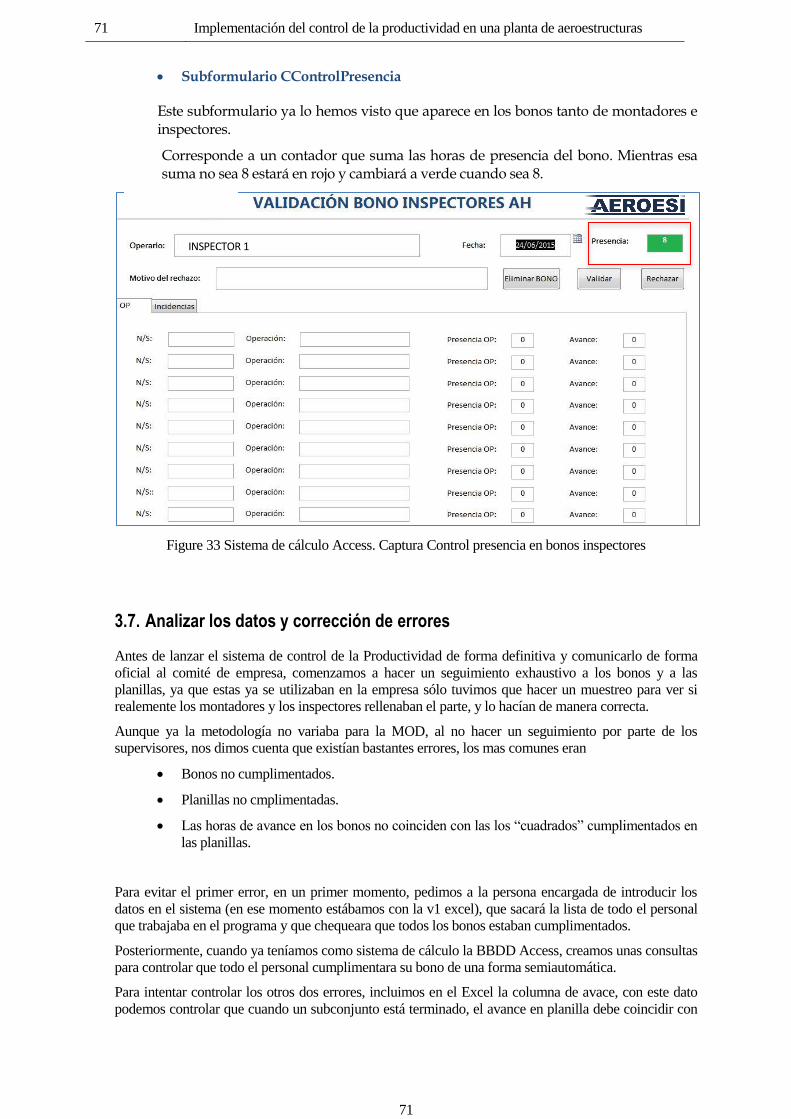
71 Implementación del control de la productividad en una planta de aeroestructuras
71
Subformulario CControlPresencia
Este subformulario ya lo hemos visto que aparece en los bonos tanto de montadores e inspectores.
Corresponde a un contador que suma las horas de presencia del bono. Mientras esa suma no sea 8 estará en rojo y cambiará a verde cuando sea 8.
Figure 33 Sistema de cálculo Access. Captura Control presencia en bonos inspectores
3.7. Analizar los datos y corrección de errores
Antes de lanzar el sistema de control de la Productividad de forma definitiva y comunicarlo de forma
oficial al comité de empresa, comenzamos a hacer un seguimiento exhaustivo a los bonos y a las
planillas, ya que estas ya se utilizaban en la empresa sólo tuvimos que hacer un muestreo para ver si
realemente los montadores y los inspectores rellenaban el parte, y lo hacían de manera correcta.
Aunque ya la metodología no variaba para la MOD, al no hacer un seguimiento por parte de los
supervisores, nos dimos cuenta que existían bastantes errores, los mas comunes eran
Bonos no cumplimentados.
Planillas no cmplimentadas.
Las horas de avance en los bonos no coinciden con las los “cuadrados” cumplimentados en
las planillas.
Para evitar el primer error, en un primer momento, pedimos a la persona encargada de introducir los
datos en el sistema (en ese momento estábamos con la v1 excel), que sacará la lista de todo el personal
que trabajaba en el programa y que chequeara que todos los bonos estaban cumplimentados.
Posteriormente, cuando ya teníamos como sistema de cálculo la BBDD Access, creamos unas consultas
para controlar que todo el personal cumplimentara su bono de una forma semiautomática.
Para intentar controlar los otros dos errores, incluimos en el Excel la columna de avace, con este dato
podemos controlar que cuando un subconjunto está terminado, el avance en planilla debe coincidir con
INSPECTOR 1
Implementación del control de la productividad en una planta de aeroestructuras 72
72
el tiempo estándar, el problema de esto es que hasta que no se termina el montaje no podemos detectar
el error.
Finalmente se depuró un poco el archivo de calcúlo de productividad comprobando que todo era
correcto, y mostró al Comité Directivo para mostrarle que todo funcionaba de forma correcta y esta
todo listo para la implantación. El siguiente punto que quedaba por completar era la comunicación al
comité de empresa.
3.8. Comunicación al comité de empresa
Una vez listos los bonos, planillas, tiempos estándar y el sistema de cálculo y todo con el visto bueno
del Comité de Dirección de la empresa procedimos a presentar el Sistema de Control de la
Productividad al Comité de empresa.
En esta comunicación se hizo la entrega de la Memoria del Control de la Productividad en la que se les
fue explicando punto por punto.
Los puntos incluidos en esta memoria son
Introducción y definiciones (tiempos a control, tiempos estándar…).
Estudio de métodos y tiempos.
Partes de trabajo. Descripción y uso.
Control de la productividad. Forma de cálculo.
Posteriormente se repondieron a las preguntas que nos fueron haciendo, de forma resumida las dudas
fueron a cerca de
Tiempos estándar, recalcar el valor legal de los tiempos definidos por la empresa externa. Estos
tiempos deben ser cumplidos o sino deben ser justificadas las desviaciones.
Formas de cálculo, los tiempos con los que se comparan los tiempos estándar son los tiempos
dedicados a trabajo OP, es decir, al tiempo presencial restándole las horas que hayan sido
presencia (las 8 horas), pero restándoles las horas que hayan sido dedicadas a ineficiencias
justificadas (reparaciones, falta material, problemas utillajes…).
Una vez todos los temas aclarados, se le hace la entrega de la Memoria al Comité y se les da un semana
para que revisen el documento y lo comuniquen al resto de la MOD.
3.9. Revisión por parte del Comité y negociación e Implantación Legal
Desde el Comité de Empresa no se puso ninguna pega al documento por lo que se procede a la
implantación del Sistema del Control de la Productividad con un periodo de pruebas de 1 mes.
3.10. Sistemática de seguimiento de Sistema del Control de la Productividad
3.10.1. Entrada de datos
Entrada datos montadores
Los bonos se rellenan diariamente los montadores y se los entregan al final de cada turno a sus
responsables de turno. Estos validaran que los bonos son correctos y se los pasarán a la persona
encargada de meter los datos en el sistema.
Entrada datos inspectores
73 Implementación del control de la productividad en una planta de aeroestructuras
73
En el caso de los inspectores, ellos meterán sus datos directamente en el sistema, estos datos le llegaran
de forma automáctica a su responsable que será el que los valide de forma inforática (se ha explicado el
fucionamiento en el apartado del sistema de cálculo).
Al ser la entrada de datos en el sistema de cálculo de los bonos diario, los datos estarán siempre
disponibles y podrán ser consultados por cualquier persona autoriazada. Seguimiento de datos
El responsable de Producción de la nave y sus supervisores son los encargados de hacer este
seguimiento diario.
3.10.2. Reunión Comité Directivo semanal
Reunión semanal en la que están presentes
Gerente de la empresa
Director de Producción de la empresa.
Responsable de Producción de la nave.
Supervisores.
Responsable de la implantación del Control de la Productividad.
En esta reunión se hace una presentación de los datos más destacados de la evolución de la
productividad
Productividad general por programa (la evolución mensual)
Productividad de los distintos montajes (ordenados por su productividad)
Productividad de la MOD (ordenados por productividad)
Porcentajes de ineficiencias por programa.
Montajes con los porcentajes de ineficiencias más altos.
3.10.3. Comunicaciones a la MOD
Comunicación mensual a la línea por parte del Gerente o del Director de Producción dando
unos datos generales sobre los datos productivos del programa y su evolución a lo largo de los
meses.
Por parte del responsable de Producción de la nave y de los supervisores se hace una
comunicación individualizada con la MOD
o El personal con peor productividad o que han sufrido una mala evolución. Si después
de esta comunicación no se observa mejora, se procede a mandar una carta de
amonestación.
o El personal con mayor productividad para felicitarlos y motivarlos.
o Se pretende que todo el personal termine pasando por estas comunicaciones para que
sean conscientes de que se hace un seguimiento de todo el personal.

Implementación del control de la productividad en una planta de aeroestructuras 74
74
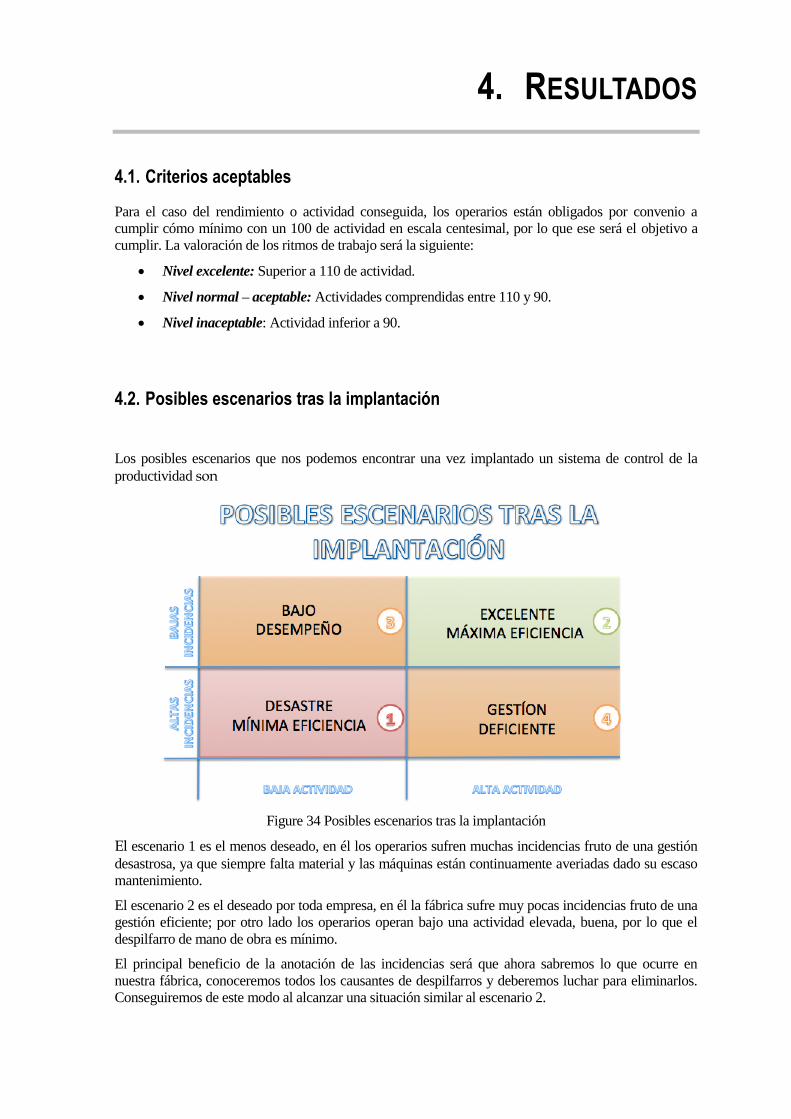
4. RESULTADOS
4.1. Criterios aceptables
Para el caso del rendimiento o actividad conseguida, los operarios están obligados por convenio a
cumplir cómo mínimo con un 100 de actividad en escala centesimal, por lo que ese será el objetivo a
cumplir. La valoración de los ritmos de trabajo será la siguiente:
Nivel excelente: Superior a 110 de actividad.
Nivel normal – aceptable: Actividades comprendidas entre 110 y 90.
Nivel inaceptable: Actividad inferior a 90.
4.2. Posibles escenarios tras la implantación
Los posibles escenarios que nos podemos encontrar una vez implantado un sistema de control de la
productividad son
Figure 34 Posibles escenarios tras la implantación
El escenario 1 es el menos deseado, en él los operarios sufren muchas incidencias fruto de una gestión
desastrosa, ya que siempre falta material y las máquinas están continuamente averiadas dado su escaso
mantenimiento.
El escenario 2 es el deseado por toda empresa, en él la fábrica sufre muy pocas incidencias fruto de una
gestión eficiente; por otro lado los operarios operan bajo una actividad elevada, buena, por lo que el
despilfarro de mano de obra es mínimo.
El principal beneficio de la anotación de las incidencias será que ahora sabremos lo que ocurre en
nuestra fábrica, conoceremos todos los causantes de despilfarros y deberemos luchar para eliminarlos.
Conseguiremos de este modo al alcanzar una situación similar al escenario 2.
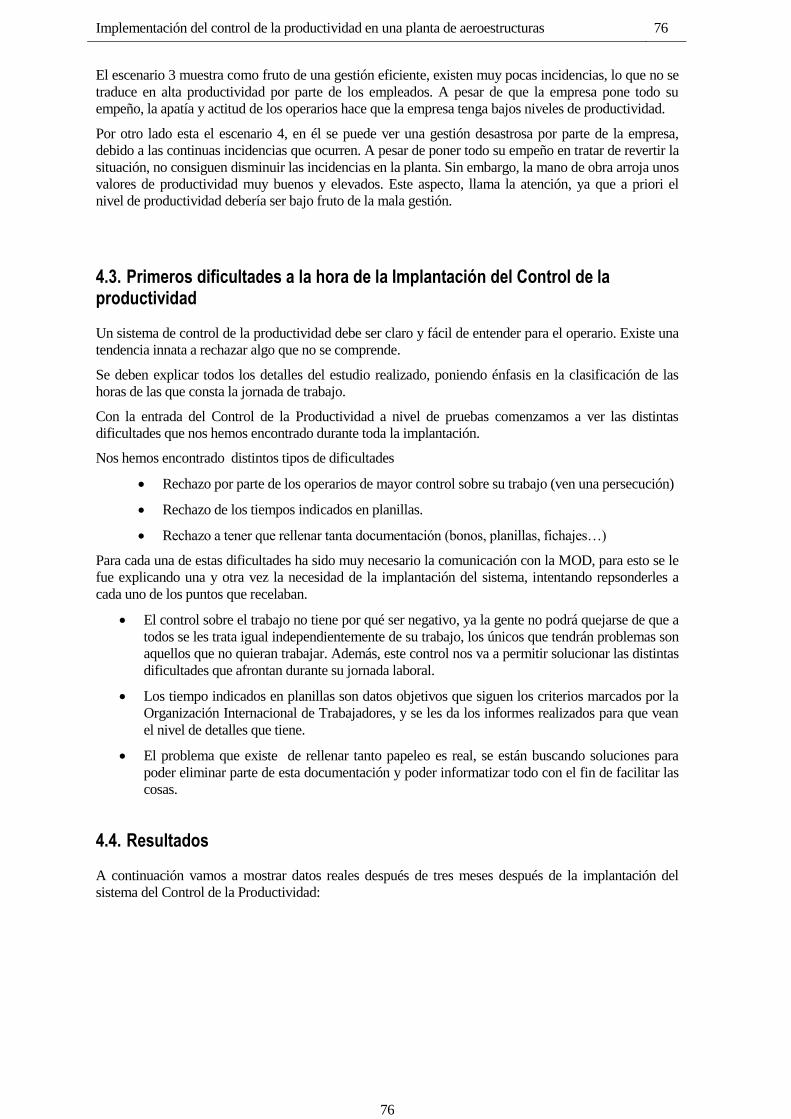
Implementación del control de la productividad en una planta de aeroestructuras 76
76
El escenario 3 muestra como fruto de una gestión eficiente, existen muy pocas incidencias, lo que no se
traduce en alta productividad por parte de los empleados. A pesar de que la empresa pone todo su
empeño, la apatía y actitud de los operarios hace que la empresa tenga bajos niveles de productividad.
Por otro lado esta el escenario 4, en él se puede ver una gestión desastrosa por parte de la empresa,
debido a las continuas incidencias que ocurren. A pesar de poner todo su empeño en tratar de revertir la
situación, no consiguen disminuir las incidencias en la planta. Sin embargo, la mano de obra arroja unos
valores de productividad muy buenos y elevados. Este aspecto, llama la atención, ya que a priori el
nivel de productividad debería ser bajo fruto de la mala gestión.
4.3. Primeros dificultades a la hora de la Implantación del Control de la productividad
Un sistema de control de la productividad debe ser claro y fácil de entender para el operario. Existe una
tendencia innata a rechazar algo que no se comprende.
Se deben explicar todos los detalles del estudio realizado, poniendo énfasis en la clasificación de las
horas de las que consta la jornada de trabajo.
Con la entrada del Control de la Productividad a nivel de pruebas comenzamos a ver las distintas
dificultades que nos hemos encontrado durante toda la implantación.
Nos hemos encontrado distintos tipos de dificultades
Rechazo por parte de los operarios de mayor control sobre su trabajo (ven una persecución)
Rechazo de los tiempos indicados en planillas.
Rechazo a tener que rellenar tanta documentación (bonos, planillas, fichajes…)
Para cada una de estas dificultades ha sido muy necesario la comunicación con la MOD, para esto se le
fue explicando una y otra vez la necesidad de la implantación del sistema, intentando repsonderles a
cada uno de los puntos que recelaban.
El control sobre el trabajo no tiene por qué ser negativo, ya la gente no podrá quejarse de que a
todos se les trata igual independientemente de su trabajo, los únicos que tendrán problemas son
aquellos que no quieran trabajar. Además, este control nos va a permitir solucionar las distintas
dificultades que afrontan durante su jornada laboral.
Los tiempo indicados en planillas son datos objetivos que siguen los criterios marcados por la
Organización Internacional de Trabajadores, y se les da los informes realizados para que vean
el nivel de detalles que tiene.
El problema que existe de rellenar tanto papeleo es real, se están buscando soluciones para
poder eliminar parte de esta documentación y poder informatizar todo con el fin de facilitar las
cosas.
4.4. Resultados
A continuación vamos a mostrar datos reales después de tres meses después de la implantación del
sistema del Control de la Productividad:
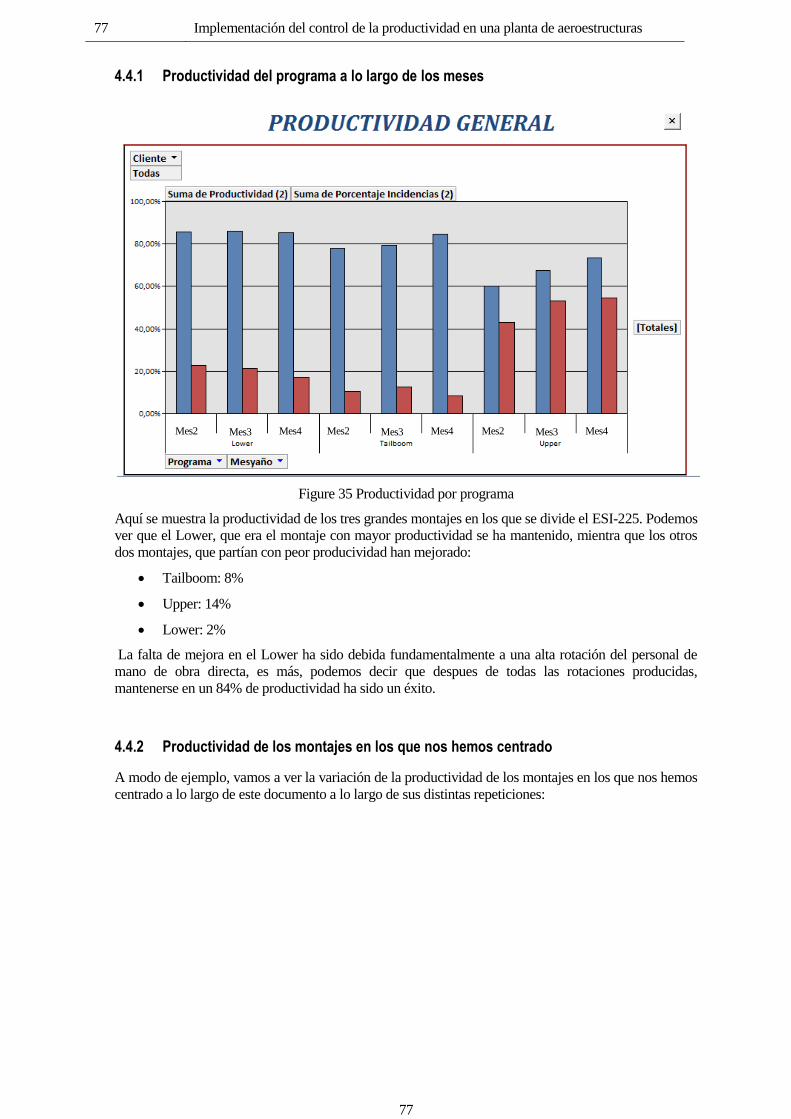
77 Implementación del control de la productividad en una planta de aeroestructuras
77
4.4.1 Productividad del programa a lo largo de los meses
Figure 35 Productividad por programa
Aquí se muestra la productividad de los tres grandes montajes en los que se divide el ESI-225. Podemos
ver que el Lower, que era el montaje con mayor productividad se ha mantenido, mientra que los otros
dos montajes, que partían con peor producividad han mejorado:
Tailboom: 8%
Upper: 14%
Lower: 2%
La falta de mejora en el Lower ha sido debida fundamentalmente a una alta rotación del personal de
mano de obra directa, es más, podemos decir que despues de todas las rotaciones producidas,
mantenerse en un 84% de productividad ha sido un éxito.
4.4.2 Productividad de los montajes en los que nos hemos centrado
A modo de ejemplo, vamos a ver la variación de la productividad de los montajes en los que nos hemos
centrado a lo largo de este documento a lo largo de sus distintas repeticiones:
Mes2 Mes3 Mes4 Mes2 Mes3 Mes4 Mes2 Mes3 Mes4
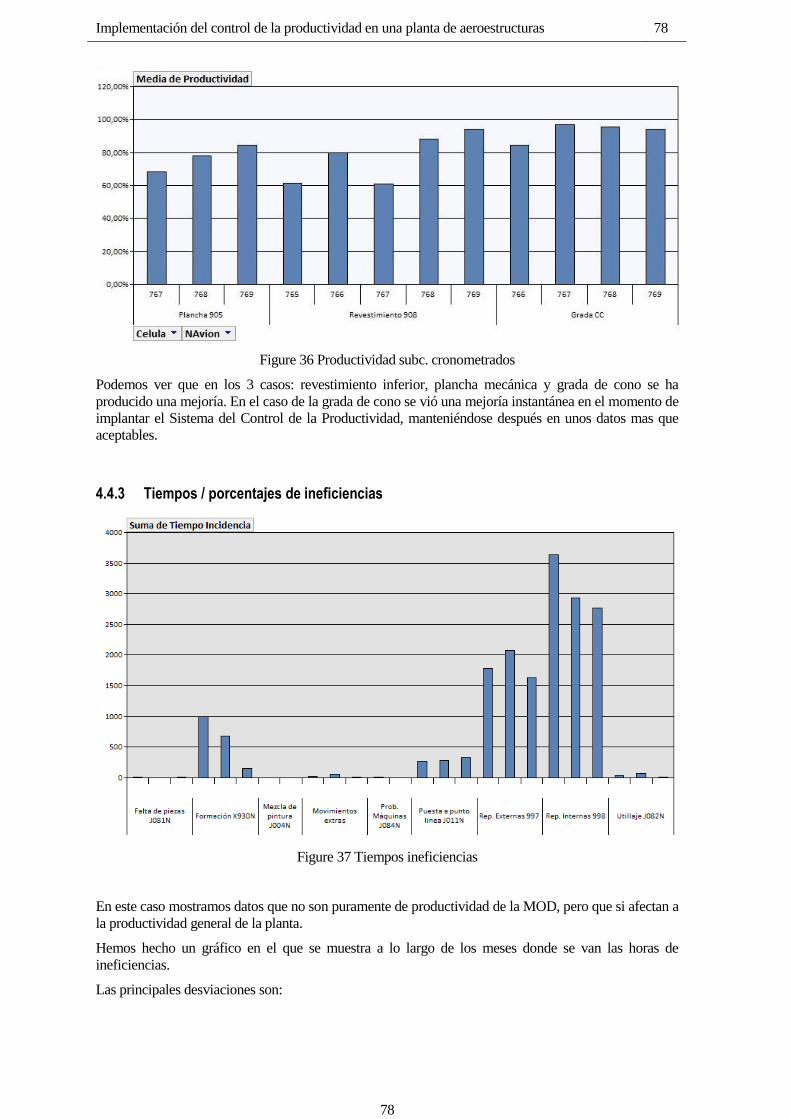
Implementación del control de la productividad en una planta de aeroestructuras 78
78
Figure 36 Productividad subc. cronometrados
Podemos ver que en los 3 casos: revestimiento inferior, plancha mecánica y grada de cono se ha
producido una mejoría. En el caso de la grada de cono se vió una mejoría instantánea en el momento de
implantar el Sistema del Control de la Productividad, manteniéndose después en unos datos mas que
aceptables.
4.4.3 Tiempos / porcentajes de ineficiencias
Figure 37 Tiempos ineficiencias
En este caso mostramos datos que no son puramente de productividad de la MOD, pero que si afectan a
la productividad general de la planta.
Hemos hecho un gráfico en el que se muestra a lo largo de los meses donde se van las horas de
ineficiencias.
Las principales desviaciones son:
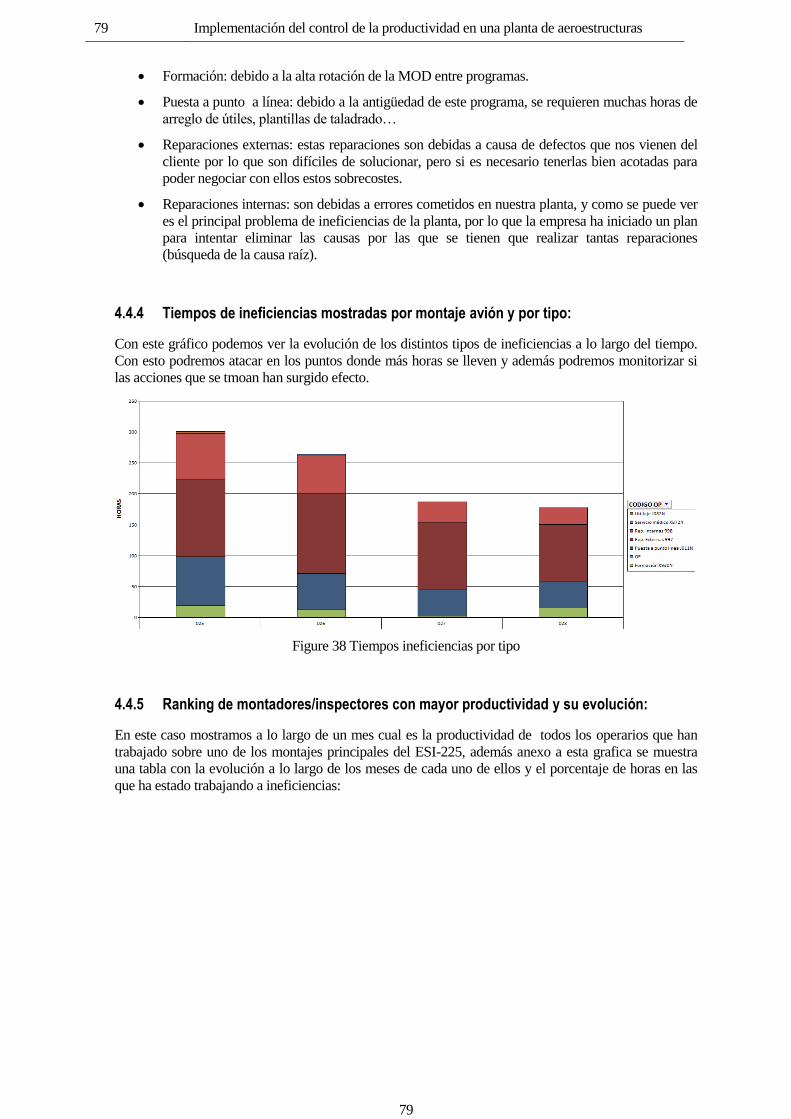
79 Implementación del control de la productividad en una planta de aeroestructuras
79
Formación: debido a la alta rotación de la MOD entre programas.
Puesta a punto a línea: debido a la antigüedad de este programa, se requieren muchas horas de
arreglo de útiles, plantillas de taladrado…
Reparaciones externas: estas reparaciones son debidas a causa de defectos que nos vienen del
cliente por lo que son difíciles de solucionar, pero si es necesario tenerlas bien acotadas para
poder negociar con ellos estos sobrecostes.
Reparaciones internas: son debidas a errores cometidos en nuestra planta, y como se puede ver
es el principal problema de ineficiencias de la planta, por lo que la empresa ha iniciado un plan
para intentar eliminar las causas por las que se tienen que realizar tantas reparaciones
(búsqueda de la causa raíz).
4.4.4 Tiempos de ineficiencias mostradas por montaje avión y por tipo:
Con este gráfico podemos ver la evolución de los distintos tipos de ineficiencias a lo largo del tiempo.
Con esto podremos atacar en los puntos donde más horas se lleven y además podremos monitorizar si
las acciones que se tmoan han surgido efecto.
Figure 38 Tiempos ineficiencias por tipo
4.4.5 Ranking de montadores/inspectores con mayor productividad y su evolución:
En este caso mostramos a lo largo de un mes cual es la productividad de todos los operarios que han
trabajado sobre uno de los montajes principales del ESI-225, además anexo a esta grafica se muestra
una tabla con la evolución a lo largo de los meses de cada uno de ellos y el porcentaje de horas en las
que ha estado trabajando a ineficiencias:
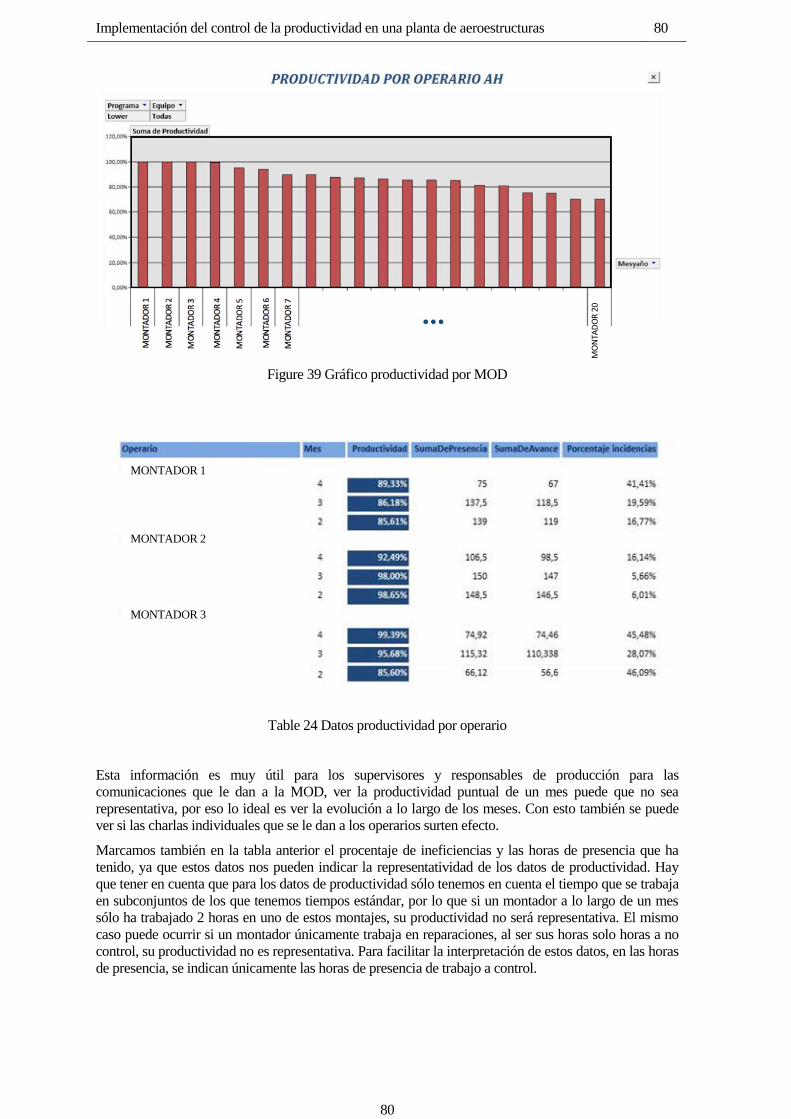
Implementación del control de la productividad en una planta de aeroestructuras 80
80
Figure 39 Gráfico productividad por MOD
Table 24 Datos productividad por operario
Esta información es muy útil para los supervisores y responsables de producción para las
comunicaciones que le dan a la MOD, ver la productividad puntual de un mes puede que no sea
representativa, por eso lo ideal es ver la evolución a lo largo de los meses. Con esto también se puede
ver si las charlas individuales que se le dan a los operarios surten efecto.
Marcamos también en la tabla anterior el procentaje de ineficiencias y las horas de presencia que ha
tenido, ya que estos datos nos pueden indicar la representatividad de los datos de productividad. Hay
que tener en cuenta que para los datos de productividad sólo tenemos en cuenta el tiempo que se trabaja
en subconjuntos de los que tenemos tiempos estándar, por lo que si un montador a lo largo de un mes
sólo ha trabajado 2 horas en uno de estos montajes, su productividad no será representativa. El mismo
caso puede ocurrir si un montador únicamente trabaja en reparaciones, al ser sus horas solo horas a no
control, su productividad no es representativa. Para facilitar la interpretación de estos datos, en las horas
de presencia, se indican únicamente las horas de presencia de trabajo a control.
MO
NTA
DO
R 2
0
MONTADOR 1
MONTADOR 2
MONTADOR 3

81 Implementación del control de la productividad en una planta de aeroestructuras
81

5. POSIBLES FUTURAS LINEAS DE
ACTUACIÓN
Con la implantación del Sistema del Control de la Productividad hemos cumplido los objetivos
marcados, pero aún así todavía hay muchas posibilidades de mejora, par esto marcamos algunas de las
posibles futuras líneas de actuación
Son una herramienta para aumentar el rendimiento de todos los elementos que colaboran, pero tiene un
limite, el rendimiento exigible, por lo que es una herramienta que vela por que se cumplan al menos, los
minutos.
5.1. Medición de los tiempos estándar del resto de programas
Al tener el sistema ya preparado para todos los montajes de la planta, cuando se tengan los tiempos
estándar del resto de montajes, se podrá hacer una implantación directa del Sistema del Control de la
Productividad.
5.2. Implantación de un sistema informático de planillas y bonos
Se puede plantear la posibilidad de crear un sistema informático en el que se carguen los tiempos
estándar de cada una de las operaciones de un proceso, y que los montadores pudieran ficharse contra
él, además de permitir introducir las ineficiencias surgidas durante la jornada laboral. Los beneficios
que nos supondría este sistema serían
Eliminación de OPs en papel, planillas y bonos.
Reducción de tiempos de cumplimentación de datos, ahora sólo tendrías que rellenar este
sistema.
Ahorro en papel, es decir ahorro tanto económico como medioambiental.
Eliminación de intermediarios a la hora de introducir los datos en el sistema reduciéndose así
riesgos de cometer errores.
Facilita el control de la producción en curso por parte de los supervisores y de la mano de
obra indirecta.
5.3. Implantación de un sistema de incentivos
El resultado o rendimiento exigible se obtiene a cambio de un salario fijo. La obtención de un resultado
superior al exigible es voluntaria. Por lo tanto, para la implantación de este sistema de incentivos es
necesario tener implantado el control de la productividad.
Se define un incentivo como una parte variable del sueldo que premia un resultado superior al exigible.
Para calcular incentivo se necesitarán dos datos:
• Cantidad de trabajo realizada por encima de lo exigible, es decir, el total de puntos prima. Los
puntos prima, son los puntos obtenidos por encima del rendimiento normal.
Implementación del control de la productividad en una planta de aeroestructuras 84
84
• Precio del punto prima, es el precio al que hay que pagar cada minuto o punto prima
conseguido.
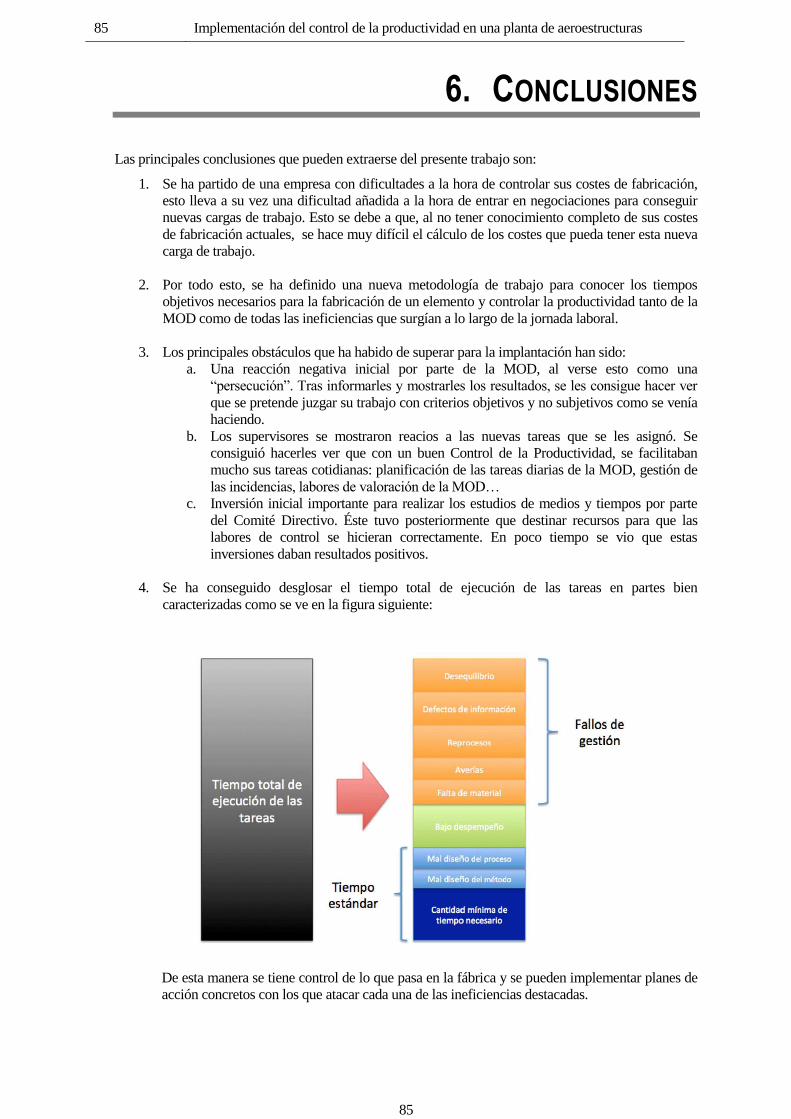
85 Implementación del control de la productividad en una planta de aeroestructuras
85
6. CONCLUSIONES
Las principales conclusiones que pueden extraerse del presente trabajo son:
1. Se ha partido de una empresa con dificultades a la hora de controlar sus costes de fabricación,
esto lleva a su vez una dificultad añadida a la hora de entrar en negociaciones para conseguir
nuevas cargas de trabajo. Esto se debe a que, al no tener conocimiento completo de sus costes
de fabricación actuales, se hace muy difícil el cálculo de los costes que pueda tener esta nueva
carga de trabajo.
2. Por todo esto, se ha definido una nueva metodología de trabajo para conocer los tiempos
objetivos necesarios para la fabricación de un elemento y controlar la productividad tanto de la
MOD como de todas las ineficiencias que surgían a lo largo de la jornada laboral.
3. Los principales obstáculos que ha habido de superar para la implantación han sido:
a. Una reacción negativa inicial por parte de la MOD, al verse esto como una
“persecución”. Tras informarles y mostrarles los resultados, se les consigue hacer ver
que se pretende juzgar su trabajo con criterios objetivos y no subjetivos como se venía
haciendo.
b. Los supervisores se mostraron reacios a las nuevas tareas que se les asignó. Se
consiguió hacerles ver que con un buen Control de la Productividad, se facilitaban
mucho sus tareas cotidianas: planificación de las tareas diarias de la MOD, gestión de
las incidencias, labores de valoración de la MOD…
c. Inversión inicial importante para realizar los estudios de medios y tiempos por parte
del Comité Directivo. Éste tuvo posteriormente que destinar recursos para que las
labores de control se hicieran correctamente. En poco tiempo se vio que estas
inversiones daban resultados positivos.
4. Se ha conseguido desglosar el tiempo total de ejecución de las tareas en partes bien
caracterizadas como se ve en la figura siguiente:
De esta manera se tiene control de lo que pasa en la fábrica y se pueden implementar planes de
acción concretos con los que atacar cada una de las ineficiencias destacadas.

Implementación del control de la productividad en una planta de aeroestructuras 86
86
5. La implantación del Control de la Productividad ha propiciado que la propia MOD, tome
conciencia de su responsabilidad en su trabajo sin eludirla escondiéndose en la masa.
Por lo tanto, podemos decir, que a pesar de todas las dificultades, este sistema permite un sistema de
Control más justo para la MOD y más información a la MOI (ingeniería de procesos, utillaje,
industrialización…) para poder reducir las ineficiencias, mejorando así los procesos de fabricación.
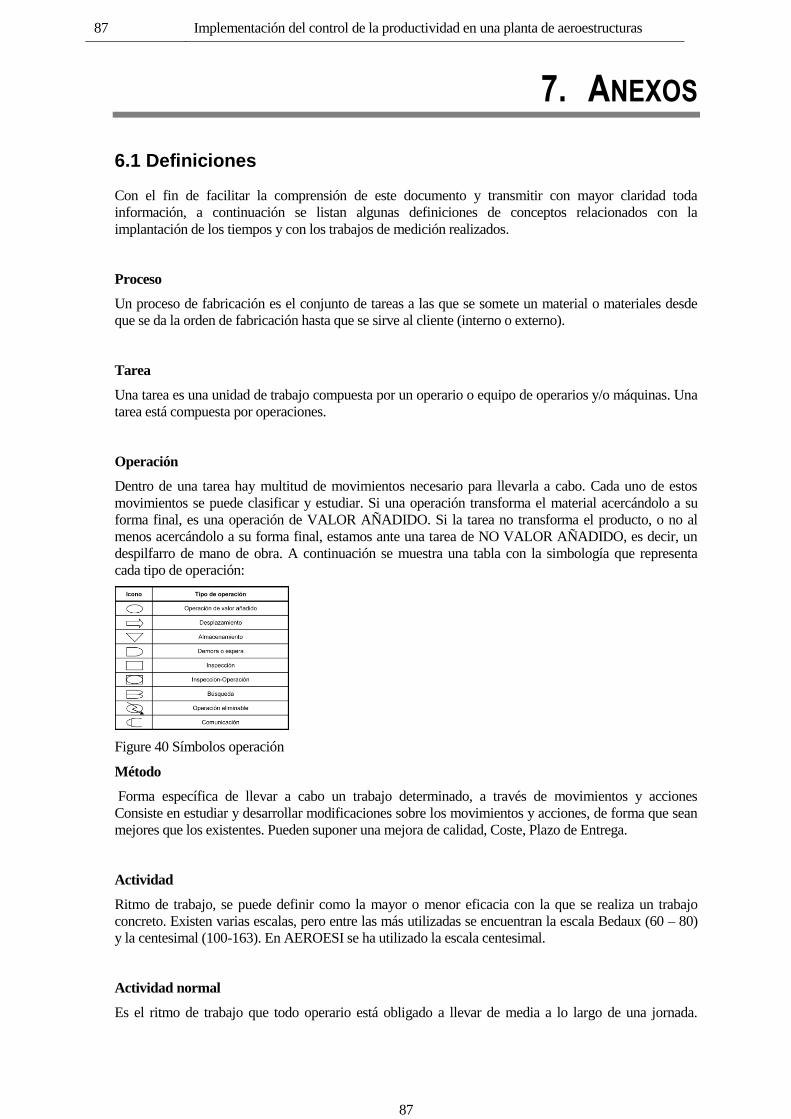
87 Implementación del control de la productividad en una planta de aeroestructuras
87
7. ANEXOS
6.1 Definiciones
Con el fin de facilitar la comprensión de este documento y transmitir con mayor claridad toda
información, a continuación se listan algunas definiciones de conceptos relacionados con la
implantación de los tiempos y con los trabajos de medición realizados.
Proceso
Un proceso de fabricación es el conjunto de tareas a las que se somete un material o materiales desde
que se da la orden de fabricación hasta que se sirve al cliente (interno o externo).
Tarea
Una tarea es una unidad de trabajo compuesta por un operario o equipo de operarios y/o máquinas. Una
tarea está compuesta por operaciones.
Operación
Dentro de una tarea hay multitud de movimientos necesario para llevarla a cabo. Cada uno de estos
movimientos se puede clasificar y estudiar. Si una operación transforma el material acercándolo a su
forma final, es una operación de VALOR AÑADIDO. Si la tarea no transforma el producto, o no al
menos acercándolo a su forma final, estamos ante una tarea de NO VALOR AÑADIDO, es decir, un
despilfarro de mano de obra. A continuación se muestra una tabla con la simbología que representa
cada tipo de operación:
Figure 40 Símbolos operación
Método
Forma específica de llevar a cabo un trabajo determinado, a través de movimientos y acciones
Consiste en estudiar y desarrollar modificaciones sobre los movimientos y acciones, de forma que sean
mejores que los existentes. Pueden suponer una mejora de calidad, Coste, Plazo de Entrega.
Actividad
Ritmo de trabajo, se puede definir como la mayor o menor eficacia con la que se realiza un trabajo
concreto. Existen varias escalas, pero entre las más utilizadas se encuentran la escala Bedaux (60 – 80)
y la centesimal (100-163). En AEROESI se ha utilizado la escala centesimal.
Actividad normal
Es el ritmo de trabajo que todo operario está obligado a llevar de media a lo largo de una jornada.
Implementación del control de la productividad en una planta de aeroestructuras 88
88
Existen distintas escalas, y a pesar de que el concepto es el mismo, en cada una de ellas se le asigna un
valor numérico, en la escala centesimal la actividad normal es un 100 y en el sistema Bedaux un 60.
Rendimiento normal
Es la cantidad de trabajo que un operario efectúa en una hora a actividad normal, en nuestro caso, será
actividad 100.
Actividad conseguida
Ritmo de trabajo medio que se obtiene en la realización de una tarea. Se obtiene de la siguiente fórmula:
Dónde: Ac: Actividad conseguida, TE: Tiempo estándar, An: Actividad normal (Se debe colocar el
valor numérico que corresponda con la escala utilizada, en nuestro caso 100) y Tr: Tiempo real de
ejecución.
Suplemento de descanso
Corrección porcentual que se aplica a los tiempos cronometrados, para que quede incluido el tiempo de
descanso necesario, que variará en función de que tipo de tarea se trate, dentro del tiempo estándar de la
operación.
Parte de trabajo.
Documento sobre el que se plasma la dedicación de cada operario dentro de la jornada, haciendo
distintas anotaciones que ayuden a calcular que tiempo ha sido efectivo de trabajo y cual no.
Tiempo de presencia
Son aquellas horas que el operario permanece en las instalaciones.
Tiempo a no control
Es aquel tiempo que un operario dedica a realizar un trabajo que no permite calcular el rendimiento o
actividad conseguida.
Tiempo de parada
Es el tiempo de inactividad que un operario sufre por causas ajenas a él.
Tiempo a control
Horas a control: Es el tiempo en el que un operario está realizando una tarea de tal forma que se puede
calcular su rendimiento o actividad media. Este tiempo se obtiene de restar a las horas de presencia las
de no control y las de parada.
89 Implementación del control de la productividad en una planta de aeroestructuras
89
Mejora de Método de trabajo
Consiste en estudiar y desarrollar modificaciones sobre los movimientos y acciones, de forma que sean
mejores que los existentes. Pueden suponer una mejora de calidad, Coste, Plazo de Entrega.
Tiempo estándar
Es el tiempo requerido para que un operario de tipo medio, plenamente cualificado y adiestrado, y
trabajando a un ritmo normal, lleve a cabo una tarea según el método establecido. Se determina
sumando el tiempo asignado a cada una de las operaciones que componen la tarea afectada, incluyendo
el suplemento de descanso y teniendo en cuenta su frecuencia. Se mide e Tiempo – Hombre (minutos
hombre o bien horas hombre) y en tiempo máquina
Mejor tiempo estándar.
Se deduce de restar el tiempo estándar la suma de los tiempos de no valor añadido del método medido.
Es decir, es la suma de los tiempos de las operaciones de valor añadido.
Despilfarro
Se debe entender por despilfarro como todo aquello que no sea la cantidad mínima de equipos,
materiales, espacio y tiempo de operario que resulte totalmente esenciales para añadir valor al producto.
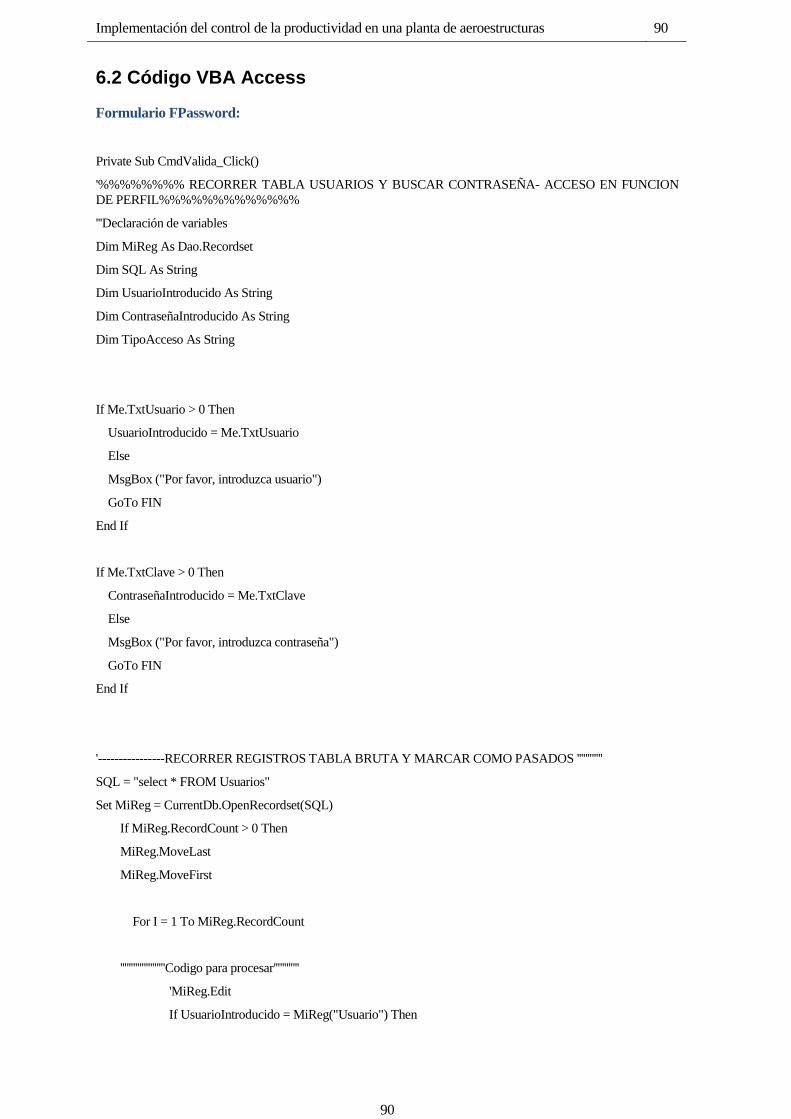
Implementación del control de la productividad en una planta de aeroestructuras 90
90
6.2 Código VBA Access
Formulario FPassword:
Private Sub CmdValida_Click()
'%%%%%%%% RECORRER TABLA USUARIOS Y BUSCAR CONTRASEÑA- ACCESO EN FUNCION
DE PERFIL%%%%%%%%%%%%%
'''Declaración de variables
Dim MiReg As Dao.Recordset
Dim SQL As String
Dim UsuarioIntroducido As String
Dim ContraseñaIntroducido As String
Dim TipoAcceso As String
If Me.TxtUsuario > 0 Then
UsuarioIntroducido = Me.TxtUsuario
Else
MsgBox ("Por favor, introduzca usuario")
GoTo FIN
End If
If Me.TxtClave > 0 Then
ContraseñaIntroducido = Me.TxtClave
Else
MsgBox ("Por favor, introduzca contraseña")
GoTo FIN
End If
'----------------RECORRER REGISTROS TABLA BRUTA Y MARCAR COMO PASADOS ''''''''''''
SQL = "select * FROM Usuarios"
Set MiReg = CurrentDb.OpenRecordset(SQL)
If MiReg.RecordCount > 0 Then
MiReg.MoveLast
MiReg.MoveFirst
For I = 1 To MiReg.RecordCount
'''''''''''''''''''''Codigo para procesar''''''''''''
'MiReg.Edit
If UsuarioIntroducido = MiReg("Usuario") Then
91 Implementación del control de la productividad en una planta de aeroestructuras
91
encontrado = 1 'Indico que existe usuario y ahora comparo password
If ContraseñaIntroducido = MiReg("Contraseña") Then
TipoAcceso = MiReg("TipoAcceso")
Else
MsgBox ("Contraseña incorrecta")
GoTo FIN
End If
Else
End If
'MiReg.Update
''''''''''''''''''''''''''''''''''''''''''''''''''''''
MiReg.MoveNext
Next I
End If
'''''''''''''' SALIDAS ''''''''''''''''''
If encontrado > 0 Then 'Solo selecciono el formulario si encontrado=1
Select Case TipoAcceso
Case "Administrador"
DoCmd.Close acForm, "FPassword"
DoCmd.OpenForm "FInicio"
Case "Inspector AH"
DoCmd.Close acForm, "FPassword"
DoCmd.OpenForm "FEntradaInspectores AH" 'Haz un CASE para cada formulario.
Case "Inspector EMB"
DoCmd.Close acForm, "FPassword"
DoCmd.OpenForm "FEntradaInspectores EMB"
Case "Produccion"
DoCmd.Close acForm, "FPassword"
DoCmd.OpenForm "FBonos"
Case "Supervisor Insp AH"
DoCmd.Close acForm, "FPassword"
DoCmd.OpenForm "FValidacion Bonos Inspectores AH"
Implementación del control de la productividad en una planta de aeroestructuras 92
92
Case "Supervisor Insp EMB"
DoCmd.Close acForm, "FPassword"
DoCmd.OpenForm "FValidacion Bonos Inspectores EMB"
Case "Supervisor Puma"
DoCmd.Close acForm, "FPassword"
DoCmd.OpenForm "FInfomesProductividadAH"
End Select
Else
MsgBox ("No se encuentra usuario")
End If
FIN:
End Sub
Formulario FBonos
Private Sub Comando29_Click()
On Error GoTo Err_Comando29_Click
[Estado Bono] = "Validado"
Screen.PreviousControl.SetFocus
DoCmd.RunCommand acCmdFind
Exit_Comando29_Click:
Exit Sub
Err_Comando29_Click:
MsgBox Err.Description
Resume Exit_Comando29_Click
End Sub
Private Sub Comando31_Click()
On Error GoTo Err_Comando31_Click
DoCmd.Quit
Exit_Comando31_Click:
93 Implementación del control de la productividad en una planta de aeroestructuras
93
Exit Sub
Err_Comando31_Click:
MsgBox Err.Description
Resume Exit_Comando31_Click
End Sub
Formulario FMontadores AH
Option Compare Database
Private Sub Comando427_Click()
On Error GoTo Err_Comando427_Click
[Estado Bono] = "Validado"
DoCmd.GoToRecord , , acNewRec
Exit_Comando427_Click:
Exit Sub
Err_Comando427_Click:
MsgBox Err.Description
Resume Exit_Comando427_Click
End Sub
Private Sub Comando428_Click()
On Error GoTo Err_Comando428_Click
[Estado Bono] = "Rechazado"
DoCmd.GoToRecord , , acNewRec
Exit_Comando428_Click:
Exit Sub
Err_Comando428_Click:
MsgBox Err.Description
Resume Exit_Comando428_Click
End Sub
Implementación del control de la productividad en una planta de aeroestructuras 94
94
Private Sub Comando432_Click()
On Error GoTo Err_Comando432_Click
DoCmd.GoToRecord , , acNewRec
Exit_Comando432_Click:
Exit Sub
Err_Comando432_Click:
MsgBox Err.Description
Resume Exit_Comando432_Click
End Sub
Private Sub Presencia_OP1_AfterUpdate()
Me.Refresh
End Sub
Private Sub Presencia_OP2_AfterUpdate()
Me.Refresh
End Sub
Private Sub Presencia_OP3_AfterUpdate()
Me.Refresh
End Sub
Private Sub Presencia_OP4_AfterUpdate()
Me.Refresh
End Sub
Private Sub Texto470_AfterUpdate()
Me.Refresh
End Sub
Private Sub Texto480_AfterUpdate()

95 Implementación del control de la productividad en una planta de aeroestructuras
95
Me.Requery
End Sub
Private Sub Texto490_AfterUpdate()
Me.Refresh
End Sub
Private Sub Texto500_AfterUpdate()
Me.Refresh
End Sub
Private Sub Texto510_AfterUpdate()
Me.Refresh
End Sub
Private Sub TiempoIncidencia10_AfterUpdate()
Me.Refresh
End Sub
Private Sub TiempoIncidencia11_AfterUpdate()
Me.Refresh
End Sub
Private Sub TiempoIncidencia12_AfterUpdate()
Me.Refresh
End Sub
Private Sub TiempoIncidencia6_AfterUpdate()
Me.Refresh
End Sub
Private Sub TiempoIncidencia7_AfterUpdate()
Me.Refresh
End Sub
Private Sub TiempoIncidencia8_AfterUpdate()
Me.Refresh
End Sub
Private Sub TiempoIncidencia9_AfterUpdate()
Me.Refresh

Implementación del control de la productividad en una planta de aeroestructuras 96
96
End Sub
Private Sub Comando544_Click()
On Error GoTo Err_Comando544_Click
Screen.PreviousControl.SetFocus
DoCmd.RunCommand acCmdFind
Exit_Comando544_Click:
Exit Sub
Err_Comando544_Click:
MsgBox Err.Description
Resume Exit_Comando544_Click
End Sub
Formulario FEntrada Inspectores AH
Option Compare Database
Private Sub Btn_modificar_bono_Click()
On Error GoTo Err_Btn_modificar_bono_Click
Dim stDocName As String
Dim stLinkCriteria As String
stDocName = "FBonos Inspectores AH"
stLinkCriteria = "[Id]=" & Me![Id]
DoCmd.OpenForm stDocName, , , stLinkCriteria
Exit_Btn_modificar_bono_Click:
Exit Sub
Err_Btn_modificar_bono_Click:
MsgBox Err.Description
Resume Exit_Btn_modificar_bono_Click
End Sub
Private Sub Comando9_Click()
On Error GoTo Err_Comando9_Click
97 Implementación del control de la productividad en una planta de aeroestructuras
97
DoCmd.GoToRecord , , acNewRec
Exit_Comando9_Click:
Exit Sub
Err_Comando9_Click:
MsgBox Err.Description
Resume Exit_Comando9_Click
End Sub
Private Sub Comando18_Click()
On Error GoTo Err_Comando18_Click
If Me.Dirty Then Me.Dirty = False
DoCmd.Quit
Exit_Comando18_Click:
Exit Sub
Err_Comando18_Click:
MsgBox Err.Description
Resume Exit_Comando18_Click
End Sub
Formulario FValidación de Bonos Inspectores AH
Private Sub Btn_revision_bono_Click()
On Error GoTo Err_Btn_revision_bono_Click
Dim stDocName As String
Dim stLinkCriteria As String
stDocName = "FBonos Inspectores AH validacion"
stLinkCriteria = "[Id]=" & Me![Id]
DoCmd.OpenForm stDocName, , , stLinkCriteria
Exit_Btn_revision_bono_Click:
Implementación del control de la productividad en una planta de aeroestructuras 98
98
Exit Sub
Err_Btn_revision_bono_Click:
MsgBox Err.Description
Resume Exit_Btn_revision_bono_Click
End Sub
Private Sub Comando13_Click()
On Error GoTo Err_Comando13_Click
DoCmd.Quit
Exit_Comando13_Click:
Exit Sub
Err_Comando13_Click:
MsgBox Err.Description
Resume Exit_Comando13_Click
End Sub
FBonos Inspectores AH validación
Option Compare Database
Private Sub Comando427_Click()
On Error GoTo Err_Comando427_Click
[Estado Bono] = "Validado"
DoCmd.GoToRecord
DoCmd.Close
Exit_Comando427_Click:
Exit Sub
Err_Comando427_Click:
MsgBox Err.Description
Resume Exit_Comando427_Click
99 Implementación del control de la productividad en una planta de aeroestructuras
99
End Sub
Private Sub Comando428_Click()
On Error GoTo Err_Comando428_Click
[Estado Bono] = "Rechazado"
DoCmd.GoToRecord
DoCmd.Close
Exit_Comando428_Click:
Exit Sub
Err_Comando428_Click:
MsgBox Err.Description
Resume Exit_Comando428_Click
End Sub
Consulta CBonos
SELECT TBonos.Fecha, TBonos.Operario, TBonos.[Estado Bono], TBonos.CelulaOP1 AS [CELULA], TBonos.NAvionOP1
AS [NAvion], TBonos.[Presencia OP1] AS [PRESENCIA], TBonos.Avance1 AS [AVANCE], 0 AS [Tiempo Incidencia], 0
AS [T Incidencia Definido], "OP" AS [Codigo Incidencia], "" AS [Descripcion Incidencia], "" AS [Numero DA], "" AS
[Responsable]
FROM TBonos
WHERE (((TBonos.CelulaOP1) Not Like ""));
UNION ALL
SELECT TBonos.Fecha, TBonos.Operario, TBonos.[Estado Bono], TBonos.CelulaInc1, TBonos.NAvionInc1, 0 AS [Presencia
OP], 0 AS Avance, TBonos.TiempoIncidencia1, TBonos.TiempoIncidenciaDEF1, TBonos.CodIncidencia1,
TBonos.[Descripcion incidencia1], TBonos.[Num DA INC1], TBonos.Responsable1
FROM TBonos
WHERE (((TBonos.CelulaInc1) Not Like ""));
UNION ALL
SELECT TBonos.Fecha, TBonos.Operario, TBonos.[Estado Bono], TBonos.CelulaOP2, TBonos.NAvionOP2,
TBonos.[Presencia OP2], TBonos.Avance2, 0 AS tiempoIncidencia, 0 AS [Tiempo Inc Def], "OP" AS CodIncidencia, "" AS
[Descripcion incidencia], "" AS [Num DA INC], "" AS responsable
Implementación del control de la productividad en una planta de aeroestructuras 100
100
FROM TBonos
WHERE (((TBonos.CelulaOP2) Not Like ""));
UNION ALL
SELECT TBonos.Fecha, TBonos.Operario, TBonos.[Estado Bono], TBonos.CelulaInc2, TBonos.NAvionInc2, 0 AS [Presencia
OP], 0 AS Avance, TBonos.TiempoIncidencia2, TBonos.TiempoIncidenciaDEF2, TBonos.CodIncidencia2,
TBonos.[Descripcion incidencia2], TBonos.[Num DA INC2], TBonos.Responsable2
FROM TBonos
WHERE (((TBonos.CelulaInc2) Not Like ""));
UNION ALL
SELECT TBonos.Fecha, TBonos.Operario, TBonos.[Estado Bono], TBonos.CelulaOP3, TBonos.NAvionOP3,
TBonos.[Presencia OP3], TBonos.Avance3, 0 AS tiempoIncidencia, 0 AS [Tiempo Inc Def], "OP" AS CodIncidencia, "" AS
[Descripcion incidencia], "" AS [Num DA INC], "" AS responsable
FROM TBonos
WHERE (((TBonos.CelulaOP3) Not Like ""));
UNION ALL
SELECT TBonos.Fecha, TBonos.Operario, TBonos.[Estado Bono], TBonos.CelulaInc3, TBonos.NAvionInc3, 0 AS [Presencia
OP], 0 AS Avance, TBonos.TiempoIncidencia3, TBonos.TiempoIncidenciaDEF3, TBonos.CodIncidencia3,
TBonos.[Descripcion incidencia3], TBonos.[Num DA INC3], TBonos.Responsable3
FROM TBonos
WHERE (((TBonos.CelulaInc3) Not Like ""));
UNION ALL
SELECT TBonos.Fecha, TBonos.Operario, TBonos.[Estado Bono], TBonos.CelulaOP4, TBonos.NAvionOP4,
TBonos.[Presencia OP4], TBonos.Avance4, 0 AS tiempoIncidencia, 0 AS [Tiempo Inc Def], "OP" AS CodIncidencia, "" AS
[Descripcion incidencia], "" AS [Num DA INC], "" AS responsable
FROM TBonos
WHERE (((TBonos.CelulaOP4) Not Like ""));
UNION ALL
SELECT TBonos.Fecha, TBonos.Operario, TBonos.[Estado Bono], TBonos.CelulaInc4, TBonos.NAvionInc4, 0 AS [Presencia
OP], 0 AS Avance, TBonos.TiempoIncidencia4, TBonos.TiempoIncidenciaDEF4, TBonos.CodIncidencia4,
TBonos.[Descripcion incidencia4], TBonos.[Num DA INC4], TBonos.Responsable4
FROM TBonos
WHERE (((TBonos.CelulaInc4) Not Like ""));
UNION ALL
SELECT TBonos.Fecha, TBonos.Operario, TBonos.[Estado Bono], TBonos.CelulaOP5, TBonos.NAvionOP5,
TBonos.[Presencia OP5], TBonos.Avance5, 0 AS tiempoIncidencia, 0 AS [Tiempo Inc Def], "OP" AS CodIncidencia, "" AS
101 Implementación del control de la productividad en una planta de aeroestructuras
101
[Descripcion incidencia], "" AS [Num DA INC], "" AS responsable
FROM TBonos
WHERE (((TBonos.CelulaOP5) Not Like ""));
UNION ALL
SELECT TBonos.Fecha, TBonos.Operario, TBonos.[Estado Bono], TBonos.CelulaInc5, TBonos.NAvionInc5, 0 AS [Presencia
OP], 0 AS Avance, TBonos.TiempoIncidencia5, TBonos.TiempoIncidenciaDEF5, TBonos.CodIncidencia5,
TBonos.[Descripcion incidencia5], TBonos.[Num DA INC5], TBonos.Responsable5
FROM TBonos
WHERE (((TBonos.CelulaInc5) Not Like ""));
UNION ALL
SELECT TBonos.Fecha, TBonos.Operario, TBonos.[Estado Bono], TBonos.CelulaOP6, TBonos.NAvionOP6,
TBonos.[Presencia OP6], TBonos.Avance6, 0 AS tiempoIncidencia, 0 AS [Tiempo Inc Def], "OP" AS CodIncidencia, "" AS
[Descripcion incidencia], "" AS [Num DA INC], "" AS responsable
FROM TBonos
WHERE (((TBonos.CelulaOP6) Not Like ""));
UNION ALL
SELECT TBonos.Fecha, TBonos.Operario, TBonos.[Estado Bono], TBonos.CelulaInc6, TBonos.NAvionInc6, 0 AS [Presencia
OP], 0 AS Avance, TBonos.TiempoIncidencia6, TBonos.TiempoIncidenciaDEF6, TBonos.CodIncidencia6,
TBonos.[Descripcion incidencia6], TBonos.[Num DA INC6], TBonos.Responsable6
FROM TBonos
WHERE (((TBonos.CelulaInc6) Not Like ""));
UNION ALL
SELECT TBonos.Fecha, TBonos.Operario, TBonos.[Estado Bono], TBonos.CelulaOP7, TBonos.NAvionOP7,
TBonos.[Presencia OP7], TBonos.Avance7, 0 AS tiempoIncidencia, 0 AS [Tiempo Inc Def], "OP" AS CodIncidencia, "" AS
[Descripcion incidencia], "" AS [Num DA INC], "" AS responsable
FROM TBonos
WHERE (((TBonos.CelulaOP7) Not Like ""));
UNION ALL
SELECT TBonos.Fecha, TBonos.Operario, TBonos.[Estado Bono], TBonos.CelulaInc7, TBonos.NAvionInc7, 0 AS [Presencia
OP], 0 AS Avance, TBonos.TiempoIncidencia7, TBonos.TiempoIncidenciaDEF7, TBonos.CodIncidencia7,
TBonos.[Descripcion incidencia7], TBonos.[Num DA INC7], TBonos.Responsable7
FROM TBonos
WHERE (((TBonos.CelulaInc7) Not Like ""));
UNION ALL
SELECT TBonos.Fecha, TBonos.Operario, TBonos.[Estado Bono], TBonos.CelulaOP8, TBonos.NAvionOP8,
TBonos.[Presencia OP8], TBonos.Avance8, 0 AS tiempoIncidencia, 0 AS [Tiempo Inc Def], "OP" AS CodIncidencia, "" AS
Implementación del control de la productividad en una planta de aeroestructuras 102
102
[Descripcion incidencia], "" AS [Num DA INC], "" AS responsable
FROM TBonos
WHERE (((TBonos.CelulaOP8) Not Like ""));
UNION ALL
SELECT TBonos.Fecha, TBonos.Operario, TBonos.[Estado Bono], TBonos.CelulaInc8, TBonos.NAvionInc8, 0 AS [Presencia
OP], 0 AS Avance, TBonos.TiempoIncidencia8, TBonos.TiempoIncidenciaDEF8, TBonos.CodIncidencia8,
TBonos.[Descripcion incidencia8], TBonos.[Num DA INC8], TBonos.Responsable8
FROM TBonos
WHERE (((TBonos.CelulaInc8) Not Like ""));
UNION ALL
SELECT TBonos.Fecha, TBonos.Operario, TBonos.[Estado Bono], TBonos.CelulaOP9, TBonos.NAvionOP9,
TBonos.[Presencia OP9], TBonos.Avance9, 0 AS tiempoIncidencia, 0 AS [Tiempo Inc Def], "OP" AS CodIncidencia, "" AS
[Descripcion incidencia], "" AS [Num DA INC], "" AS responsable
FROM TBonos
WHERE (((TBonos.CelulaOP9) Not Like ""));
UNION ALL
SELECT TBonos.Fecha, TBonos.Operario, TBonos.[Estado Bono], TBonos.CelulaInc9, TBonos.NAvionInc9, 0 AS [Presencia
OP], 0 AS Avance, TBonos.TiempoIncidencia9, TBonos.TiempoIncidenciaDEF9, TBonos.CodIncidencia9,
TBonos.[Descripcion incidencia9], TBonos.[Num DA INC9], TBonos.Responsable9
FROM TBonos
WHERE (((TBonos.CelulaInc9) Not Like ""));
UNION ALL
SELECT TBonos.Fecha, TBonos.Operario, TBonos.[Estado Bono], TBonos.CelulaOP10, TBonos.NAvionOP10,
TBonos.[Presencia OP10], TBonos.Avance10, 0 AS tiempoIncidencia, 0 AS [Tiempo Inc Def], "OP" AS CodIncidencia, "" AS
[Descripcion incidencia], "" AS [Num DA INC], "" AS responsable
FROM TBonos
WHERE (((TBonos.CelulaOP10) Not Like ""));
UNION ALL
SELECT TBonos.Fecha, TBonos.Operario, TBonos.[Estado Bono], TBonos.CelulaInc10, TBonos.NAvionInc10, 0 AS
[Presencia OP], 0 AS Avance, TBonos.TiempoIncidencia10, TBonos.TiempoIncidenciaDEF10, TBonos.CodIncidencia10,
TBonos.[Descripcion incidencia10], TBonos.[Num DA INC10], TBonos.Responsable10
FROM TBonos
WHERE (((TBonos.CelulaInc10) Not Like ""));
UNION ALL
103 Implementación del control de la productividad en una planta de aeroestructuras
103
SELECT TBonos.Fecha, TBonos.Operario, TBonos.[Estado Bono], TBonos.CelulaOP11, TBonos.NAvionOP11,
TBonos.[Presencia OP11], TBonos.Avance11, 0 AS tiempoIncidencia, 0 AS [Tiempo Inc Def], "OP" AS CodIncidencia, "" AS
[Descripcion incidencia], "" AS [Num DA INC], "" AS responsable
FROM TBonos
WHERE (((TBonos.CelulaOP11) Not Like ""));
UNION ALL
SELECT TBonos.Fecha, TBonos.Operario, TBonos.[Estado Bono], TBonos.CelulaInc11, TBonos.NAvionInc11, 0 AS
[Presencia OP], 0 AS Avance, TBonos.TiempoIncidencia11, TBonos.TiempoIncidenciaDEF11, TBonos.CodIncidencia11,
TBonos.[Descripcion incidencia11], TBonos.[Num DA INC11], TBonos.Responsable11
FROM TBonos
WHERE (((TBonos.CelulaInc11) Not Like ""));
UNION ALL
SELECT TBonos.Fecha, TBonos.Operario, TBonos.[Estado Bono], TBonos.CelulaOP12, TBonos.NAvionOP12,
TBonos.[Presencia OP12], TBonos.Avance12, 0 AS tiempoIncidencia, 0 AS [Tiempo Inc Def], "OP" AS CodIncidencia, "" AS
[Descripcion incidencia], "" AS [Num DA INC], "" AS responsable
FROM TBonos
WHERE (((TBonos.CelulaOP12) Not Like ""));
UNION ALL SELECT TBonos.Fecha, TBonos.Operario, TBonos.[Estado Bono], TBonos.CelulaInc12, TBonos.NAvionInc12,
0 AS [Presencia OP], 0 AS Avance, TBonos.TiempoIncidencia12, TBonos.TiempoIncidenciaDEF12,
TBonos.CodIncidencia12, TBonos.[Descripcion incidencia12], TBonos.[Num DA INC12], TBonos.Responsable12
FROM TBonos
WHERE (((TBonos.CelulaInc12) Not Like ""));

Implementación del control de la productividad en una planta de aeroestructuras 104
104
105 Implementación del control de la productividad en una planta de aeroestructuras
105
REFERENCIAS
José Agustín Cruelles (2014): Soluciones para la mejora de la Productividad Industrial. ZADECON.
Joseph Prokopenko (1989): La gestión de la Productividad. Organización Internacional del Trabajo.
José Agustín Cruelles (2016): Beneficios y necesidad del mantenimiendo del sistema de productividad..
ZADECON.
Consejeria de Economía, Innovación, Ciencia y Empleo. Delegación Territorial en Sevilla (2015). Convenio Colectivo del sector de industrias siderometal r icas de evilla


















